
Abstract
The influence of laser treatment on the structure, mechanical properties and wear resistant casting of aluminium alloys has been studied. The main objective of this investigation was to improve the tribological and mechanical properties of the surface layer of the aluminium alloy AlMg5Si2Mn by remelting and feeding the chromium particles into the melt pool with a rapid solidification. The applied size of the chromium particles have been in the range 50–120 μm. For the remelting of the surface a high power diode laser (HPDL) was used. The applied laser beam power is in the range from 1.8 to 2.2 kW. The linear laser scan rate of the beam was set to 0.5 m/min. The chromium powder has been introduced in the melt pool using a gravity feeder at a constant rate of 2 g/min. The application of the laser surface treatment of aluminum alloys enables us to obtain too much harder and better wear resistance compared to based materials.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
The dynamic development of the industrial economy makes it necessary to find better and more advanced engineering materials able to meet the new demands [1–26]. Research is being conducted to improve mechanical and functional properties of all groups of engineering materials. There are very interesting possibilities given to materials such as aluminum and magnesium through light alloys [1–8]. The low density of aluminum or magnesium in comparison to steel and the rather simple possibilities to improve mechanical properties and to make it wear resistant is one of the main reasons why these materials are increasingly being used in particular applications where it is important to reduce the mass of elements or where corrosion resistant materials are necessary, such as in the automotive and aerospace industry and air transport. Very significant treatment enhancing properties of metals such as aluminium, magnesium and elements made therefrom are often subject to widely used surface treatment technologies [11–15, 20, 23–26]. A laser beam provides very precise delivery of energy and consequently can better and faster implement technological operations in layer treatments. The layer formed on the metal must be characterized through the high hardness and toughness, high fatigue strength and impact resistance as well as resistance to high and low temperature (creep and fracture toughness), thermal shock and the appropriate thermal conductivity. The properties of the obtained surface layers to a large extent depend on their structure, porous, material discontinuities, uniform chemical composition and phase composition. Laser radiation is also very often used for improvement of mechanical and tribological properties different engineering materials [9–23]. The laser surface treatment is currently often used for forming the structure and properties of the surface layer of not only light metals. Laser is used for reduce porosity and discontinuity in the material on the top surface in order to increase corrosion resistance [18, 19].
Goal of this investigation was to improve the mechanical properties and wear resistance in comparison to the substrate material by remelting the substrate with a small depth (max 1.5 mm) and feeding the chromium particles into the molten pool followed by a rapid solidification.
2 Methodology of Research, Material for Research
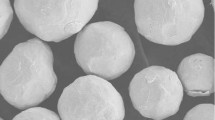
As the substrate an aluminum alloy with EN-AC 51500 magnesium was used. The chemical composition of the applied aluminium alloy is presented in Table 1. Chromium particles have been used to improve the mechanical properties and wear resistance of the surface layers. The size and shape of the particles used in the process of laser treatment has been presented in Fig. 1. The gradation of the applied particles of chromium powder was in the range of 50–120 μm.

Morphology of the chromium powder in the initial state
The heat source was a high power diode laser (HPDL). The high power diode laser was characterized by the very high power density of the laser beam under normal conditions of up to 107 W/cm2. This makes the thermal impact on the detail limited and thus causes only minor thermal stress and strain. The high power diode laser (HPDL) was used to introduce the chromium powder into the aluminum alloy matrix. Because of the limited diffusion of hydrogen, oxygen and nitrogen gas from the atmosphere the process of melting the surface, has been carried out in argon atmosphere. The chromium powder was introduced into the molten pool by a rotary powder feeder with a fixed and predetermined amount of 2 g/m. The parameters of the laser treatment process is shown in Table 2. The shape and distribution of the undissolved Cr particles and precipitates in the aluminum alloy matrix was examined by scanning electron microscopy. The reinforcing phase constituted of undissolved particles of chromium powder and intermetallic phases formed on the basis of chromium. To verify mechanical and tribological properties of the obtained layers such tests were made:
-
hardness of the surface layers,
-
microhardness along the cross-section of the solidification molten pool,
-
wear resistant test “ball on plate”.
The hardness of the surface has been measured steel ball with a steel ball with a diameter of 1/16 in. and a load 60 kgf (HRF scale). The microhardness of the cross-section remelted layers were measured by using Vickers Microhardness testers with an applied load of 100 gf. The wear resistance of the layers was obtained by the laser surface modification was examined using the tribological “ball on plate” test. The surface before the tribological test was grinded using an abrasive paper of grain size 68 μm. The aluminum oxide ball (Al2O3) was used as a counter sample in the tribological test. Parameters of wear resistant test is presented in the Table 3. Wear tack and product of wear obtained as a result of the tribological test was observed in the scanning electron microscope and analyzed using the EDS detector. Scanning electron microscopy to determine the shape and placement of the undissolved chromium particles and precipitation in the aluminium matrix also has been used.
3 Results and Discussion
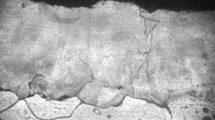
In order to obtain a quasi-composite structure of the surface layer of the aluminum alloy ENAC-AlMg5Si2Mn chromium powder was used. A high power diode laser (HPDL) was used for the melting of the surface. During the laser alloying most of the powder was dissolved in the aluminum alloy matrix. There were also single undissolved chromium particles observed in the remelted zone (Fig. 2c, d).

Structure of the layers obtained during the laser treatment with the power a 1.8 kW, b 2.2 kW and c, d chemical analysis of the undissolved particles
The greatest amount of metal powder introduced to the molten pool was observed for the smallest applied laser power 1.8 kW (Fig. 3). This phenomenon is due to the moderate the impact of the laser beam (heat and lower pressure produced in melting area) on the dosed chromium powder and a liquid pool, when compared to the higher powered laser at 2.2 kW. The structure of the layers in the AlMg5Si2Mn aluminium alloy obtained by the laser alloying is presented in the Fig. 2a, b.

Structure of the layers obtained during the laser alloying with the power a 1.8 kW, b 2.2 kW and c, d chemical analysis of the layers
Structure observation of the composite layers has shown uniform distribution of chromium powder in the liquid molten pool on a depth of about 0.7–1.7 mm (Fig. 2a, b). Analysis of the structure of the layers showed that the chromium particles are closely associated with the aluminium alloy matrix. No cracks, voids and pores were observed around the embedded particles which may indicate a good wettability of the particles by the matrix material.
Analysis of the cross section of the obtained layer and the surface topography showed that both on the top surface and inside surface layer, there is no demonstrable porosity or discontinuity. In the surface layer obtained during the alloying by the lower power of the laser beam there were observed many more undissolved particles of chromium (Figs. 2a, b and 4). Also the obtained depth was lower at about 0.4 mm compared to the maximum power of the laser. The topography of the layers obtained by the laser treatment are presented in Fig. 4.

Topography of the surface a after alloying with the 2.0 kW powered laser, b alloying and grinding and c chemical analysis at the point
The “ball-on-plate” test of the layers and based material AlMg5Si2Mn confirmed the increase of the wear resistance of the surface after laser treatment. It was also observed that the higher power of the laser beam did not affect wear resistance (Fig. 5). This phenomenon is caused by the distribution of the introduced metal particles in a larger volume of the deeper layer obtained during the laser treatment with the maximum power of the laser beam. The smaller power of the laser beam created a shallower layer. In result the same amount of the powder was introduced in the shallower remelting as with the maximum power laser beam. The lower heat input caused faster heat transfer from the volume of the aluminium and faster crystallization of the remelted area after the laser treatment. In all cases the layers enriched with chromium have not been interrupted. The topography of the wear track with the chemical analysis is presented in the Fig. 6.

Wear track after “ball-on-plate test” a based aluminium alloy AlMg5Si2Mn, and layers obtained the laser alloying with the power of the beam, b 2.2 kW, c 2.0 kW and d 1.8 kW

Chemical analysis of the wear track after tribological test the surface layers obtained during laser the alloying with the beam power a 2.2 kW and b 1.8 kW
The analysis of the product (the powder obtained during the scratched and abrasion) of the wear test did not reveal the presence of large particles of the metal powder removed from the surface or hard phases created by the laser alloying. The wear product after the tribological test of the aluminium alloy without the layers include large particles of aluminum uprooted from the surface particles. This kind of wear product confirms that the dominant mechanism was destructive chipping. The wear product of the layers enriched by the the chromium powder particles for all cases consisted of the fine powder. The product of the wear test is presented in the Fig. 7.

Wear product after the “ball on plate” test. The samples a with layer formed by laser treatment with the power of 2.2 kW and b AlMg5Si2Mn without the laser surface treatment
The smallest roughness of the track was measured for the layer after laser alloying by the chromium powder with power of the laser beam 1.8 kW. The highest measured roughness was identified for untreated sample and their surface. It is closely related with the increasing hardness of the tested materials after the laser treatment.
During the wear resistance test the friction coefficient was also measured (Fig. 8). The analysis of the data showed a lower friction coefficient for the samples after laser treatment by about 0.2. Futhermore, the friction coefficient curve for samples after laser alloying was smoother when compared to the based material.

The friction coefficient as a function of the distance registered during the “ball on plate” test for samples with composite layers obtained by laser treatment at the powers: a 1.8 and b 2.2 kW
The irregular nature of the friction coefficient curve from the AlMg5SiMn2 sample is caused by the removal of particles from the aluminum surface and the adhesive which connects the aluminum with the ceramic counter-specimen. The reason for this phenomenon is the lower tendency of the adhesive connect the counter-specimen (Al2O3) with the remelted layer enriched in chromium particles and created during the laser alloying phases with chromium. The presence in the volume of solidification molten pool the phase was created as a result of the laser alloying providing an increase of the wear resistance and as a result the wear track is more smooth. The results of the measurements of size and roughness of the wear track surface i shown in Fig. 5 and Table 4.
Observations of the wear track using scanning electron microscopy and analysis of the chemical composition using X-ray spectrometry confirmed the nature of the wear of the based material and the samples after laser treatment. Analysis of the wear track using scanning electron microscopy and analysis of the chemical composition using X-ray spectrometry confirmed that the layer on the aluminium alloy surface had not been interrupted. On the bottom part of the crater the chromium particles in aluminium matrix was confirmed. The topography of the wear track layers obtained during the laser treatment was much smoother and did not contain particles torn from the surface (Fig. 9b). The topography of the wear track and its the chemical analysis is presented in the Fig. 6a−b. The wear track of the samples without laser treatment have visible traces of losses caused by fissures, wear and ridging of material particles from the substrate (Fig. 9a).

Wear track after tribological “ball-on-plate” test of the sample: a auminium alloy AlMg5Si2Mn without laser treatment and b layers obtained during the laser treatment with the power 2.0 kW
Comparing the hardness of the based aluminum alloy AlMg5Si2Mn and the layers obtained during the surface alloying has shown the significant impact of the laser treatment on the obtained results. The greatest increase of hardness was observed for the sample after laser alloying with a 1.8 kW powered laser beam, which was due to the great amount of powder applied to the top part of the obtained layers. The results of the hardness test are presented in Table 4.
For testing the change of hardness on the obtained layers as a correlate of their depth along the cross-section, the Vickers microhardness test has been used. The test shows an increase of the hardness in solidification molten pool in all cases. The greater hardness increase was measured from the layers obtained during the alloying with the smaller power of the laser beam, then layers depth was the smallest. The greater depth of the remelted area was observed from the layers obtained with the highest power of the laser, but the maximum hardness was smaller when compared to those obtained by the lower powered laser (at 1.8 kW). The results of the microhardness test is presented on the Fig. 10.

Microhardness along the cross section of composite layers obtained at different laser powers
4 Conclusions
Based on the findings our analysis it can be unambiguously stated that the resulting layer has a greater hardness and better wear resistance compared to the base material. The wear resistance test demonstrated that the best properties of wear resistance belonged to samples which were obtained by using the lowest power laser, at 1.8 kW. An increase in the laser beam power during the alloying of Al Mg5Si2Mn aluminium alloy by the high power diode laser (HPDL) did not cause a growth of the wear resistance composite layers. The analysis of the results of the friction coefficient at a function of distance confirmed that the introduction of chromium particles into the aluminum alloy matrix reduces the friction coefficient by 0.2 compared to the based aluminium alloy. Introducing the chromium particles to the aluminium matrix greatly increases the mechanical properties and and the wear resistance of the top surface layer of aluminum alloy. Increasing the laser beam causes a greater remelting zone but the maximum hardness of this layers is lower compared to the layers obtained with the power of the laser beam of 1.8 kW.
References
ASM International (1993) ASM Handbook, aluminum and aluminum alloys. ASM International, Ohio
Bäckerud L, Chai G, Tamminen J (1990) Solidification characteristics of aluminum alloys. AFS/ Skanaluminium, Illinois
Dobrzański L, Maniara R, Sokolowski J et al (2007) Applications of the artificial intelligence methods for modeling of the ACAlSi7Cu alloy crystallization process. J Mater Process Technol 192–193:582–587. doi:10.1016/j.jmatprotec.2007.04.022
Dobrzański L, Sitek W, Krupiński M, Dobrzański J (2004) Computer aided method for evaluation of failure class of materials working in creep conditions. J Mater Process Technol 157–158:102–106. doi:10.1016/j.jmatprotec.2004.09.020
Dobrzański L, Tomiczek B, Pawlyta M, Król M (2014) Aluminium AlMg1SiCu matrix composite materials reinforced with halloysite particles. Arch Metall Mater. doi:10.2478/amm-2014-0055
Dobrzański L, Tański T, Trzaska J (2010) Optimization of heat treatment conditions of magnesium cast alloys. MSF 638–642:1488–1493. doi:10.4028/www.scientific.net/msf.638-642.1488
Tański T, Dobrzański L, Čížek L (2007) Influence of heat treatment on structure and properties of the cast magnesium alloys. AMR 15–17:491–496. doi:10.4028/www.scientific.net/amr.15-17.491
Dobrzański L, Tański T (2009) Influence of aluminium content on behaviour of magnesium cast alloys in bentonite sand mould. SSP 147–149:764–769. doi:10.4028/www.scientific.net/ssp.147-149.764
Partes K, Sepold G (2008) Modulation of power density distribution in time and space for high speed laser cladding. J Mater Process Technol 195:27–33. doi:10.1016/j.jmatprotec.2007.05.052
Kennedy E, Byrne G, Collins D (2004) A review of the use of high power diode lasers in surface hardening. J Mater Process Technol 155–156:1855–1860. doi:10.1016/j.jmatprotec.2004.04.276
Hashim J, Looney L, Hashmi M (2001) The wettability of SiC particles by molten aluminium alloy. J Mater Process Technol 119:324–328. doi:10.1016/s0924-0136(01)00975-x
Rana RS, Purohit R, Das S (2012) Reviews on the influences of alloying elements on the microstructure and mechanical properties of aluminum alloys and aluminum alloy composites. Int J Sci Res Publ 2(6):2250–3153
Das S, Mondal D, Sawla S, Ramakrishnan N (2008) Synergic effect of reinforcement and heat treatment on the two body abrasive wear of an Al–Si alloy under varying loads and abrasive sizes. Wear 264:47–59. doi:10.1016/j.wear.2007.01.039
Liu Z, Zu G, Luo H et al (2010) Influence of Mg addition on graphite particle distribution in the Al alloy matrix composites. J Mater Sci Technol 26:244–250. doi:10.1016/s1005-0302(10)60041-2
Ren S, He X, Qu X et al (2007) Effect of Mg and Si in the aluminum on the thermo-mechanical properties of pressureless infiltrated SiCp/Al composites. Compos Sci Technol 67:2103–2113. doi:10.1016/j.compscitech.2006.11.006
Bonek M, Dobrzański L (2010) Characterization performance of laser melted commercial tool steels. MSF 654–656:1848–1851. doi:10.4028/www.scientific.net/msf.654-656.1848
Dobrzański L, Bonek M, Piec M, Jonda E (2006) Diode laser modification of surface gradient layer properties of a hot-work tool steel. MSF 532–533:657–660. doi:10.4028/www.scientific.net/msf.532-533.657
Brytan Z, Bonek M, Dobrzański L, Pakieła W (2011) Surface layer properties of sintered ferritic stainless steel remelted and alloyed with FeNi and Ni by HPDL laser. AMR 291–294:1425–1428. doi:10.4028/www.scientific.net/amr.291-294.1425
Brytan Z, Grande M, Rosso M et al (2011) Stainless steels sintered form the mixture of prealloyed stainless steel and alloying element powders. MSF 672:165–170. doi:10.4028/www.scientific.net/msf.672.165
Tański T (2014) Determining of laser surface treatment parameters used for light metal alloying with ceramic powders. Materialwissenschaft und Werkstofftechnik 45:n/a-n/a. doi: 10.1002/mawe.201400232
Dobrzański L, Labisz K, Jonda E, Klimpel A (2007) Comparison of the surface alloying of the 32CrMoV12-28 tool steel using TiC and WC powder. J Mater Process Technol 191:321–325. doi:10.1016/j.jmatprotec.2007.03.091
Dobrzański L, Labisz K, Klimpel A (2006) Comparison of mechanical properties of the 32CrMoV12-28 hot work tool steels alloyed with WC, VC and TaC powder using HPDL laser. KEM 324–325:1233–1236. doi:10.4028/www.scientific.net/kem.324-325.1233
Labisz K (2014) Microstructure and mechanical properties of high power diode laser (HPDL) treated cast aluminium alloys. Materialwiss Werkstofftech 45:314–324. doi:10.1002/mawe.201400231
Tański T (2013) Characteristics of hard coatings on AZ61 magnesium alloys. Strojniški vestnik. J Mech Eng 59:165–174. doi:10.5545/sv-jme.2012.522
Tański T, Labisz K, Lukaszkowicz K (2013) Structure and properties of diamond-like carbon coatings deposited on non-ferrous alloys substrate. SSP 199:170–175. doi:10.4028/www.scientific.net/ssp.199.170
Tański T, Labisz K (2012) Electron microscope investigation of PVD coated aluminium alloy surface layer. SSP 186:192–197. doi:10.4028/www.scientific.net/ssp.186.192
Acknowledgments
Wojciech Pakieła is a holder of a scholarship from project “DoktoRIS—Scholarship Program for Innovative Silesia”, co-financed by the European Union under the European Social Fund.
This research was financed partially within the framework of the Scientific Research Project No. 2011/01/B/ST8/06663 headed by Dr Krzysztof Labisz.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2015 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Tański, T., Pakieła, W., Wiśniowski, M., Dobrzański, L.A. (2015). Shaping of Surface Layer Structure and Mechanical Properties After Laser Treatment of Aluminium Alloys. In: Öchsner, A., Altenbach, H. (eds) Mechanical and Materials Engineering of Modern Structure and Component Design. Advanced Structured Materials, vol 70. Springer, Cham. https://doi.org/10.1007/978-3-319-19443-1_7
Download citation
DOI: https://doi.org/10.1007/978-3-319-19443-1_7
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-19442-4
Online ISBN: 978-3-319-19443-1
eBook Packages: EngineeringEngineering (R0)