
Abstract
Two kinds of unique liquid crystal polymers (LCP), high performance LCP (HP-LCP) and soluble LCP (sLCP), have been developed by optimizing the chemical structures of LCP. Compared to conventional LCP, HP-LCP provides better hydrolysis resistance, mechanical performance and gas barrier property. The key to property improvement is to specifically design the monomer combination of the LCP main chain to control and enhance the molecular orientation. HP-LCP is a preferred matrix material for fiber reinforced composites as well as film and fiber, and a promising candidate for structural components of transportation applications. An unique sLCP has been developed by modifying the LCP molecular chain, thus enabling it to dissolve well in several solvents. This concept of “liquid sLCP systems” opens completely new pathways for application: the resulting fluid can be compounded with functional fillers and fibers via common dispersion techniques and then be applied as functional coating on both copper and aluminum substrate. It has turned out that coatings made from sLCP composites adhere very well to various metal substrates. The resulting coatings possess excellent barrier, thermal, mechanical and tribological properties.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
2.1 High Performance Liquid Crystal Polymer (HP-LCP)
2.1.1 Introduction
Thermotropic liquid crystal polymers (TLCPs) are dominant as matrix materials of precision products such as connectors and relays that are integrated into electric and electronic devices. This is due to their extraordinary properties, e.g. their high heat resistance, high melt flowability, excellent thin-wall strength as well as low out-gassing and moisture absorption. At the same time, TLCPs also possess excellent chemical resistance. Aiming towards their applications as structural parts, TLCPs are attractive because of other key properties such as high gas barrier, mechanical damping, dimension stability, flame retardancy and low smoke, and particularly one of the lowest coefficients of thermal expansion of all polymers. Because of these benefits, TLCPs have a high potential to be utilized in primary and secondary structural components especially for transportation applications.
One of the unique properties of TLCPs is their exceptional gas barrier. Natural gas provides less CO2 emission than petroleum and coal when burned, and it is the major energy resource in the world. For the near future a hydrogen society, which is the sustainable energy society exploiting hydrogen gas as one of the clean energy resources, sounds promising. Keeping up with the rapid pace of times, advanced materials and technologies for storage and transport of gases have been developed (Mori and Hirose 2009). Other polymers, e.g. ethylene vinyl alcohol polymer (EVOH), have an equivalent or even better gas barrier property than TLCPs under dry condition. However, the water absorption rate of EVOH is high due to its hydrophilic nature, which results in a sharp drop of barrier properties with increasing water absorption rate. Moreover, the barrier property of EVOH diminishes at temperatures above the glass transition temperature Tg (about 60 °C); meanwhile, the Tg of EVOH diminishes with the increasing water absorption rate. These effects accelerate the decrease in the barrier property (Massey 2003).
On the contrary, TLCPs have great advantages because they combine high heat resistance with excellent gas barrier properties and low water absorption rates. Their ductile nature, even under cryogenic temperatures, is also quite attractive for gas storing applications. This behavior should be easily confirmed by the observation of the fracture surface of the specimen immersed in liquid nitrogen for a certain period.
In the automotive sector, the damping property of TLCPs has attracted much attention. The weight reduction of automobiles has been rapidly progressing in order to reduce CO2 emissions. It is widely known that replacing metals, such as aluminum alloy with polymer composites, allows lowering the vehicle weight. However, when parts around the engine are replaced with lighter materials, vibrations and noises emerging from the engine compartment become more intense due to the proportional relation between the material weight and the damping property, making both the ride and the handling of the vehicle less comfortable. In order to solve the vibration and noise problem, it is inevitable to make the walls of the parts thicker, resulting in a contradiction against lightweight design which is the essential purpose of the replacement. This substantial issue led to hesitations concerning the replacement of metal materials with lightweight materials for parts around the car engine. Although high strength and high modulus materials have poor damping properties in general, TLCPs have both high strength/modulus and superior damping property, promising the reduction of vibration and noise generated from the replacement.
It is, however, difficult to handle TLCPs because they have some drawbacks, which are poor strength at the weld line in the injection molding, anisotropic nature and weak hydrolysis resistance (Cox 1987). Therefore, the use of TLCPs as structural components has not been progressing. Solutions for the poor weld strength of TLCPs have been widely reported (Cox 1987; Agarwal and Mashelkar 1992; Fellahi et al. 1995; Nguyen-Chung 2004). The most effective way is to optimize the product design. An appropriate mold design should minimize the effects of the weld line by locating them in non-critical positions. Another solution is to use molding techniques. Wang et al. (1995) propose a molding technique called shear controlled orientation technology, which can improve the strength of weld lines up to 16 times compared to conventional molding methods.
TLCPs have an oriented molecular structure and therefore possess anisotropic material properties. It is well known that the anisotropic nature of TLCPs can be reduced by the addition of fillers. This effect was reported by Cox (1987) who incorporated fibrous and particulate fillers into molded components made of TLCPs. Plummer et al (1993a) show that the addition of glass fibers could be the most effective way to reduce the anisotropy of TLCPs.
Hydrolysis resistance is regarded as one of the key parameters for using polymer materials as a matrix for structural components. The improvement of hydrolysis resistance of TLCPs is, however, substantially difficult because the weakness of hydrolysis resistance is attributed to the nature of the ester linkages in the chemical structure of TLCPs. Under higher temperature and with higher moisture the ester linkages of TLCPs are easily cut and then TLCPs gradually deteriorate. Improving the hydrolysis resistance of TLCPs should therefore strongly advance their applicability and open new markets. One way to improve hydrolysis resistance is to prevent the penetration of water molecules into the polymer matrix. In case of common poly(ethylene terephthalate) (PET) and poly(ethylene naphthalate) (PEN), for example, their barrier properties against water vapor and gas have been thoroughly evaluated (Light and Seymour 1982; Rueda and Varkalis 1995; Brolly et al. 1996; McGonigle et al. 2001; Pavel and Shanks 2003). The gas permeability of PEN is much lower than that of PET. This is due to the effect that molecular motions are more restrained in PEN than in PET, which strongly affects the diffusion coefficient and accordingly influences the permeability. The apparent diffusion coefficient of water is reported to be larger in the case of PET than in that of PEN. The barrier properties of water vapor and gases have also been reported for TLCPs (Chiou and Paul 1987; De Candia et al. 1990; Weinkauf and Paul 1992a, b; Hu et al. 2003; Kanehashi et al. 2010). Weinkauf and Paul (1992b) examined the gas permeability by changing the composition ratio of hydroxybenzoic acid (HBA) and 2-hydroxy-6-naphthoic acid (HNA) of TLCPs. They showed that the highest HNA content exhibits the best barrier properties because the non-linear nature of the naphthalene moiety leads to a more hindered rotation around the chain axis and the more hindered motions of the naphthalene moiety restrict penetrant mobility. It has been generally said that naphthalene moiety has a kink structure, so that copolyesters with a large number of HNA units disturb chain linearity and tend to lose liquid crystallinity of TLCPs. Well known TLCPs with naphthalene moiety are Vectra A950 and B950. According to reports, the composition of A950 is 27/73 molar ratio of HNA/HBA (Tjong 2003; Plummer et al. 1993a; Rath et al. 2007; Brooks 1992; Calundann 1979) and B950 is made of 60/20/20 of HNA/p-amino phenol/terephthalic acid (TA) (Tjong 2003; East et al. 1982). Corresponding to the heat resistance of these TLCPs, the melting temperatures of A950 and B950 are both 280 °C and the deflection temperature under load (DTUL) of 1.8 MPa for A950 is 187 °C.
In order to use TLCPs as matrix materials for structural components, a high heat resistance is obligatory. It has been revealed that TLCP with swivel molecular units such as HBA, terephthalic acis (TA) or hydroquinone (HQ) creates a dramatic increase in the melting temperature (Tjong 2003). The molecular design of TLCPs with high heat resistance traditionally starts from HBA homopolymer, which is a semi-crystalline polymer with melting temperature higher than the decomposition temperature. The crystallinity of HBA is disturbed through introducing copolymer components, such as 4.4-biphenol (BP), HQ, TA and isophthalic acid (IA), and then the liquid crystal phase is developed as an intermediate phase.
The development of the novel LCP reported in this work, focused on TLCP with high mechanical performance, high heat resistance, superior hydrolysis resistance, and excellent gas barrier, which are the most important properties for automobile and aircraft applications. The development strategy followed a two-step approach:
-
1.
The first step was to incorporate more naphthalene moiety into the chemical structure of LCP in order to improve the hydrolysis resistance and to generate the liquid crystalline phase without a HBA unit, which is commonly adopted to commercial TLCPs.
-
2.
The second step focused to optimize the monomer composition in order to keep a high heat resistance of type I, which is the highest level in the classification of heat resistance of TLCPs.
The resulting novel high-performance thermotropic liquid crystal polymer, designated as HP-LCP, excels by its high heat resistance and hydrolysis resistance, subsequently providing extraordinary gas barrier, high strength and high modulus as well as unique electric properties.
2.1.2 Synthesis of High Performance Liquid Crystal Polymer
Improving the heat resistance of TLCPs by molecular design and increasing the productivity is generally a trade-off relationship, since a heat resistant polymer has to be handled under higher process temperature, which requires more energy and more expensive equipment. There are several measurement techniques to classify the heat resistance of polymers. Considering a wide applicability, the soldering heat resistance was selected as criteria for durability in a reflow process. The reflow process is generally applied in the manufacturing process of electronic devices, and it allows lead-free solder melting to connect copper wires on a printed circuit board with surface mounted parts. The maximum temperature of the reflow process is around 260 °C. The soldering heat resistance is easily evaluated by the degree of deflection of a molded part after soaked directly into a lead-free solder bath for a certain period.
The high performance LCP (HP-LCP) was made of copolyester of 2-hydroxy-6-naphthoic acid (HNA), hydroquinone (HQ), 2,6-naphthalene dicarboxylic acid (NDCA) and terephthalic acid (TA). HNA and NDCA were selected as naphthalene moiety because of imparting hydrolysis resistance to copolyester. Isophthalic acid (IA) was not used as one of the components because it was observed that the IA moiety, a bent-shaped monomer, deteriorates hydrolysis resistance. The ratio of HQ was specifically selected for adjusting the target melt viscosity of the copolymer. The level of heat resistance depends mainly on the ratio of both TA and HQ. Although many TLCPs have been developed and each commercial TLCP has a different combination of monomers, the composition of the HP-LCP developed and presented here, has not been known. The polymerization procedure is described in the work of Okamoto and Hosoda (2006). The amount of HNA and NDCA obtained by the polymer was more than 50 mol% and for stoichiometric reasons the relative amount between HQ and the sum of NDCA and TA stayed the same.
The resulting thermotropic liquid crystal polymer was designated as a high performance LCP (HP-LCP). HP-LCP enables large-scale manufacturing by an established commercial processing method and technology which can suppress the increase of costs. However, because of the unique viscoelastic nature of HP-LCP, an inflation film production process can be applied to obtain a biaxially oriented film. By controlling the blow-up ratio, i.e. the ratio between the tube diameter after blowing and the tube diameter before blowing for molding, it is realized that the HP-LCP film has isotropic properties in both machine direction (MD) and transversal direction (TD).
In order to evaluate its performance, the HP-LCP was compared with “Sumikasuper® LCP E6000” (LCP-E), which is one of the highest heat resistant commercial LCPs. LCP-E was supplied by Sumitomo Chemical Co., Ltd. It is composed of HBA, BP, IA and TA (Kalika et al. 1991; Wang et al. 2003; Okamoto et al. 2004).
2.1.3 Properties of HP-LCP
2.1.3.1 Thermal Analysis of HP-LCP
Differential scanning calorimetry (DSC) analysis was carried out under nitrogen atmosphere. The HP-LCP powder was heated from 25 to 380 °C at a heating rate of 10 K/min. Figure 2.1 depicts the first heating curve. The endothermal peak was clearly observed at 328 °C. Furthermore, the material was examined with a polarization microscope in order to clarify the phase transition of HP-LCP. Under crossed polarized light, the sample stage of the microscope was continuously heated from 25 to 360 °C. The image in Fig. 2.1 shows the typical morphology of the molten HP-LCP at 335 °C. A clear optical anisotropic phase was observed, revealing that HP-LCP has a liquid crystal phase, which was stable up to 360 °C. The onset temperature of solid-liquid crystal transition temperature (TS-L) extrapolated from the DSC pattern was 321 °C. The DSC analysis and the observation by polarization microscope proved that HP-LCP with naphthalene-rich structure has a liquid crystalline nature without HBA moiety which is generally applied in commercial LCPs.

DSC curve and polarized optical microscope image of HP-LCP
2.1.3.2 Melt Viscosity of HP-LCP
The temperature dependence of the apparent melt viscosity of pure HP-LCP significantly differs from that of pure LCP-E. The melt viscosity of pure HP-LCP and pure LCP-E were measured by a Capilograph-1B capillary rheometer (Toyo Seiki Seisaku-sho, Ltd.) which can detect the shear rate and shear stress of molten polymer flowing out of the capillary. The geometry of the capillary die used in this measurement was 0.5 mm in diameter and 10 mm in length.
Figure 2.2 (left) compares the melt viscosity data of pure HP-LCP with that of pure LCP-E for a shear rate of 1000 s−1. With increasing temperature the melt viscosity of pure LCP-E decreased sharply by more than one decade after reaching the solid-liquid crystal temperature TS-L of LCP-E. This is the typical behavior of TLCPs. On the other hand, the drop in melt viscosity of pure HP-LCP was rather small at the TS-L and a wide plateau at a value of approximately 100 Pa s was observed after the TS-L revealing that the temperature dependence of the melt viscosity of pure HP-LCP is minimal.

Temperature dependence of apparent melt viscosity and melt tension of HP-LCP
The low temperature dependence of melt viscosity correlates well with the slow solidification rate from liquid crystal phase to solid phase. A fast solidification of TLCPs causes weak weld strength. Rigid TLCP molecules align parallel to the weld line and rapidly solidify, and this effect allows only little inter-diffusion of TLCP chains at the weld line. Therefore, the weld strength of TLCP with a rapid solidification rate, such as LCP-E, is poor. On the other hand, the solidification rate of HP-LCP is so slow that the weld strength tends to be high. Furthermore, the slow solidification rate of HP-LCP is quite favorable in order to produce film and fiber. This nature allows the realization of minimum viscosity differences and results in constant quality during the processing of film and fiber. These rheological characteristics of HP-LCP play an important role in film and fiber production. Although the melt viscosity of HP-LCP is high compared to that of LCP-E, the level is considerably lower than that of other heat resistant polymers such as PPS or PEEK. Therefore, components with complex geometry can be easily realized by using HP-LCP as a matrix polymer.
2.1.3.3 Melt Tension of HP-LCP
One of the most interesting features of HP-LCP is its high melt tension. High melt tension is an advantage in the manufacturing process because stable resin flow from an extrusion opening is guaranteed without breakage of film and fiber during the processing. Melt tension was measured by a capillary rheometer with a capillary die of 1 mm in diameter and 10 mm in length. The piston speed was fixed at 5 mm/min and the drawing speed was changed gradually. Melt tension data was then collected at steady drawing conditions. The results show that the melt tension of pure HP-LCP substantially differed from that of pure LCP-E, and Fig. 2.2 (right) depicts the influence of the temperature on the melt tension. The melt tension of pure LCP-E was low at both 350 and 360 °C. The reason for such a low melt tension is that the molecular chains are easily oriented along the flow direction under even low shear stress. On the other hand, pure HP-LCP exhibited a higher melt tension over the complete temperature range from 330 to 360 °C. At 350 and 360 °C, the melt tension of pure HP-LCP was more than three times higher as those of pure LCP-E. Such high melt tension of HP-LCP incidentally enhances mechanical properties and toughness of a molded part.
2.1.3.4 Physical Properties of HP-LCP
The following section demonstrates some key aspects of physical properties for HP-LCP. Table 2.1 shows the physical properties of pure HP-LCP and pure LCP-E. A deflection temperature under load (DTUL) of 1.8 MPa was measured in order to identify the short-term heat resistance of pure HP-LCP and pure LCP-E. The DTUL of pure HP-LCP was 240 °C and thus lower than that of pure LCP-E, because the chemical structure of HP-LCP has no HBA moiety which would increase the melting temperature of LCP. However, the DTUL of HP-LCP composite reinforced with 30 wt% short glass fibers (GF) was 285 °C, and it remained on the same level as LCP-E composite containing 30 wt% GF. HP-LCP shows high heat resistance; further data on the physical properties of HP-LCP composites can be seen in Sect. 3.3.
The soldering heat resistance of HP-LCP and LCP-E was evaluated by detecting the degree of a sample’s deflection after soaking in a lead-free solder bath at 280 °C for 120 s. The specimens used for this test were reinforced with 40 wt% short glass fibers. The specimen geometry was a dumbbell shape according to JIS K7113 1(1/2) standard, i.e. the overall length was 75 mm, the length of the narrow parallel-sided portion was 30 mm, the parallel part was 5 mm, and the thickness was 1.2 mm. No deflection at all was observed for both HP-LCP and LCP-E composite after the test, which demonstrated a high heat resistance of both materials. It is therefore obvious that the heat resistance is high enough to allow the application of HP-LCP not only in structural components but also for electronic device applications.
The tensile and flexural properties of pure HP-LCP were superior to those of pure LCP-E. The tensile strength of pure HP-LCP is nearly 15 % and the flexural strength is 45 % higher than those of pure LCP-E. Although the improvement of the mechanical performance was not the main focus of this development, these properties could be substantially enhanced due to the high melt tension of HP-LCP.
The water absorption of pure HP-LCP was measured for the following conditions: temperature 85 °C, relative humidity 85 % RH, time period 168 h. With a value of 0.02 % the water absorption of pure HP-LCP was nearly five times lower than that of pure LCP-E (Table 2.1(A)). In fact, the chemical structure of HP-LCP is composed of a high ratio of naphthalene moiety, and it is believed that the naphthalene moiety restricted the diffusion of water molecules into the polymer, since the rotation of the chain axis of naphthalene moiety is more hindered. This result is one of the reasons for the superior hydrolysis resistance of HP-LCP.
The excellent dielectric properties of pure HP-LCP are also of great interest. It was specifically observed that the dielectric tangent was significantly low in a wide frequency range from 1 MHz to 1 GHz. These properties allow to use HP-LCP even as an insulator for high frequency applications.
2.1.3.5 Hydrolysis Resistance of HP-LCP
In order to determine the hydrolysis resistance of HP-LCP, the highly accelerated temperature and humidity stress test (HAST) based on IEC 68-2-66 standard was carried out. HAST, which is known as the ‘pressure cooker test’ (PCT), is a highly accelerated method of electronic component reliability testing using temperature and humidity as the environmental parameters. This test temporarily accelerates the infiltration of moisture into the sample. The specimen used in the PCT had the same dumbbell shape that was used to measure the soldering heat resistance (Sect. 1.3.4). The saturated PCT method was done at a temperature of 121 °C, a relative humidity of 100 % and a water vapor pressure of 0.2 MPa (2 bar). After exposing the materials to these conditions, the alteration of mechanical properties due to hydrolysis was determined by tensile tests, regarding tensile strength as an indicator. The tensile strengths of HP-LCP and LCP-E were measured after the PCT for 50, 100 and 200 h, respectively, and the retention percentage of tensile strength of each sample after the PCT compared to those before the PCT was calculated. The deformation speed of the tensile tests was 10 mm/min. Figure 2.3 shows the results of PCT, and it is observed that in the case of LCP-E, the retention of tensile strength after the PCT for 50 h dropped to 80 % of the initial strength and then continuously decreased to 60 % of the initial strength after the PCT for 200 h. On the other hand, the strength retention of HP-LCP maintained 98 % of the initial strength even after 200 h. These results demonstrate the excellent hydrolysis resistance of HP-LCP. It is believed that the diffusion of water vapor was restricted by the hindered motions of the naphthalene moiety (Weinkauf and Paul 1992b).

Hydrolysis resistance of HP-LCP and LCP-E (E6000)
2.2 Soluble LCP (sLCP)
2.2.1 Introduction
Commercial TLCPs are known to be unable to dissolve in any common organic solvents except for expensive fluorinated reagents. From the commercial point of view, the manufacturing of TLCPs film is limited to molten processes such as extrusion and inflation technologies. It is difficult to control the orientation of TLCP molecules by the molten processes in order to obtain a high quality film because TLCP molecules spontaneously align along the shear direction.
For developing a TLCP which is able to dissolve in common organic solvents, a solvent casting method widely used to make films of polycarbonate and polyimide can be employed, anticipating a TLCP film with isotropic nature and with competitive manufacturing costs.
The industrialization of soluble TLCPs has been considered to be fundamentally difficult because TLCPs can be dissolved only in costly fluorine phenol solvents which are difficult to handle (Makhija et al. 1997). In addition, even if it is dissolved in a solvent for a certain period, the length of the molecules with rigidity (Kuhn length) could be shorter, and the concentration of rigid parts in the molecules becomes too low in the solution. It turns into a normal liquid and a solution without liquid crystal, and therefore, it has been believed that the unique properties of TLCP never generate.
In this work, however, it is demonstrated that soluble TLCPs can be successfully developed. It is possible to dissolve the TLCP in n-methylpyrrolidone by optimizing the molecular design (Okamoto et al. 2006). Here, we have designated this soluble TLCP as sLCP.
A solvent casting film obtained from sLCP exhibits isotropic characteristics as well as a high temperature tolerance, an excellent gas barrier and a low water absorption. Furthermore, the sLCP film has a low dielectric loss at high frequencies and a high thermal conductivity, and it possesses high tear strength because the material is less anisotropic in comparison to extruded LCP films. With many advantages of sLCP film generated via the casting method, the film can be applied in electronic devices such as flexible printed circuit boards, film condensers, film dampers and gas barrier films. In addition, the solution viscosity of sLCP is low enough to allow a compounding of the polymer with a high amount of functional fillers and fibers in order to obtain multifunctional composite properties.
2.2.2 Film Preparation and Molecular Orientation of Soluble Liquid Crystal Polymer
Soluble LCP (sLCP) was supplied by Sumitomo Chemical Co., Ltd. (Tokyo, Japan) (Okamoto et al. 2005, 2006). The sLCP was dissolved in n-methylpyrrolidone. A LCP film was obtained from sLCP by a solvent casting method described as follows: The sLCP was applied to a substrate such as copper foil by bar coating and subjected to heat treatment at 100 °C for 1 h. The sLCP film was in an amorphous (non-crystalline) state and therefore transparent. The film was heated to 300 °C for 3 h under nitrogen atmosphere, and then the liquid crystal phase in the film was reached. After that, the film turned semitransparent or opaque.
The molecular orientation of both sLCP films made by an extrusion method and the solvent casting method were measured by Microwave Molecular Orientation Analyzer at 25 °C and a frequency of 12.58 GHz (MOA-5012A, Oji Scientific Instrument, Japan). Each film was inserted into a narrow gap between a pair of waveguides constituting the cavity resonator system. The polarized microwaves were irradiated perpendicular to the plane of the film that rotates for 6.0 s around the regular axis of the film plane, and the transmitted microwave intensity was measured at every degree of rotation angle (Osaki 1990, 1997). The angular dependence of transmitted microwave intensity, called the orientation pattern, was measured at a fixed frequency. The orientation pattern provides the molecular orientation angle (MOA) and the molecular orientation ratio (MOR). The direction, in which the transmitted microwave intensities are at a minimum, is designated as the orientation angle corresponding to the angle between the main axis of the molecular chain and the flow direction. Both parameters of MOA and MOR describe the extent of alignment of molecular chains with reference to the flow direction. The maximum-to-minimum ratio of transmitted microwave intensity is defined as MOR reflecting the mechanical anisotropy. For example, MOR of 1.0 reflects random orientation. This technique allows the easy determination of the molecular orientation in the film.
Figure 2.4 shows the typical orientation patterns of sLCP films made via extrusion and the solvent casting method by means of the Microwave Molecular Orientation Analyzer. The vertical axis is corresponding to the MD (machine direction) and the horizontal axis is corresponding to the TD (transverse direction). The orientation pattern of sLCP by the solvent casting method was round in shape and MOR was 1.0, representing a random orientation of sLCP in MD and TD. Because the solvent casting film of sLCP was obtained from the amorphous state in a solution by heat treatment, the anisotropy was not observed in the film. On the other hand, the lower transmitted microwave intensity was detected in the sLCP film made via extrusion, and MOR was 9.9 showing a higher quantity of sLCP chains aligned close to the MD.

Molecular orientation of sLCP film with extruding method (1) and casting method (2)
2.3 Applications and Potential Applications
2.3.1 Film Applications of HP-LCP and sLCP
Multifunctional thin films of both HP-LCP and sLCP have been successfully developed in response to the needs of an expanding market of heat resistant films. Different film production methods were adapted to HP-LCP and sLCP, respectively. In the case of HP-LCP, the inflation film production process was applied to obtain a biaxially oriented film. On the other hand, sLCP film was made via solvent casting method and exhibited intrinsic isotropic nature. In principle, the sLCP has the potential to allow the manufacturing of super thin films with thicknesses of less than 20 μm.
Table 2.1(C) shows the physical properties of HP-LCP inflation film and sLCP solvent casting film. In this case, the thickness of HP-LCP film and sLCP film were both 25 μm. In particular, an unique property of the HP-LCP film is its excellent gas barrier. Permeability tests were performed under hydrogen gas, oxygen gas and water vapor with the following conditions: 23 °C, 50 %RH and 0.1 MPa (1 bar), 23 °C, 60 % RH and 0.1 MPa (1 bar) and 40 °C, 90 % RH and 0.1 MPa (1 bar), respectively. All gas permeabilities measured were extremely low and belonged to the lowest values known for thermoplastic films. The reason for this effect should be the hindered motion of the naphthalene moiety in HP-LCP that restricts penetration mobility of gas molecules. The combination of the excellent gas barrier properties and the low water absorption rate are key properties and great advantages of HP-LCP film.
The biaxial orientation of molecular chains gained through the inflation process results in a high tensile strength of HP-LCP film with values of 330 MPa in MD and 300 MPa in TD, which showed minimal anisotropy. As it can be expected from the natural characteristic of TLCPs, the coefficient of mean linear thermal expansion (CTE) between 50 and 150 °C was very low (−2 ppm/°C) and the values in MD and TD were almost the same. It is interesting to note that the thermal conductivity of HP-LCP film was 0.38 W/m K which belongs to the highest level in pure polymers so far. Besides, a high breakdown voltage of 210 kV/mm of HP-LCP was observed. This means that HP-LCP might be suitable to serve as an insulation film for automotive motors and electric devices. HP-LCP film also demonstrated a low dielectric loss (tanδ) which is a key property for being applied as a substrate material of flexible printed circuit boards for high frequency signal transmission.
The sLCP solvent casting film shows that the tensile properties of MD and TD were almost the same, resulting from the isotropic nature of sLCP. With a value of 145 MPa, the tensile strength was high and the tensile elongation at maximum stress (24 %) showed ductile character. Additionally, with a tensile modulus value of 4 GPa, the sLCP film exhibits high stiffness so that it is possible to design even complex three-dimensional parts. No anisotropy of the CTE (32 ppm/°C) was observed between MD and TD. Furthermore, the hydrogen gas permeability of the sLCP film was significantly low as well as that of HP-LCP film because sLCP also has naphthalene moiety. The vibration damping property of sLCP is excellent in a wide frequency range, and due to the combination with other superior properties such as high heat resistance and high stiffness, the sLCP already has been commercially adopted as a vibration damper film of headphone diaphragm.
Another quite attractive feature of sLCP is that multifunctional properties can be imparted into the sLCP film by incorporating functional fillers and fibers with high loading since the solution viscosity of sLCP is significantly low.
In summary, both the HP-LCP film and the sLCP film have excellent multi-purpose properties such as high heat resistance, high gas barrier, low water absorption, unique dielectric properties and high dimension stability, which provide promising options for applications in high potential growth markets, e.g. energy (solar cells), high frequency (flexible printed circuit boards), display and electric/electronic applications such as electric motor insulators.
2.3.2 Microcellular Foam Injection Molding of HP-LCP
TLCPs mainly consist of two layers, a skin layer and a core layer. The skin layer has a dominant effect on the mechanical properties because of the high orientation of molecular chains (Cox 1987; Plummer et al. 1993b). The core layer of LCP does not have positive effects on mechanical properties and therefore it is possible to add another functionality to the core layer. One special option is to introduce a microcellular foam which was already successfully realized by using the Mucell® technology for the HP-LCP with high melt tension. The main idea was to reduce the total weight of the molded parts by incorporating air cells into the core layer. The specific flexural modulus, i.e. the ratio of flexural modulus and specific gravity, was measured for a microcellular foam article and a value of 5.0 MNm/kg was achieved. This value represents a more than 50 % increase compared to a standard injection molding part with only 3.2 MNm/kg. Therefore, a structural component made of HP-LCP and the Mucell® technology could be much lighter than those manufactured by the standard injection method.
2.3.3 Filler Reinforced HP-LCP Composite for Injection Molding
HP-LCP exhibits a quite attractive mechanical performance when incorporating fillers or fibers. Table 2.1(B) shows the physical properties of HP-LCP composite and LCP-E composite. For measuring mechanical properties Dumbbell-shaped specimens according to the JIS K7113 1(1/2) standard were used. Their overall length was 75 mm, the length of the narrow parallel-sided portion was 30 mm, the width of narrow portion was 5 mm and the thickness was 0.5 mm.
First, the physical properties of HP-LCP composite and LCP-E composite were compared in combination with short glass fiber (GF, 30 wt%). The deflection temperature under load (DTUL) of HP-LCP/GF30 composite was 285 °C and thus the same as that of LCP-E/GF30 composite, revealing that both composites possess high heat resistance. The tensile strength of HP-LCP/GF30 composite and LCP-E/GF30 composite were 210 and 150 MPa, respectively, showing that HP-LPC/GF30 composite has excellent mechanical performance. Similarly, the flexural strength of HP-LCP/GF30 composite was significantly increased compared to the LCP-E/GF30, while the flexural modulus was only marginally affected.
In particular, the incorporation of short carbon fiber (CF) to HP-LCP generated a markedly reinforcing effect on the mechanical properties. The tensile strength increased to 270 MPa and the flexural strength to 400 MPa for HP-LCP/CF30 composite. Indeed, the flexural modulus of 38 GPa for HP-LCP/CF30 composite is close to that for a magnesium alloy (45 GPa). Thus, HP-LCP/CF30 composite can be a promising candidate for replacing metals in structural components. The creep strain of HP-LCP/CF30 composite under a constant load of 6.2 MPa (62 bar) and at a temperature of 150 °C was only 1 % after 1000 h, and under the same testing conditions this value revealed better creep resistance than that of PPS/GF40 composite which showed a creep strain of 2 %. PPS/GF40 composite, however, is one of the most popular thermoplastic composites for structural components.
Because HP-LCP/CF composites possess high heat resistance and high strength and modulus as well as excellent dimension stability and thin-wall flowability, even complicated mechanical parts around an automobile engine have been considered for adaption.
It is interesting to note that after adding a reinforcing mica mineral filler (MC) with plate-like shape and high aspect ratio, the tensile strength of the HP-LCP/MC25 composite was measured to be 230 MPa, which is significantly higher than that of LCP-E/GF30 composite. In particular, the elongation at break dramatically increased to 8 %, which also indicates high fracture toughness of HP-LCP/MC25 composite. Furthermore, the data for the specific volume resistance of filler reinforced composites depended on the incorporated filler which is in agreement with the expectation.
2.3.4 Tribological Application of HP-LCP Composites
One of the important applications requiring materials with high heat resistance and high strength/modulus are tribological applications. In automotive applications, for example, bearings and seal rings have been used under severe sliding conditions, such as high temperature environment, high pressure and/or high speed. High performance polymer composites based on polyimide (PI) and polyetheretherketone (PEEK) are successfully used in many tribological applications and have already replaced metals. PI composites can impart excellent dimension stability to final parts because of being machined from plate-like or rod-like raw materials. The disadvantages of PI composites are their higher manufacturing costs and longer cycle times, which are typical challenges for thermoset materials. PEEK composites have the great advantage of lower manufacturing costs compared to thermosetting materials because an injection molding can be performed. However, in the case of thin-walled structures such as seal rings with a thickness of 1 mm, more than two injection gates need to be designed in the mold because the high melt viscosity for PEEK composites makes it difficult for the molten polymer to flow into a thin-walled mold. This means that at least one weld line exists in the final parts. The strength at the weld lines tends to be weak and the dimensions of final parts could change at the weld line.
Advanced tribology materials have been continuously required in industries. For example, a seal ring is a product for sealing engine oil in the gear box of automatic transmissions. Downsizing a car engine has been rapidly progressing for reducing CO2 emission. In order to provide a shorter overall length of the engine, the diameter of the engine shaft must become larger, and as a result, the size of the seal ring increases. Therefore, a thermoplastic composite with low melt viscosity should be beneficial. Additionally, since fine shapes are designed in each seal ring to improve the sealing performance, thermoplastic composites with low melt viscosity are also favorable in this aspect.
There are several advantages for the design of a single gate in a mold of injection molding. First, there is no concern about weld lines. Second, when the gate is on the edge of a molded article, the flow direction of molten polymer is parallel to the major axis of the product, expecting high strength attributed to the orientation of molecular chains along the major axis. Furthermore, a single gate makes the polymer flow simpler, anticipating the uniform dimensional stability of the molded article. Finally, multi-cavity molds can be designed for materials with low melt viscosity, resulting in a reduction of manufacturing costs by improving productivity.
HP-LCP is a promising matrix polymer for tribological applications because of its low melt viscosity, which is the typical nature of TLCPs, as well as high heat resistance and high strength and modulus. However, TLCPs have an intrinsic nature that results from the orientation of molecular chains in the skin layer of a molded article along MD, which generates fibrils easily from the surface.
It has been reported that tribological properties, such as coefficient of friction and wear rate, are significantly enhanced by incorporating nanoparticles into polymer composites (Zhang et al. 2004; Chang et al. 2005; Chang and Friedrich 2010). It has been proposed that the friction force is reduced by the rolling effect of hard nanoparticles at the contact surfaces between the polymer composite and the counterpart. In case of LCP composites, nanoparticles are expected to favorably affect the tribology behavior by modifying the surface skin layer as well as by inducing the rolling effect.
An HP-LCP composite with excellent tribological performance has been successfully developed (Komatsu and Maeda 2013). Short carbon fibers, PTFE and Al2O3 nanoparticles were incorporated into this material. The compounding of these fillers with HP-LCP was carried out by a twin screw extruder followed by injection molding to prepare test specimens. The injection molded specimens were cut into pins with a contact surface of 4 × 3 mm2 and then examined under dry sliding conditions without lubricant. Sliding wear tests were performed in a pin-on-disc configuration under different conditions. The disc counterpart was made of 100Cr6 ball bearing steel as specified in EN 10027-1. The roughness was Ra = 0.2 μm and the hardness HRC 60. All tests were conducted for a total running time of 20 h under a systematically varying combination of pressure and sliding speed. The friction force and the height change, i.e. wear of the specimen were measured continuously during this period. The characteristic wear properties are the coefficient of friction (CoF) and the specific wear rate (ws). The CoF relates the applied normal force FN with the resulting friction force FR, CoF = FR/FN, while the specific wear rate provides information about the material volume ablated under the specific running conditions, load, speed and time. These were calculated as average values between the running time of 15 and 20 h after reaching steady state wear conditions. The specific wear rate (ws) was then calculated as follows:
where Δh is the height change of the specimen during steady state wear process, A is the contact area, F N is the normal load and L is the total sliding distance.
In order to compare the tribological performance of HP-LCP composite with two reference materials, i.e. a PI composite containing PTFE and graphite, and a PEEK composite with PTFE and short carbon fibers, all composites were tested under the same sliding conditions. The PEEK composite was conditioned at 240 °C for 3 h before the sliding test. Table 2.2 shows the friction and wear properties of HP-LCP, PEEK and PI composite under a pressure of 1 MPa and a sliding speed of 1 m/s. One test was conducted at a room temperature of 23 °C, the other at controlled counterpart surface temperature of 190 °C.
At a temperature of 23 °C all composites showed excellent friction and wear properties and the CoF of the HP-LCP composite was the lowest among them. Although the ws of the HP-LCP composite was higher than that of the PI composite, the value was still much lower than that of the PEEK composite. The excellent tribological properties of the HP-LCP composite were attributed to a synergistic effect between superior mechanical properties of HP-LCP and probably a rolling effect induced by nanoparticles. Figure 2.5 shows the worn surface of HP-LCP composite under a pressure of 1 MPa, a sliding speed of 1 m/s and at 23 °C. The worn surface of HP-LCP composite was smooth and without fibrillation of molecules after the sliding test. A stable transfer film was formed on the counterpart, which is a key mechanism to obtain low friction and wear (Zhang 2010). Under more severe sliding conditions, i.e. a pressure of 16 MPa and a velocity of 1 m/s at 23 °C, the CoF of HP-LCP composite was measured to be 0.16 and the ws was 8.4 × 10−7 mm3/Nm. No failure of the HP-LCP composite could be observed, which demonstrates the suitability of HP-LCP composite for a wide range of pv (pressure × velocity) conditions.

Micrograph of the surface of HP-LCP composite after sliding wear test at a pressure of 1 MPa, sliding speed 1 m/s, 23 °C. Item A shows SCF, and item B represent Al2O3 nanoparticles
During the steady state of each test, the surface temperature of the counterpart against HP-LCP, PEEK and PI composite reached 33 °C, 35 °C, and 33 °C, respectively. Because the CoF of the PEEK composite was higher than the CoF of other composites, more friction heat was generated, resulting in a higher surface temperature of the counterpart.
A significant difference in the tribological performance among the three composites was observed at a temperature of 190 °C. Thermal destruction was not observed for the HP-LCP composite which is attributed to the high heat resistance of HP-LCP. Again, the CoF of the HP-LCP composite was the lowest among the three composites, and the ws was almost at the same level with that of the PI composite. The PEEK composite, on the other hand, showed a stick-slip phenomenon that resulted in a high CoF, high wear rate and unstable running conditions.
The processability of both the HP-LCP and the PEEK composite should be superior to that of the PI composite because these thermoplastics can be easily injection molded, anticipating significant lower manufacturing costs and cycle time. Compared to the PEEK composite, the melt viscosity of the HP-LCP composite was significantly lower, so that thin-walled parts or complex shape parts can be manufactured more easily.
2.3.5 Substrates of sLCP for Electronic Devices
The sLCP has excellent dielectric characteristics at high frequencies and low moisture absorption as shown in Table 2.1(C). The dielectric properties of the sLCP film were found to be constant up to a frequency of 25 GHz. Trials of sLCP as a substrate material of flexible printed circuit boards for higher frequency applications have been performed. Interestingly, the sLCP itself has a relatively high thermal conductivity. Its low viscosity allows the incorporation of a larger quantity of fillers to even further improve thermal conductivity. Trials have been continued in order to make use of sLCP as a substrate for metal based copper clad laminates (MCCL).
2.3.6 Coatings of sLCP for Tribological Application
Heat resistant and chemically resistant coating materials are attractive for applications in the automotive, aircraft and other industries. Guerriero et al. (2011) reported that coatings made of liquid crystal thermosetting polymers (LCT) showed markedly increased interface adhesion between LCT and an aluminum alloy substrate. Compared to a commercial LCP the LCT possessed higher hardness and stiffness, and this was favorable for their wear resistance. They concluded that LCTs have potential to serve as protective coatings for aerospace applications.
The solution viscosity of sLCP is significantly low, so that multifunctional properties can be induced by incorporating large amounts of functional fillers and fibers into the solution. Furthermore, a low solution viscosity makes it possible to utilize not only a solvent casting method but also a spray coating method which is a great advantage in respect of saving manufacturing costs and cycle time.
Using sLCP as a matrix new coating materials with low friction and wear were developed for tribological applications. The fillers were chosen to be graphite (Gr, Type RGC A39, Superior Graphite Europe Ltd.) with particle size of 10 μm as solid lubricant, alumina nanoparticles (Al2O3, Type Aeroxide Alu C, Evonik) with primary particle size of 13 nm, and short carbon fibers (SCF, Type A385, Tenax) with a diameter of 7 μm and a length of 40 μm. The characteristic specific surface area of powdery alumina is 100 m2/g.
The individual nanoparticles adhered to each other due to interactive forces and formed micro-agglomerates. Since the properties of nanocomposites may be influenced by the interface area, it is necessary to disperse and distribute individual nanoparticles homogeneously within the sLCP. This was done by applying mechanical shear forces using a dissolver and a three-roll calender dispersing device to generate a highly filled masterbatch. The masterbatch was subsequently thinned down and mixed with graphite and/or short carbon fibers.
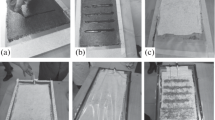
The Brookfield-viscosity of the neat sLCP at 22 °C was only 300 mPa s, and it was only 900 mPa s in case of the highly filled composite containing 23 vol% of Al2O3 nanoparticles, Gr and SCF in total. At a temperature of 60 °C the viscosity of the composite decreased to 260 mPa s. Therefore, reproducible thin films with constant thickness could be generated according to ASTM D 823 by an automatic film applicator coater (Zehntner ZAA 2300) on various substrates, e.g. copper, aluminum and steel. After the coating process, the mixtures were dried in an oven and then polymerized at elevated temperature of 300 °C for 5 h under vacuum. The neat sLCP coatings and the sLCP composite coatings showed a good adhesion to both copper and aluminum substrate, but not to steel.
Micrographs of cross sections of fractured coatings of sLCP/SCF/Gr/Al2O3 nanocomposites confirmed that Gr (Fig. 2.6(2), item C) and SCF (Fig. 2.6(2), item B) were homogeneously distributed in the polymer. Al2O3 nanoparticles were, however, difficult to be observed because of their spherical shape and small dimension, and they could not be distinguished from the fibrillar structures of the ductile fracture of sLCP (Fig. 2.6(1)). Furthermore, it was observed that sLCP adhered well to both SCF and Gr, which was demonstrated by plastically deformed and cavitated areas in the interface regions between SCF, Gr and sLCP (Fig. 2.7, items D, E). Tiny spherical structures might represent Al2O3 nanoparticles (Fig. 2.7, item F) and/or the ends of fractured sLCP fibrils.

Micrographs of the cryo-fractured coatings’ cross sections of (1) neat sLCP and (2) sLCP/Gr/SCF/Al2O3 nanocomposite with areas containing the Al2O3 nanoparticles (2, item A), the graphite (Gr) (2, item C) and the short carbon fibers SCF (2, item B)

SCF (item B) shows good adhesion to sLCP in interface regions (item D) and also to Gr (item E). The tiny spherical structures might represent Al2O3 nanoparticles (item F) but could also be the fractured loose ends of sLCP fibrils
Tribological properties were measured by using a plate-on-ring test setup. The counterpart was made from polished 100Cr6 bearing steel with a roughness Ra of 0.2 μm. The constant normal force was set to 10 N and the velocity to 1 m/s under dry (unlubricated) running conditions. The coefficient of friction (CoF) was measured continuously over the whole running time of 4 h for each test. Six specimens were tested for each material.
The tribological behavior of sLCP composites is shown in Fig. 2.8. Data for the friction coefficient (CoF) and the specific wear rate (ws) are presented. This data demonstrates the improvement of tribological properties of sLCP due to solid lubricant Gr, Al2O3 nanoparticles, and SCF. It is observed that the Al2O3 nanoparticles did not exert a strong friction or wear reducing effect. Instead, it is Gr that slightly reduced CoF and also ws. The highest friction and wear reduction was indeed gained by the combination of Gr with SCF. In case of the composite materials containing Gr/SCF or Gr/SCF/AL2O3 nanoparticles (5 %) a decrease of the CoF by nearly 40 % from 0.38 to 0.23 was observed, and the ws was reduced by more than one decade from 3.95 × 10−6 to 0.27 × 10−6 mm3/Nm. The latter could be verified for both substrate types, copper and steel. The tribological performance of sLCP/Gr/SCF/Al2O3 nanoparticles is comparable to that of high performance composite coatings based on polyamidimide (PAI), e.g. PAI/Gr/SCF (Rasheva 2014). Such PAI composites may serve e.g. as coatings on piston skirts and slide bearings used in the automotive industry. The special advantage of sLCP over PAI is its low viscosity, which allows reinforcing the polymer with a large amount of fillers and especially fibers to further improve mechanical and wear performance, and even extended functionality for cutting edge performance and broad applicability in the future.

Coefficient of friction (CoF) and specific wear rate (ws) of sLCP composites
2.4 Conclusions and Future Perspectives
Two kinds of LCP with naphthalene-rich structure and without the commonly used HBA monomer were reported. High performance LCP (HP-LCP) has demonstrated to possess excellent hydrolysis resistance, high strength and modulus, low gas permeability and unique dielectric properties. HP-LCP composites for injection molding are a promising candidate for structural components of transportation industries. The flexural modulus of carbon-fiber reinforced HP-LCP composite was significantly high and close to that for magnesium alloy, which might promote the replacement of metals for primary and secondary structural components. The tribological performance of HP-LCP was excellent even under high temperatures because of the synergistic effect of HP-LCP with high heat resistance and incorporated nanoparticles. Furthermore, the low melt viscosity and the relatively high melt tension qualify HP-LCP as quite suitable for film and fiber production as well as for injection molding applications. The HP-LCP film made via inflation method has biaxial orientation, resulting in the high mechanical performance in both machine direction (MD) and transversal direction (TD). Additionally, TLCP fiber was successfully developed from HP-LCP, exhibiting the tensile strength of 4200 MPa and the tensile modulus of 77 GPa.
Soluble LCP (sLCP) can be dissolved in NMP which is widely used in industries. The solvent casting film of sLCP shows isotropic nature in the in-plane direction, low gas permeability, excellent dielectric and tribological performance. The sLCP allows the coating and production of complex parts based on low solution viscosity. Additionally, high filler loading into sLCP is possible, and therefore wide opportunities exist to impart multifunctional properties to the material. Ongoing efforts focus on developing new applications for HP-LCP and sLCP. It is expected that this work strongly contributes to opening the door towards advanced applications for TLCPs.
References
Agarwal US, Mashelkar RA (1992) Diffusion of rigid rodlike molecules across interfaces: implications in welding of liquid-crystalline polymers. Macromolecules 25:6703–6704
Brolly JB, Bower DI, Ward IM (1996) Diffusion and sorption of CO2 in poly(ethylene terephthalate) and poly(ethylene naphthalate). J Polym Sci: Part B Polym Phys 34:769–780
Brooks GT (1992) Crystalline polyphthalamide composition having improved properties. US Patent 5,098,940, 24 Mar 1992
Calundann GW (1979) Polyester of 6-hydroxy-2-naphthoic acid and para-hydroxy benzoic acid capable of readily undergoing melt processing. US Patent 4,161,470, 17 July 1979
Chang L, Friedrich K (2010) Enhancement effect of nanoparticles on the sliding wear of short fiber-reinforced polymer composites: a critical discussion of wear mechanisms. Tribol Int 43:2355–2364
Chang L, Zhang Z, Breidt C, Friedrich K (2005) Tribological properties of epoxy nanocomposites: I. Enhancement of the wear resistance by nano-TiO2 particles. Wear 258:141–148
Chiou JP, Paul DR (1987) Gas transport in a thermotropic liquid-crystalline polyester. J Polym Sci: Part B Polym Phys 25:1699–1707
Cox MK (1987) The application of liquid crystal polymer properties. Mol Cryst Liq Cryst 153:415–422
De Candia F, Renzulli A, Vittoria V, Roviello A, Sirigu A (1990) Transport properties of a thermotropic liquid-crystalline polyester. J Polym Sci: Part B Polym Phys 28:203–211
East AJ, Charbonneau LF, Calundann GW (1982) Poly(ester-amide) capable of forming an anisotropic melt phase derived from 6-hydroxy-2-naphthoic acid, dicarboxylic acid, and aromatic monomer capable of forming an amide linkage. US Patent 4,330,457, 18 May 1982
Fellahi S, Meddad A, Fisa B, Favis BD (1995) Weldlines in injection-molded parts: a review. Adv Polym Technol 14:169–195
Guerriero G, Alderliesten R, Dingemans T, Benedictus R (2011) Thermotropic liquid crystalline polymers as protective coatings for aerospace. Prog Org Coat 70:245–251
Hu YS, Schiraldi DA, Hiltner A, Baer E (2003) Structural model for oxygen permeability of a liquid crystalline polymer. Macromolecules 36:3606–3615
Kalika DS, Yoon DY, Iannelli P, Parrish W (1991) Structural, dielectric, and rheological characterization of thermotropic liquid crystalline polyesters based on 4-hydroxybenzoic acid, 4,4′dihydroxybiphenyl, terephthalic acid, and isophtalic acid. Macromolecules 24:3413–3422
Kanehashi S, Kusakabe A, Sato S, Nagai K (2010) Analysis of permeability; solubility and diffusivity of carbon dioxide; oxygen; and nitrogen in crystalline and liquid crystalline polymers. J Membr Sci 365:40–51
Komatsu S, Maeda M (2013) Liquid crystal polyester composition. JP Patent pending
Light RR, Seymour RW (1982) Effect of sub-Tg relaxations on the gas transport properties of polyesters. Polym Eng Sci 22:857–864
Makhija S, Haider MI, Chenevey EC, Jaffe M (1997) High barrier transparent films. US Patent 5,672,426, 30 Sep 1997
Massey LK (2003) Plastics design library: Permeability properties of plastics and elastomers, a guide to packaging and barrier materials, 2nd edn. William Andrew, New York, pp 259–279
McGonigle EA, Liggat JJ, Pethrick RA, Jenkins SD, Daly JH, Hayward D (2001) Permeability of N2, Ar, He, O2 and CO2 through biaxially oriented polyester films—dependence on free volume. Polymer 42:2413–2426
Mori D, Hirose K (2009) Recent challenges of hydrogen storage technologies for fuel cell vehicles. Int J Hydrogen Energy 34:4569
Nguyen-Chung T (2004) Flow analysis of the weld line formation during injection mold filling of thermoplastics. Rheol Acta 43:240–245
Okamoto S, Hosoda T (2006) Aromatic liquid-crystalline polyester. US Patent 7,014,921 B2, 21 Mar 2006
Okamoto S, Ohtomo S, Katagiri S (2006) Liquid-crystalline polyester solution composition. US Patent 7,022,807 B2, 4 Apr 2006
Okamoto S, Yano K, Fujiwara M, Aitsu K (2004) Method for producing liquid crystalline polyester. JP Patent 2004083778A, 28 Aug 2002
Okamoto S, Yu R, Djourelov N, Suzuki T (2005) Study on the thermal behavior of a solution-cast liquid-crystalline polymer film by positron-annihilation lifetime spectroscopy. Polymer 46:6455–6460
Osaki S (1990) Explanation of orientation patterns determined for sheet materials by means of microwaves. J Appl Phys 67:6513–6519
Osaki S (1997) A new microwave cavity resonator for determining molecular orientation and dielectric anisotropy of sheet materials. Rev Sci Instrum 68:2518–2523
Pavel D, Shanks R (2003) Molecular dynamics simulation of diffusion of O2 and CO2 in amorphous poly(ethylene terephthalate) and related aromatic polyesters. Polymer 44:6713–6724
Plummer CJG, Wu Y, Davies P, Zulle B, Demarmels A, Kausch HH (1993a) The short- and long-term mechanical properties of filled and unfilled thermotropic liquid crystalline polymer injection moldings. J Appl Polym Sci 48:731–740
Plummer CJG, Zulle B, Demarmels A, Kausch HH (1993b) The structure of filled and unfilled thermotropic liquid crystalline polymer injection moldings. J Appl Polym Sci 48:751–766
Rasheva Z (2014) Functional coatings for fast running machine elements with integrated tribological functionality. PhD thesis, Institut für Verbundwerkstoffe GmbH, University of Kaiserslautern, Germany
Rath T, Kumar S, Mahaling RN, Mukherjee M, Das CK, Pandey KN, Saxena AK (2007) Flexible composite of PEEK and liquid crystalline polymer in presence of polyphosphazene. J Appl Polym Sci 104:3758–3765
Rueda RD, Varkalis A (1995) Water sorption/desorption kinetics in poly(ethylene naphthalene-2,6-dicarboxylate) and poly(ethylene terephthalate). J Polym Sci: Part B Polym Phys 33:2263–2268
Tjong SC (2003) Structure, morphology, mechanical and thermal characteristics of the in situ composites based on liquid crystalline polymers and thermoplastics. Mater Sci Eng R 41:1–60
Wang L, Allan PS, Bevis MJ (1995) Enhancement of internal weld line strength in thermotropic liquid crystal polymer moldings. Plast Rubber Compos Process Appl 23:139–150
Wang Y, Xu J, Cheng SX, Pramoda KP, Chung TS, Goh SH (2003) Thin-film polymerization and characterization of Sumitomo’s Sumikasuper®-type liquid crystalline polymers. Liq Cryst 30:753–764
Weinkauf DH, Paul DR (1992a) Gas transport properties of thermotropic liquid-crystalline copolyesters. I. The effects of orientation and annealing. J Polym Sci: Part B Polym Phys 30:817–835
Weinkauf DH, Paul DR (1992b) Gas transport properties of thermotropic liquid-crystalline copolyesters. 2. The effect of copolymer composition. J Polym Sci: Part B Polym Phys 30:837–849
Zhang Z, Breidt C, Chang L, Haupert F, Friedrich K (2004) Enhancement of the wear resistance of epoxy: short carbon fibre, graphite, PTFE and nano-TiO2. Compos Part A 35:1385–1392
Zhang G (2010) Structure–tribological property relationship of nanoparticles and short carbon fibers reinforced PEEK hybrid composites. J Polym Sci: Part B Polym Phys 48:801–811
Acknowledgements
The authors are grateful for the support of the technical staff at IVW, and especially the fruitful discussions with Dr. Ga Zhang and the contribution of Mr. Andreas Gutmacher.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2015 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Komatsu, S., Wetzel, B., Friedrich, K. (2015). Novel Liquid Crystal Polymers with Tailored Chemical Structure for High Barrier, Mechanical and Tribological Performance. In: Thakur, V., Kessler, M. (eds) Liquid Crystalline Polymers. Springer, Cham. https://doi.org/10.1007/978-3-319-20270-9_2
Download citation
DOI: https://doi.org/10.1007/978-3-319-20270-9_2
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-20269-3
Online ISBN: 978-3-319-20270-9
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)