
Abstract
5A06 aluminum alloy sheets were welded using a 4 kW fiber laser with SAl-Mg5 filler. Processing parameters such as laser power, welding speed and wire filler speed were optimized with the objective of producing a welded joint with complete penetration and smooth welding profile. Influence of heat input on microstructures and mechanical properties of butt joints have been studied. The results show that the microstructure of the welding seam was dense columnar crystals near to the fusion area and fine dendrites in the center. The crystal of heat affected zone (HAZ) was coarsening and increased slightly with increasing heat input, but the width of HAZ was only about 80 μm. With increasing heat input, the mechanical properties of butt joints were improvement and the damage position was migrating from HAZ to base metal. Scanning electron microscope (SEM) observation on the fracture surface of welded joint showed that the pores exerted a great influence on the reduction in strength and elongation, but the microstructure of the welding seam hardly affected the tensile properties.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1 Introduction
5A06 aluminum alloy belongs to Al–Mg alloy, which is one of the most widely used aluminum alloy in the welded structure because of its good corrosion resistance, high specific strength, and good weld ability. It has been widely used in many industrial fields such as aerospace, automotive, machinery manufacturing, electrical and chemical industry. Until now, the welding of this alloy is mainly using the conventional arc welding methods such as metal-arc inert-gas (MIG), tungsten inert-gas (TIG) and so on. However, due to the low melting point, high heat conduction coefficient, low density, large linear expansion coefficient and other characteristics of the 5A06 aluminum alloy, it is very easy to formation the pores, cracks, heat distortion, and other welding defects in the weld and heat affected zone. In particular, the softening of heat-affected zone after going through arc welding thermal cycle lead to the joint strength of arc welding is often much lower than the base material strength, which seriously restricted its application in industry [1].
Use high-energy laser beam to welding the aluminum alloy can greatly improve the performance of joints because of its high energy density, but it can also lead to the evaporation of high-temperature volatile alloying elements (such as Mg), which greatly reduce the performance of weld joints. In addition, the burning of alloying elements in laser welding can result in some weld shape defects such as undercut, crack and porosity, which further lead to a decline in mechanical properties of joints [2, 3]. Added the filling wire in laser welding can eliminate the above problems, and many studies about it have been carried out [4–7]. However, the relationship between laser welding heat input and performance of joints are still lack of systematic research.
In this paper, 5A06 aluminum alloy sheets with thickness of 2.0 mm were welded using a 4 kW fiber laser with SAl-Mg5 filler. The relationship between laser welding heat input and performance of joints were studied through the tensile test and microstructure observation of weld joint.
2 Experimentations
The base material used in this study was 5A06 aluminum alloy with thickness of 2.0 mm. SAl-Mg5 aluminum wire (1.0 mm in diameter) was used as filler wire. The chemical compositions of base material and filler wire are exhibited in Table 1. The welding direction is along the rolling direction of the aluminum alloy plate (150 mm × 100 mm). Argon gas was used as shielding gas and the flow rate was 16 l/min.
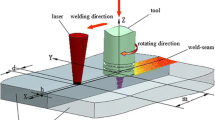
Experiments were carried out by using a 4 kW YLR4000 IPG fiber laser and a VR7000 fronius wire feeder. The filler wire was supplied just ahead the laser beam at an angle of 30° with respect to the surface normal, which can avoid laser leaking through the gap of the butt joint. The focus point of the laser beam was set at the substrate surface, as shown in Fig. 1. The parameters of the laser welding experiments are shown in Table 2.

Fracture position of tensile specimen (a, b in base metal and c, d in HAZ)
3 Results and Discussions
Laser power and welding speed are two main factors that affect the quality of the joints in laser welding. The matching relationship between them has a directly affection on the geometric morphology, microstructure and mechanical properties of the joints. In order to better understand the synergistic effect of laser power and welding speed on the quality of welded joints. The ratio of laser power and welding speed has been defined as K. when the unit of laser power (P) is watts (W) and the unit of welding speed (VW) is mm s−1, the unit of K is J mm−1.
The geometric shape and mechanical properties of the weld joint with different heat input is respectively shown in Tables 3 and 4.
The fracture location of tensile specimen with different heat input is shown in Fig. 1.
The geometric shape of joints and the fracture location are both changed with the decrease of heat input. The geometric shape of joints is similar “I” type when the heat input (K) is higher or equal to 76 J mm−1 and the fracture occur in base metal, therefore, it is safe to think that the mechanics properties of weld joint is equivalent to the base materials. When the heat input decrease down to 58 J mm−1, the geometric shape of joints change into a “T” type, and the fracture location is also migrating to HAZ, then, the joints tensile strength and elongation is lower than the base materials.
Based on the above results, it can be say that the geometric shape of joints, mechanical properties and fracture location are all closely related to the heat input. The increase of heat input is beneficial to the formation of the geometric shape of “I” type. Its upper weld width is approximately equal to the lower and the transition between the seam and base material is relatively smooth in the joint of “I” type, therefore, the stress concentration in the joint is relatively small, which is the reason for fracture occurred in the base metal rather than the weld metal (see Fig. 2). With the decrease of heat input, the joint of “T” type shall be get. Its upper weld width is bigger than the lower and a mutation between the seam and base material lead to a very high stress concentration in the joint, which is the cause of that the fracture occurred in the HAZ (see Fig. 3).

Microstructures of typical joint of “I” type

Microstructures of typical joint of “T” type
As for the joint of “T” type, the fracture location in the HAZ, both its strength and elongation are decreased, the strength reduced less than 10 %, while the elongation is reduced to about 40 %.
In order to further analyze the effect of heat input on the performance of the joints, the SEM of tensile fracture surface for sample No. 1 and No. 3 (see Fig. 4) has been made to further analysis of the fracture properties of joint. According to Fig. 4, it can be see that the uniform distribution of dimples (see a, b in Fig. 4) is the dominating character of the fracture surface except for scattered porosity in No. 3 (see c, d in Fig. 4).

Fracture SEM images of No. 1 (a, b) and No. 3 (c, d)
The uniform distribution of dimples in the fracture surface indicating the fault belongs to plastic fracture; therefore a higher strength and elongation have been getting for No. 1. The scattered porosity (see c, d in Fig. 4) may be the reason for the decrease of strength and elongation in No. 3.
4 Conclusion
-
1.
Heat input have an important influence on the geometric shape and mechanical properties of joints. When the heat input (K) is higher or equal to 76 J mm−1, the geometric shape of joints is similar “I” type which has the low stress concentration due to the smooth transition between the weld seam and base metal, and the fracture occur in the base metal with a high tensile strength. On the contrary, when the heat input (K) is less than or equal to 58 J mm−1, the geometric shape of joints change into a “T” type which has severe stress concentration due to the cross-section mutation for the joint, and the fracture location is also migrating to HAZ with a low tensile strength.
-
2.
With the decrease of heat input, the escape of hydrogen bubbles become difficult due to rapid solidification of weld pool during the laser welding 5A06 aluminum alloy with filling wire, the formation of pores in the joint lead to significantly reduced in the joint elongation.
References
Dickerson PB (1986) Welding of aluminum and aluminum alloys. Encycl Mater Sci Eng 5:108–121
Mayer C, Fouquet F, Robin M (1996) Laser welding of aluminium–magnesium alloys sheets process optimization and welds characterization. Mater Sci Forum 217–222:1679–1684
Zhao H, Debroy T (2001) Weld metal composition changes during conduction mode laser welding of aluminum alloy 5182. Metall Mater Trans 32B(1):163–172
Haboudou A, Peyre P, Vannes AB, Peix G (2003) Reduction of porosity content generated during Nd:YAG laser welding of A356 and AA5083 aluminium alloys. Mater Sci Eng A 363:40–52
Kutsuna M, Yan Q, Study on porosity formation in laser welds of aluminium alloys, IIW-doc IV-683-97
Yoon JW, Lee YS, Lee KD, Park KY (2005) Effect of filler wire composition on Nd:YAG laser weld ability of 6061 aluminum alloy. Mater Sci Forum 475–479:2591–2594
Schinzelt C, Hohenberger B, Dausinger F, Hugel H (2000) Laser welding of aluminum extended processing potential by different wire positions. High-Power Lasers Manufact Proc SPIE 3888:380–391
Acknowledgements
This work is supported by the Intelligent Welding Workshop Project for Offshore Drilling Platform Equipment Manufacturing (2012) (No. 2144) and the National Natural Science Foundation of China under the Grant No. 51405298.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2015 Springer International Publishing Switzerland
About this paper
Cite this paper
Yu, Y., Xu, Y., Xu, G., Chen, A., Chen, S. (2015). Influence of Heat Input on the Performance of Joint with Filling Wire Laser Welding 5A06 Aluminum Alloy. In: Tarn, TJ., Chen, SB., Chen, XQ. (eds) Robotic Welding, Intelligence and Automation. RWIA 2014. Advances in Intelligent Systems and Computing, vol 363. Springer, Cham. https://doi.org/10.1007/978-3-319-18997-0_7
Download citation
DOI: https://doi.org/10.1007/978-3-319-18997-0_7
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-18996-3
Online ISBN: 978-3-319-18997-0
eBook Packages: EngineeringEngineering (R0)