
Abstract
This paper investigates the application of signal separation techniques in detection of bearing faults within the epicyclic module of a large helicopter (CS-29) main gearbox using vibration and Acoustic Emissions (AE). It compares their effectiveness for various operating conditions. Three signal processing techniques including an adaptive filter, spectral kurtosis and envelope analysis, were investigated. In addition, this research discusses the feasibility of using AE in helicopter gearbox monitoring.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Helicopter transmission integrity is critical for safe operation. Approximately 16 % of mechanical failures, resulting in the loss of helicopter operation, can be attributed to the main gearbox (MGB) [1]. In addition, 30 % of the total maintenance cost of helicopters can be attributed to the transmission system [1]. The need to employ advanced fault warning systems for such transmission systems cannot be understated [2, 3]. Health and Usage Monitoring Systems (HUMS) are commonly used for fault detection of helicopter transmissions in which detection is based on extraction of predefined features of the measured vibration such as FM4, NA4, etc. [2, 4, 5]. HUMS was developed in North Sea operations, motivated in part by the crash to a Boeing Vertol 234 in 1986 which was caused by disintegration of the forward main gearbox. After development in the 1990s, the UK’s Civil Aviation Authority CAA mandated fitment of HUMS to certain helicopters. One article suggests that HUMS “successes” are found at a frequency of 22 per 100,000 flight hours [6]. A HUM system consists of two complimentary subsystems: health monitoring and usage monitoring. Health monitoring is a process of diagnosing incipient damage or degradation that could ultimately lead to a system failure. Usage monitoring is a process by which the remaining life of different gearbox components and auxiliary systems is determined by assessing operation hours, current components condition and load history [7, 8]. Several vibration signature analysis methods are developed and applied in the commercial HUMS to detect faults in bearings, gears and shafts. Condition Indicators (CI) refer to the vibration characteristics extracted from these signatures and are used to reflect the health of the component [9]. Numerous condition indicators are calculated from vibration data to characterize component health and these indicators are often determined based on statistical measurement of the energy of the vibration signal, such as rms, kurtosis and crest factors.
The majority of helicopters utilises epicyclic reduction modules gears as transmission systems due to their high transmission ratio, higher torque to weight ratio and high efficiency [10]. As such this type of gearbox is widely used in many industries such as aerospace, wind turbines, mining and heavy trucks [11–15]. Different planetary gearbox configurations and designs allow for a range of gear ratios, torque transmission and shaft rotational characteristics. The planetary gearbox generally operates under severe conditions, thus the gearbox components are subject to different kinds of fault conditions such as gear pitting, cracks, etc. [16–19]. Recent investigations on applications of planetary gearboxes have shown that failures initiate at a number of specific bearing locations, which then progress into the gear teeth. In addition bearing debris and the resultant excess clearances cause gear surface wear and misalignment [19]. More recently the accident to the helicopter registred G-REDL [20], resulting in the loss of 16 lives, was caused by the degradation of a planet gear bearing interestingly the HUM system condition indicators showed no failure evidence before this accident.
2 Gear and Bearing Diagnostics
The vibration signals associated with bearing defects have been extensively studied and robust detection algorithms are now available as off-the-shelf solutions. Conversely the dynamics associated with bearing diagnostics within gearboxes reduce the effectiveness of traditional techniques. Therefore, it is important to understand the nature of the faulty bearing signal.
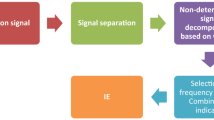
For rolling element bearings, a fault will cause shocks which in turn excite higher resonance frequencies which will be amplitude modulated depending on two factors, the transmission path and loading condition [21]. Therefore the vibration signal is typically demodulated to extract the frequency of these impulses. Equations for calculation of bearing faults frequencies have been reported widely in the literature [22–24]. These equations assume no slip, however, in operation there is some degree of slip and this why the bearing faults frequencies vary by 1–2 % of the calculated value. It is this slip that facilitates the separation of the gear and bearing vibration components [17], the latter known as the non- deterministic component of the measured vibration. The deterministic part of the signal is usually related to gear and shaft speeds [25]. Such periodic events are related to kinematic forces induced by the rotating parts such as meshing forces, misalignment and eccentricity [26]. In some cases the deterministic part of the vibration signal cannot be identified due to speed variation, and therefore it essential to re-sample the signal to the angular domain in order to track speed variation [26, 27]. The deterministic part of the signal can be used for diagnostics of gear and shaft faults.
In relation to AE only relatively short time series signatures were processed [28]. In application to diagnosis of machine faults, simple AE parameters are typically employed, such as rms, kurtosis, AE counts [29] and demodulation [30]. More recently the use of Spectral Kurtosis and adaptive filters has been employed to facilitate the diagnosis of machine faults with AE [31–33].
3 Signal Processing Techniques
Bearing and gear fault identification involves the use of various signal processing algorithms to extract useful diagnostic information from measured vibration or AE signals. Traditionally, analysis has been grouped into three classes; time domain, frequency domain and time-frequency domain. The statistical analysis techniques are commonly applied for time domain signal analysis, in which descriptive statistics such as rms, skewness, and kurtosis are used to detect the faults [34, 35]. A fast Fourier transform (FFT) is commonly used to obtain the frequency spectra of the signals. The detection of faults in the frequency domain is based on identification of certain frequencies which are known to be typical symptoms associated with bearing or gear faults. The time-frequency domain methods are composed of the short-time Fourier transform (STFT) [36], Wigner-Ville [34], and wavelet analysis [37, 38]. The use of these detection techniques are feasible for applications where a single component is being monitored however for applications that include several components, such as gearboxes, it is essential to employ separation algorithms. The adaptive signal processing techniques used in this study is fully described by the authors [39, 40].
4 Experimental Setup
Experimental data was obtained from tests performed on CS-29 Category ‘A’ helicopter gearbox which was seeded with defects in one of the planetary gears bearing of the second epicyclic stage. The test rig was of back-to-back rig configured and powered by two motors simulating dual power input.
4.1 CS-29 ‘Category A’ Helicopter Main Gearbox
The transmission system of a CS-29 ‘Category A’ helicopter gearbox is connected to two shafts, one from each of the two free turbines engines, which drive the main and tail rotors through the MGB. The input speed to the MGB is typically in the order of 23,000 rpm which is reduced to the nominal main rotor speed of 265 rpm, see Fig. 1.

Gearbox internal parts [20]
The main rotor gearbox consists of two sections, the main module, which reduces the input shaft speed from 23,000 rpm to around 2,400 rpm. This section includes two parallel gear stages. This combined drive provides power to the tail rotor drive shaft and the bevel gear. The bevel gear reduces the rotational speed of the input drive to 2,405 rpm and changes the direction of the transmission to drive the epicyclic reduction gearbox module. The second section is the epicyclic reduction gearbox module which is located on top of the main module. This reduces the rotational speed to 265 rpm which drives the main rotor. This module consists of two epicyclic gears stage, the first stage contains 8 planets gears and second stage with 9 planets gears, see Fig. 2. The details of the gears are summarised in Table 1.

Second stage epicyclic gears
The epicyclic module planet gears are designed as a complete gear and bearing assembly. The outer race of the bearing and the gear wheel are a single component, with the bearing rollers running directly on the inner circumference of the gear. Each planet gear is ‘self-aligning’ by the use of spherical inner and outer races and barrel shaped bearing rollers (see Fig. 2).
4.2 Experimental Conditions and Setup
This investigation involved performing the tests for fault-free condition, minor bearing damage and major bearing damage. The bearing faults were seeded on one of the planet gears of the second epicyclic stage. Minor damage was simulated by machining a rectangular section of fixed depth and width across the bearing outer race (10 mm wide and 0.3 mm deep), see Fig. 3, and the major damage simulated as a combination of both a damaged inner race (natural spalling around half of the circumference) and an outer race (about 30 mm wide, 0.3 mm deep), see Fig. 4. Three load conditions were considered for the each fault condition, 110 % of maximum take-off power, 100 and 80 % of maximum continuous power; the power, speed and torque characteristics of these load conditions are summarised in Table 2.

Slot across the bearing outer race

Inner race natural spalling
4.3 Vibration Fault Frequencies
To aid diagnosis all characteristic vibration frequencies were determined, see Table 3. These included gears mesh frequencies of the different stages and the bearing defect frequencies for planet bearing.
4.4 Data Acquisition and Instrumentation
Vibration data was acquired with a triaxial accelerometer (type PCB Piezotronics 356A03) at a sampling frequency of the 51.2 kHz. The accelerometer had an operating frequency range of 2–8 kHz and was bonded to the case of the gearbox, see Fig. 5. The acquisition system employed was a National Instruments (NI) NI cDAQ-9188XT CompactDAQ Chassis. A 60 s sample was recorded for each fault case. The Y-axis of the tri-axial accelerometer arrangement was oriented parallel to the radial direction of gearbox, the X-axis to the tangential axis, and the Z-axis is the vertical axis parallel to the rotor axis, see Fig. 5.

MGB installed on the test bench
In addition, Acoustic Emission data was collected using a PWAS sensor [41], 7 mm diameter and approximately 0.2 mm thick, bonded to the upper face of the planet carrier, see Fig. 6. The sensor was connected to a conditioning board attached to the planetary carrier and transmitted wirelessly using two coaxial copper coils and a new wireless transfer technique. The new wireless transfer technique utilise two single turn brass coils of approximately 400 mm diameter which were cut to size using water jets for accuracy. The stationary (upper) coil was suspended from two clamping rings which were attached to the top case of the gearbox with a spacer through the holes to retain location. The moving (lower) coil was attached to a circular mounting ring which was in turn mounted on top of the oil caps on the planet carrier, see Figs. 6 and 7. Electrical isolation of the coils from the mounts and surrounding metallic structure was achieved through the use of nylon washers and bushes. AE data was acquired at a sampling rate of 5 MHz using an NI PCI-6115 card connected to a BNC-2110 connector block.

Moving coil mounted on the planetary carrier (coil arrowed, sensor circled)

Coils in position prior to assembly (static coil black arrow, moving coil white arrow)
5 Observations of Vibration Analysis
Spectral Kurtosis analysis was undertaken on the non-deterministic part of data sets collected from the gearbox for the different fault cases and this yielded the frequency bands and center frequencies which were then used to undertake envelope analysis. As discussed earlier the signal separation was undertaken with adaptive filter LMS algorithm. Observation from a typical Kurtogram used to estimate the associated filter characteristics for different defect conditions is shown in Table 4.
Observation from the spectra of the enveloped signal showed no presence of fault frequencies associated with the defective planetary bearing in the spectrum. However the minor fault condition was not identified. It is apparent that the signal separation had not completely removed the gear mesh and shaft frequencies, particularly the sun gears frequencies and its harmonics for first and second epicyclic stages (38.8 and 13.2 Hz respectively), which were detected by envelope analysis, see Fig. 8. Existence of these frequencies is due to fact that the vibration signal used in this analysis wasn’t synchronised to any particular shaft.

Enveloped spectra of non-deterministic signal for (a) Fault-free (b) Major (c) Minor damage
6 Acoustic Emission Observations
The envelope analysis was undertaken using the central frequency Fc and bandwidth (Bw) estimated by SK analysis, see Table 5. Observations of Fig. 9 showed the presence of the bearing outer race defect frequency (96 Hz) and its harmonic (192 Hz) for both minor and major damages under different loading conditions.

Enveloped spectra of AE signal (a) Fault-free (b) Major (c) Minor bearing defects at 100 % maximum continuous power
7 Discussion
The techniques used in this paper are typically used for applications where strong background noise masks the defect signature of interest within the measured vibration signature. The AE signal is more susceptible to background noise and in this case, the arduous transmission path from the outer race through the rollers to the inner race and then the planet carrier makes the ability to identify outer race defects even more challenging. However the use of the wireless system incorporated into the main gearbox has contributed significantly to improving signal-to-noise ratio.
A comparison of the vibration and AE analysis showed AE analysis was able to identify the presence of the bearing outer race defect frequency (96 Hz) and its harmonic (192 Hz) for both minor and major damaged for all loading cases based on observations on the enveloped spectra. However, for vibration analysis the outer race defect for minor damage case wasn’t detected.
Interestingly the AE analysis was unable to identify the presence of a defective inner race under the ‘major fault’ condition however vibration analysis identified the presence of the cage frequency (7.5 Hz) for major fault condition. Under defective inner race conditions, as severe as that seen in this condition, see Fig. 10, it has been shown that such a fault condition manifests itself with increases in the bearing cage frequencies. The existence of large widespread spalls on the inner race leads to bearing excessive clearance which in turns causes an increase in the vibration amplitude of the fundamental train (cage) frequency.

Natural spall on bearing inner race
8 Conclusion
In summary an investigation employing external vibration and internal AE measurement to identify the presence of a bearing defect in a CS-29 ‘Category A’ helicopter main gearbox has been undertaken. A series of signal processing techniques were applied to extract the bearing fault signature, which included adaptive filter, Spectral Kurtosis, and envelope analysis. The combination of these techniques demonstrated the ability to identify the presence of the various defect sizes of bearing in comparison to a typical frequency spectrum. From the results presented it was clearly evident that the AE offered a much earlier indication of damage than vibration analysis.
References
Chin H, Danai K, Lewicki DG (1993) Pattern classifier for health monitoring of helicopter gearboxes, No. NASA-E-7741, National Aeronautics and Space Administration (NASA) Cleveland OH Lewis Research Center, USA
Zakrajsek JJ (1994) A review of transmission diagnostics research at NASA Lewis Research Center, ARL-TR-599, NASA-TM-106746, E-9158, NAS 1.15:106746, NASA, USA
Chin H, Danai K, Lewicki DG (1993) Efficient fault diagnosis of helicopter gearboxes, (No. NASA-E-7975). National Aeronautics and Space Administration Cleveland OH Lewis Research Center
Decker HJ (2002) Crack detection for aerospace quality spur gears, NASA/TM—2002-211492, ARL-TR-2682. Glenn Research Center, NASA, USA
Zakrajsek JJ, Townsend DP, Decker HJ (1994) An analysis of gear fault detection methods as applied to pitting fatigue failure data. In: The systems engineering approach to mechanical failure prevention, vol 16, Apr 1993. Virginia Beach, Virginia, USA, NASA, USA, pp 199
Pipe K (2002) Measuring the performance of a HUM system-the features that count. In: Third international conference on health and usage monitoring-HUMS2003, pp 5
Samuel PD, Pines DJ (2005) A review of vibration-based techniques for helicopter transmission diagnostics. J Sound Vib 282(1–2):475–508
Decker HJ, Lewicki DG (2003) Spiral bevel pinion crack detection in a helicopter gearbox, NASA/TM—2003-212327—ARL–TR–2958. Glenn Research Center, NASA, USA
Dempsey PJ, Keller JA, Wade DR (2008) Signal detection theory applied to helicopter transmission diagnostic thresholds. In: Proceedings of the American helicopter society 65th annual forum on disc
Cotrell JR (2002) A preliminary evaluation of a multiple-generator drivetrain configuration for wind turbines. In: ASME 2002 wind energy symposium, American Society of Mechanical Engineers, pp. 345
Lynwander P (1983) Gear drive systems: design and application. CRC Press, Florida
Kahraman A (1994) Planetary gear train dynamics. J Mech Des 116(3):713–720
Huang C, Tsai M, Dorrell DG, Lin B (2008) Development of a magnetic planetary gearbox. IEEE Trans Magn 44(3):403–412
Radzevich SP (2012) Dudley’s handbook of practical gear design and manufacture, 2nd edn. CRC press, USA. ISBN 9781439866016
Lu B, Li Y, Wu X, Yang Z (2009) A review of recent advances in wind turbine condition monitoring and fault diagnosis. In: Power electronics and machines in wind applications, 2009, PEMWA 2009. IEEE, p 1
McFadden PD (1987) A revised model for the extraction of periodic waveforms by time domain averaging. Mech Syst Signal Process 1(1):83–95
Randall RB (2004) Detection and diagnosis of incipient bearing failure in helicopter gearboxes. Eng Fail Anal 11(2):177–190
Wang W (2001) Early detection of gear tooth cracking using the resonance demodulation technique. Mech Syst Signal Process 15(5):887–903
Musial W, Butterfield S, McNiff B (2007) Improving wind turbine gearbox reliability. In: Proceedings of the European wind energy conference
Department for Transport (2011) Report on the accident to aerospatiale (Eurrocopter) AS332 L2 Super Puma, registration G-REDL 11 nm NE of Peterhead, Scotland, on 1 April 2009, 2/2011. Air Accident Investigation Branch, Aldershot
Randall RB, Antoni J (2011) Rolling element bearing diagnostics—a tutorial. Mech Syst Signal Process 25(2):485–520
Howard I (1994) A review of rolling element bearing vibration “detection, diagnosis and prognosis, DSTO-RR-0013, Department of defense
McFadden PD, Toozhy MM (2000) Application of synchronous averaging to vibration monitoring of rolling elements bearings. Mech Syst Signal Process 14(6):891–906
Khemili I, Chouchane M (2005) Detection of rolling element bearing defects by adaptive filtering. Eur J Mech A Solids 24(2):293–303
Sawalhi N, Randall RB, Forrester D (2014) Separation and enhancement of gear and bearing signals for the diagnosis of wind turbine transmission systems. Wind Energy 17(5):729–743
Antoni J (2005) Blind separation of vibration components: principles and demonstrations. Mech Syst Signal Process 19(6):1166–1180
Bonnardot F, El Badaoui M, Randall RB, Danière J, Guillet F (2005) Use of the acceleration signal of a gearbox in order to perform angular resampling (with limited speed fluctuation). Mech Syst Signal Process 19(4):766–785
Qu Y, Van Hecke B, He D, Yoon J, Bechhoefer E, Zhu J (2013) Gearbox fault diagnostics using AE sensors with low sampling rate. J. Acoustic Emission 31:67
Mba D, Rao RB (2006) Development of acoustic emission technology for condition monitoring and diagnosis of rotating machines; bearings, pumps, gearboxes, engines and rotating structures
Holroyd T (2000) Acoustic emission as a basis for the condition monitoring of industrial machinery. In: Proceedings of the 18th Machinery vibration seminar, Canadian Machinery vibration association, pp 27
Ruiz-Cárcel C, Hernani-Ros E, Cao Y, Mba D (2014) Use of spectral kurtosis for improving signal to noise ratio of acoustic emission signal from defective bearings. J Fail Anal Prev 14(3):363–371
Eftekharnejad B, Carrasco M, Charnley B, Mba D (2011) The application of spectral kurtosis on acoustic emission and vibrations from a defective bearing. Mech Syst Signal Process 25(1):266–284
Kilundu B, Chiementin X, Duez J, Mba D (2011) Cyclostationarity of acoustic emissions (AE) for monitoring bearing defects. Mech Syst Signal Process 25(6):2061–2072
Sait A, Sharaf-Eldeen Y (2011) A review of gearbox condition monitoring based on vibration analysis techniques diagnostics and prognostics. In: Proulx T (ed) Rotating machinery, structural health monitoring, shock and vibration, vol 5. Springer, New York, pp 307–324. ISBN 978-1-4419-9427-1
Martin HR (1989) Statistical moment analysis as a means of surface damage detection. In: Proceeding of the 7th international model analysis conference, society of experimental mechanics, pp 1016–1021
Mehala N, Dahiya R (2008) A comparative study of FFT, STFT and wavelet techniques for induction machine fault diagnostic analysis. In: Proceedings of the 7th WSEAS international conference on computational intelligence, man-machine systems and cybernetics. Cairo, Egypt, World Scientific and Engineering Academy and Society, WSEAS; Stevens Point, Wisconsin, USA, pp 203
Wang WJ, McFadden PD (1996) Application of wavelets to gearbox vibration signals for fault detection. J Sound Vib 192(5):927–939
Wang WJ, McFadden PD (1993) Early detection of gear failure by vibration analysis i. calculation of the time-frequency distribution. Mech Syst Signal Process 7(3):193–203
Elasha F, Ruiz-Carcel C, Mba D, Chandra P (2014) A comparative study of the effectiveness of adaptive filter algorithms, spectral kurtosis and linear prediction in detection of a naturally degraded bearing in a gearbox. J Fail Anal Prev 14:1–14
Elasha F, Mba D, Ruiz-Carcel C (2015) Effectiveness of adaptive filter algorithms and spectral kurtosis in bearing faults detection in a gearbox. In: Sinha JK (ed) Springer International Publishing, pp 219–229. ISBN 978-3-319-09917-0
Yu L, Momeni S, Godinez V, Giurgiutiu V (2011) Adaptation of PWAS transducers to acoustic emission sensors. In: SPIE smart structures and materials nondestructive evaluation and health monitoring. International Society for Optics and Photonics, pp 798327
Acknowledgement
The Work described in this paper was conducted as part of EASA.2012.OP.13 VHM. The support of Airbus Helicopters in full-scale testing id gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer International Publishing Switzerland
About this paper
Cite this paper
Elasha, F., Mba, D. (2016). Vibration and Acoustics Emissions Analysis of Helicopter Gearbox, A Comprative Study. In: Kumar, U., Ahmadi, A., Verma, A., Varde, P. (eds) Current Trends in Reliability, Availability, Maintainability and Safety. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-319-23597-4_10
Download citation
DOI: https://doi.org/10.1007/978-3-319-23597-4_10
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-23596-7
Online ISBN: 978-3-319-23597-4
eBook Packages: EngineeringEngineering (R0)