
Abstract
The role of the robot actuator is transferring execution power in prescribed manner for a desired motion, so that a working mechanism can realize required positioning (in handling or technological operations) with specified accuracy and speed. A suitable choice of the actuator depends not only on its mechanical parameters, but also on sensing and control. Performance data of actuators from various manufacturers are comparable, the difference between them being mostly due to their design. The reported research is part of a project in which it was necessary to design and implement accurate reducers and actuators in various modular kinematic solutions. These modules should be possibly stacked in desired shapes, allowing them to be deployed in production machines and robotic equipment according to specific customer requirements, such as technological heads. The paper describes the design and FEM analysis of technological heads for 2-axis handling and robotic systems.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
The trend in designing new actuators for precision production equipment and for robots is to ensure high accuracy, and reduction of size and weight of the actuator. This trend can be achieved by considering mechatronic components integrating the servo motor, gear system, sensors and control technology in a compact actuator. Hence, such an actuator should benefit from the new concept of componentisation based on light weight of composite materials. The methodological validation of parameters for precision actuators is based on functional and parametric analysis of the general structure of the actuator and its recovery after breakdown. The analytical evaluation of the actuator’s construction sequence relies on verifying the required parameters and properties of the actuator. Testing is done by comparing the parameters’ values of sample actuators with standard values by help of measuring equipment.
Rotary axes for positioning and handling units are autonomous, functional construction modules. They possess an intelligent integration function allowing connectivity with other mechanical or control modules to obtain a more complex machinery system with higher functionality. A rotary positioning module represents an element of such a complex device; it must perform driving rotary movements with imposed positioning speed and precision [1, 2].
From the analysis of specific solutions it can be concluded that the modules deployed in technological heads are customized for the application’s needs (a very small percentage of these products are standardized and described in catalogues). In consequence, standard motion functions for technological head are provided by standard motion modules, whereas multifunctional motion axes can be obtained only by customized designs of technological heads.
This leads to the need for designing appropriate dimensional series, which would be used for the creation of mutually compatible modules that can be easily integrated in ensembles of complex units. These units can be then used to compose technological heads of different shapes according to particular requirements, such as flexible and intelligent devices: grippers with rotational and translational components to manipulate objects of different shapes, etc.
Because technological heads are also used in material processing tasks such as grinding, drilling, threading and milling, their design should allow the necessary connectivity of functional modules featuring specific motions which are necessary to perform these processing tasks [3].
Figure 1 presents a rotary positioning module (RPM); this type of device is an electrical servomechanism capable to drive a certain type of motion (rotation or linear displacement). It consists from a gearbox, a servomotor and sensors in one compact construction [4].

The RPM 50 module
2 The Basic Structure of RPM
A systemic RPM model describes the functional concept and the solution for engine construction, i.e. for the mechanism’s drive that transforms forces and moments into kinematic motion parameters such as direction, acceleration, speed of the movement. The RPM model also describes the internal structure of the mechanism.
Figure 2 shows the block structure of the systemic RPM model.

Systemic RPM model—block structure
The elements of the 3D systemic RPM model are:
-
D—drive: provides primary energy, output of drive system;
-
CB—control block: device controlling the drive signals;
-
M—motor: rotary servomotor, has sensors measuring angular rotation, and safety brake. Technical versions: M1 without brake, M—B1 with integrated safety brake;
-
GB—gearbox block: provides reduction of the motor M speed, higher torque at the output module, physical transfer of rotary motion (qM) from the output of motor M to module VR (q2); the gearbox converts the parameters of motor M (nM—revolutions per minute, fM—motion frequency, PM—power performance, φM—path of movement/angle) to the output module VR (qj). Technical versions: GB1 gear block with classic shaft output, GB2—gear block with hollow shaft output, GB3—gear block with flange output;
-
MT—mount: guiding system assuring the contact between moving and fixed parts of the system;
-
S1—ensemble of speed and position of motor M;
-
S2—position sensor of RPM module;
-
B1—safety brake;
-
B2—positioning brake for output of module VR (at limit angular position of module RPM),
-
VR—mechanical output element; represents the interface for connecting RPM at higher functional units.
The global (theoretical) model of RPM’s structure RPM consists from the chain of elements: M-B1-S1-GB-B2-S2-MT-VR.
A module marked IRPM signifies an intelligent rotary positioning module containing all the components of RPM module, but it addition the drive and control blocks have intelligence, for example the drive unit is an adaptive one; it is able to react in real time to changes in the working environment during task execution. Changes are monitored based on the information retrieved from sensors (rotational speed, temperature, acceleration, torque, force). The type and number of monitored parameters depend on the current application [4–6].
In conformity with the performance objectives and technical solutions imposed by the research project, a new series of RPM modules was developed in the size range of 50–70.
3 Analysis of Carrier Bodies for RPM Modules
The FEM analysis focuses on the static analysis that aims at evaluating the appropriateness of the material to be used for the carrier body of RPM modules. The analysis considers the load of the carrier body for maximum torque values and the ensemble of forces acting on the reduction units that are part of the constructive solution of the RPM module. Based on the structure above presented, three size series of modules were selected that are most frequently used for material handling and robotic applications. They concern the modules RPM 50 and 70.
Connection holes on the module’s body are located on its back and bottom sides. Therefore, a stress analysis is necessary too, that must take into account the direction in which the load is applied, see Fig. 3.

Location of forces and moments
The resulting value of the tilting moment depends on the load of the RPM module which results from the radial and axial forces. This dependence is given by the equation:
The FEM analysis was carried out on all three size series of RPM modules.
The remainder of the paper focuses on the medium size range of the module RPM 50 m. The RPM 50 module was designed with the 3D CAD program Creo 2.0 and the FEM analysis program of the Mechanical product. The material from which the module’s body made is in accordance with the standard EN AW 2017, which is characterized by good machinability and good strength properties.
The proposed module body 50 RPM (2D model—sketch in Fig. 4) is also compatible with the connecting holes in which it is possible to fasten the flange through bolts.

Sketch of the RPM 50 module body
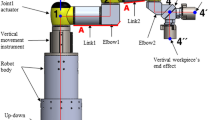
Creating different configurations of 2 and 3-axis technological heads depends on the desired action of the applied forces and the type of application in which the heads will be used. It was therefore necessary to determine the maximum values of the load moments and forces that are applied to the output flange of the technological heads. The maximum torque and forces that can be exerted on a RPM module depend on its structure and components included.
Specific value of maximum loads accepted by the RPM 50 and 70 modules are given in Fig. 5.

Maximum and rated load of RPM modules
3.1 Static Analysis of Stress and Strain in the Body of Module RPM 50
This static analysis considered body loading at maximum acceleration and a torque value of 36 Nm, radial force of 1.44 kN and axial force of 1.9 kN. In order to check the interconnectivity of body modules RPM 50, there were created 3725 Tetrahedron element types, see Fig. 6. The calculation method used in Creo 2.0 /Mechanical program was QuickCheck. Wedge and Brick type elements were not used, which didn’t affect the convergence of the computing algorithm. The polynomial degree was 3.

Network on module for body RPM 50
The computed of stress value (for fixation on the back of the body), had a value of 11.4 MPa, while the permissible stress for materials in accordance with EN AW 2017 must be less than 250 MPa. Comparing the calculated stress value with the allowed one, it results that the proposed construction material meets the safety requirements for a maximum torque of 36 Nm. The maximum value for the deformation of body module RPM 50 for a torque of Tmax = 36 Nm was 0.0053 mm, which represents an acceptable deformation value when the module is used in robotic applications.
3.2 Static Analysis of Stress and Strain in the Body of Module RPM 50 at Load with Axial Force of 19 000 N
The computed stress value (for fixation on the back of the body) had a value of 12.14 MPa. Comparing this calculated value with the maximum permissible stress of 250 MPa confirms that the proposed material for a maximum axial force FA of 1.9 kN satisfies the safety requirements. The maximum computed value for the deformation of body module RPM 50 for a load through axial force of 1.9 kN was 0.001275 mm, which represents an acceptable deformation when the module is used in robotic tasks.
3.3 Static Analysis of Stress and Strain in the Body of Module RPM 50 at Load with Radial Force of 14 400 N
The findings of stress value (for fixation on the back of the body) indicated a value of 13.75 MPa, much smaller than the permissible stress of 250 MPa); this results confirmed the adequacy of the proposed material for a maximum radial force FR 1.44 kN. The maximum computed value of RPM 50 deformation was 0.00837 mm (Fig. 7).

Combined load for module RPM 50
The computed stress value (for fixation on the back of the body) of the module RPM 50 under combined load of FA 1.9 kN, FR 1.44 kN and Tmax 36 Nm had a value of 6.33 MPa, much inferior to the maximum admissible one of 250 MPa). This confirms that even at a complex load exerted upon the module, the proposed construction satisfies the safety requirements. The maximum value for deformation module RPM 50 for a combined load from axial and radial forces torque was 0.00419 mm.
A similar FEM analysis was realized for the head series RPM 70.
4 Conclusion
The analysis of the properties of materials used in the construction of RPM head modules allows establishing an appropriate ratio between the mass of the module and its strength and stiffness characteristics. The development of new RPM types allows better meeting the constructive needs for automated robotized workstations. Deploying of precise technological heads on end part of the robot can improved the accuracy and repeatability of the robot’s motion in space.
The FEM analysis which was carried out for the proposed modules confirmed the adequacy of using aluminium alloys in the structure of RPM modules. The utilization of such materials for the technological heads led to reduction of the module weight, while maintaining sufficient strength and rigidity. This makes possible the utilisation of such technological heads in robot manipulators with lower load capacity.
References
Yang, G., Chen, I.M.: Task-based optimization of modular robot configurations: minimized degree-of-freedom approach. Mech. Mach. Theor. 35(4), 517–540 (2000)
Semjon, J., Janos, R., Tuleja, P. and V. Balaz.: Procedure selection bearing reducer twinspin for robotic arm. Appl. Mech. Mater. 245, 261–266, ISSN 1660-9336 (2013)
Semjon, J. et al.: Benchmarking analysis of the application of small bearing reducers and actuators in service robotics. Fascicle Manag Technol Eng 5.303–5.306, University of Oradea, Romania, ISBN 1583-0691 (2011)
Semjon, J., Varga, J. and P. Tuleja: Comparing the parameters of positioning actuators used for robots, In: DAAAM International Scientific Book 2014, Vienna : DAAAM International, 615–624, ISBN 978-3-901509-98-8, ISSN 1726-9687 (2014)
Wedle, A., et al.: DLRs dynamic actuator module for robotic space applications. In Proceedings of the 41st Aerospace Mechanisms Symposium, Jet Propulsion Laboratory, Robotics and Mechatronics Center (RMC), German Aerospace Center (DLR), Wessling, Germany May 16–18 (2012)
Hajduk, M. et al.: Trends in industrial robotics development. Appl. Mech. Mater. 282, 1–6, ISSN 1660-9336 (2013)
Acknowledgments
The reported work represents a research contribution is the project “Aplikovaný výskum systémov inteligentnej manipulácie priemyselných robotov s neorientovanými 3D objektmi”, related to the activities 1.3 and 2.1 (ITMS: 26220220164). This project was supported by the Research and Development Operational Program funded by ERDF.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer International Publishing Switzerland
About this paper
Cite this paper
Semjon, J., Vagas, M., Balaz, V. (2016). Static Analysis of Rotary Positioning Modules for Technological Head of the Robot. In: Borangiu, T. (eds) Advances in Robot Design and Intelligent Control. Advances in Intelligent Systems and Computing, vol 371. Springer, Cham. https://doi.org/10.1007/978-3-319-21290-6_28
Download citation
DOI: https://doi.org/10.1007/978-3-319-21290-6_28
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-21289-0
Online ISBN: 978-3-319-21290-6
eBook Packages: EngineeringEngineering (R0)