
Abstract
This chapter provides an overview of various innovations and technology developments in mineral processing that have shaped the current mining industry. A glimpse of the present and future challenges in mining are also presented. A holistic approach to problem solving involving various stakeholders is gaining momentum and this has been reflected in this chapter. Various developments that are being pursed in mineral processing focusing on a change in the existing mining paradigm are also presented in this chapter.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
The mining industry, which dates back to the dawn of civilization, is often considered an ancient industry. Despite its age-old roots, natural resource exploration and exploitation have always been among the most active fields for renewal through innovation. Today, mining innovations address the growing demand for an ever-broadening range of mineral resources, while respecting communities and the environment.
(Extract from “100 innovations in the mining industry” by Minalliance 2012)
It is estimated that there are about 2500 metal producing mines, 2500 industrial minerals operations, and almost 100,000 quarries producing aggregates for construction purposes that are of “industrial scale” (not small scale or artisanal mining) operations (Ericsson 2012). Open-pit mining accounts for about 83 % of the total industrial metal mining production and underground producing the remaining 17 % of metal production.
Traditionally a mining operation is segmented into distinct core disciplines viz. geology, mining, and processing from a technical perspective with a focus on extracting an ore body to produce marketable concentrates or metal. There are various support roles that are critical to the success of these technical disciplines such as administration, maintenance, IT, supply chain, safety, environment, and community relations.
As mining is evolving, so are the challenges associated with mining. Some of the key challenges are complex ore bodies at greater depths, high capital and operating costs, water scarcity and quality issues, high energy costs, complex environmental issues including tailings management, worldwide constraints on resource availability, more and more elaborated regulations in emerging economies impacting the permitting processes, increasing stakeholder expectations, changing demographics of mining operations with ever-changing cultural or community expectations and the urgent need for a better assessment of project viability, this in very dynamic metals markets impacting the dynamics of mining projects development and sustainability.
These challenges are compelling mining companies to look at their mining business holistically and also from different points of views. An integrated approach to mining is gaining prominence not just from an economic perspective but also allows them to take into account the needs of various stakeholders. Mining companies are slowly tapping into some successful concepts that have transformed other industries such as manufacturing, chemical, pharmaceuticals along with oil and gas.
Some mining companies are already looking beyond the traditional disciplines of geology, mining, and processing to focus on the key value drivers that tend to integrate these disciplines and their interfaces. This is allowing mining companies to innovate and the focus is on step change in their cost structures and productivity.
Though this chapter is about innovation in mineral processing, the author strongly feels that this has to be seen in the light of mining value chain as a whole. Any innovation focusing on mineral processing alone will only provide part of the solution and will miss big opportunities. The question then is “What are these big opportunities that will allow a step change in profitability of a mining operation in a safe and sustainable manner?”
This chapter will emphasize on the following three key focusing questions related to the innovation in mineral processing in the present mining context:
-
1.
What innovations are required to address the existing mining challenges?
-
2.
What are the various mineral processing innovations that have already shaped and advanced the mining industry?
-
3.
What can be done to bridge any innovation gaps for realizing the full potential?
2 The Hard Truth About Mining and Processing
Despite significant innovation, mining and processing still involves the old paradigm with significant amount of waste management including haulage, processing, and disposal as described below:
-
The first step in a mining operation typically involves removal of overburden to access the ore body for an open-pit mine. This overburden in then stockpiled either as waste rock or to be re-used at closure.
-
After drilling and blasting, haulage of blasted ore which is basically mineralized rock above a certain cutoff grade inclusive of waste dilution material that cannot be segregated further during the blasting and mucking activities. The ore is then carried out to the primary crusher or process plant. An ore after mining typically contains mostly gangue minerals. The amount of non-valuable gangue minerals could be more than 99.0 % for gold or PGM ores, ~97 % for a copper ore containing 1 % Cu as chalcopyrite.
-
The next step is to crush and grind the ore in the process plant mainly to liberate the valuable from non-valuables. Comminution in the mining industry is intrinsically very energy intensive using 2–3 % of world’s energy. Energy consumption could range from 10 to 25 kWhr/t treated. When treating 100,000 t/d, this equates to 1–2 GW/day treated by a comminution circuit drawing 50–100 MW power (Powell 2013).
-
Intensive mineral processing steps are then carried out on the ore such as pre-concentration, beneficiation, or concentration to separate valuables from gangue.
-
Once the valuables are recovered in the process plant, tailings management is a major step involving storage of tailings, water reclamation and detoxification of the mill and/or final site effluent prior to any environmental discharge, when applicable.
It is estimated that the overburden waste produced globally is about 10,000 million tonnes (Mt) per year, assuming a mining strip ratio of 2.5. This is a significant amount of waste generated by the mining industry. Generally, the lower the head grade, the larger the volumes of ore and waste that are produced. In the Kennecott mine in Utah alone, almost 100 Mt of ore and additional 200 Mt of waste are handled every year (Ericsson 2012). To meet the needs, bigger trucks and shovels are utilized, and the payload trucks have increased from around 200 t in 1990 to almost 350 t in 2012. At the same time, the installed power has increased by a similar factor. In just the past 5 years, the bucket volume of wheel excavators has increased from 25 to 40 m3. The processing plants have followed suit with large 42 ft diameter mills, 500–700 m3 flotation cells along with larger dewatering and tailings pond facilities.
The trend of increasing throughput and larger equipment is continuing despite all associated challenges along with an on-going trend of extremely high waste generation. Mining industry is still using the old paradigm. A radical shift is needed, starting with seeking alternatives to handling and processing large amount of waste.
3 The Big Opportunities
The basic extraction paradigm in the mining industry is “drill, blast, load, haul, dump, crush, grind, separate, leach, dewater, and tailings disposal.” There are many variations, but fundamentally, the paradigm has not changed since ancient times. Almost all the innovations so far have made operations in this paradigm safer, more efficient, automated, and even autonomous (Dunbar 2014). What’s needed is a major shift in this paradigm for a major breakthrough.
Since both mining and processing operations handle a significant amount of waste, the first consideration for any innovation should be to cut down on waste as early as possible in the mining value chain. Some of the major opportunities are:
-
1.
Minimal removal of overburden to access ore body: Use of small diameter drill holes to access the ore body along with use of novel biotechnologies using to recover metals (Dunbar 2014). In situ recovery of metals such as uranium and copper oxides using solution mining is presently being pursued by the industry, which is a step in the right direction though new technologies and novel ideas are necessary to make this practical for most other ore types. It appears that companies like Rio Tinto are looking at opportunities with in situ recovery as key to the “mine-of-the-future” (Batterham 2008).
-
2.
Highly selective liberation of ores early in the mining process: It is important to ask ourselves “Why create waste in the first place?” Comminution begins with mining and a new generation of drilling and blasting for selective mining of ores is critical to avoid or reduce waste removal early on in the mining process. This concept is referred to as “grade engineering” and is becoming a major focus of research and development (CRC-ORE 2014).
-
3.
Minimal haulage of waste: This focuses on innovations that will allow processing to be closer to the mine site. There is an increasing interest in pre-concentration technologies such as sensor based mass sorting (ROM shovels/trucks), classification using screens, stream based ore-sorting, gravity and dense media separation, which is definitely a positive trend.
-
4.
Efficient comminution and processing: Focus on highly selective separation of valuables utilizing efficient technologies resulting in minimal capital and lower operating costs along with significantly smaller footprint.
-
5.
Minimal generation of tailings and high reuse potential: The important focus here is on recovery of by-products and non-conventional value-added products such as building materials with a generation of benign tailings for backfilling underground and open-pit mines.
Reflecting on these five opportunities suggests that the ideal scenario will be a “zero waste mining.” Is this really possible? History tells us that the capability and ingenuity of mining and processing professionals have been phenomenal (Lynch et al. 2010). If there is a dire need with a strong vision and adequate resources, there is no reason why “zero waste mining” cannot happen. Various innovative technologies that have been developed by the mining industry definitely provide us the confidence. The area of “zero waste mining” is not the focus of this chapter but all trends in innovations must be seen in light of this ultimate goal.
4 Innovations in Mineral Processing
To understand the various innovations in mineral processing, we will need to understand the various challenges the mining industry has handled so far. In the early days, high grade ores and ore bodies were exposed on the surface. To extract these ores required minimal generation and treatment of waste. One could say, this was close to the ideal situation of “zero waste mining” scenario.
As head grades started to deteriorate with ore bodies located at a considerable depth, the need for overburden removal and therefore the generation of mining waste started to increase. With industrialization and the growth in demand of metals, the urgent need to treat low grade ores at much greater depth intensified. Innovation focused on how to mine higher throughputs and then process them mainly to meet the immediate needs. This paved the way for mass open-pit mining and larger mining machineries. Open-pit mines and unfavorable terrain resulted in building concentrators that are far away from mining. Also the consideration for a large tailings facility added to the complexity, resulting in a large mine footprint which increased in proportion with mill throughput.
In the early days when the environmental regulations were not as stringent and the access to power or energy sources relatively easier, the main focus of innovation activities was to build larger and more efficient equipment to treat the large amount of mined product (containing mostly waste) to meet the needs of metal production targets. Hence there was not much incentive to challenge the existing mining paradigm of mass scale waste generation, processing, and storage. This situation is still ongoing, although there is now a strong realization that this cannot continue for very long due to mounting energy costs, stringent environmental regulations, lack of water and other resources along with ever-increasing opposition by local communities.
The mining industry is now facing a dilemma and there is a strong push by companies, some governments and stakeholders to focus on innovation to address the challenges. The following are the main areas that have attracted serious attention for innovation in mineral processing:
-
Energy consumption and GHG reduction
-
Economy of scale (capital cost)
-
Efficient use of consumables (media, liner, reagents)
-
Instrumentation, control, and automation
-
Use of alternative water sources
-
Environmental management of tailings and waste
-
Modeling and simulation tools (to reduce risk in design and operations optimization)
-
Seamless integration with value chain
-
Continuous improvement along with training and education to improve productivity
-
Breakthrough technologies (focus on step change such as dry processing and in situ mining)
This chapter will focus on the key mineral processing innovations that have already resulted or have potential to make a significant contribution to the mining industry. Principles of operation and design of unit operations will not be the main focus of this chapter as they are readily available for reference in various publications (Fuerstenau and Han 2003; Wills 2006; Gupta and Yan 2006).
The following major areas in mineral processing will be subject of discussion in this chapter:
-
1.
Ore body knowledge
-
2.
Pre-concentration
-
3.
Comminution and classification
-
4.
Physical separation (gravity, magnetic and electrostatic separation)
-
5.
Flotation
-
6.
Dewatering and thickening
-
7.
Tailings and water management
-
8.
Automation and integration
5 Ore body knowledge
As ore bodies are becoming highly complex, it is more important than ever to understand the geology and mineralogy in details to enable the most appropriate design and operation of mining and mineral processing operations. Understanding of the geology and the uncertainties associated with the ore bodies is critical to the success of any mining operation. This is typically carried out using data generated through drill holes, geological mapping, geophysical surveys and the geologist’s interpretation. Ore body modeling and resource estimation is the foundation on which the business case for future mine development and operation is intricately dependent.
One major input for resource estimation is quantitative mineralogy information, which is increasingly being recognized as more important than mere elemental assays. Interpretation of mineralogy through assays have been traditionally carried out but with increasing complexities and uncertainties associated with ore bodies, a direct way of determining mineralogy without the need to make certain assumptions is a positive trend. Having more mineralogy attributes for both valuables and gangue in the resource and reserve models allows for a better integration of geology and metallurgy, which is an emerging area widely known as “geometallurgy.”
5.1 Quantitative Mineralogy
Advances in quantitative mineralogy technologies along with recent developments in computerization and data storage have been a major breakthrough for the mining industry. Process mineralogy is now a well-established field that provides ore characterization and better understanding of ore variability to reduce uncertainties and risks associated with ore body modeling, mineral processing plant design, and process plant optimization. Many demonstrated benefits have been realized by mining operations globally using quantitative mineralogy (Gu et al. 2014; Bradshaw 2014; Evans et al. 2011; Lotter 2011; MacDonald et al. 2011; Rule and Schouwstra 2011; Kormos et al. 2010; Kappes et al. 2009; Baum et al. 1989). Numerous plants have now onsite and in-house access to quantitative mineralogy analyzers and XRD or Near Infra-Red (NIR) analyses for carrying out planning, optimization, and for daily production needs, which is a major innovation in the mineral industry (Baum 2014).
Automated quantitative mineral analyzers like Mineral Liberation Analyzer (MLA) and QEMSCAN have been commercially available since the 1990s and have played a major role in redefining ore characterization in the mineral industry. In addition, advancement in XRD technologies (Rietveld) has allowed quantification of the gangue minerals. It is rare today to find any feasibility study carried out without quantitative mineralogy information. It is to be noted that these technologies are suited to visible minerals only and any elements that are in solid solution cannot be identified.
It is also common nowadays to use sophisticated tools and techniques for carrying out mass balances, low concentration precious metal and deleterious metals deportment, modal and liberation analysis, water chemistry and mineral surface-studies to obtain in-depth understanding necessary for metallurgical problem diagnostics (Smart et al. 2014; Buckley 2010; Grano 2010).
5.2 Quantitative Gold Deportment
An important development in gold mineralogy is the ability to carry out quantitative gold deportment for refractory and double refractory ores using state-of-the-art technologies. The characterization of these ores is challenging due to low gold ore grades, presence of variable proportion of preg-robbing total carbonaceous matters (TCM) with sulfide inclusions, visible and invisible gold in different sulfides phases (e.g., pyrite, chalcopyrite, chalcocite, and bornite) and also in iron oxide phases (e.g., magnetite, hematite, and goethite). This requires an integrated approach to process mineralogy involving various tools such as optical microscopy, mineral analyzer (MLA, QEMSCAN), X-ray diffraction (XRD), Dynamic secondary ion mass spectrometry (D-SIMS), Time-of-flight—secondary ion mass spectrometry (TOF-SIMS), X-ray photoelectron spectroscopy (XPS), and Laser ablation microprobe-inductively coupled plasma mass spectrometry (LAM-ICPMS). Details of these quantitative gold deportment techniques are presented elsewhere (Chattopadhyay and Gorain 2012, 2014; Chryssoulis and McMullen 2005). These measurements are immensely useful but could be expensive and time consuming. It is important to be prudent on representative sample selection with a clear purpose. Improper use of these tools could result in poor diagnosis and wrong interpretation.
5.3 Future of Process Mineralogy
The use of multiple mineralogical techniques to accurately identify element and mineral deportment is becoming important as the ore complexities are increasing and the tolerance for risks in plant design and operations is low. Bradshaw (2014) has highlighted the following four critical aspects for successful process mineralogy (the 4 I’s):
-
Information (appropriate measurement and accurate analysis)
-
Interpretation (what does the information mean?)
-
Implication (converting the interpretation into wisdom)
-
Implementation (of a change to either the existing circuit or the process design)
Bradshaw has emphasized that if any of these steps are missing the whole process is threatened and much of the value is lost. The potential barriers to achieving the value can be attributed to short-term thinking, the imposition of inappropriate time or budget constraints, or to a lack of understanding of either the project aim or process mineralogy as a whole.
5.4 Geometallurgy
Recent advancements in process mineralogy have furthered the cause of integrating mine site geology and process plant to a great extent with a main focus on improving the value of the mine. Geometallurgy relates to the practice of combining geology and geo-statistics with extractive metallurgy to create a geologically based predictive model for mineral processing plants. It is used for risk management and mitigation during plant design and also to assist and enhance mine production planning (Kittler et al. 2011). From a comminution perspective, geometallurgy assists in optimizing the mine plan by mapping hardness and forecasting throughput into the mine block model using geo-statistics to achieve design tonnage over the life-of-mine of the deposit and eliminate the large throughput fluctuations caused by ore hardness (Brissette et al. 2014).
McCullough et al. (2013) have also highlighted the challenges associated with recognizing and embedding the value of geometallurgy in the mining value chain. The main challenge is to permanently change the behavior of people and the processes they follow. This requires executive sponsorship, technology, data integration along with automated intelligent analysis to realize the full value of geometallurgy. Kittler et al. (2011) has emphasized the need for proper sample selection with a clear focus on spatial and grade distribution. It is best to avoid blending of samples for geometallurgy samples to capture ore variability and to retain their spatial provenance. The requirements for operational geometallurgy have been presented by David (2010).
Bye (2011) has documente d various industrial case studies that demonstrate strategies for gaining value from geometallurgical studies. Values include both operational benefits such as proactive fragmentation control and better strategic planning process along with building of geometallurgical domain models.
6 Pre-concentration
Removal of some w aste as early as possible after blasting has the potential to reduce haulage costs to the mill in many situations. In addition, this provides an opportunity to upgrade the ore resulting in reduced energy and operating costs per unit of metal input to the plant. A higher head grade to the process plant typically results in better concentration ratio and better unit recoveries as well as the process now has to handle lower gangue content. This concept of pre-concentration is not new with application such as Dense Media separation and sorting on the surface since the 1930s (Munro et al. 1982) and also applied underground (Lloyd 1979).
It is worthwhile to note that not all ores are amenable to pre-concentration especially when the minerals are finely disseminated in the ore body. Pre-concentration of such ore bodies could result in high losses of valuables in the waste product. Often there is a resistance to pre-concentration because it is perceived as a process involving metal losses and costs, and this belief sometimes hinders any further discussion on this opportunity. It is therefore important to characterize the ore to assess the amenability of pre-concentration before this option is discarded.
Ores types that are amenable to pre-concentration can add significant economic benefit, such as at the Kroondal platinum mines in South Africa where about 50 % of bulk mining feed of UG2 ores to the mill is rejected with a PGM recovery of 95 % (Holloway et al. 2009). The value of pre-concentration has now been demonstrated for a wide range of ore types at a coarse size range (Mohanty et al. 2000; McCullough et al. 1999; Schena et al. 1990). The value of pre-concentration should be looked in a holistic way involving integrated mining, processing and waste disposal. Bamber (2008) has concluded based on his studies that the exploitation of a deposit with ore pre-concentration and waste disposal technologies integrated into the mining process prior to beneficiation on surface is superior to the conventional approach.
The following pre-concentration technologies appear to have significant potential and are slowly finding its way into different mining applications:
-
Size classification
-
Ore sorting
-
Dense media separation
-
Coarse particle flotation
6.1 Size Classification
Concentration by comminution and size classification alone has been found to be effective for some ore types (Burns and Grimes 1986; Sivamohan and Forssberg 1991). Size classification presents a low cost option for rejection of waste, with maximum economic benefit at coarse particle sizes either at naturally arising ROM particle size distribution or at a coarse crush size, as close as possible to the mining face (Klein et al. 2002).
6.2 Ore Sorting
Ore sorting in the mining industry has evolved from manual sorting in the early days to basic optical sorting first used in mining in the 1970s using camera technology and digital image processing for industrial minerals. Arvidson and Wotruba (2014) have provided a review of the various applications of ore sorting technologies. Some of the earliest applications of sorting in mining industry were in diamond and gem mining using X-ray fluorescence and X-ray transmission to identify the gems. Radiometric sorting has been successfully applied to the processing of uranium ores such as at Lodeve mine in France and at Northwest Kalimantan in Indonesia on ROM ores (IAEA 2000). The Indonesian ores typically responded well to ore sorting with about 50 % rejection with more than 98 % uranium recovery. X-ray sorting is presently used in various tungsten mining operations such as at the Wolfram Bergbau in Australia and Wolfram Camp in Cairns, Australia. The importance of ore sorting in improving economics of marginal deposits is increasingly being realized by the mining industry (Lessard et al. 2014; Foggiatto et al. 2014; Walker 2014).
Bamber (2008) has presented different methods of ore sorting based on the following properties along with applications:
-
Photometric: coal, sulfides, phosphates, oxides
-
Radiometric: uranium, Witwatersrand gold ores
-
Conductivity: metal sulfides, native metals
-
Fluorescence: metal sulfides, limestone, iron ore
-
X-ray luminescence: diamonds
-
X-ray transmission: coal
-
Electrostatic: salts, halite, sylvite
-
Magnetic: iron ore, andalusite, quartz, kimberlites
At present, majority of automated ore sorters, outside of the diamond industry, are color or conductivity sorters (Bartram and Kowalczyk 2009). This is a significant innovation in mineral processing with an ability of pre-concentration and significantly improved economics. The optical sensors have quite a few applications but as the optical properties differ relatively little, laser based sensors could be useful. If the primary surface properties are distinct, NIR sensors are normally used. Novel sensor technologies are now necessary to extend the application to ore types beyond optical sensors that exploit material properties such as electrical conductivity, magnetization, molecular structure, and thermal conductivity. Combination of sensors also have potential such as optical/NIR, optical/inductive, or XRT/inductive (Arvidson and Wotruba 2014).
The recent development of LIBS (Laser-Induced Breakdown Spectroscopy ), focused on pattern recognition appears to have potential for mass ore sorting. LIBS works by focusing a laser beam on the ore surface to create a plasma. When this plasma cools down it emits light that is representative for the elements in the plasma. LIBS provides elemental information of some ores such as copper without any radioactive sources. One major advantage is that there is no sample preparation or sizing required and the LIBS ore sorter can be positioned above the conveyor belt. The approach seems to make it possible to achieve fast sorting capabilities of 1.000 t per hour, while keeping good accuracy (SonicSampDrill 2014). Though there is potential, much work is required to make this technology commercial for large throughputs. Combination of LIBS with other sensor technologies may be necessary for some complex ores.
6.3 Dense Media Separation
Dense media separation is widely used in coal, diamond, chromite, and iron ore industries since its introduction by Dutch Sate Mines (DSM) in 1947. Though used occasionally in other industries, its application in precious and base metals viz. PGMs, gold, copper, and zinc are slowly gaining some momentum. Holloway et al. (2009) have estimated capital costs for DMS plants to be in the range from $3.0 to $4.5 per tonne of throughout per annum (excluding crushing), depending on the complexity of the plant design. Operating cost for heavy media (ferrosilicon or magnetite) is typically $1.00/lb (delivered). Typical power consumption ranges from 2 to 3 kWh/t and cost of spare parts is estimated to be around $0.50/t. These costs provide some rough guidelines only and could vary significantly depending on applications.
Napier-Munn et al. (2014) have reviewed various DMS technologies, with a focus on technologies that have been implemented in the industry. DMS technology has allowed Kroondal platinum mines to reject 50 % of bulk mining feed of UG2 ores with a PGM recovery of 95 %. Tati nickel plant in Botswana uses DMS to reject 70 % of mass with recovery of ~2/3rd of the contained nickel and has allowed bulk mining with a zero cutoff grade, thus simplifying the mine plan with increased resources. Another impressive application of DMS has been in recovery of fine grained gold from waste rock dumps at the Witwatersrand gold fields in South Africa. Despite a low feed grade (0.2–0.3 g/t), DMS was successful in recovering 70 % of the gold into 30 % of the mass.
Typically DMS technologies are compact processes with high-throughput of 300–1000 t/h. Holloway et al. (2009) have concluded that DMS seems to be well positioned with tremendous growth potential to address the need for reducing energy costs, improving mine-mill integration, and simplifying tailings handling through coarse ore pre-concentration. Bamber (2008) has carried out various studies and has highlighted the significant potential o f DMS in underground applications.
6.4 Coarse Particle Flotation
Significant energy is needed to grind ores for conventional flotation which typically requires a feed that could range from 10 to 200 μm. Flash flotation applications can treat much coarser feed ranging from 600 to 1000 μm. Energy requirements magnify for regrinding applications with a target of less than 10 μm to liberate minerals in finely disseminated ores. From a pre-concentration point of view, the top size of flotation feed required is typically 1–3 mm.
Flotation of ore at a top size of 3 mm, followed by gravity concentration of the flotation tailings has been applied previously in South Africa to treat Witwatersrand gold ores resulting in production of a 40 % mass pull at an overall gold recovery of 98 % (Lloyd 1979). Coarse particle flotation of particle ranging from 3 to 5 mm is common in the potash industry. For many base metals and precious metals applications, coarse flotation is challenging in conventional and flash flotation machines for pre-concentration purposes.
Jameson (2014) has developed a fluidized bed flotation technology for coarse flotation focusing on pre-concentration at a coarse size (600–800 μm) with an estimated reduction in operating cost of 10–20 %. Though this is in experimental stage, nevertheless the concept has merit and deserves further attention. The Hydrofloat® technology from Eriez also uses fluidized bed for coarse particle flotation with commercial applications in grinding circuits similar to flash flotation, also with the possibility of producing a throwaway tails (Franco et al. 2015). These are interesting developments with implications for pre-concentration at a relatively finer size fraction.
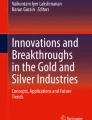
Compared to other pre-concentration technologies, flotation offers the most potential especially for fine grained mineralogical complex ores as other technologies at a coarser grind will incur significant metal losses. A potential flow sheet involving HPGR product of 1–2 mm or SAG product of 800–1000 μm could be subjected to coarse particle flotation focusing on rejecting a significant amount of feed. The coarse flotation concentrate could then be ground to a finer size for conventional flotation as shown in Fig. 2.1.

Rejection of barren coarse gangue minerals using novel coarse particle flotation technology (based on Jameson 2014)
7 Comminution and Classification
The word comminution is derived from the Latin comminuere, meaning “to make small.” Breaking of rocks from a mining perspective encompasses the following unit operations (Napier-Munn et al. 2005):
-
Crushers : Gyratory crushers, jaw crusher, cone crushers, rolls crusher, high pressure grinding rolls (HPGR), impact crusher
-
Tumbling mills : Autogenous grinding (AG), semi-autogenous grinding (SAG), rod and ball mills
-
Stirred mills : Tower mills, vertical pin mills, horizontal mills
-
Sizing: Screens, sieve bends, hydrocyclones, other classifiers
It is important to note that sizing processes are integral part of any comminution circuit and have a significant influence on comminution performance. It is estimated that about 30–70 % of the total power draw in a concentrator is consumed by comminution. It is reported that only 3 % of the total energy input is used in particle size reduction, though most of it is lost as mechanical energy and heat (Alvarado et al. 1998). The efficiency of comminution is important because the cost of breakage is a key factor that determines whether low grade ore bodies could be economic. There is a significant effort globally to develop more efficient comminution technologies. Johnson (2006) has carried out a review of various eco-efficient comminution devices. The coalition for Eco-Efficient Comminution (CEEC) has been recently established with support from various companies in the mining industry with an aim to promote awareness and knowledge transfer mainly to reduce energy requirements in comminution.
7.1 The Bond Work Index
Bond’s work index is an innovative concept now widely used in the industry to size crushers and grinding mills since the publication of Fred Bond’s approach in 1952. The work index is a comminution parameter that expresses the resistance of the material to crushing and grinding. Numerically, it is expressed as kWh per tonne required to reduce the material from theoretically infinite feed size to 80 % passing 100 μm. Grinding power calculated using work indices obtained from Bond grindability tests applies reasonably well in the range of conventional rod mill and ball mill grinding conditions, and can be corrected for other conditions (Napier-Munn et al. 2005). Several limitations to the Bond methods have been highlighted by many authors (Austin and Brame 1983; Yap et al. 1982; Herbst and Fuerstenau 1980), but the criticism of Bond’s method as a “model” is not really warranted as its real value is to distinguish the grindability of different ores in design and as a yardstick to check the energy utilization of current operations. In addition, Bond methodology is simple and it does work for many circumstances to a reasonable degree of accuracy, since the corrections are based on a large industrial data base (Napier-Munn et al. 2005).
The Bond method, however, cannot be used in the case of autogenous and semi-autogenous milling because of the large size of ROM feed, making the Bond model for work input almost independent of feed size. MacPherson utilizes standard Bond rod mill and ball grindability tests, together with a dry autogenous test procedure, to obtain the autogenous work index and determine AG/SAG milling suitability, power requirement, and circuit configuration (Knight et al. 1989).
7.2 Selection and Design of Comminution Circuits
Barratt and Sherman (2002) have summarized the various factors that influence the selection of comminution circuits. The list of these factors is quite extensive depending upon the nature of the project, whether it is greenfields plant or an expansion, as well as on a thorough understanding of the ore characteristics and scoping of test work at each of th e study. Table 2.1 shows the various comminution circuit options used in the industry.
7.3 Drilling and Blasting
A first step in comminution Drilling and blasting is an established technology evolved over the last century. This is a batch process and often closely embedded in the macho culture of a traditional tough and rough miner (Ericsson 2012). Hard rock cutting, a viable alternative to enable continuous mining is gaining wider acceptance in metal mining since its success with softer and nonabrasive bedrock and minerals such as potash and coal. This innovation seems to be attractive for narrow veins and reef mining allowing a more selective mining with less waste rock and dilution with positive impact in processing along with the economic benefits associated with continuous mining.
Mine-to-Mill optimization in various operations over the years have shown significant benefits such as high mill throughput rates from reduced top size from mining through increased powder factor or blast energies (Kanchibotla 2014). There are however some safety and environmental areas where special care and attention is needed to prevent any High wall damage, fly-rocks, noise, and vibrations from using higher blast energies. The introduction of electronic detonators and other techniques however allow mitigating some of these risks. New blasting technologies are emerging that have the potential to significantly increase powder factor through innovative blasting practices such as dual blast layers within a single blast event (Brent et al. 2013).
7.4 Crushing
• Crushing is an important step in comminution that prepares the ROM ore for primary grinding and other downstream processes such as heap leach. The selection of the right crushers and crusher flow sheet is dependent on the upstream mining method and blasting characteristics and the downstream process requirements.
As process plant throughputs are increasing, the need to reduce operating costs and capital cost per tonne of ore processed is critical. Both crusher and circuit design have evolved with larger crushers employing more horsepower and speed to treat higher throughputs at a reduced cost.
With the advent of SAG milling, cone crushers are now more or less eliminated from comminution flow sheets. Instead the cone crushers are employed in a SABC circuit to crush the recirculating pebbles. These pebbles tend to be more resistant to impact breakage in the SAG mill and the crusher creates ore surfaces more conducive to breakage in the grinding mills (Major 2002). Major also reiterated that a crusher has a more efficient transfer of applied power to the breakage of rock than a grinding mill. This has been seen with the development and acceptance of the SABC circuit and also led to Nordberg’s development of the “waterflush” cone crusher. The application of waterflush technology has resulted in the production of a finer product than normally achievable with a shorthead cone crusher. SAG pre-crush is getting more and more popular, which support the findings of the Mine-to-Mill with finer fragmentation on the bench via blasting.
The earliest US patent for a crushing machine was issued in 1830, which was a crude device incorporating a drop hammer principle. The Blake jaw crusher was then patented in 1858, which is based on powerful toggle linkage, and is the standard by which all jaw crushers are judged. In 1881, Philters W. Gates was granted a patent on a machine that included in its design all of the essential features of the modern gyratory crusher. For some years after these machines were developed, mining was still manual with very low tonnages and the product specifications simple and liberal (Utley 2002). With the emergence of steam shovel, the mining industry grew treating large tonnages and adopted larger machines. In 1919, Traylor engineering built the largest 60 in. gyratory crusher and by 1969 they had already built the 72 in. gyratory crusher, which served the industry until 2001. Typical gyratory crusher capacities are 350–10,000 tph, known for their high capacity and low main tenance. Disadvantages are highest installed capital cost of any crusher design.
In the early 1980s, low speed sizers were introduced. They represent one of the only fundamental developments in primary crushers in three-quarters of a century. The main feature of the low speed sizers is that it exploits the fact that the ratio of compressive strength to tensile and shear strength in the majority of rocks is around 10:1. The low speed sizers break the rock in tension or in shear by its “snapping” and chopping action rather than in compression as conventional crushers do. Additionally, the position of the teeth on the rolls allows undersize to fall directly through the machine resulting in high throughputs at very low rotational speeds, which leads to greatly reduced wear and greatly reduced fines.
7.4.1 Gyratory Crushers
During the last 20 years, the size of gyratory crushers has not changed significantly, though their installed horsepower have increased allowing these crushers to treat higher throughputs. An example of the largest gyratory crusher is FLSmidth’s 60′ × 113″ UD design with an installed power of 1 MW. Another feature of the new design of Gyratory crushers is the development of top service gyratory crusher which appears to enhance safety, reduce maintenance downtime, and lower cost of crusher installation (Erickson 2014). New monitoring tools such as CrusherMapper (Scanalyse 2012), which is a laser scanner tool, survey the physical dimensions of the crushing chamber and allows plant personnel to make informed decisions on crusher maintenance.
7.4.2 Cone Crushers
Cone crushers are traditionally used for secondary and tertiary crushing. With the advent of SAG milling circuits, however, cone crushers are increasingly being used for pebbles crushing. The principle of cone crusher remains the same but their sizes have increased over the years with two main manufacturers presently viz. Metso Minerals and FLSmidth. They manufacture large cone crushers with installed horsepower ranging from 800 to 2000. The new design of large cone crushers emphasize on increasing capacity without significantly increasing operating costs along with lower maintenance and high availability.
The “WaterFlush” crusher technology is sometimes used in conjunction with a cone crusher to allow the addition of water with the ore feed.
7.4.3 SELFRAG Technology
This is an emerging technology showing some promise in pre-weakening of mineral ores by high voltage pulses. This was pioneered in the 1950s but it is attracting some serious attention during the last few years. The key benefits of this technology compared to conventional comminution machines is that this is highly selective and its ability to weaken the ore with a potential for significant energy savings in further comminution (Shi et al. 2013).
Studies on a Newcrest’s Cadia east Cu-Au ore samples by JKMRC showed an energy reduction of 5 kWh/t, along with a potential to remove 2 MP 1000 pebble crushers and one 10 MW ball mill. Simulation studies showed that Selfrag has the potential to reduce operating cost by A$ 19 million (Shi et al. 2014). Though this study showed some potential, a detailed capital cost estimate is needed to better evaluate the potential of this technology.
7.4.4 IMP Super Fine Crusher Technology
This “IMP” superfine crushing concept evolved from the simple premise that the probability of particle breakage increases as the number and intensity of forces simultaneously contacting the particles increase. This is quite different from conventional comminution machines where breakage rate decreases with increased energy inefficiencies as feeds become finer and harder. The IMP superfine crusher is designed to provide a mechanism that could effectively deal with fine hard feeds by maintaining high breakage rates as hard particle became finer and single particle population rapidly expands (Kelsey and Kelly 2014).
The “IMP” superfine crusher consists of a rotating compression chamber and an internal gyrating mandrel. The axis of rotation of the shell is displaced relative to the axis of the vertically mounted mandrel. Crusher feed is accelerated into a compacted particle bed, which lines the inside of the compression chamber. The depth of the compacted bed progressively increases until the mandrel is engaged and the counter rotating mandrel gyration drive is triggered. This delivers multiple compression at high pressure to the rotating particle bed allowing a high power intensity and extreme compression forces. The axially displaced rotation of the compression chamber effectively distributes the breakage forces throughout the particle bed. A detailed description of the mechanism can be found in Kelsey and Kelly (2014).
The “IMP” superfine crusher technology is presently in the pilot scale testing phase but has the potential for developing a broad range of application options as the technology matures.
7.4.5 High Pressure Grinding Rolls
Schonert (1982, 1987) first introduced the HPGR technology to the cement industry as an energy efficient alternative to ball milling, demonstrating about 25 % reduction in energy consumption for compressing and dis-agglomeration of the limestone and cement clinker. Since then many equipment manufacturers have developed HPGR technology for use in cement and minerals industry viz. KHD Humboldt Wedag AG (Germany), Krupp Polysius AG (Germany), FLSmidth (Denmark and USA), Maschinenfabrik Koppern GmBH (Germany), and Alpine AG (Germany).
Over the last two to three decades, HPGR is slowly being adopted in a wide range of mineral industry application such as diamond, iron ore, tin, copper, chrome, and gold (Erickson 2014). HPGR size ranges from installed power of 440–6800 kW.
Recent successes of HPGR in hard rock applicatio n include Freeport’s Cerro Verde in Peru (Vanderbeek et al. 2006; Koski et al. 2011) and Newmont’s Boddington in Western Australia (Dunne et al. 2007; Hart et al. 2011) with a target of grinding energy savings of 15–20 %. Both these operations have two stages of coarse crushing using gyratory and cone crushers followed by a third stage of crushing involvi ng HPGR and a single stage ball milling circuit as shown in Fig. 2.2.

Comminution flow sheet using HPGR at Boddington and Cerro Verde (Kirsch and Daniel 2009)
7.5 Primary Grinding
• Since the advent of AG and SAG milling technologies in the late 1950s, they have established themselves as the present standard and are commonly used in the industry now. These technologies have replaced the previous “conventional” comminution circuits involving crushing-ball mill or rod mill–ball mill circuits at least in the precious and base metals sectors. At present, there is a wide spectrum of proven milling technologies to a plant designer than say 20–30 years ago. Although such choice may be seen as an improvement, but also poses challenge in the selection of the most appropriate technologies for an application.
Pokrajcic et al. (2010) have demonstrated using their sustainability analysis tool “EcoNomics ” that significant savings in energy consumption could be achieved through the use of more efficient comminution equipment along with appropriate circuit design. They emphasized that there are significant benefits to business profitability when the energy efficiency features in comminution circuit design.
Grinding mills have increased from 4.5 MW in the late 1960s to 8 MW in 1980, 13 MW in 1996 and 20 MW in 1997. Large 28 MW, 12.2 m × 11 m long AG have been manufactured by CITIC recently for an iron ore operation in WA (Meka and Lane 2010).
7.5.1 Autogenous Milling
The largest autogenous (AG) mill (40′ × 33″ @ 28 MW GMD) is now operational at the Sino Iron mine at Cape Preston, about 100 km south west of Karratha in Western Australia. This is the largest magnetite mining and processing facility with design capacity of 24 million tons of iron concentrate produced through six processing lines (Tian et al. 2014).
7.5.2 Semi-Autogenous Milling
Metso designed and supplied the world’s largest semi-autogenous grinding mill for Newmont Mining’s Yanacocha Conga copper-gold project in Peru. The 12.8 × 7.6 m SAG mill will be the first to exceed 12.2 m in diameter. The SAG is equipped with an ABB gearless motor to allow operation at variable speeds. The Conga project is located approximately 900 km north of Lima at an altitude of 4100 m above sea level at the Yanacocha gold mine. The project reached the feasibility stage and while full funding was expected from the Newmont board in the first half of 2011, the project development has been on hold since then.
A brief comparison of AG and SAG mills given by (Tian et al. 2014):
-
AG milling circuit offers higher power efficiency with high SG ores
-
AG doesn’t need grinding media, a major operating cost item for SAG
-
Recent development of gearless mill drive (GMD) allows the application of larger AG mill
-
Relatively insensitive to F80
-
Lower operating cost
-
Safer mill access conditions because of no steel
-
Simpler layout, operation and potential lower maintenance cost
7.5.3 Comparison of SAG and HPGR
SAG milling technology has now successfully replaced conventional multistage crushing and rod/ball mill comminution circuits gradually over two to three decades mainly for base metals and precious metals applications. The main reasons for the attraction for SAG milling are circuit simplicity and typically lower capital and operating costs to meet the needs for operations with higher throughputs. SAG mills work well for handling clay rich sticky ores, which is a challenge for multistage crushing circuits requiring washing plants. Figure 2.3 shows a conventional SAG and Ball mill circuit (SABC).

Conventional semi-autogenous and ball milling circuit (SABC)
SAG mills, however, are less energy efficient in handling harder and abrasive ores. As the ore bodies are steadily becoming more competent along with increasing energy costs, the industry has been looking for alternatives to SAG. It is interesting to note that the traditional crusher and ball milling technology has returned this time albeit with a more innovative approach to crush rocks using HPGR.
Morley and Staples (2010) carried out economic trade off studies of SAG vs HPGR and concluded that at the current stage of development of HPGR, the capital costs are generally higher than for the equivalent SAG based circuit. For highly competent ores and where power and grinding media costs are high, HPGR can offer substantial operating cost benefits with around 15 % energy savings.
It appears that HPGR has a niche application for very hard ores but further validation is required to demonstrate its advantages over SAG milling technology for a range of ore hardness and abrasiveness.
7.6 Ultrafine Grinding
• The emergence of ultrafine grinding technologies is a response for treating low grade ore bodies with complex mineralogy requiring the need for grinding ores to as low as 5–7 μm to enable sufficient liberation for an efficient separation. There are a wide range of ultrafine grinding technologies worldwide. This section will discuss select few technologies that have made a significant impact in the industry.
7.6.1 IsaMills™
The IsaMill technology is an outcome of the significant efforts made in the early 1990s to develop a process for Mount Isa Mines (MIM) McArthur River deposit requiring regrinding to 80 % passing seven microns to produce a saleable zinc concentrate. IsaMill technology was jointly invented by MIM of Australia and Netzsch Feinmahltechnik GmbH of Germany for ultrafine and fine grinding duties in the minerals industry (Gao et al. 2002). Since the original installation at the MIM Pb-Zn concentrator in 1994, IsaMills totaling 130–140 MW of installed power have been installed in various facilities around the world (Rule 2011). IsaMills presently marketed by Glencore Technologies range from M500 (250 kW) to M50,000 (8 MW) though the most common installed unit is M10,000 (3 MW). Figure 2.4 shows a detailed schematic of a large IsaMill.

A schematic of IsaMill™ (with permission from Glencore technologies)
7.6.2 Stirred Mills (VertiMills® and Detritors)
There are two categories of stirred mills offered by Metso Minerals viz. gravity-induced and fluidized. The gravity-induced stirred mills, known as Vertimill® , use rotational movement of screw to initiate a ball charge motion; whereas the fluidized stirred mills, Stirred Media Detritors (SMD), use rotational energy to fluidize a media-slurry mixture for providing a grinding action. Typical feed size for Vertimill® is from 6 mm to produce grind sizes to sub 15 μm, using high density media such as steel or ceramic. Typical feed size for SMD ranges from 250 μm with product sizes to sub 5 μm.
Lichter and Davey (2006) have provided examples of many applications of stirred mills in different operations. Newcrest’s Cadia, Ridgeway Concentrator in New South Wales have recently installed the largest unit VTM-3000-W (3000 hp or 2240 kW) supplied by Metso Minerals. Figure 2.5a, b shows a schematic of the Metso SMD and Vertimill®, respectively.

(a) Application of Metso’s Stirred Media Detritor (SMD), (b) VertiMill® in mineral processing plants (with permission from Metso Minerals)
7.7 Comminution Modeling and Ore Characterization
• One of the major advances in comminution innovation is the development of models as well as modeling and simulation techniques. Morrell (2014) has iterated that JKMRC has been in the forefront with over 30 years of research and development resulting in acceptance of JKSimMet and the Drop-weight test as being a commonplace, reliable design and optimization tool for comminution circuits. Development and commercialization of bench-scale ore characterization tests such as the SPI (TM), Starkey SAGDesign, Drop Weight Test, and SMC Test that are relevant to AG/SAG mill grinding circuits which have come to dominate circuit design. As discussed earlier, Bond’s model is still an industry standard for comminution modeling even after its first publication more than 60 years ago.
7.8 Development of Classification Technologies in Grinding Circuits
• It is well known that a closed circuit grinding circuit with a classification device results in significant benefits to the comminution process. In the early days, mechanical rake and spiral classifiers were used in closed circuit grinding circuits. Due to capacity limitations and high operational costs because of wear and tear, these technologies are not commonly used in the present comminution circuits. Hydrocyclones became popular since the early 1950s as they are high capacity devices that allowed the industry to meet the demands of increasing throughputs to treat low grade ores. Since hydrocyclone separation is a function of both size and density, a sharp size separation is not always possible for many ore containing high specific gravity minerals and metals such as gold, PGMs and lead. This results in building of these small heavies, which are mostly liberated, in the recirculation stream in cyclone underflow leading to unnecessary grinding with poor gravity and flotation responses.
The inefficiency of the hydrocyclone separation requires the use of high circulating loads to minimize the mill residence time. High circulating loads increase the power requirements per tonne of ore (Albuquerque et al. 2008).
The key for great improvements in capacity and in energy consumption in closed circuit grinding is improved sharpness of classification (Hukki and Allenius 1968). This is where screen separation has a significant advantage because of its sharp separation. However, fine particle separation has been challenging due to blinding issues, low capacity, and high screen panel consumption (Albuquerque et al. 2008).
7.8.1 Derrick Stack Sizer®
Derrick Stack-Sizer® is a recent innovation (developed in 2005) in fine screening which allows high separation efficiency and high tonnage capacity on a much smaller footprint than possible using conventional screens (Clark 2007). The Derrick Stack-Sizer® is now available for separations from 10 mm down to 44 μm using Derrick Corporation’s patented urethane screen surface technology, which provides an alternative to conventional hydrocyclones. There are many cases of application of the Derrick Stack-Sizer® replacing hydrocyclones in a closed circuit grinding applications for a large variety or minerals with significant metallurgical benefits reported (Valine et al. 2009). There are now over 400 installations around the globe in grinding circuits, as an alternative to hydrocyclones, for both metal and nonmetal beneficiation applications (Perkins 2015). Figure 2.6 shows an installation of the Derrick Stack-Sizer® in a grinding circuit.

Use of Derrick Stack-Sizer® in a grinding circuit (with permission from DerrickCorp)
7.8.2 Cavex Recyclone®
This is a double classification unit in one stage, which seems to increase the sharpness of separation by reducing the bypass of fines to the underflow. This technology uses wash water injection mainly to rupture the viscous layer to release the trapped fines for proper classification. Recent trials and installations in grinding circuits have shown to significantly reduce fines misreporting to mill from 30 to 13 % resulting in reduction of circulating loads by around 50–60 % (Castro et al. 2009).
8 Froth Flotation
No metallurgical process developed in the twentieth century compares with that of froth flotation and the profound effect it had on the mineral industry (Fuerstenau 2007).
The first commercial process using froth flotation, patented by Adolf Bessel and his brother in 1877, was a graphite flotation process utilizing the natural hydrophobicity of graphite along with addition of oil and boiling the pulp. They also developed another patent in 1886, referred to as generation of bubbles by decomposition of limestone in an acid solution. It is interesting to note that they used oil, a nonpolar reagent, for improving the hydrophobicity of graphite. Lynch et al. (2010) have provided some interesting insights into the history of flotation developments before 1900s and also the breakthrough in flotation for the silver-lead-zinc ore deposit at Broken Hill in Australia during 1902–1920. Since then interest in flotation has exploded globally with further innovations and development in the USA, Canada, and Europe, and has now become a versatile process to concentrate billions of tonnes of ore annually, and is rightly regarded as one of the great technical achievements of the twentieth century.
The froth flotation process can be considered as an interactive engineering system consisting of three broad groups of variables for selective separation of a mineral from a liquid–solid suspe nsion composed of both valuable and unwanted gangue mineral particles. The three key variables for the flotation process are
-
1.
Chemical
-
2.
Operational
-
3.
Machine
The control of surface chemistry of the minerals to provide the potential conditions for bubble particle attachment is fundamental to the flotation process. The operating conditions in a flotation machine first develop the attachment of particles with bubbles and then permit levitation of particle bubble aggregates to the froth. The manner in which bubbles and particles interact with each other depends on the type of flotation machine used. Flotation machines used in the mineral industry can be classified into four types: mechanical, pneumatic, column, and froth separators. Of these, mechanical flotation machines have dominated the mineral industries since the early days of froth flotation all over the world.
8.1 Mechanical Flotation Cells
The first mechanical flotation cell was introduced by the Minerals Separation Company in 1905 which led to the development of Hoover’s frothing machine used first at the Central Mine in Broken Hill, Australia. The first generation of sub-aeration machines came around 1915 and by 1927 many manufacturers introduced their own design of sub-aeration machines such as Fahrenwald (Denver sub-aeration), Fagergren, Agitair, Ruth, Kraut, Weinig, and Geco. From 1930 to 1960, the sub-aeration machines dominated the market with cell sizes increasing up to 100 cubic feet. The focus in the 1960s and 1970s shifted towards the design of large capacity machines ranging in cell sizes from 200 to 500 cubic feet in response to the falling ore grade and higher plant throughput. By early 2000, the cell sizes had increased up to 200 m3, a 100-fold increase over 1940s volume. Detailed description of the different cell sizes and design offered by different manufacturers during the early 2000s has been provided elsewhere (Gorain et al. 2007). Cells as large as 700 m3 are being designed and characterized by some flotation cell manufacturers (Grau et al. 2014). At present there are three major manufacturers of mechanical flotation cells representing most of the mechanical cells installations around the world viz. FLSmidth, Metso Minerals, and Outotec. Nelson et al. (2009) have provided a detailed description of the different mechanical flotation cell sizes, design, and operating principles of these three different cell manufacturers.
8.1.1 Flash Flotation
Flash flotation technology uses specialized mechanical cell design mainly to remove high specific gravity liberated minerals or metals from within the grinding circuit to reduce the over-grinding and consequent loss as slimes in the flotation circuit. Flash mechanical flotation normally treats cyclone underflow containing a high recirculating load of heavy minerals or metals that are significantly finer than the cyclone cut-size. Flash flotation has many applications in copper-gold and gold flotation circuits with an aim to recover free gold and gold associated with sulfides such as pyrite or copper minerals, in a high grade concentrates that could either be sold as copper or pyrite concentrates or processed onsite using enhanced gravity separators (Falcon or Knelson) and cyanide leaching. Newcombe (2014) has carried out an extensive study of flash flotation cells in Barrick operations and has provided some significant insight into optimization of flash flotation circuits. Outotec’s SkimAir® cells are commonly used in the grinding circuit as an unit cell operation to float valuable liberated particles from the circulating load of the grinding circuit while still relatively coarse. There are over 200 SkimAir® cells installed worldwide, many in gold and copper-gold operations with recent installation of four SK2400 flash units at Esperanza operation in Chile (Lamberg and Bernal 2008). Figure 2.7 shows a conventional flash flotation circuit typically used in the grinding circuit for gold and copper-gold ores.

Conventional flash flotation circuit in gold and copper-gold operations (with permission from Outotec)
8.1.2 Operation of Large Mechanical Flotation Cells
The large cells provide significant advantages such as reduced plant footprint, lower power consumption, reduced maintenance and operating costs, and easier control. The economic benefits of these large cells have not been fully realized by the industry due to lack of understanding of large cell operation. The problem of machine design and metallurgical scale-up has increased with larger cells. Effective froth transportation and recovery is critical for efficient operation of large cells. Research efforts over the last two decades under the AMIRA P9 project and other work have provided significant insight into the understanding of hydrodynamics of l arge cell operations (Gomez and Finch 2009; Schwarz and Alexander 2006; Nesset et al. 2006; Gorain 2000, 2005). Different flotation manufacturers have also reported some operating data of their machines (Nelson et al. 2009). These contributions have undoubtedly improved our understanding of large cell operation, still more work is required to obtain a rational basis for selecting cell operating conditions and to understand the reasons for poor froth recovery in large cells, especially for treating ultrafine (P 80 < 10 μm) and coarse particles (P 80 > 150 μm).
Recent studies suggest that significant improvements in metallurgical performance of flotation banks with large cells are possible through a three-level cell optimization program. The first level is aimed at identification of the range of cell operating conditions for optimum mixing, gas dispersion, entrainment, froth flow behavior, and metallurgical performance in individual cells. The second level is aimed at identification of the optimum bank operating profile for cells down the bank in a circuit. The third level is focused at controlling these cell operating conditions and bank operating profiles for tighter control of concentrate grade and recovery. Higher metallurgical benefits are obtained once the findings of the three-level studies are integrated to develop an effective strategy for control of the optimum bank operating profile (Gorain and Stradling 2002).
Installation of few large cells in a circuit needs better cell control. The trend in many operations is the use of instrumentation like air flow control, variable speed control, as well as online measurement equipment for monitoring bubble size, superficial gas velocity, gas holdup, and bubble surface area flux. Froth vision system with an expert control is gaining prominence for better control of cell operating conditions. The development of flotation cells will continue as more and more fine particle processing and higher throughputs will be necessary in future. The large cells will have to be designed to generate very small bubbles and a high degree of micro-turbulence for effective bubble-particle collision. Entrainment will be a major issue in concentrators which will need refinement of froth washing technologies in mechanical flotation cells. An integrated approach to flotation cell operation will be required for efficient utilization of flotation cell capacity with focus on optimization of both Mine-to-Mill and Mill-to-Market. The dominance of mechanical cells over other types is expected to continue until the economies of scale with very large mechanical cells get exhausted as the disadvantages of these large cells outweigh the overall benefits. At this juncture, more innovative cell design is needed to treat a wide range of low grade complex ore bodies.
8.2 Nonmechanical Flotation Cells
• Nonmechanical cells are increasingly being accepted by the industry mainly in applications where the traditional mechanical cells fall short. Some examples are flotation of ultrafine particles below 10 μm and coarser particle beyond 180–300 μm depending on ore types. Also for certain ores requiring intensive rejection of non-sulfide gangue minerals, nonmechanical cells are sometimes preferred. Considerations such as energy savings, capital costs, and footprint are important as well in flotation cell selection. Details of the various nonmechanical cells developed for the mineral industry have been provided elsewhere (Yoon et al. 1992; Finch 1995; Zhou et al. 1997; Young et al. 2008; Kohmuench et al. 2009; Sanchez-Pino et al. 2014). Only a select few that are popular or becoming popular in the industry is described below.
8.2.1 Column Cells
Column flotation cells were first successfully used in the industry during the early 1980s (Cienski and Coffin 1981), though the concept has been patented by Tremblay and Boutin (1964). Unlike mechanical flotation cells, this technology doesn’t use any agitation mechanism to generate bubbles or for solids suspension. As the name suggests, this technology utilizes tall columns fitted with a froth washing system on top of the columns mainly to reduce entrained gangue minerals. Columns use the countercurrent principle with feed introduced via a distributor located at about two-thirds of the height of the column and the tailings removed f rom the bottom of the column. Bubbles are generated independently using a sparging system and introduced near the base of the column. The principles of column operation have been discussed by Finch et al. (2007).
Industrial column height could range from 9 to 14 m with a diameter up to 3–4 m, and the froth depths are significantly deeper than mechanicals ranging from 0.5 to 2 m. Columns normally operate with a positive bias, where there is a net downward flow of liquid allowing a stable froth and better rejection of entrained gangue. Process control and automation of column flotation operation, using sensors to measure the main operating parameters such as air flow rate, froth depth, bias rates, gas holdup, feed, and tailings flow rate, is considered critical for its success in any operation (Bergh and Yinanatos 2003; Bouchard et al. 2009). Mechanical cells, in general, are easier to control than columns and therefore preferred by many design engineers and operators though with the advent of large mechanical tank cells, control is increasingly becoming important for their optimum performance.
There are two important developments in column technology over the last two decades, one is better froth washing system design and the other is generation of fine or ultrafine bubbles for improving flotation recovery of fine particles. There are two fine bubble generation technologies that have gained popularity viz. Microcel and Cavitation device, and have helped columns to compete with the new generation of mechanical tank cells with regards to better unit recoveries in cleaner applications. Development of the concept of bubble surface area flux and its relationship with flotation performance and operating conditions has helped in better cell control and performance optimization (Gorain et al. 1997; Desbiens et al. 2009).
8.2.2 Microcel™
Microcel™ technology was developed at the Virginia Polytechnic Institute by Professor Yoon and his team (Yoon et al. 1992). This involves an in-line mixer where slurry drawn from the base of the column is mixed with pressurized air at high intensity to produce microbubbles outside the column. The operation of Microcel has been desc ribed in other publications (Brake 1998; Phillips et al. 1997).
There are at present more than Microcel™ 100 installations worldwide, initially popular in coal cleaning but later came to base metals as well. Microcel™ spargers generate finer bubbles and have been shown to improve metallurgical performance. Installation of Microcel™ spargers on the zinc retreat columns at the Red Dog Mines reduced the mean bubble diameter from 3.4 to 1.9 mm, with the metallurgical improvements with a payback period of 1.5 months (Pyecha et al. 2005). Installation of Microcel™ technology at Antamina showed reduction in bubble size from 2.7 to 3.7 mm down to 1.6–2.6 mm in copper column cleaners and molybdenum circuits. This resulted in increased unit copper recovery by 6 % points and molybdenum recovery by 20 % points, along with improved selectivity against insols (Lizama et al. 2008). Figure 2.8 shows a schematic of a Microcel™ column installation.

Schematic of the Microcel™ column flotation cell (with permission from Metso minerals)
8.2.3 CavTube™
This technology uses hydrodynamic cavitation to generate micron size (picobubbles) ultrafine bubbles through controlled pumping of slurry with a sparger of specific geometry to induce cavitation. Picobubbles are known to naturally exist in liquids such as seawater and distilled water and are found to be more readily attached to particles than larger bubbles. Studies have shown that combining cavitation-induced bubbles with mechanically generated bubbles produce higher flotation recoveries than by either method alone. This synergistic effect is caused by the deposition of picobubbles on the particl e surfaces, which promotes attachment of larger bubbles (Fan et al. 2010; Krasowska and Malysa 2007). More details on the principles and applications of cavitation tube devices for columns have been provided by Wasmund (2014). Figure 2.9 shows a model of the CavTube™.

A model of the CavTube™ sparging system (with permission from Eriez)
8.2.4 Imhoflot™
Imhoflot™ technology has been developed by Dr. Rainer Imhof of Germany based on previous work on pneumatic flotation cells at Clausthal and Berlin universities and is now marketed by Maelgwyn Mineral Services Limited. The development of Imhoflot™ pneumatic flotation has been well documented in many technical papers (Battersby et al. 2011; Sanchez-Pino et al. 2008; Imhof et al. 2003).
There are two different types of self-aspirated Imhoflot™ pneumatic flotation cells viz. vertically fed (V-Cell) and tangentially fed (G-Cell). Pneumatic flotation differs from conventional flotation in that the bubble particle contact takes place outside of the cell itself, within the aerator. The associated pulp then enters a froth separation chamber to separate the froth from slurry. There are no moving parts in the Imhoflot™ cell where all the energy for mineral collection comes from the feed pump with energy focused into the restricted volume of the aerator. The net effect of this is very high air utilization rates up to an order of magnitude higher than conventional flotation. In the vertical type—Imhoflot V-Cell, the separating zone is essentially a vertical cone. Slurry is injected through nozzles upwards from the base of the cone, i.e., cocurrent with bubble movement. Sizing of the Imhoflot V-Cell vertical type is dictated by the time required for efficient froth separation.
The largest cells can treat around 1200 m3/h with a diameter of 5 m. There are many successful applications reported in base metals, coal and iron ore applications (Sanchez-Pino et al. 2014; Imhof et al. 2005). Figure 2.10 shows an Imhoflot G-cell in an operation.

Schematic of the Imhoflot™ G-cell (with permission from Maelgwyn Mineral Services)
8.2.5 Jameson Cell
The Jameson cell flotation cell was developed at Mount Isa Mines in the late 1990s. This is a pneumatic flotation cell, and the fundamentals of its operation have been described by Clayton et al. (1991). The first installation of Jameson was in the lead flotation cleaners at Mt. Isa Mines. Jameson and Manlapig (1991) showed significant advantages of Jameson cells compared to mechanical and column cells including kinetics, footprint, and cost. During the 1990s, Jameson cells had great success in coal fines flotation and in SX-EW for removal of organics. With better understanding during various installations and through design improvements, Jameson cells are slowly being accepted in the lead, zinc, copper, and copper-gold operations (Young et al. 2008). Schematic of a Jameson cell is shown in Fig. 2.11.

Schematic of a Jameson™ flotation cell (with permission from Glencore technologies)
8.2.6 The Woodgrove Staged Flotation Reactor
The Staged Flotation Reactor (SFR ) was developed by Glenn Kosick and Glenn Dobby, who are also well known for their development of Contact Cell and jet sparging technologies for columns. The SFR technology uses different chambers for particle collection and froth separation and appears to leverage the best features of flotation columns and mechanically agitated flotation cells within its design. The first commercial SFR was installed during July 2010 in the final stage of roughing at Anaconda’s Pine Cove operation in Newfoundland. Their second installation was at Dundee’s Chelopech copper-gold mine in Bulgaria during 2012 in cleaner applications with significant benefits (Dundee 2012). This is an emerging technology with ongoing pilot testing in various operations. This technology is presently being developed and evaluated further in full scale applications under a consortium sponsored by major mining companies. An installation of a large scale SFR in an operation is shown in Fig. 2.12.

Installation of staged flotation reactor (SFR) in an operation (with permission from Woodgrove technologies)
8.3 Flotation Reagents
• A number of recent publications have provided details on the history of flotation reagent development since the early days (Nagaraj and Farinato 2014; Fuerstenau 2007; Nagaraj and Ravishankar 2007). This section will highlight only the key developments that have made a major impact in the industry.
A very important innovation during the early 1900s was the introduction of air or in situ generation of CO2 which removed or reduced the need for large quantities of oils as buoyant separation medium used previously. With this reduction in oil consumption, inherent differences in the frothing and collecting powers of various oils were observed, which promoted the development of selective or differential flotation. Several important modifiers such as lime, sulfur oxide, sodium carbonate, sodium sulfide, and copper sulfate were used to enhance separation. It was also discovered that alkaline circuits provided much better flotation performance with lower reagent consumption compared to the popular sulfuric acid circuits. Perkins and his coworkers revealed numerous small organic compounds such as thiourea, thio alcohols, dyes, diazo, and amine compounds, which were vastly different from the fatty oils used then. There was a gradual realization that organic flotation reagents provided two different functions which led to the classification of collectors and frothers.
The period of 1921–1950 established itself as an era of chemical flotation due to phenomenal innovation and development in flotation chemistry (Nagaraj and Farinato 2014). This period was one of expanding on the concept of using small amount of short-chain (C2–C6) organic molecules, many of them were water soluble, as collectors for froth flotation of sulfide ores to replace large amounts of long chain (>C12) that are relatively insoluble oils. The reagents named in many patents all contained either sulfur or nitrogen or both. Most notable of these collectors were short chain amines, naphthol, chelating agents, xanthates, potassium salts of dithiocarbamic acid, and dithiophosphates (especially the cresylic acid derivative). Both xanthates and dithiophosphates (DTP) with applications in sulfide flotation are still commonly used in the industry. Dithiocarbamates, on the other hand, were not widely used and their usage is still relatively small. The importance of sulfur compounds in xanthates and DTPs was recognized, which led to the further search for these compounds from natural sources such as rubber and agricultural industries that were prevalent. Bolton (1928) patented mercaptobenzothiazole, which became popular and has applications even today. Synthetic mixtures of different collectors were also developed and commercialized during the 1930s.
Taggart and his coworkers laid the foundation for identifying and establishing chemical functional group features such as collectors, depressors, and frothers. This work along with contributions from Gaudin, Wark, Sutherland, and others led to significant advancement in further reagent development for both sulfide and non-sulfide mineral systems (Nagaraj and Farinato 2014). Work at U.S. Bureau of Mines and other institutions beginning in the late 1920s led to development of collectors, such as fatty acids, for oxide, carbonate, and phosphate minerals. Taggart (1951) has discussed development of new reagent and schemes for oxides during the 1930s and 1940s. New collectors for non-sulfide ores such as hydroxamates and chelate forming reagents were also developed during this time. During this chemical flotation era, it was also realized that addition of certain modifiers, such as NaCN, dextrin, tannin, starch, dyes, and quebracho, work synergistically with collectors to facilitate differential flotation.
The next phase of innovation in flotation reagents during 1950–1990 came from better understanding of mechanisms rather than through screening and exploration (Nagaraj 1988; Jensen 1980). Like the 1920s, the 1980s was a period of intense activity in flotation reagent development with many chemical companies involved such as American Cyanamid (now Cytec), Dow Chemicals, Phillips Chemicals, Clariant (formerly Hoechst), Henkel, Montan Chemicals, and Elf Aquitaine. Some examples of new collectors developed were alkoxycarbonyl thionocarbamates, alkoxycarbonyl thioureas, dithiophosphinates, monothiophosphinates and monothiophosphates, dialky thionocarbamates, allyl alkyl thionocarbamates, allyl xanthate esters, alkyl hydroxamates, phosphonic acids, and sulfosuccinamates (Nagaraj and Farinato 2014). Examples of modifiers include synthetic polymers with mineral-specific functional groups containing the donor N, O, and S for both sulfide and non-sulfide systems.
Enhancements were also made during this period by merely changing the hydrocarbon (nonpolar) part of the reagent molecule without changing the functional group. Some remarkable developments of efficient and economical manufacturing processes for certain flotation reagents had a profound impact in the industry by catalyzing the much needed widespread applications of the specific reagents in many innovative ways (Nagaraj and Farinato 2014). This period also saw new developments of frothers for sulfide flotation such as polyglycol ethers and glycols, which are still in use along with alcohol frothers. Some new modifiers were also developed to address specific industry challenges such as development of zinc cyanide, guar gum, carboxymethyl cellulose (CMC), and sodium-ferrocyanide.
The intense R&D efforts and innovations of the 1980s in reagent development slowed down during the 1990s mainly due to lower metal prices and reduced mining activities. A holistic approach to reagent selection was becoming more important due to increased ore complexities and also the advent of quantitative mineralogy tools and better understanding of flotation cell hydrodynamics. In addition, due to stringent environmental regulations, there is now a focus on developing greener flotation reagents to meet sustainability goals (Somasundaran 2012). More recent applicatio n of electrochemical and surface analytical techniques has allowed better understanding of the fundamentals of flotation mechanism and chemistry (Smart et al. 2007). This is an important development that is already helping in better understanding of flotation behavior of complex ores and in developing solutions to complex flotation problems (Ralston et al. 2007; Fuerstenau 2007; Gorain 2013).
8.4 Flotation Circuit Design and Optimization using Modeling and Simulation
The conventional approach to designing flotation circuit focuses on the use of safety factors in scaling-up residence time obtained from bench scale test work. Typically the s afety factors range from 2 to 4 depending on ore type, personal preference, and inventive guesswork. There is no scientific basis for selection of this scale-up factor although several practitioners have hypothesized the scale-up factor to relate to power input and froth recovery factors. There are several instances of underestimation of flotation capacity leading to the operating plant not being capable of meeting the metallurgical design target. This could be a very risky proposition leading to lost opportunities due to production losses and the need for further capital expenditure for additional flotation capacity. The reason for high risks in conventional design is that the safety factors are based on previous experience on simpler ores whereas most of the present ores deposits are metallurgical complex requiring a deeper understanding of the mechanisms that drive flotation performance.
Flotation modeling and simulation techniques have recently emerged as important toolset to provide a more rational basis to design and optimization of flotation circuits (Manlapig et al. 1997; Gorain and Stradling 2002; Harris et al. 2002; Dobby and Savassi 2005; Herbst and Harris 2007; Connolly and Dobby 2009). This initiative has been driven by some of the major mining companies mainly to increase the confidence level in designing flotation circuits with minimal risks. This also allows simulation of “what-if” scenarios mainly to understand trade-off between incremental recovery and flotation capacity requirements or capital expenditure which helps in optimization of flotation circuit. Once a robust model has been developed for a deposit, simulations can be done to understand the effect of ore variab ility and circuit configuration on flotation performance. Flotation modeling and simulation techniques are not perfect due to difficulties in modeling complex ore types. The assumptions made for simulations should be carefully judged for better confidence in model predictions.
9 Physical Separation
9.1 Gravity Separation
Gravity separation is one of the oldest concentration techniques, with the use of jig screens and sluices for the separation of heavy metals as early as the sixteenth century. With industrialization and the need for large scale production of minerals, continuously operating Jigs and shaking tables were developed and commercialized in the late nineteenth century. Inventions that provided enhanced gravity separators in the mechanically applied centrifugal field were patented in the 1890s and served the basis of recently commercialized technology (Honaker et al. 2014). The early twentieth century brought continued development of high capacity separators for coarse particle concentration such as Baum jig and the Chance Cone. As the mining started to shift towards lower grade ores, the development activities shifted towards fines treatment. Flowing film separators such as spiral and Reichert cone concentrators were developed with wide range of commercial applications in the mid-twentieth century. The late twentieth century was the era of enhanced gravity separators to recover ultrafine gold and tin as fine as 10 μm. A detailed overview of commercially available density based separators can be found in Burt (1999).
9.1.1 Pulsed Devices
The Baum jig was a major development in 1892 which replaced the plungers used in older versions of jigs such as Harz with compressed air. This allowed better control of the pulsed cycle in larger compartments (bed width of around 2.5 m) for more efficient separation over a wide range of particle size at higher throughputs (Sanders et al. 2002). With the need for higher throughput and more efficient machines to maintain a uniform pulse across the bed, Batac jig was introduced in 1947, which uses compressed air injection in a chamber directly below the fixed jig screen instead of a separate chamber. Sanders et al. (2002) have summarized the benefits of Batac jigs, which included the possibility of larger beds with commercial units of 7 m wide along with the ability to achieve separation density values as high as 7.85.
A major development in the 1980s was the Humboldt ROMJIG, which utilizes a moving jig screen providing the jigging through mechanical motion provided by a hydraulic arm. The operational characteristics include mass feed rates up to 350 tph, with maximum and minimum feed particle sizes being 400 and 30 mm, respectively, with low water requirement of 185 lpm and no air requirements (Honaker et al. 2014; Sanders and Ziaja 2003). The In-Line Pressure jig (IPJ) was another interesting development in the 1990s, which also utilizes a moving jig screen attached to a hydraulic ram, and can treat particles up to 30 mm with a maximum throughput of 250 tph (Gray 1997).
9.1.2 Flowing Film Separators
During the 1960s, Reichert cone concentrator was developed for heavy mineral sand applications with a capacity of 45–75 tph and can treat minus 1.5 mm feed with an effective concentration to a particle size of 45 μm. Reichert concentrator was a significant improvement over the earliest forms of flowing film separators such as buddle used in the early nineteenth century to treat metallic ores such as tin, lead, and zinc. During the late nineteenth century, the vibrating flowing film separators were developed mainly to improve the efficiency of the earlier separators. Shaking tables became popular for recovery of gold, tin, and other heavy minerals in the particle size range of 1.65 × 0.074 mm and for coal in the 6.7 × 0.15 mm size range. Wilfley table is the most common shaking device, which has an oblong table with riffles that extend from the table deck and run across most of the deck length.
The most widely used flowing fil m separator is the Spiral Concentrator, based on Humphreys spiral introduced in 1943. The advancement in construction material such as fiberglass and spray coated with polyurethane during the 1980s allowed significant alternations to the spiral trough geometry and design to address the needs for more difficult separation applications (Honaker et al. 2014). This resulted in higher throughput spirals with a wide range of applications. The compound spiral was a later modification in the 1990s to further improve separation efficiencies for coal and heavy mineral applications (Luttrell et al. 2007).
9.1.3 Fluidized Bed Separators
Fluidized bed separators have been used in coal and mineral processing operations traditionally for particle size separation based on teetered bed or hindered bed settling principles. Stokes unit is one of the oldest fluidized bed separators that also provides a very efficient density based separation by using an upward flow of fluidization to suspend the finest density particles in the feed stream (1 × 0.15 mm), thus creating an autogenous dense medium in the separation unit. This creates a density bed that doesn’t allow low density particles to penetrate and are carried by the fluidization water in an overflow stream of the separator. When the bed level reaches a certain height and bed pressure, the high density particles are allowed to fall through a discharge spigot in the underflow stream.
There are various commercial units based on Stokes unit such as Floatex, Lewis hydrosizer, Linatex hydrosizer, Allflux separator, and the Hydrosort (Honaker et al. 2014). The Allflux separator, however, is unique which allows two stages of density separation in one unit.
Several developments have taken place over the last two decades to resolve some of the issues with conventional fluidized bed separators such as high turbulence due to feed injection into the center of the unit, disturbing the density separation. The Reflux classifier is one key development consisting of a lower fluidization zone and an upper system of parallel inclined channels, which results in enhanced segregation due to the development of a phenomenon called “laminar-shear mechanism ” (Gavin et al. 2010). The advantage of Reflux classifiers is that it can carry out significant upgrading along with de-sliming in only one stage for separating much finer or coarser particles than possible in a spiral separator. The inclined channels provide significant capacity advantage and the system is insensitive to low pulp density with no need for thickening cyclones compared to that for spirals.
The HydroFloat separator is another development that uses air bubbles that are injected into the fluidized particle bed to float the coarse low density particles to allow the bubble-particle aggregates to move upward to the overf low stream. Hence this technology can be used to treat a higher particle size ratio of 6:1 compared to 3–4:1 for a conventional fluidized bed separator (Luttrell et al. 2006).
9.1.4 Enhanced Gravity Separators
The enhanced gravity separators are based on applying centrifugal forces to enhance the particle settling behavior by G times the normal acceleration due to gravity (g). This is widely referred to as the G force, which significantly increases the terminal velocity of particles and the dependence of particle velocity on the particle size decreases. Though these separators have been in practice since the 1800s, but their recent resurgence over the past three decades can be attributed to the need to economically concentrate minerals such as gold at particle sizes approaching 1 μm at higher throughput capacities (Honaker et al. 2014).
A review of the various enhanced gravity separation technologies has been recently provided by Cole et al. (2012). These technologies use various levels of G forces along with different separation mechanisms and are applied even for particle size ranging from 1 to 10 μm. The semicontinuous machines are normally used for less than 1 % concentration of heavy minerals with high throughput capacity machines of 1000 t/h. The continuous machines are more effective for greater than 1 % heavy mineral concentration but are available at a lower capacity of 400 t/h.
The Falcon concentrator utilizes a G force up to 300 g’s for their continuous machines, which is a vertically aligned, open topped bowl shaped as a truncated cone which is mounted on a rotating shaft. The semicontinuous unit uses G forces ranging from 50 to 200 g’s, which however has a fluidization base added to the upper zone of the bowl . Recent development is a unit with an ability to deliver a G force of 600 g’s and targets particle sizes of 37–3 μm.
The Knelson concentrators employ fluidized particle bed separation in a mechanically applied centrifugal force for both their continuous and semicontinuous machines. They operate by introducing water through a series of fluidization holes located in rings that circle the circumference of the bowl. The bowl is truncated cone shape and can deliver a G force of 200 g’s. The semicontinuous machines are more popular in the industry. Figure 2.13a, b shows photographs of the popular Knelson and Falcon concentrators, respectively.

(a) Knelson continuous variable-discharge (CVD) concentrator (with permission from FLSmidth). (b) Falcon SB concentrator (with permission from Sepro systems)
Kelsey jig is also an enhanced gravity device that can deliver a G force of up to 100. This technology has been successfully applied to many heavy metal applications with a 30–40 units installed globally. However, Knelson and Falcon separators are more popular with a few thousand installations worldwide.
Multi-Gravity Separator is another technology that seems to provide efficient separation, using riffling technology with three main component viz. cylindrical rotating drum, internal scraper network, and variable speed differential drive. Selective separation of fine particles are achieved along the internal surface of the rotating drum using the same basic principles employed by a conventional shaking table but replacing the table surface with a rotating drum resulting in many times the normal gravitational pull.
The Graviton is a centrifugal device that incorporates typically eight Reflux Classifier units with a system of parallel inclined channels aligned at 20° to the horizontal. This technology leverages the benefits of inclined channels and G forces based on the key finding by Gavin and Dickinson (2012). This technology is not commercial yet but has significant potential.
9.1.5 Pneumatic Density Based Separations
Air based density separation has been the focus of significant development in the early twentieth century, mainly focusing on coal cleaning. The Pneumatic technologies incorporate the same basic mechanisms used in wet separators including dense media separations, air jigging, riffled tabling, and air fluidized launders (Honaker et al. 2014). Due to water shortages in certain parts of the world, pneumatic separators have significant potential especially in conjunction with HPGR and optical sorting for dry processing.
9.2 Magnetic separation
• The largest use of magnetic separation is for iron ore processing in the minerals industry. There are tens of thousands of low-intensity magnetic separation (LIMS) and thousands of high-intensity magnetic separations (HIMS) used in the minerals industry today. Continuous HIMS for dry processing of industrial minerals were developed in the 1940s, but had limited unit capacities and could only process fine particles typically less than 1 mm. The continuous Wet High-Intensity magnetic separators (WHIMS) were introduced later in the 1960s to remove moderately magnetic particles from slurries, with larger Jones type machines introduced in the 1970s. During this time, the High-Gradient magnetic separators (HGMS) were also introduced mainly for kaolin clay processing and these machines were further developed that continued until the 1990s.
A significant magnetic separation development that made a major impact in the minerals industry was the drum separator for magnetite ores, mainly to treat fine grained and low grade magnetite ores for producing high grade concentrates for sinter feed, pellets for blast furnace feed and also for direct reduction iron processes (Arvidson and Norrgran 2014). The German made large capacity Jones type WHIMS became practically an industry standard for hematite and limonite/goethite iron ores around the world. In the industrial minerals area, the HGMS became an industry standard following a new concept of high-gradient generating matrix of filamentary material, which originated from Massachusetts Institute of Technology (MIT) in collaboration with J.M. Huber Company in the USA. The continuous HGMS made it possible to process ores with a high content (+10 %) of weakly magnetic material. The magnetic intensity for typical magnetite ore applications vary from around 800 to 1800 G, whereas for removing weakly magnetic components from kaolin clays requires a minimum of 18,000–20,000 G.
During the 1980s, the Rare-Earth Roll (RER ) magnetic separators, using permanent magnet alloys involving rare-earth elements, came into the market with rapid acceptance by the industry. These separators are usually the high-intensity separator of choice for new operations now. The Rare-Earth Drums (RED) are now becoming prevalent for the concentration of some paramagnetic minerals such as hematite and ilmenite at relatively high capacity (Gover et al. 2011). The old induced magnetic rolls (IMR) are still in use but are increasingly being replaced by RER and RED as the latter have better separation efficiency and lower operating costs.
The Wetherill separator type is still in use today in various forms for separating high value minerals, typically after calcination of ore feed. In addition, other applications are removal of tramp iron or metals removal from conveyor belts, tin ores, removing wolframite and other moderately magnetic materials from cassiterite (Arvidson and Norrgran 2014).
Due to declining grades along with the presence of higher detrimental elements in iron ores, the need for sophisticated high capacity magnetic separators is becoming important. Drums for low-intensity magnetic separators in iron ore processing are becoming larger, with drum diameters around 1.5 m and widths exceeding 4 m. Use of RER and RED have allowed to extend the needed magnetic field despite increased operating gaps between the rolls to meet the high capacity requirements. The same trend of increasing size also applies to WHIMS. Other than the trend of increasing size, the use of cryogen-free superconducting coil system is also becoming prevalent, which is the most recent technology for superconducting magnetic separators using a niobium-titanium conductor to generate the magnetic field without the need for helium to cool the coil (Norrgran et al. 2009).
9.3 Electrostatic Separation
• Electrostatic separation (ESS ) is mainly used for mineral sands application, though earlier patents suggest applications in iron ore and phosphate separations. The relative electric conductivity property of the mineral surfaces is exploited to make the separation. For example, conductive minerals such as ilmenite, monazite, and rutile are separated from non-conductive silica and zircon present in mineral sands. ESS works best on clean surfaces and in many cases the feed needs to be washed and classified for efficient separation. ESS was also successfully implemented at several precious metals smelters recovering metal prills from slag, typ ically after the Merrill Crowe process. In addition, this technology has been successfully applied in gold mines to recover gold and silver from slag (Hearn 2014). Dry grinding is typically used to liberate metal prills, de-dusting and then ESS to recover these prills for direct smelting rather than the conventional wet milling, gravity tabling followed by drying before sending for smelting (Maki and Taylor 1987).
The company that dominates the electrostatic mineral separation market is Ore Kinetics’ Corona Stat, and their focus has been on fundamentals of good operating practices such as moisture control, feeding systems, roll, and electrode cleaning (Gates 2004).
The use of Triboelectric separation for separating hard salts was practiced since the late 1940s. This technique relies on electrical charge differences inducted in nonconductor materials by surface contacting, whereas minerals with a lesser tendency to acquire these electrons will tend to become positively charged and this differential charge is exploited to effect a separation. Gasiorowski et al. (2012) have described the STI technology, which is based on triboelectric separation but with a horizontal belt system with open mesh belts moving in opposite directions so that the material is collected by each discharges at opposite ends of the separator. These machines are mainly used to separate fly ash from carbon in the form of unburnt coal, and also in recycling and limited applications in potash.
Over the last few decades, the main development focus has been on bigger, more power, and better feed systems along with state-of-the-art process control systems. Corona Stat is still dominating the mineral sands but still uses the same principles employing similar grounded drums, charging and static electrodes as used previously in the Carpco separators in the 1950s. It is the innovation of applications and cleaning of these electrodes that has led to Corona’s success (Hearn 2014).
The two dominant forms of electrostatic separators in the mineral sands have been a combination of high tension rolls (HTRs) and electrostatic plate separators (ESPs) and are in use mainly in Australia and South Africa. Recirculation of middlings is an important issue facing ESS and has significant implications on plant throughputs (Spiller and Norgren 2014; Germain et al. 2003). The Carrara HTR was a new development with the application of plate electrode into an HTR’s body, which resulted in a vastly more efficient process with a sharper separation with noticeable reduction in middling streams and better capacity utilization (Germain et al. 2003).
Cytec is active in the field of surface coating of minerals to augment natural conductivity or non-conductivity properties, though its industrial application is not widely established yet (Ravishankar and Kolla 2009; Maki and Taylor 1987).
10 Dewatering and Thickening
Dewatering is an important process in mineral processing. The purpose of dewatering is to remove water absorbed by the particles which increases the pulp density. This is done for a number of reasons, specifically, to enable ore handling and concentrates to be transported easily, allow further processing to occur and to dispose of the gangue. The water extracted from the ore by dewatering is recirculated for plant operations after being sent to a water treatment plant. The main processes that are used in dewatering include dewatering screens, sedimentation, filtering, and thermal drying. These processes increase in difficulty and cost as the particle size decreases.
Dewatering screens operate by passing particles over a screen. The particles pass over the screen while the water passes through the apertures in the screen. This process is only viable for coarse ores that have a close size distribution as the apertures can allow small particles to pass through.
Sedimentation operates by passing water into a large thickener or clarifier. In these devices, the particles settle out of the slurry under the effects of gravity or centripetal forces. These are limited by the surface chemistry of the particles and the size of the particles. To aid in the sedimentation process, flocculants and coagulants are added to reduce the repulsive forces between the particles. This repulsive force is due to the double l ayer formed on the surface of the particles. The flocculants work by binding multiple particles together while the coagulants work by reducing the thickness of the charged layer on the outside of the particle.
Thermal drying is usually used for fine particles and to remove low water content in the particles. Some common processes include rotary dryers, fluidized beds, spray driers, hearth dryers, and rotary tray dryers. This process is usually expensive to operate due to the fuel requirement of the dryers.
-
Thickener technologies
10.1 Flocculants
Development of synthetic polymers is a major advancement in physical separation during the last 50 years and they have largely replaced the organic polymers (Ballentine et al. 2011; Schoenbrunn 2011). Thickener applications often require handling particles finer than 0.1 μm and these particles are difficult to settle down due to electrostatic charge causing them to repel each other and hinder gravity settling. Economical use of flocculants requires constant attention due to dynamic changes in feed properties and the continuous need for controlling dosage, addition points and the type of flocculants used (McCaslin et al. 2014).
10.2 High Capacity Thickeners
Innovation in flocculants was the key driver for high capacity thickeners, which allowed increased tonnage in a smaller footprint. High capacity thickeners are now the norm in minerals industry. They require much stronger rakes than conventional thickeners especially for high specific gravity solids. Other than simply building robust rakes, other innovations include minimizing surface area in high-scale applications such as alumina refining and including spikes on blades to re-suspend heavily thickened materials like magnetite. Streamlined designs reduce torque on both drive and rakes, and posts create space between the blades and rake arms for sticky and/or viscous applications (Schoenbrunn and Laros 2002).
10.3 High Density and Deep Cone Thickeners
Outokumpu (now Outotec) and EIMCO developed competing High Density Thickener designs in the late 1980s. In 1996 EIMCO licensed the Alcan technology, leading to marketing of Deep Cone thickeners outside of coal and alumina (Schoenbrunn 2011). Higher under flow densities have also driven robust rake designs and have lower profiles to reduce load. Another universal modification extends above the rake arms to create channels that aid in water removal (Schoenbrunn 2007). Advancements in flocculants, feed dilution, and robust drives along with better tank design have made high density and deep cone technologies practical. Tall sidewalls in High density Thickeners permit 2–3 m bed depths, as compared to 1 m bed depth in conventional and high capacity thickeners. Floor slopes are in the range of 1:6, which is similar to traditional thickeners. Deep cone thickeners use high sidewalls and steep cone bottoms in the range of 30–60° (McCaslin et al. 2014).
10.4 Thickener Feed Dilution
Contrary to beliefs and practices in the earlier days, dilution of thickener feed has resulted in numerous advantages emanating from decreased interference between adjacent solid particles without reducing settling velocity. Dilution has improved thickening with greater underflow concentration resulting in the need for relatively smaller unit sizes. Different pumping arrangements have evolved in which the thickener overflow water is used for the dilution needs. EIMCO’s patented dilution method utilizes an eductor in the feed line that draws in diluting supernatant from the upper reaches of the thickener. Flocculant addition and thorough mixing occurs before the feed reaches the feedwell. Proper educ tor design considers the amount of dilution required but operators adjust with feed velocity (McCaslin et al. 2014). Thickener manufacturers are still looking at new ways of feed dilution along with optimization of equipment costs.
10.5 Thickener Drives
The adoption of large diameter precision bearings for the main gear is one of the most significant advancements in thickener drives in the early days. The present ring gears are as large as 3.56 m (140 in.) from a single forging process. This has greatly improved concentricity and permits higher loads. Advances in variable frequency drives, and the ability to link them, eliminated any concerns about imbalance and brought better control. This allows the rakes to be reversed easily and automatically speed up as torque increases (McCaslin et al. 2014)
-
Filtration technologies : The horizontal pressure filters has been in use since the 1800s but they eventually lost ground to vertical presses in the metallurgical processing. While horizontal filters have not caught up in the number of installed unit on concentrates and tailings, they have caught up in process performance with the advent of better control and automation systems. Many operators and designers consider them a better value for many applications. Current trends are for larger units that require less floor space per area of filtration.
Vertical press filters were among the many innovations in processing and Larox was widely successful with many installations in copper, lead, zinc, nickel, and PGMs. Vertical presses generally have the highest capital cost per unit area of filtration, however, when evaluated from a total life-cycle cost, they are often second only to automated horizontal filter presses and can be a better option with filter cakes that are difficult to discharge (McCaslin et al. 2014).
Rotary vacuum disc filters are most frequently used in the minerals industry with an advantage that they offer continuous filtration with high solids throughput with a low cost and smaller footprint per filtration area. These filters are now available in disc diameters as large as 6 m with total filtration area approaching 200 m2 operating with up to 20 discs. A recent innovation is simplified bayonet mounting the disc sectors. Rim retaining devices that permit quick and easy removal and installation are also a recent advancement. Rotary disc filters have been largely replaced by pressure filters in the 1980s and 1990s for concentrate filtration. Rotary discs are still used widely in tailings filtration where final cake moisture is less of a factor than many concentrate applications (McCaslin et al. 2014).
Horizontal belt vacuum filters are typically used for tailings dewatering, hydrometallurgical and zinc processing. They have the advantage of high wash efficiency utilizing only minimal wash liquor. The initial challenges of tearing and abrasion of the filter cloth were overcome through technology improvements that resulted in explosion of installations in the 1960s and 1970s. The indexing belt filters developed in the 1980s further improved its prospects with Delkor in 1986 installing 26 belt filters at the Nchanga tailings leach plants in Zambia for 80 m2 filtration area (Chisakuta et al. 2005). This was a milestone in the race to build larger machines. Innovations in support deck design followed with introduction of wear belt decks and roller decks in the 1990s.
10.6 Filter Media
The trend of growing use of synthetic fibers since the 1940s is continuing, with materials such as nylon, polyester, polypropylene, polytetrafluroethylene (PTFE), and polyetheretherketone (PEEK). They offer significant advantages over the natural fibers such as cotton, wool, and paper in that they have better wear characteristics, improved strength, and greater stability along with improved filter cake release and reduced blinding depending on the fibers used. They also offer superior life leading to reduced down time and lower operating costs. Advances in weaving and finishing during the 1990s have allowed improved filtration of finer particles using the synthetic fibers. Plain weaving was commo n in the early days but developments in satin weaves and double layer weaves greatly affected filter performance. The former offered high airflow and a slick surface on the cake side for exceptional cake release, whereas the latter provided better filtration and high strength. The quality of finishing significantly improves filter media’s performance (Hoijer and Grimm 2011).
11 Tailings Retreatment and Water Quality
The generation of mine tailings is likely to increase as the industry is processing low grade ores with high throughputs to meet the demands of metals and minerals. This is posing a significant environmental and community relations issue. The volume ratio between concentrate and tailings is suggested to be as high as 1:100. It is estimated that there are at least 3500 tailings dams and ponds globally. In European Union alone, 34 % of the total waste is generated by mining and about 2–5 tailings dam accidents occur with significant environmental impact, despite some stringent regulations (Riina et al. 2014). For every ton of copper metal produced, it is estimated that about 128 t of solid copper tailings is generated (Gordon 2002). About 230,000 t of dry copper tailings is produced daily at the Escondida mines in Chile (Boger 2009).
It is interesting to note that the Chilean Environment Impact Assessment System (EIAS) has evaluated 1257 mining projects during 1997–2013, with an investment of US$ 103 billion, of which 78 % of the projects were approved. It is important that mining companies have a clear understanding of similar regulations in various countries and their evaluation methodologies along with the critical steps involved for all the mining projects to ensure a “license to operate.”
Mine tailings presents a very important source of future ores; as an example, the content of copper and precious metals in copper mine tailings is few times higher than the primary copper ores (Han et al. 2014). Retreatment of mine tailings is gaining attention and there are a number of investigations being carried out to recover base and precious metals along with some environmental remediation efforts (Riina et al. 2014; Han et al. 2014; Ebell and Capstick 2013; Dudeney et al. 2013; Primeau and Gilbert 2012; Pal et al. 2010; Newell and Bradshaw 2007; Xie et al. 2005). There is also a growing interest in using mine tailings for construction and building materials (Onuaguluchi and Eren 2012).
11.1 Seawater Processing
With the trend of declining head grades requiring high throughputs to improve economics, the need for water has increased significantly over years. A review of water needs in the mining industry has been presented by Global Water Intelligence (Arowoshola et al. 2011).
In temperate and equatorial latitudes, there is no shortage of water in general, although the disposal of used water is a significant issue. In other arid parts of the world such as in Chile, Western Australia, and South West USA, water is scarce or unavailable requiring the need to use sea, hypersaline or brackish water for mining. The situation has become so dire in Chile that, in March 2012, authorities declared a state of emergency on the Copiapó River watershed and it is impossible to capture any more water from the aquifers.
Desalination of seawater is expensive as new desalination plants and associated pumping and pipeline systems can easily have a capital cost exceeding $500 million along with high operating costs (Blin and Dion-Ortega 2013). In addition, the impact of raw seawater and hypersaline water on processing such as grinding, gravity, flotation, leaching, and electrowinning is also not favorable for some ore types due to issues with high density, viscosity, and pH buffering issues (Aral et al. 2010). Seawater is used in Chile, Indonesia, and Australia using hypersaline and raw seawater but the processes need modifications. KCGM in Western Australia uses hypersaline water with 30–200 g/L of dissolve solids, which results in high cyanide consumption as the cyanide leaching process is operated at pH 9 due to buffering issues. Minera Michilla Copper in Chile carries out washing of the leached solution before electrowinning to avoid generation of dangerous chlorine gas. Use of raw seawater in copper and copper-molybdenum processing plants in Chile requires innovative processing such as use of the patented AMBS flotation process at Antofagasta Minerals Esperanza operation and dilution of seawater with tailings water in the process plant at Las Luces (Blin and Dion-Ortega 2013; Moreno et al. 2011).
The Escondida mine, also located in the Atacama Desert, has been desalinating seawater since 2006, while Freeport MacMoRan has nearly completed a desalinating plant and pipeline to feed its Candelaria project, located South of Copiapó. Other major mines have made similar choices in Australia, such as Newmont’s Boddington, which has contracted Osmoflo to process the brackish water coming out of its dam. It is estimated that there are about 20–30 mines globally that use desalinated water right now, 10 of which are located in Australia or Chile alone. About 15 more desalination projects have already been commissioned, and several dozen are under evaluation (Blin and Dion-Ortega 2013).
Barrick Gold has developed a new process viz. Air-Metabisulfite treatment (AMBS ), which allows use of seawater or brackish water for pyrite depression in copper flotation with minimal metallurgical impact comp ared to that with the conventional lime based process (Gorain 2012). The AMBS treatment has also resolved the issue of molybdenum flotation in copper-molybdenum ores using seawater.
12 Automation, Control, and Integration
12.1 Automation and Control
• The mineral industry has made significant progress in instrumentation and control with contributions from different players, with major benefits in improving productivity, increase in equipment availability and utilization along with safety. The early efforts were focused on regulatory control, driven mainly by the introduction of mini-computers and computer savvy process engineers. These successes helped drive development in new analysis techniques and the early adoption of new generation of control hardware. Regulatory control improvements led to an interest in advanced process control and this sparked the exploration of advanced instrumentation. Over the past few years, a new innovation path has emerged—peripheral applications that harmonize well with the goals of process control (Flintoff et al. 2014).
The first step in any process control is to have a deeper understanding of the key variables (or drivers) of the process and the relationship between these drivers with metallurgical performance. The importance of these variables will vary depending on ore types and the target performance for each ore type. As an example, some of the key variables in a flotation operation could be:
-
1.
Grind size P80 (primary and regrinding)
-
2.
Slurry flow rate (feed, concentrate, and tailings)
-
3.
Slurry density or % solids by weight (mill, rougher, cleaners)
-
4.
pH (mill, rougher, cleaners)
-
5.
Eh (mill, rougher, cleaners)
-
6.
Dissolved oxygen levels (rougher, cleaners)
-
7.
Assays (feed, concentrate and tailings)
-
8.
Reagent addition rates (mill, roughers, and cleaners)
-
9.
Particle size distribution (concentrates and tailings)
-
10.
Mineralogy (feed, concentrate, and tailings)
-
11.
Air flow rates (rougher and cleaner cells and banks)
-
12.
Froth depth (rougher and cleaner cells and banks)
It is best to target a limited number of these variables to simplify the control system otherwise it becomes an expensive undertaking and overwhelming for many plant operators resulting in loss of trust in the system and eventually results in implementation failure.
There are different levels of process control one can utilize in a process plant. It is important to note that the effectiveness of controllers depends on the foundation upon which they are built. Reliable measurement of control variables is critical for effective process control. The best control system also incorporates a strong interaction between process operators, metallurgists, and process control personnel to ensure the system is actually utilized. The need of the operation must be met through leveraging the experience of operating personnel along with the capabilities of the process control system.
Technology advancements have now made it possible to monitor several key drivers with a much higher level of accuracy. Instrumentation for process control should be based on the value they bring in to make control decisions. More instrumentation is not always better. Reliable sensors are always better than virtual sensors or model estimates and model estimates are better than no sensor at all. Issues with sensor reliability force the need to include virtual sensors for higher data reliability in better control (McKay et al. 2009).
12.2 Online Monitoring Systems
• Technology advancements have now made it possible to monitor several important plant measurements with a much higher level of confidence than possible earlier. It is important that we utilize these technologies as much as possible to assist in better control of our operations along with improved reconciliation between geology, mining, milling, and metal production. In the early 1960s, online chemical analysis using X-ray fluorescence (XRF) allowed continuous analyses of process streams in mineral processing operations. This allowed more productive work than testing of routine samples.
12.2.1 On-Stream Analysis
Development of on-stream analysis (OSA ) systems has been critical for flotation circuit control and optimization. This technology enabled online measurement of assays of key flotation streams such as plant feed, tailings, and final concentrates, which allowed estimation of recovery every few minutes. The development of radioisotope based on-stream analysis system was due to a decade long work by different players, which led to the commercialization of a radioisotope OSA system in Australia (Lynch et al. 2007).
12.2.2 Split Online Fragmentation Analysis
Optical sizing technology for measuring the size distribution of fragmented rocks has been used for many years now. The WipFrag fragmentation sizing system was originally designed using a roving camera and operator assisted analysis. Using optical sizing technology, mining blast professionals could evaluate, reassess, and redesign their blasts, while understanding the effect of their design on their final product. In addition, they could begin to quantitatively evaluate the effect of geological structure on their blasts. Although the accuracy of this method was low, it was found to be useful as the alternative method of screening large masses of rocks which is almost impractical.
More recently, the new Split-Online digital image analysis has been applied for accurate, continuous, and rapid measurement of rock fragmentation. Cameras are installed along key stages of crush, convey, and milling processes to determine rock fragmentation size. The critical data for mining operations, including particle size, shape, color, and texture, are calculated by the advanced Split algorithms and can be reported to a centralized database to enable real-time evaluation by mine operators and management. Figure 2.14 shows installation of the Split-Online camera systems in various stages of the comminution process at the Morila gold mine in West Africa. A 10 % mill throughput improvement was achieved with this system. Split-Online cameras along with ore tracking system have significant potential for operations and can provide information on the less understood interface between mine and mill, which is key to successful implementation of an integrated operations strategy.

Installation of the Split-Online camera systems at the Morila gold mine in West Africa (Gillot 2006)
12.2.3 Slurry Flow Meters and Density Gauges
Accurate and sustainable measurement of flows in a process plant is fundamental to successful process control in any operation. Also this is critical to reliable solids, water, and metal balance along with recovery calculations needed to meet the criteria for an operational metal accounting standards (MAS). Many of the electromagnetic flow meters used in operations have several limitations to accurate flow measurements over a long period of time. The coupling of electromagnetic flow meters with nuclear density gauges is prone to errors due to entrained air and scale build-up on the pipe inner wall. Scaling is common due to corrosive environment in our metallurgical processing, which causes eventual measurement deterioration and the need for maintenance and scheduled replacement of both electromagnetic and ultrasonic meters. Critical lines are costly to shut down because that will interrupt plant operation. Installation of invasive meters in old piping carries a risk of pipe cracking that will require costly repair. Installing a large, heavy invasive electromagnetic flow meter is logistically difficult and carries safety risks to personnel.
One key to an accurate and reliable flow measurement is selecting the best available flow meter technology for the application. In some operations, increasing scarcity of water has substantially increased the need for accurate and reliable water measurements. This need is being driven by water use restrictions imposed by the government along with our desire to operate in a sustainable manner as good corporate citizens. It is important for us to demonstrate to both the communities and the government that we are operating within their agreed-upon consumption limits, which may even be reduced in the future.
The SONARtrac ® flow meters from CiDRA® have recently achieved wide acceptability in the mining industry with some significant benefits compared to the traditional flow meter technologies such as Electromagnetic, Ultrasonic Doppler, Differential Pressure, or Coriolis (Markoja 2011). The CiDRA® flow meters are light weight , noninvasive as they clamp on to the existing pipes and have no wetted parts, which maintains the full integrity of the piping system and eliminates the possibility of leakage associated with flow meter fittings. These flow meters are easy to install, unaffected by internal scale, work on pipe of any material, both lined and unlined, and are maintenance free. In addition, the SONARtrac ® flow meters have demonstrated better accuracy compared to the existing magnetic meters. Figure 2.15 shows some of the typical applications of CiDRA® flow meters in a process plant.

SONARtrac® flow meters (depicted in yellow) in various duties in a process plant for accurate and sustainable measurements (with permission from CiDRA®)
These CiDRA® flow meters have recently been used for better quantification of re-circulating loads in a grinding circuit and also for detecting the presence of coarse or even rock particles in cyclone overflow, which allows operators to optimize cyclone performance (Cirulis and Russell 2011). Also these flow meters are being used to monitor the performance and condition of centrifugal slurry pumps (Van der Spek et al. 2009). The ability to measure slurry flow rates in pipes with air holdups such as in flotation has been an important development using the CiDRA® flow meters. It is important that these new robust flow meters be evaluated to allow better metal balancing and reconciliation in a process plant.
12.2.4 Online Monitoring of Mineralogy and Assays
Online mineralogy and assays measurements provide opportunity to optimize process plant in real time. This will allow a tighter control of tailings losses, which otherwise is difficult to achieve in an off-line based mineralogy and assays measurements that we use presently. Not all assays such as gold or platinum can be measured online accurately, but for every ore type a proxy for gold can be used with a higher level of confidence through frequent calibration using the centralized database. For refractory gold ores, this proxy could be pyrite or iron assays.
The recent development of Laser-Induced B reakdown Spectroscopy (LIBS ) provides real-time online assay measurement on belt conveyor and has potential for ore sorting and also for obtaining online assays of mill feed for plant control (SonicSampDrill 2014).
Online mineralogy measurement from BlueCube Systems (Pty) Ltd. is a major breakthrough and has recently been successfully implemented in many precious and base metals industries (Mumbi 2012). This technology is based on diffused reflective spectroscopy combined with propriety chemometric techniques.
BlueCube’s MQi Slurry analyzer is used for an in-line real-time measurement of slurry stream composition viz. mineral grade, elemental grade and particle size. With the availability of real-time data, the effect of process changes can be tracked without having to do a full plant survey. This technology along with slurry flow measurements such as with CiDRA® flow meters can be effectively used to optimize recovery. This is an important tool for maximizing revenue from a process stream. In a flotation application, this technology can be used in conjunction with froth cameras for better control of flotation banks.
BlueCube’s MQi Hydromet Analyser is used for an in-line measurement of the composition of solutions in a hydrometallurgical process plant. Ionic species in clear solutions are measured in-line and in real time. The technology is based on absorption spectroscopy combined with proprietary chemometric techniques. The technology appears to be suitable for installation in any plant environment as long as the feed to the system is filtered and free of suspended solids. This is an important development for optimization of pressure oxidation and leaching systems. Figure 2.16 shows a BlueCube® system for controlling a flotation circuit.

Control of a flotation circuit using inline real-time measurement of mineralogy and assays using the BlueCube® system (with permission from BlueCube Systems Pty Ltd.)
12.2.5 Ore Tracking for Mine to Mill Integration
Ore tracking system is becoming a necessity as the mining operations are becoming immensely complex. This system provides an effective integration tool between mine and the mill. It is essentially a system to track ore types from the mine to the mill and through the process plants using RFID tags. Physical RFID tags are now available from a number of suppliers, with some tags specially designed for mining applications. They can be passive or active RFID tags which affects how close the reader needs to be to detect the presence of the tag. Also active tags require a battery power source and therefore may not be appropriate for long-term stockpile applications.
This system helps to identify the origin of the ore and its behavior throughout the mining process. Metso’s SmartTag™ ore tracking has recently been successfully implemented in process integration and optimization (Isokangas et al. 2012). These tags travel through a mine and process plant in a series of steps. Initially the tag and insertion location is logged using a hand-held computer or PDA, and then it is inserted into the rock mass in the same holes where blasting explosives are placed. The tag travels with the ore through digging, transport, and processing before being detected by sensors that are positioned along conveyor belts after crusher and in the stockpile reclaim belt or SAG feed, when the time and specific tag is recorded. The RFID tag data is then loaded into a centralized database and analyzed as required.
The use of a SmartTag™ system allows development of relationships between ore characteristics (available in the mine block models) and operating parameters in the mine and processing plant (such as ore dilution, fragmentation, stockpile residence times, segregation, energy consumption, and ore grade) along with actual mine production and metal recovery. With this knowledge, operating parameters can be optimized to respond rapidly to changes in ore characteristics, thus resulting in controlling operating costs and improving productivity.
Some of the key benefits of using SmartTag™ include linking of spatial mine data to time-based processing data, increased confidence in measuring ore blend, proactive process changes for known ore types, identifying material handling logistics issues and accurate measurement of residence times in stockpiles and bins thus assisting in better stockpile management (Jansen et al. 2009).
A significant advantage of using SmartTag™ is that every tag that travels from the mine to the plant is a geometallurgical data point. By utilizing this data and process knowledge, one can create models and refine existing mine block models to predict plant performance based on geological data. Figure 2.17a, b shows some for the advantages of using SmartTag™ systems.

Ultimately a link between the spatial understanding of the mine and the temporal understanding of the process plant has immense long-term benefits such as Grade Engineering (McKee 2013). Having a central database with estimates of key value drivers and KPIs allows benchmarking of an operation in terms of its unique set of KPIs. For example, a relatively simple throughput forecasting model can be developed which considers the range of ore types and how they will interact as blends. This can provide benchmarking estimates and KPIs can then be developed as a percentage of actual vs. benchmark.
12.3 Integration: mine-to-mill strategy: optimization of blasting costs vs. milling costs
Mine-to-Mill is an operating strategy for mining operations to enhance the performance of mining and downstream processing activities. One of the key objectives of the Mine-to-Mill strategy is to maximize operations profitability through a holistic approach to the optimization of ore fragmentation. Generation of fines by blasting can have a significant impact on the following:
-
SAG mill throughput increase (10–30 %)
-
Reduced overall energy costs (up to 30 % decrease in kWh/t)
-
Higher excavator productivity
-
Higher truck loading
-
Better primary crusher productivity
-
Better heap leach permeability
The key task for Mine-to-Mill optimization is to identify the optimum feed size distribution for the crusher or the mill. The optimum feed size distribution is typically generated through blasting (ROM size distribution), crusher settling along with stockpile and feeder management. Figure 2.18 demonstrates that the size reduction starts from mine itself and the mine must deliver a product that will produce the optimum economic outcome.

A key strategy for size reduction in Mine-to-Mill optimization (Dance 2013)
Table 2.2 shows that the energy costs for milling are significantly higher than blasting costs, which provides an opportunity in maximizing value from the blasting. This is a strong justification for Mine-to-Mill.
Mine-to-Mill now is a proven methodology and has been applied at many large open-pit operations around the world (McKee 2013). This involves rock characterization, benchmarking, and process modeling. Many of the projects have achieved 10–30 % increase in mill throughput. The issues facing success with this approach are not just technical, but involve cultural change and sustained implementation, such as departmental silos and lack of proper systems to retain know-how, that exist in many mining operations.
12.4 Integrated Operations (integration with upstream and downstream processes)
One of the key approaches that is of immense value in this new operating philosophy is the concept of “Integrated Operations.” The goal is to drive improvement through better integration of operations. It is about optimizing the individual parts but it is also about optimizing the value across the whole value chain (Sherring 2013). This model has proven to be successful in many industries including oil and gas, manufacturing and recently in mining by bringing many fragmented solutions together.
Some mining companies are increasingly integrating their operating data scattered across multiple locations, into centralized database with dashboards and analytics capability with an aim to make a step change in improving productivity and reducing operat ing costs through better collaboration between different business units. This strategy is proving to be immensely beneficial for many operations resulting in improved mill throughputs (10–30 %), reduced grinding energy costs (10–20 %), improved metals production, better reconciliation between mine to mill and also between reserve model, mine production and bullion production along with many intangible benefits such as improved communication and cooperation through data transparency and knowledge sharing, effective problem solving through quick root cause analysis and ultimately better decision making.
This “optimization of the parts,” no doubt, allows improving efficiency of individual units and is an important part of the business. But this results in potential economic benefits to be missed as the focus is on constant execution to meet the targets of the individual business units, and the improvement opportunities associated with a systemic approach come only as an afterthought. This is typical of operators working in various business unit silos resulting in limited conformance to life-of-mine (LOM) plan and looking beyond the plan is often challenging.
To address these challenges and to improve profitability of operations, it is becoming imperative to look at a mining operation holistically requiring a strong interaction of professionals in various business disciplines involving Geology, Mining, Processing, Maintenance, Environment, Health and Safety, Finance, Supply Chain and Logistics, IT, HR, Community and Public Relations.
There are many examples that suggest that integrating different business disciplines such as Mine-to-Mill involving true integration of geology, mining, and processing functions have led to significant productivity gains and cost savings along with intangible benefits including a more cohesive, satisfied, and performance oriented workforce transcending the traditional boundaries (McKee 2013).
A photograph of Kairos Mining’s Collaboration Centre (a joint venture of Codelco and Honeywell) in Santiago, Chile, is shown in Fig. 2.19. This center provides real-time monitoring of plant operating data and automated control systems for multiple sites with a focus on knowledge management and long-term process performance improvements (Zamora et al. 2010).

Kairos Mining’s Integrated Collaboration Centre in Santiago, Chile; a joint venture of Codelco and Honeywell (with permission from Honeywell)
Based on recent successes in operations of some companies, this Integrated Operations strategy provides an opportunity for companies to make a paradigm shift in our approach to productivity improvements and operating cost savings. Figure 2.20 shows an integrated operation strategy with a stage wise focus.

An integrated operation strategy with a stage-wise focus: first on value chain optimization for an operation followed by integration of multiple operations (Sinclair 2012)
12.5 4D-BIM (Building Information Model)
4D-BIM is an emerging socio-technical communication tool using time as an add-on to 3D models. This is defined as digital representation of physical and functional characteristics of an operation, and is a shared knowledge resource for information about a facility forming a reliable basis for decisions during its life cycle (from project conception to operation closure). This technology will allow mining construction to be more efficient, less costly and can bridge potential information loss caused by hand over to production. The best use of this tool is to improve communication of the proposed project phasing to all stakeholders. This will allow stakeholders to visualize how the project affects them throughout the life cycle of a mining operation along with any environmental and community issues. This is communication tool for the public to provide feedback and therefore improves dialogue and engagement between stakeholders (Huls 2014).
13 Shifting Paradigm in Mining and Processing
13.1 In situ leach recovery (The merging of mining and processing)
In situ recovery (ISR), also called in situ leaching (ISL) or solution mining, is a mining process used to recover minerals such as copper and uranium through boreholes drilled into a deposit. The process initially involves drilling of holes into the ore deposit. Explosive or hydraulic fracturing may be used to create open pathways in the deposit for solution to penetrate. Leaching solution is pumped into the deposit where it makes contact with the ore. This process allows the extraction of metals and salts from an ore body without the need for conventional mining involving drill-and-blast, open-cut or underground mining.
In 2013, 47 % of world uranium mine d was from ISL operations. Most uranium mining in the USA, Kazakhstan, and Uzbekistan is now by in situ leach methods. ISL mining of uranium is undertaken in Australia, China, and Russia as well (World nuclear association website 2014). ISL is seen as a cost-effective and environmentally acceptable method of mining, and is now getting some attention due to various challenges with the conventional mining.
In situ leaching of copper is usually carried out using acid (sulfuric acid or hydrochloric acid), then recovered from solution by solvent extraction electrowinning (SX-EW) or by chemical precipitation. The San Manuel copper mine, owned by BHP Billiton, was a successful operation that integrated ISR methods with open-pit and underground mining and produced approximately 3.25 billion pounds of copper in 14 years of production. Two additional projects owned by BHP Billiton, Pinot Valley and the Miami Unit, also used ISR to extract copper (combined with SX-EW in the case of the Miami Unit). The Florence Copper Project, owned by Curis Resources Ltd., is located roughly 150 km to the northwest of Gunnison and is host to a resource of 2.84 billion pounds of oxide copper (Excelsior Mining Website 2014).
Ores most amenable to leaching include the copper carbonates malachite and azurite, the oxide tenorite, and the silicate chrysocolla. Other copper minerals, such as the oxide cuprite and the sulfide chalcocite may require addition of oxidizing agents such as ferric sulfate and oxygen to the leachate before the minerals are dissolved. The ores with the highest sulfide contents, such as bornite and chalcopyrite, will require more oxidants and will dissolve more slowly. Sometimes oxidation is expedited by the bacteria Thiobacillus ferrooxidans, which feeds on sulfide compounds.
In situ leaching has not been used on a commercial scale for gold mining. A 3-year pilot program was undertaken in the 1970s to in situ leach gold ore at the Ajax mine in the Cripple Creek district in the USA, using a chloride and iodide solution. After obtaining poor results, perhaps because of the complex telluride ore, the test was halted (Chamberlain and Pojar 1984).
Figure 2.21 shows a pictorial representation of the ISL process for recovering uranium.

Pictorial representation of the ISL process for uranium ore (with permission from Heathgate Resources, www.heathgate.com.au)
Some of the main advantages of ISL mining are no creation of open holes, waste dumps and leaching or leach pads, with minimal visual disturbance, resulting in lower capital and operating costs as no waste or ore is moved. Fewer permits are required for ISR compared to other mining processes. Despite these advantages, one of the key barriers to this technology is the environmental concern associated with ground water contamination from injection of hazardous lixiviants such as cyanide or sulfuric acid. Lixiviant production recovery is an issue with the existing ISL technology for many ore types due to poor rock permeability and inadequate understanding of lixiviant flow control.
Recent developments in discrete fracturing network (DFN) site characterization, analysis and modeling, have the pote ntial to address both the production efficiency and environmental issues, with improved well-design and through transfer of learnings from the oil and gas industry (Dershowitz 2011). Dershowitz has also reiterated that global experience in ISL has better understanding of hydraulic cage control of lixiviant to ensure all fluids are captured and regulated.
13.2 Zero waste mining (The future of mining and mineral processing)
The root cause of most of the problems in the existing mining paradigm is the generation of significant amount of waste and the need for handling, storing, and processing of this waste with valuables representing only a very small fraction. As the ore bodies are becoming more and more complex with lower head grades along with greater proport ions of deleterious elements, the innovations in mining and processing so far hasn’t been able to keep pace with the increasing degree of challenges confronting the industry. These challenges include suboptimal metallurgy, high operating and capital costs, environmental issues associated with tailings and deleterious elements, ever increasing mine footprint, lack of resources including energy, quality water, skilled personnel, and ever-growing community issues. The more waste we generate, the more these challenges magnify.
Significant efforts have been made by many players in the industry to address these challenges with some remarkable successes, but unless we address the root cause of the problem, which is waste generation, it will be difficult to find a robust sustainable solution. The ideal scenario will be the case for Zero Waste Mining, in which mining will target only the valuables without the need to remove the host rock and also all mined material will be used to create value added products with no waste dumps or tailings disposal.
Zero waste mining is best approached in stages as follows:
-
Stage 1: Improve efficiencies of unit operations in the present mining value chain paradigm to maximize recovery of valuables presently being lost to tailings. Synergies of various processes with integrated goals to optimize the overall mining process have been recognized as key to success (USNMA 2000). Retreatment of old tailings to recover valuables previously lost due to inefficient processes is being pursued (Riina et al. 2014). This stage also includes recovery of by-products, not previously considered due to lack of technologies, such as rare earth elements and iron metal from base and precious metal mining tailings ponds (PRO 2014). This stage also involves reduced wastage of limited resources such as water, energy, and technical skills.
-
Stage 2: Focus on bringing the process plant as close as possible to the mine with pre-concentration either underground or close to the mining phase in open-pit with an aim to significantly reduce transportation, processing, and storage of mine waste. This is also known as near-to-face processing. Studies have suggested that integrated mining and waste rejection processes has high potential for deep underground mining (Dammers et al. 2013; Bamber 2008; Batterham 2003). Other concepts such as rejection of waste as coarse as possible with an aim to reduce energy and water requirements along with tailoring this coarse waste for value added products such as building materials needed for local community and markets are also being pursued (Onuaguluchi and Eren 2012). Stage 2 entails a much smaller mining and processing footprint with a focus on high recovery of several by-products along with the main valuable minerals and a step-change in capital and operating costs for a robust economics.
-
Stage 3: This stage is the ultimate zero waste scenario where the conventional boundaries of mine and mill merge with no overburden or waste removal to start-with, resulting in a complete shift in mineral extraction paradigm. In situ recovery (ISR) definitely falls into this category and has significant potential, but requires further development and novel technologies to address environmental and lixiviant production issues for differ ent ores types. New technologies involving bacterial leaching, chemical comminution, and discrete fracturing network (DFN) appear to have potential and are subjects of further research and development (Follink 2010; Dershowitz 2011; Muir 2014).
The concept of zero waste mining is not new, but to make it a reality requires a phased approach working through the existing mining paradigm for most commodities. Different phases will be required for different commodities depending on geology, ore types, mineralogy associations, location, and other factors such as availability of technologies. Multidisciplinary collaboration involving various stakeholders is a must to realize its full benefits. During these challenging times for the mining industry, the only way forward is to transcend to a higher level than where the problem was created in the first place. The underlying premise is that zero waste mining is economically very attractive, environmentally friendly, and fully integrated with the needs of local communities, societies, and other stakeholders. A vision for the zero waste mining is a subject of another discussion and will be presented by the author elsewhere.
References
Albuquerque, L., Wheeler, J., Valine, S., Ganahl, B., & Barrios, G. (2008). Application of high frequency screens in closing grinding circuits. In Proceedings of the Vth International Mineral Processing Seminar, Procemin 2008, 22–24th October, Santiago, Chile.
Alvarado, S., Alguerno, J., Auracher, H., & Casali, A. (1998). Energy-exergy optimization of comminution. Energy Oxford, 23(2), 153–158.
Aral, H., Mead, S., Cuevas, J., Davey, K., & Bruckard, W. (2010). Desperate times call for desperate measures—The use of sea water in mineral processing. In Proceedings of Sustainable Mining 2010 (pp. 148–163). The Australasian Institute of Mining and Metallurgy: Melbourne.
Arowoshola, L., Gasson, C., Gonzalez-Manchon, L. H., Reemeyer, L., & Uzelac, J. (2011). Water for mining: Opportunities in scarcity and environmental regulation. Global water intelligence report, published by Media Analytics Ltd., Oxford, England.
Arvidson, B. R., & Norrgran, D. (2014). Magnetic separation. In C. G. Anderson, R. C. Dunne, & J. L. Uhrie (Eds.), Mineral processing and extractive metallurgy—100 years of innovation (pp. 223–233). Englewood, CO: Society for Mining, Metallurgy & Exploration.
Arvidson, B. R., & Wotruba, H. (2014). Ore sorting. In C. G. Anderson, R. C. Dunne, & J. L. Uhrie (Eds.), Mineral processing and extractive metallurgy—100 years of innovation (pp. 209–211). Englewood, CO: Society for Mining, Metallurgy & Exploration.
Austin, L. G., & Brame, K. (1983). A comparison of Bond method for sizing wet tumbling mills with a size-mass balance simulation model. Powder Technology, 34, 261–274.
Ballentine, F., Lewellyn, M.F., & Moffatt, S.A. (2011). Red Mud flocculants used in the Bayer process. In S. J. Lindsay (Ed.), Light metals 2011 (pp. 107–108). Orlando, FL: TMS.
Bamber, A. S. (2008). Integrated mining, pre-concentration and waste disposal systems for the increased sustainability of hard rock metal mining. Ph.D. thesis, University of British Columbia, April.
Barratt, D., & Sherman, M. (2002). Factors that influence the selection of communition circuits. In A. L. Mular, D. N. Halbe, & D. J. Barratt (Eds.), Mineral processing plant design, practice and control (Vol. 1, pp. 539–565). Englewood, CO: SME.
Bartram, K., & Kowalczyk, M. (2009). New developments in sensor based ore sorting. In Proceedings of 48th Conference of Metallurgists (pp. 421–432). Sudbury, ON, Canada, August 23rd to 26th.
Batterham, R. B. (2003). The mine of the future, Will it be visible? In Proceedings of the XXII International Mineral Processing Congress, Cape Town, South Africa, 28 September–3 October.
Batterham, R. B. (2008). Current practices shaping the science and practice of mineral processing. In Proceedings of the XXV International Mineral Processing Congress (Vol. 1, pp. 55–59). Beijing, China, 24–28th September.
Battersby, M., Battersby, R. M., Flatman, S., Imhof, R., Sprenger, H., & Bragado, T. (2011). Recovery of ultra fines using imhoflot pneumatic flotation—Two pilot plant case studies recovering nickel and zinc from tailings streams. Presented at the MEI Conference, Cape Town, South Africa.
Baum, W. (2014). Innovations in process mineralogy and laboratory automation. In C. J. Anderson, R. C. Dunne, & J. L. Uhrie (Eds.), Mineral processing and extractive metallurgy: 100 years of innovation (pp. 569–575). Englewood, CO: SME.
Baum, W., Sanhueza, J., Smith, E. H., & Tufar, W. (1989). The use of process mineralogy for plant optimization at the El Indio gold-silver-copper operation. Erzmetall, 42(N9), 373–378.
Bergh, L. G., & Yinanatos, J. B. (2003). Flotation column automation. Control Engineering Practice, 11, 67–72.
Blin, P., & Dion-Ortega, A. (2013, June/July). High and dry: With water in short supply, some are looking to the ocean for answers, CIM Bulletin.
Bolton, E. K. (1928). CA281647
Bouchard, J., Desbiens, A., del Villar, R., & Nunez, E. (2009). Column flotation simulation and control: An overview. Minerals Engineering, 22, 519–529.
Boger, D. V. (2009). Rheology and the resource industry. Chemical Engineering Science, 64, 4525–4536.
Bradshaw, D. (2014). The role of process mineralogy in improving the process performance of complex sulphide ores. In Proceedings of the XXVII International Mineral Processing Congress (pp. 1–23). Santiago, Chile (Chapter 14).
Brake, I. R. (1998). The development and commissioning of a new Microcell column flotation circuits for BHP Coal’s peak Downs coal preparation plant. In A. C. Partridge & L. R. Partridge (Eds.), Proceedings of the XIII International Coal Preparation Congress (pp. 767–776). Brisbane, NSW: Australian Coal Preparation Society.
Brent, G. F., Dare-Bryan, P., Hawke, S., & Rothery, M. (2013). Ultra-high-intensity blasting—A new paradigm in mining. In Proceedings of World Gold Conference (pp. 395–400). Brisbane, 26–29 September.
Brissette, M., Mihajlovic, V., & Sanuri, S. (2014). Geometallurgy: New accurate test work to meet required accuracies of mining project development. In Proceedings of the XXVII International Mineral Processing Congress, Santiago, Chile (Chapter 14).
Buckley, A. (2010). Surface chemical characterisation of identifying and solving problems within base metal sulphide flotation plants. In Flotation plant optimisation (pp. 137–153). AusIMM, January (Chapter 8).
Burns, R., & Grimes, A. (1986). The application of Pre-concentration by Screening at Bougainville Copper Limited. In Proceedings of the AUSIMM Mineral Development Symposium, Madang, Papua New Guinea, June.
Burt, R. O. (1999). Selection of gravity concentration equipment. In A. L. Mular, M. A. Anderson (Eds.), Design and installation of concentration and dewatering circuits (p. 194). Englewood, CO: SME.
Bye, A. R. (2011). Case studies demonstrating value from geometallurgical studies. In Proceedings of the First AusIMM International Geometallurgy Conference (pp. 9–30). Brisbane, 5–7 September.
Castro, E., Lopez, J., & Switzer, D. (2009). Maximum classification and efficiency through classification using the recyclone, In D. Malhotra, P. R. Taylor, E. Spiller, & M LeVier (Eds.), Recent advances in mineral processing plant design (pp. 444–454). Englewood, CO: SME.
Chamberlain, P. G., & Pojar, M. G. (1984). Gold and silver leaching practices in the United States. In US Bureau of Mines (p. 24). Information Circular 8969.
Chattopadhyay, A., & Gorain, B. K. (2012). Gold deportment studies on a copper-gold ore—A systematic approach to quantitative mineralogy focusing on diagnostic metallurgy, paper #615. In Proceedings of the XXVI International Mineral Processing Congress (pp. 778–788). New Delhi, 24th–28th September.
Chattopadhyay, A., & Gorain, B. K. (2014). Gold deportment studies on a copper-gold ore—A novel approach to quantify gold deportment for double refractory gold ores. In Proceedings of the XXVII International Mineral Processing Congress (pp. 160–180). Santiago, Chile (Chapter 14).
Chryssoulis, S. L., & McMullen, J. (2005). Mineralogical investment of gold ores. In Advances in Gold Processing, Developments in Mineral Processing (Vol. 15, pp. 21–67). Amsterdam: Elsevier.
Chisakuta, G. C., Banda, M., & Chabinga, M. (2005). Process developments at tailings leach plant. In Presented at the 3rd South African Conference on Base Metals, SAIMM (p. 380).
Cienski, T., & Coffin, V. (1981). Column flotation operation at Mines Gaspe molybdenum circuit. In Proceedings of the 13th Canadian Mineral Processors Conference (pp. 240–262). Ottawa.
Cirulis, D., & Russell, J. (2011). CiDRA CYCLONEtrac at Kennecott Utah Copper. Presented at the E&MJ Processing Conference.
Clark, B. H. (2007). The Derrick stack sizer: Evolutionary advancements in wet screening. In Proceedings of the 39th Canadian Mineral Processors Conference (pp. 413–428). January 23 to 25th.
Clayton, R., Jameson, G. J., & Manlapig, E. V. (1991). The development and application of the Jameson cell. Minerals Engineering, 4, 925–933.
Cole, J., Dunne, R., & Giblett, A. (2012). Review of current enhanced gravity separation technologies and applications. In C. A. Young & G. H. Luttrell (Eds.), Separation technologies for minerals, coal and earth resources, 9th. Englewood, CO: SME.
Connolly, J., & Dobby, G. (2009). Benchmarking of flotation plants: A key element of flotation modelling, In D. Malhotra, P. R. Taylor, E. Spiller, & M LeVier (Eds.), Recent advances in mineral processing plant design (pp. 211–219). Englewood, CO: SME.
CRC-ORE. (2014). Transforming mining productivity with grade engineering. www.crcore.org.au.
Dammers, M., Schropp, C., Martens, P. N., Rattmann, L., & Robben, C. (2013). In 6th International Conference on Sustainable Development in the Minerals Industry (pp. 1–6). 30th June to 3rd July, Milos Island, Greece.
Dance, A. (2013). Personal communication.
David, D. (2010). Operational geometallurgy. In Flotation plant optimisation (pp. 201–209). AusIMM, January (Chapter 12).
Dershowitz, B. (2011, November). Discrete fracturing network modeling in support of in-situ leach mining. Mining magazine, pp. 46–50.
Dobby, G. and Savassi, O. (2005). An advanced modelling technique for scale-up of batch flotation results to plant metallurgical performance, Centenary of Flotation, AusIMM, Brisbane.
Desbiens, A., del Villar, R., Maldonado, M., & Bouchard, J. (2009). Towards the optimization of flotation column operation. In COM 2009, Laurentian University, August 25th.
Dudeney, A. W. L., Chan, B. K. C., Bouzalakos, S., & Huisman, J. L. (2013). Management of waste and waste water from mineral industry processes, especially leaching of sulfide resources: State of the art. International Journal of Mining, Reclamation and the Environment, 27, 2–37.
Dunbar, W. S. (2014). Will the mine of the future be a mine at all? In Globe and Mail, August 18th. .
Dundee, (2012). Dundee Precious Metals Annual Report, pp 7.
Dunne, R., Hart, S., Parker, B., & Veilette, G. (2007). Boddington gold mine—An example of sustaining gold production for 30 years. In World Gold 2007 Conference (pp. 213–230). AusIMM.
Ebell, M. B., & Capstick, D. (2013). Improving extraction efficiency from Witwatersrand gold tailings using flotation and ultrafine grinding of concentrates. In World Gold 2013 (pp. 301–306). AusIMM.
Ericsson, M. (2012, March). Mining technology—Trends and development. Polinares Consortium, Working paper # 29.
Erickson, M. T. (2014). Innovations in comminution equipment: Crushers, high pressure grinding rolls, semi-autogenous grinding, ball mills and regrind mills. In C. J. Anderson, R. C. Dunne, & J. L. Uhrie (Eds.), Mineral processing and extractive metallurgy: 100 years of innovation (pp. 65–75). Englewood, CO: SME.
Evans, C. C., Wightman, E. M., Manlapig, E. V., & Coulter, B. L. (2011). Application of process mineralogy as a tool in sustainable processing. Minerals Engineering, 24(12), 1242–1248.
Excelsior Mining Website. (2014). http://www.excelsiormining.com/index.php/in-situ-recovery.
Fan, M., Tao, D., Honaker, R., & Luo, Z. (2010). Nanobubble generation and its application in froth flotation (part II): Fundamental study and theoretical analysis. Mining Science and Technology, 20, 159–177.
Finch, J. A., Cilliers, J., & Yianatos, J. (2007). Column flotation. In M. C. Fuerstenau, G. J. Jameson, & R.H. Yoon (Eds.), Froth flotation: A century of innovation. (pp. 681–737). Englewood, CO: SME.
Finch, J. A. (1995). Column flotation: A selected review—Part IV: Novel flotation devices. Minerals Engineering, 8(6), 587–602.
Flintoff, B., Guyot, O., McKay, J., & Vien, A. (2014). Innovations in comminution instrumentation and control. In C. J. Anderson, R. C. Dunne, & J. L. Uhrie (Eds.), Mineral processing and extractive metallurgy: 100 years of innovation (pp. 91–113). Englewood, CO: SME.
Foggiatto, B., Bueno, M., Lane, G., McLean, E., & Chandromohan, R. (2014). The economics of the large scale sorting. In Proceedings of the XXVII International Mineral Processing Congress (pp. 11–20). Santiago, Chile (Chapter 16).
Follink, B. (2010). Bio-mineral processing—Its potential to revolutionize the industry. In Proceedings of the XXV International Mineral Processing Congress (p. 61). Brisbane, Australia: AusIMM.
Franco, J. J. C., Castillo, M. F., Concha, J., Christodoulou, L., & Wasmund, E. B. (2015). Coarse gold recovery using flotation in a fluidized bed. In Proceedings of the 13th Canadian Mineral Processors Conference (pp. 439–447). Ottawa.
Fuerstenau, D. W. (2007). A century of developments in the chemistry of flotation processing. In M. C. Fuerstenau, G. J. Jameson, & R. H. Yoon (Eds.), Froth flotation: A century of innovation (pp. 3–64). Englewood, CO: SME.
Fuerstenau, M. C., & Han, K. (2003). Principles of mineral processing. Littleton, CO: SME.
Gao, M., Young, M., & Allum, P. (2002). IsaMill fine grinding technology and its industrial applications at Mount Isa Mines. In Proceedings of the 34th Canadian Mineral Processors Conference (pp. 171–188). Ottawa: CIM.
Gasiorowski, S. A., Bittner, J. D., & Hrach, F. J. (2012). Triboelectric belt separator for beneficiation of fine minerals. In Proceedings of the 44th Canadian Mineral Processors Conference (pp. 399–408). Ottawa: CIM.
Gates, P. (2004). US patent office, 6723938, pp. 1–6.
Gavin, K. P., Walton, K., & Zhou, J. (2010). Application of closely spaced inclined channels in gravity separation of fine particles. Minerals Engineering, 23, 26.
Gavin, K. P., & Dickinson, J. (2012). Particle transport and separation in inclined channels subject to g forces. Chemical Engineering Sciences, 87, 294.
Germain, M., Lawson, T., Henderson, D. K., & MacHunter, D. M. (2003). The application of new design concepts in high tension electrostatic separation to the processing of mineral sands concentrates. Heavy Minerals 2003; SAIMM, p. 101.
Gillot, P. (2006). Pit-to-Plant optimization at Morila Gold mines. In Proceedings of the SAG 2006 Conference, Vancouver.
Gomez, C. O., & Finch, J. A. (2009). Gas dispersion measurements: Uses and opportunities. In D. Malhotra, P. R. Taylor, E. Spiller, & M. LeVier (Eds.), Recent advances in mineral processing plant design (pp. 60–70). Englewood, CO: SME.
Gorain, B. K., Franzidis, J. P., & Manlapig, E. V. (1997). Studies on impeller type, impeller speed and air flow rate in an industrial-scale flotation cell—Part 4: Effect of bubble surface area flux on flotation performance. Minerals Engineering, 10(4), 367–379.
Gorain, B. K. (2000). Selection of cell operating conditions to optimise performance of flotation circuits with large cells. In Proceedings of the 7th Mill Operators’ Conference (pp. 179–187). Kalgoorlie: AusIMM.
Gorain, B. K., & Stradling, A. W. (2002). An integrated approach to modelling, design and optimisation of the flotation plant at the Red Dog concentrator. In Proceedings of the 34th Canadian Mineral Processors Conference (pp. 279–296). Ottawa.
Gorain, B. K. (2005). Optimization of flotation circuits with large flotation cells. In Jameson (Ed.), Centenary of Flotation Symposium, p. 843.
Gorain, B. K., Oravainen, H., Allenius, H., Peaker, R., Weber, A., & Tracyzk, F. (2007), Mechanical froth flotation cells. In M.C. Fuerstenau, G. J. Jameson, R.H. Yoon (Eds.), Froth flotation: A century of innovation (pp. 637–680). Englewood, CO: SME.
Gorain, (2012). Separation of copper minerals from pyrite using air-metabisulfite treatment, patent application global.
Gorain, B. (2013). Developing solutions to complex flotation problems. In Proceedings of the 34th Canadian Mineral Processors Conference (pp. 293–312). Ottawa, Jan 22nd–24th.
Gordon, R. B. (2002). Production residues in copper technological cycles. Resource Conservation Recycling, 36(2), 66–87.
Gover, D., Berton, A., & Norrgran, D. (2011). Magnetic concentration of Hematite at Wabush Mines—Plant scale application of Rare Earth Permanent Magnetic Separators. SME Annual Meeting, R-H Yoon symposium, Magnetic and Electrostatic separation, Feb 27—Mar 2nd, Denver, CO.
Gray, A. H. (1997). InLine Pressure Jig—An exciting, low cost technology with significant operational benefits in gravity separation of minerals. In Proceedings of the AusIMM Annual Conference (p. 259).
Grano, S. (2010). Chemical measurements during plant surveys and their interpretation cells. In Flotation Plant Optimisation (pp. 107–121). AusIMM, January (Chapter 6).
Grau, R., Nousiainen, M., & Yanez, A. (2014). Gas dispersion measurements in three Outotec flotation cells: Tankcell1, e300 and e500. In Proceedings of the XXVII International Mineral Processing Congress (pp. 204–214). Santiago, Chile (Chapter 5).
Gu, Y., Schowstra, R. P., & Rule, C. (2014). The value of automated mineralogy. Minerals Engineering, 58, 100–103.
Gupta, A., & Yan, D. S. (2006). Mineral processing design and operations. Amsterdam: Elsevier.
Han, B., Altansukh, B., Hag, K., Ishiyama, D., Shibayama, A., Stevanovic, Z., et al. (2014). The investigation of copper recovery process from mine tailings by flotation and high pressure leaching, In Proceedings of the XXVII International Mineral Processing Congress (pp. 141–158). Santiago, Chile (Chapter 19).
Harris, M., Runge, K. C., Whiten, W. J., & Morrison, R. D. (2002). JKSimFloat as a practical tool for flotation process design and optimization, In Proceedings of Mineral Processing Plant Design, Practice and Control (Vol. 1, pp. 461–478). Englewood, CO: SME.
Hart, S., Parker, B., Rees, T., Manesh, A., & Megaffin, I. (2011). Commissioning and ramp up of the HPGR circuit at Newmont Boddington Gold, SAG 2011.
Hearn, S. (2014). Innovations in electrostatic separation. In C. J. Anderson, R. C. Dunne, & J. L. Uhrie (Eds.), Mineral processing and extractive metallurgy: 100 years of innovation (pp. 235–242). Englewood, CO: SME.
Herbst, J. A., & Fuerstenau, D. W. (1980). Scale-up procedure for continuous grinding mill design using population balance models. International Journal of Mineral Processing, 7, 1–31.
Herbst, J. A., & Harris, M. (2007). Modeling and simulation of industrial flotation processes. In M. C. Fuerstenau, G.J. Jameson, R.H. Yoon (Eds.), Froth flotation: A century of innovation (pp. 757–777). Englewood, CO: SME.
Hoijer, J., & Grimm, R. (2011). The Black art of filter media, Issue 28, Outotec Australia quarterly E newsletter.
Holloway, A. R., Jones, L., & Lawrence, S. R. (2009). Pre-concentration of platinum group and base metal ores by dense medium separation. In Proceedings of 48th Conference of Metallurgists (pp. 373–384). Sudbury, Ontario, Canada Aug 23rd to 26th.
Honaker, R., Dunne, E. C., & Galvin, K. (2014). Density-based separation innovations in coal and mineral processing application. In C. J. Anderson, R. C. Dunne, & J. L. Uhrie (Eds.), Mineral processing and extractive metallurgy: 100 years of innovation (pp. 243–264). Englewood, CO: SME.
Hukki, R. T., & Allenius, H. (1968). A quantitative investigation of closed grinding circuit. SME AIME Transactions, 241, 482–487.
Huls, B. (2014). Drivers that will change the design and plant operation in the mining industry. In Proceedings of the XXVII International Mineral Processing Congress (pp. 16–37). Santiago, Chile (Chapter 1).
Imhof, R. M., Battersby, M. J. G., Brown, J. V., Lotzien, R. M., & Kleefeld, J. (2003). Development of pneumatic flotation incorporating centrifugal separation. Presented at the XXII International Mineral Processing Congress, 28 October–3 September, Cape Town, South Africa.
Imhof, R. M., Battersby, M., Parra, F., & Sanchez-Pino, S. (2005). The successful application of pneumatic flotation technology for the removal of silica by reverse flotation at the iron ore pellet plant of Compania Minera Huasco, Chile, Centenary of Froth Flotation, Brisbane.
International Atomic Energy Agency. (2000). Methods of exploitation of different types of uranium deposits. In International Atomic Energy Report, IAFA-TECDEC-1174, p. 84.
Isokangas, E., Sonmez, B., Wortley, M., & Valery, W. (2012). Using SmartTag to track ore in process integration and optimization projects: Some case studies in a variety of applications. Platinum 2012, SAIMM Conference (pp. 871–882).
Jameson, G. (2014). Experiments on the flotation of coarse composite particles, In Proceedings of the XXVII International Mineral Processing Congress (pp. 102–111). Santiago, Chile (Chapter 5).
Jameson, G. J., & Manlapig, E. V. (1991). Flotation cell design—Experiences with Jameson cell. Presented at the 5th AusIMM Extraction Metallurgical Conference.
Jansen, W., Morrison, R., Wortley, M., & Rivett, T. (2009). Tracer-based mine-mill ore tracking via process hold-ups at NorthParkes. In Proceedings of the 10th Mill Operators Conference (pp. 345–356). Adelaide, October 12–14th.
Jensen, W. B. (1980). The lewis acid-base concepts: An overview. New York: Wiley-Interscience.
JKTech. (2004). www.jktech.com.
Johnson, N. W. (2006). Review of existing eco-efficient comminution devices, in project 2B1 Energy (Eco)—Efficient liberation and comminution—report to sponsors and providers (pp. 1–29).
Kanchibotla, S. (2014). Mine to mill value chain optimization—Role of blasting. In C. J. Anderson, R. C. Dunne, & J. L. Uhrie (Eds.), Mineral processing and extractive metallurgy: 100 years of Innovation (pp. 51–64). Englewood, CO: SME.
Kappes, R., Brosnahan, D., & Gathje, J. C. (2009). Utilizing mineral liberation analysis (MLA) to determine pyrite, arsenopyrite and arsenian pyrite floatabilities for Carlin trend ores. Annual SME meeting, Denver, CO.
Kelsey, C., & Kelly, J. (2014). Super-fine crushing to ultra-fine size the “IMP” super-fine crusher, IMPC proceedings. In Proceedings of the XXVII International Mineral Processing Congress (pp. 239–251). Santiago, Chile (Chapter 9).
Kirsch, S. W., & Daniel, M. J. (2009). The optimization of semi-autogenous and ball mill based circuits for mineral processing by means of versatile and efficient high pressure grinding roll technology. In Proceedings of 10th Mill Operators Conference (pp. 81–87). Adelaide 12–14th October.
Kittler, P., Liebezeit, V., Ehrig, K., Macmillan, E., & Lower, C. (2011). ‘It seemed like a good idea at the time….’common mistakes in geometallurgy, Presented at the First International AusIMM Geometallurgical Conference, Brisbane, 5–7 September.
Klein, B., Dunbar, W. S., & Scoble, M. (2002). Integrating mining and mineral processing for advanced mining systems. CIM Bulletin, 95(1057), 63–68.
Knight, D. A., MacPherson, A. R., Medina, V. G., & Spiller, D. E. (1989). Case histories of using small-scale tests to design SAG mill circuits. SAG’89. In A. L. Mular & G. Agar (Eds.), Advances in autogenous and semiautogenous grinding technologies (pp. 105–117) UBC Vancouver.
Kohmuench, J. N., Mankosa, M. J, Wyslouzil, H., & Luttrell, G. H. (2009). Column and non-traditional flotation. In D. Malhotra, P. R. Taylor, E. Spiller, & M LeVier (Eds.), Recent advances in mineral processing plant design (pp. 220–231) Englewood, CO: SME.
Kormos, L. J., Oliveira, J., Fragomeni, D, Whiteman, E., & Carrion De la Cruz, J. (2010). Process diagnosis using quantitative mineralogy. In Proceedings of 42nd Canadian Mineral Processors Conference (pp. 97–120) Ottawa, paper 8.
Koski, S., Vanderbeek, J. L., & Enriquez, J. (2011). Cerro Verde concentrator-four years operating HPGR’s, SAG 2011.
Krasowska, M., & Malysa, K. (2007). Kinetics of bubble collision and attachment to hydrophobic solids: 1. Effect of surface roughness. International Journal of Mineral Processing, 81, 159–177.
Lamberg, P., & Bernal, L. (2008). Flash flotation—From pilot size to full size installation at Esperanza. In Proceedings of V International Mineral Processing seminar (Procemin 2008) (pp. 251–256). Chile, 22–24 October.
Lessard, J., deBakker, J., & McHugh, K. (2014). Development of ore sorting and its impact on mineral processing economics. Minerals Engineering, 65, 88–97.
Lizama, H. M., Carrion, J., & Estrella, D. (2008). Improvements in column flotation through the use of Microcel spargers at Antamina. In Proceedings of the 40th Annual Canadian Mineral Processors Conference (pp. 363–375). Ottawa, January 22–24.
Lichter, J. K., & Davey, G. (2006). Selection and sizing of ultrafine and stirred grinding mills. In S. K. Kawatra (Ed.), Advances in comminution (pp. 69–85). Littleton, CO: SME.
Lloyd, P. J. D. (1979). An integrated mining and extraction system for use on Witwatersrand gold mines. Journal of the SAIMM, 79(1), 135–148.
Lotter, N. O. (2011). Modern process mineralogy: An integrated multi-disciplined approach to flow sheeting. Minerals Engineering, 24(12), 1229–1237.
Luttrell, G. H., Honekar, R. Q., Bethell, P., & Stanley, F. (2007). Design of high-efficiency spiral circuits for preparation plants. In B. Arnold, M. Klima, & P. Bethell (Eds.), Designing the coal preparation plants for the future (pp. 73–88). Littleton, CO: SME.
Luttrell, G. H., Westerfield, T. C., Kohmuench, J. N., Mankosa, M. J., Mikkola, K. A., & Oswald, G. (2006). Development of high efficiency hydraulic separators. Mineral and Metallurgical Processing, 23(1), 33.
Lynch, A. J., Watt, J. S., Finch, J. A., & Harbort, G. E. (2007). History of flotation technology. In M. C. Fuerstenau, G. J. Jameson, & R.-H. Yoon (Eds.), Froth flotation: A century of innovation (pp. 65–91). Littleton, CO: SME.
Lynch, A. J., Harbort, G. J., & Nelson, M. G. (2010). History of flotation. Melbourne: AusIMM.
Manlapig, E. V., Gorain, B. K., Harris, M. C., & Franzidis, J. -P. (1997). Designing flotation plants in the 21st century. In Proceedings of XX International Mineral Processing Congress (pp. 235–245). Aachen, Germany.
MacDonald, M., Adair, B. J., Dunn, M., & Latti, D. (2011). Learnings from five years of on-site MLA at Kennecott Utah Copper Corporation (myth busters through quantitative evidence). In Proceedings ICAM, Norway, 1–5 August.
Major, K. (2002). Types and characteristics of crushing equipment and circuit flowsheets. In A. L Mular, D. N. Halbe, D. J. Barratt (Eds.), Mineral processing plant design, practice and control (pp. 566–583). Littleton, CO: Englewood, CO: SME.
Maki, T. D., & Taylor, J. B. (1987). Precious metal slag treatment using an electrostatic separator. In Small mines development in precious metals (pp. 245–252).
Markoja, B. (2011). Cidra SONARtrac flowmeters: An alternative flow measurement technology. Presented at ISTOG Winter Conference, Clearwater, FL, December 5–9th.
Meka, Z., & Lane, G. (2010). Recent metallurgical developments and their impact on minerals project execution. In Proceedings of XXV International Mineral Processing Congress (pp. 21–28). Brisbane, Australia, 6–10th September.
McCaslin, M. L., Mounteer, K. J., & Phillips, M. (2014). Innovations in liquid/solid separation for metallurgical processing. In C. J. Anderson, R. C. Dunne, & J. L. Uhrie (Eds.), Mineral processing and extractive metallurgy: 100 years of innovation (pp. 333–344). Littleton, CO: SME.
McCullough, G., Mutsaers, B., & Jessop, J. (2013). Obstacles to embedding geometallurgy decision-making into operations and how to increase maturity of this critical capability. In 2nd AusIMM International Geometallurgy Conference, Brisbane, 30 Sept to 2nd Oct.
McCullough, W. E., Bhappu, R. B., & Hightower, J. D. (1999). Copper ore preconcentration by heavy media separation for reduced capital and operating costs, Presented in Cobre 99.
McKay, J., Guyot, O., & Broussaud, A. (2009). Purposeful instrumentation for effective flotation control. In D. Malhotra, P. R. Taylor, E. Spiller, & M LeVier (Eds.), Recent advances in mineral processing plant design (pp. 204–210). Littleton, CO: SME.
McKee, D. (2013). Understanding mine to mill. A monograph published by the Co-operative Research Centre for Optimizing Resource Extraction (CRC ORE), Brisbane, Australia.
Minalliance. (2012). 100 innovations in the mining industry, ebook from www.minalliance.ca.
Mohanty, J. K., Rao, D. S., Das, B., & Rao, R. B. (2000). Mineralogy and pre-concentration of the chromite overburden of the Sukinda Ultramafic Belt. CIM Bulletin, 93(1038), 37–43.
Moreno, P. A., Aral, H., Cuevas, J., Monardes, A., Adaro, M., Norgate, T., et al. (2011). The use of sea water as process water at Las copper-molybdenum beneficiation plant at Taltal (Chile). Minerals Engineering, 24, 852–859.
Morley, C., & Staples, P. (2010). SAG or HPGR?—The current dilemma. In Proceedings of the 42nd Annual Meeting of the Canadian Mineral Processors (pp. 491–508) CIM.
Morrell, S. (2014). Innovations in comminution modelling and ore characterization. In D. Malhotra, P. R. Taylor, E. Spiller, & M. LeVier (Eds.), Recent advances in mineral processing plant design (pp. 77–90). Englewood, CO: SME.
Muir, A. (2014). Evolution in comminution. Keynote address in Comminution 2014, organized by MEI, 7-1-April, Cape Town, South Africa.
Mumbi, M. (2012). Process optimization of mixed copper ores through real-time mineralogical analysis. Presentation from Quantum Minerals, Zambia.
Munro, P. D., Schache, I. S., Park, W. G., & Watsford, R. M. S. (1982). The design, construction and commissioning of a heavy media plant for silver-lead-zinc ore treatment—Mount Isa Limited. In Proceedings of the XIV International Mineral Processing Congress (pp. 1–20) Toronto, VI-6..
Nagaraj, D.R. (1988). The chemistry and applications of chelating or complexing agents in mineral separations, In Reagents in Mineral Technology, Edited by P. Somasundaran and B.M. Moudgil, SME.
Nagaraj, D. R., & Ravishankar, S. A. (2007). Flotation reagents—A critical overview from an industry perspective. In M. C. Fuerstenau, G. J. Jameson, & R. H. Yoon (Eds.), Froth flotation: A century of innovation (pp. 375–424). Littleton, CO: SME.
Nagaraj, D. R., & Farinato, R. S. (2014). Major innovations in the evolution of flotation reagents. In C. J. Anderson, R. C. Dunne, & J. L. Uhrie (Eds.), Mineral processing and extractive metallurgy: 100 years of Innovation (pp. 159–175). Englewood, CO: SME.
Napier-Munn, T. J., Morrell, S., Morrison, R. D., & Kojovic, T. (2005). Mineral comminution circuits. JKMRC monograph.
Napier-Munn, T. J., Bosman, J., & Holtham, P. (2014). Innovations in dense media separation technology. In C. J. Anderson, R. C. Dunne, & J. L. Uhrie (Eds.), Mineral processing and extractive metallurgy: 100 years of Innovation (pp. 265–275). Englewood, CO: SME.
Nelson, M. G., Lelinski, D., & Gronstrand, S. (2009). Design and operation of mechanical flotation machines. In D. Malhotra, P. R. Taylor, E. Spiller, M. LeVier (Eds.), Recent advances in mineral processing plant design (pp. 168–189) Englewood, CO: SME.
Nesset, J. E., Hernandez-Aguilar, J. R., Acuna, C., Gomez, C. O., & Finch, J. A. (2006). Some gas dispersion characteristics of mechanical flotation machines. Minerals Engineering, 19, 807–815.Newcombe, B. (2014). Characterising and predicting the performance of an industrial flash flotation cell, PhD thesis, University of Queensland.
Newell, A. J. H., & Bradshaw, D. J. (2007). The development of a sulfidisation technique to restore the flotation of oxidized pentlandite. Minerals Engineering, 20, 1039–1046.
Norrgran, D., Ashton, D., & Fears, P. (2009). Installation and operation of the Eriez cryogen-free superconducting magnet at Sibelco. In Mineral Processing Plant Design—An update Conference, September 30–October 3rd, Tucson, Arizona.
Onuaguluchi, O., & Eren, P. (2012). Recycling of copper tailings as an additive in cement mortars. Construction and Building Materials, 37, 723–727.
Pal, A., Samanta, A. N., & Ray, S. (2010). Treatment of iron ore slimes for value addition. Hydrometallurgy, 5, 30–35.
Perkin, D. (2015). Private communication.
Phillips, D. I., Yoon, R., Lutrell, G. H., Fish, I., & Toney, T. A. (1997). Installation of 4-meter diameter Microcel flotation columns at LadyDunn preparation plant. In 14th International Coal Preparation Congress (pp. 115–132). Lexington, Kentucky.
Pokrajcic, Z., O’Haaloran, R., & Jones, C. (2010, September). Evaluation of comminution circuit design for sustainability using economics. In Proceedings of the XXV International Mineral Processing Congress (pp. 3597–3609). Brisbane, Australia.
Powell, M. (2013). Utilising orebody knowledge to improve comminution circuit design and energy utilization. In 2nd AusIMM International Geometallurgical Conference, Brisbane, 30 September to 2 October.
Primeau, D., & Gilbert, M. M. (2012). Remediation of red mud using an innovative approach. In Proceedings of ICSOBA 2012, International committee for study of Bauxite, Alumina and Aluminium, Belem, Brazil.
PRO. (2014). Process Research Ortech chloride leach technology. Private Communication.
Pyecha, J., Sims, S., Lacouture, B., Hope, G., & Stradling, A. (2005). Evaluation of a Microcel sparger in the Red Dog column flotation cells. In Proceedings of Centenary of Flotation Symposium (pp. 1017–1085). Brisbane.
Ralston, J., Fornasiero, D., & Grano, S. (2007). Pulp and solution chemistry. In M. C. Fuerstenau, G. J. Jameson, R. H. Yoon (Eds.), Froth flotation: A century of innovation (pp. 227–281). Englewood, CO: SME.
Ravishankar, S. A., & Kolla, H. (2009). Chemically enhanced ESS. In Proceedings of 7th International Heavy Mineral Conference (pp. 203–206) SAIMM.
Riina, S., Maria, M., & Antti, H. (2014). Recovery of metals from tailings. In Proceedings of the XXVII International Mineral Processing Congress (pp. 224–232). Santiago, Chile (Chapter 19).
Rule, C. (2011, February). Stirred milling—New comminution technology in the PGM industry. SAIMM Journal (pp. 101–107).
Rule, C., & Schouwstra, R. P. (2011). Process mineralogy delivering significant value at Anglo Platinum Concentrator Operations. In Proceedings ICAM, Norway, 1–5 August.
Sanchez-Pino, S., Sanchez-Baquedano, A., & Imhof, R. M. (2008). Imhoflot G-cell pneumatic flotation technology for fine particle application. Presented at the V International Mineral Processing Seminar, Procemin 2008, 22–24 October, Santiago.
Sanchez-Pino, S. E., Sanchez-Baqueano, A., Imhof, R., & Sprenger, H. (2014). Industrial application progress of pneumatic flotation imhoflot technology in Chile. XXVII International Mineral Processing Congress (p. 245) Santiago Chile (abstract only).
Sanders, G. J., Ziajoa, D., & Kottman, J. (2002). Cost efficient beneficiation of coal by Romjigs and Batac jigs. In Proceedings of XIV International Coal Preparation Congress (p. 395) SAIMM.
Sanders, G. J., & Ziaja, D. (2003). The role and performance of Romjig in modern coal preparation practice. In Proceedings of the 20th International Coal Preparation Conference (p. 207). Lexington, KY.
Scanalyse. (2012). CrusherMapping—Introducing the CrusherMapping for gyratory crushers, Now under Outotec.
Schena, G. D., Gochin, R. J., & Ferrara, G. (1990). Pre-concentration by dense media separation—An economic evaluation. Transactions of the Institute of Mining and Metallurgy, 99, C21–C31.
Schoenbrunn, F., & Laros, T. (2002). Design features and types of sedimentation. In A. L. Mular, D. N. Halbe, & D. J. Barratt (Eds.), Mineral Processing Plant Design, Practice and Control Proceedings (1st ed., pp. 1331–1341). Englewood, CO: SME.
Schoenbrunn, F. (2007). A short history of deep cone thickener development. In Australian Centre for Geomechanics (pp. 19–24).
Schoenbrunn, F. (2011). Dewatering to higher densities: An industry review. In Australian Centre for Geomechanics (pp. 51–56).
Schonert, K. (1982). Method of fine and very fine comminution of materials having brittle behavior. US Patent 4357287.
Schonert, K. (1987). A first survey of grinding with high compression roller mills. International Journal of Mineral Processing, 22, 401–412.
Schwarz, S., & Alexander, D. (2006). Gas dispersion measurements in industrial flotation cells. Minerals Engineering, 19, 554–560.
Sherring, A. (2013). Personal communication.
Shi, F., Zuo, W., & Manlapig, E. (2013). Characterization of pre-weakening effect of ores by high voltages electric pulses using single particle tests. Minerals Engineering, 50–51, 69–76.
Shi, F., Krishnan, N., von der Weld, F., van-der-Wielen, K., Zuo, W., & Manlapig, E. (2014). A potential application of high voltage pulse technology in a gold-copper ore grinding circuit. In Proceedings of the XXVII International Mineral Processing Congress (pp. 68–77) Chile, Santiago (Chapter 9).
Sinclair, M. (2012). Remote Collaboration Centres (Honeywell), Presentation from the website https://www.posccaesar.org/svn/pub/PCA/MemberMeeting/201210/Day2/RemoteCollaborationCenters-MikeSinclair-Oct2012.pdf
Sivamohan, R., & Forssberg, E. (1991). Electronic sorting and other pre-concentration methods. Minerals Engineering, 4(7–11), 797–814.
Smart, R. St. C., Skinner, W. M., Gersen, A. R., Mielczarskim, J., Chryssoulis, S., Pratt, A. R., et al. (2007). Surface characterization and new tools for research. In M. C. Fuerstenau, G. J. Jameson, & R. H. Yoon (Eds.), Froth flotation: A century of innovation (pp. 283–337). Englewood, CO: SME.
Smart, R. St. C., Gerson, A. R., Hart, B., Beattie, D. A., & Young, C. (2014). Innovations in measurement of mineral structure and surface chemistry in flotation: Past, present and future. In C. J. Anderson, R. C. Dunne, & J. L. Uhrie (Eds.), Mineral processing and extractive metallurgy: 100 years of innovation (pp. 577–602) Englewood, CO: SME.
Somasundaran, P. (2012). A new paradigm for sustainable minerals extraction. Presentation at the International Mineral Processing Congress, New Delhi, September 24th–28th.
SonicSampDrill. (2014). http://www.sonicsampdrill.com/news/sorting-ore-with-the-speed-of-light-1000-tons-per-hour-.htm.
Spiller, D. E., & Norgren, A. A. (2014). Mineral sand separation. In C. J. Anderson, R. C. Dunne, & J. L. Uhrie (Eds.), Mineral processing and extractive metallurgy: 100 years of innovation (pp. 317–332). Englewood, CO: SME.
Taggart, A. F. (1951). Elements of ore dressing. New York: Wiley.
Tian, J., Zhang, C., & Wang, C. (2014). Operation and process optimization of sino iron ore’s autogenous milling circuits: The largest in the world. In Proceedings of XXVII International Mineral Processing Congress (pp. 141–153). Santiago, Chile.
Tremblay, R., & Boutin, P. (1964). Method and apparatus for the separation and recovery of ores. Canadian patent No 694547, 15th September.
USNMA. (2000, September). Mineral processing technology roadmap, United States National Mining Association workshop on Mining Industry of the Future.
Utley, R. W. (2002). Selection and sizing of primary crushers. In A. L. Mular, D. N. Halbe, & D. J. Barratt (Eds.), Mineral Processing Plant Design, Practice and Control Proceedings (1st ed., pp. 584–605). Englewood, CO: SME.
Valine, S. B., Wheeler, J. E., & Albuquerque, L. G. (2009). Fine sizing with the Derrick stack sizer screen. In D. Malhotra, P. R. Taylor, E. Spiller, & M. LeVier (Eds.), Recent advances in mineral processing plant design (pp. 433–444). Englewood, CO: SME.
Vanderbeek, J. L., Linde, T. B., Brack, W. S., & Marsden, J. O. (2006). HPGR implementation at Cerro Verde, SAG2006 (Vol. 4, pp. 45–61).
Van der Spek, A. M., Maron, R. J., O’Keefe, C. V., & Rothman, P. J. (2009). Use of sonar flow measurement for performance and condition monitoring of slurry pumps. In MAPLA 2009, Antofogasta, Chile.
Walker, S. (2014). Ore sorters and analyzers: the technology develops. Engineering and Mining Journal, 16th April.
Wasmund, E. B. (2014). Flotation technology for coarse and fine particle recovery. In Congreso Internacional de Flotacion de Minerals, Lima Peru, August.
Wills, B. A. (2006). Minerals processing technology (7th ed.). Amsterdam: Elsevier.
World Nuclear Association Website. (2014). http://www.world-nuclear.org/info/Nuclear-Fuel-Cycle/Mining-of-Uranium/In-Situ-Leach-Mining-of-Uranium/.
Wortley, M., & La Rosa, D. (2013). Technical Description of SmartTags, Metso Process Technology and Innovation, Personal Communication, June 19th.
Xie, Y., Xu, Y., Yan, L., & Yang, R. (2005). Recovery of nickel, copper and cobalt from low grade Ni-Cu sulphide tailings. Hydrometallurgy, 80, 54–58.
Yap, R. F., Sepuvelda, J. L., & Jauregui, R. (1982). Determination of the Bond work index using an ordinary laboratory batch mill. In A. L. Mular & G. V. Jergensen (Eds.), Design and installation of comminution circuits (pp. 176–203). New York: SME/AIME.
Young, M. F., Barnes, K. E., Anderson, G. S., & Pease, J. D. (2008). Jameson cell: The “comeback” in base metals applications using improved design and flowsheet. In Proceedings of the 38th Canadian Mineral Processors Conference (pp. 311–332). Ottawa.
Yoon, R.-H., Luttrell, G. H., Adel, G. T., & Mankosa, M. J. (1992). The application of Microcel column flotation to fine coal cleaning. International Coal Preparation Journal, 10, 177–188.
Zamora, C., Schifferli, G., Castelli, L., & Bonomelli, A. (2010). Kairos mining: A comprehensive approach to sustained long term benefits in copper processing plant automation. Presented at the 42nd Annual Canadian Mineral Processors Conference, Ottawa, June 19–21st.
Zhou, Z. A., Xu, Z., Finch, J. A., Hu, H., & Rao, R. (1997). Role of hydrodynamic cavitation in fine particle flotation. International Journal of Mineral Processing, 51(1–4), 139–149.
Acknowledgments
The chapter is based on the experience gained by the author over 25 years, working with various mining companies, centers of excellence, commercial laboratories, engineering companies, equipment vendors, reagent suppliers, and consultants working on many plant operational issues and greenfield projects, and would like to thank them all for their support, discussion, partnership, and collaboration. The author would like to thank colleagues at Barrick Gold Corporation in corporate and operations for their input in discussion on selection, development, design, and implementation of technologies in various ways during the last 10 years.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Gorain, B.K. (2016). Physical Processing: Innovations in Mineral Processing. In: Lakshmanan, V., Roy, R., Ramachandran, V. (eds) Innovative Process Development in Metallurgical Industry. Springer, Cham. https://doi.org/10.1007/978-3-319-21599-0_2
Download citation
DOI: https://doi.org/10.1007/978-3-319-21599-0_2
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-21598-3
Online ISBN: 978-3-319-21599-0
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)