
Abstract
Microstructural and sliding wear evaluations of nanostructured coatings deposited by Suspension High Velocity Oxy-Fuel (S-HVOF) spraying were conducted in as-sprayed and HIPed (Hot Isostatically Pressed) conditions. S-HVOF coatings were nanostructured via ball milling of the WC-12Co start powder, and deposited via an aqueous based suspension using modified HVOF (TopGun) spraying. Microstructural evaluations of these hardmetal coatings included TEM (Transmission Electron Microscopy), X-ray Diffraction (XRD) and Scanning Electron Microscopy (SEM). Sliding wear tests were conducted using a ball-on-flat test rig. Results indicated that nanostructured features inherited from the start powder in S-HVOF spraying were retained in the resulting coatings. The decarburisation of WC due to a higher surface area to volume ratio was also observed in the S-HVOF coatings. Nanostructured and amorphous phases caused by the high cooling rates during thermal spraying crystallized into complex eta-phases after the HIPing treatment. Sliding wear performance indicated that the coating wear was lower for the HIPed coatings.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
- Wear Rate
- Transmission Electron Microscopy Analysis
- Nanocomposite Coating
- Average Friction Coefficient
- Test Couple
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1 Introduction
Thermally sprayed WC-Co coatings are used for a variety of tribological applications in aerospace, transportation, energy and off-shore sectors [1, 2]. The WC contributes to the high hardness whereas Co provides toughness to the deposited coating. Conventionally, these coatings are sprayed using agglomerated and sintered WC-Co powder particles in the typical size range of −45/+5 µm [1–3]. A recent advancement is to consider nano-composite powder particles which are deposited using an aqueous or ethanol suspension [1–4]. The aim of this paper was to consider further possible improvement of these suspension nano-composite coatings via post-treatment using Hot Isostatic Pressing (HIPing). Results are discussed in terms of the microstructural and tribological changes occurring as a result of HIPing.
2 Experimental
2.1 Coating Deposition and Post-treatment
Suspension High Velocity Oxy-Fuel (S-HVOF) spraying was conducted using a modified HVOF (TopGun, GTV mbH, Luckenbach, Germany) spray process using ethene as the fuel gas [4]. The construction of the modified torch allows an axial injection of the suspension into the burning chamber. An agglomerated and sintered WC-12 wt% Co spray feedstock powder (Fujimi Corp., Japan—DTS W653-20/5) with sub-micron WC grains was selected for the spray process. In order to adapt the particle size for suspension preparation, the powder was milled in a planetary ball mill and the resulting nanocomposite powder was used to produce aqueous suspension for S-HVOF spraying. Table 1 summarizes the coating process parameters used for coating deposition. Further details of the S-HVOF spraying process can be seen in earlier publications [4]. After spraying the coatings were heat treated (Hot Isostatically Pressed (HIPed) at 920 °C for 2 h at 103 MPa in an inert atmosphere) for the transformation of the amorphous constituents into a crystalline state.
Coatings were also analyzed for their total carbon content by the combustion method (CS 230, LECO Corporation, St. Joseph, MI, USA) and for oxygen content by the carrier gas hot extraction technique (TCH 600, LECO Corporation, St. Joseph, MI, USA). All coatings were deposited on AISI440C steel discs of 31 mm diameter and 6 mm thickness. The surface of as-deposited coatings was ground and polished prior to tribological wear testing.
2.2 Microstructural Evaluation
The microstructure of the coatings was observed via Scanning Electron Microscopy (SEM) equipped with Secondary Electron (SEI) and Backscattered Electron Imaging (BEI). The chemical compositions of the microstructural phases in the powders and the coatings were determined via X-ray Diffraction (XRD) with Cu–Kα radiation (wavelength = 1.5406 Å). Transmission Electron Microscopy (TEM) observations of the samples were made on the surface of the coating layers. The samples were prepared under plane view configuration. They were thinned down to less than 50 μm by mechanical polishing. The electron transparency was achieved by ion milling at 5 kV using the GATAN precision ion polisher system (PIPS) at an incidence angle of 5°. The observations were performed on a conventional JEOL 2000 TEM operating at 200 kV.
2.3 Sliding Wear Investigations
The sliding wear resistance was examined via ball-on-flat tests at room temperature on a bench mounted wear test machine (BLR2000M; Bud Labs, USA). The ball-on-flat tests were conducted using AISI 440C steel ball and coated disc sample under a normal load of 25 N. The test conditions were similar to ASTM G133-02 (procedure A), except that the ball radius was slightly larger at 6.35 mm and sliding distance 500 m. During the test, the disc experienced reciprocating sliding motion at an oscillating frequency of 2.0 Hz, with a stroke length of 10 mm. Five tests were conducted for each test couple. Wear volume loss of the coating was computed from the length of the stroke and the average cross-sectional area of the wear grooves, which was measured via the interferometer (Zygo New View). The friction coefficient was evaluated using a tension-compression load cell mounted on the sliding wear rig. Averaged friction coefficient values and their standard deviations are presented in the results section.
3 Results
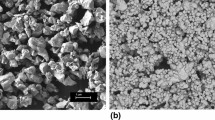
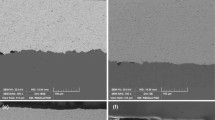
Figure 1 shows the SEM comparison of the milled powder, as-sprayed and HIPed S-HVOF coatings. The XRD comparison of the start powder, as-sprayed and HIPed coatings is shown in Fig. 2. Figure 3 and Table 2 shows the TEM investigation analysis of the as-sprayed coating. The TEM observations of the HIPed coating are shown in Fig. 4. The analysis of diffraction rings for the HIPed coating is presented in Table 3. The non-metal analysis for the as-sprayed coating indicated that the carbon and oxygen content was 1.2 and 1.0 %, respectively. Figure 5a summarizes the total (ball and coating) wear rate comparison of the as-sprayed and HIPed coating. The friction plot comparison of the two coatings is shown in Fig. 5b.

SEM observations of a milled powder, b as-sprayed and c HIPed S-HVOF coatings

XRD comparison of milled powder, as-sprayed and HIPed S-HVOF coatings

TEM observations of as-sprayed S-HVOF coating. a, b Polycrystalline region, the different studied diffraction rings are indicated. c, d Single crystal particle identified as WC

TEM observations of the HIPed coating showing near 20 nm wide particles. The continuous lines (rings) in the diffraction pattern clearly indicate the nanocrystalline feature of the sample

Wear rate and friction comparison of the as-sprayed and HIPed coatings. a Total wear rate. b Friction coefficient
4 Discussion
4.1 Coating Microstructure
The surface morphology of the coating as revealed in Fig. 1 indicated lamella microstructure with low porosity coatings which is typical of thermal spray coatings [1–3]. The nanostructured features observed in Figs. 1b and 2 originated from the milled powder (Fig. 1a). The TEM analysis of as-sprayed coating (Fig. 3 and Table 2) indicated the presence of nanosized WC, W, Co3W3C and crystalline Co. For discussion purposes, these particles in the deposited coating will be collectively termed as “nanosized particles”. TEM analysis indicated that these nanosized particles were well distributed within the coating microstructure.
The XRD patterns of the as-sprayed coatings indicated WC, W and some W2C with shifted peak positions, but the pattern was dominated by a large “nanocrystalline peak” between 2θ values of 35–48°. The XRD patterns of the milled spray powder showed only tungsten carbide (WC) peaks (Fig. 2). The S-HVOF deposition process led to intensive structural changes in the material which is consistent with the previous studies by Berghaus et al. [2]. No metallic Co was observed in the XRD pattern of coatings suggesting that it became part of the amorphous/nanocrystalline matrix. Therefore, an amorphous or nanocrystalline binder phase was produced as observed in Fig. 2. The decarburisation of WC was due to a higher surface area to volume ratio of the powder particles in the S-HVOF coatings.
The carbon analysis of the coating indicated an intensive carbon loss. At the same time the oxygen content was also higher than usually observed for WC-Co coatings (typically <0.2 wt% [4]). The carbon loss and the nanocrystalline peak in the as-sprayed coating pattern indicate a more complex coating microstructure when compared to conventional coatings [2, 4]. The presence of these nanocrystalline phases in the as-sprayed coating was confirmed by the TEM analysis, which indicated approximately 300 nm-wide uniformly distributed particles. The d-spacing related to the different rings (Fig. 3b) and the theoretical d-saplings of different possible phases given in Table 2, indicate phases (W,WC,Co3W3C and Co), some of which were already detected with the single crystalline diffraction patterns (Fig. 3c, d). However the presence of other superimposed phases like W2C, Co6W6C or Co3W9C4 cannot be excluded. In general, the TEM analysis of as-sprayed coatings indicated a polycrystalline material with single crystal particles in the range of 100 and 300 nm.
Heating in an inert atmosphere above 600 °C leads to structural changes, bringing the phase composition closer to the equilibrium state. The M6C(Co3W3C) and M12C(Co6W6C), the so-called eta-phases, are possible equilibrium phases in the W-C-Co system, after loss of carbon in the spray process. Sometimes, their existence in the as-sprayed coatings is also reported, as summarized in earlier studies [2, 4]. After the heat treatment at 920 °C WC, metallic tungsten and two eta-phases M6C(Co2W4C fit the peaks better than those of Co3W3C) and M12C(Co6W6C) were observed in the coating. This phase composition confirms the strong carbon loss. However, it should be mentioned that as a result of the heat treatment a decrease both in the carbon and oxygen contents is possible, due to the internal reduction processes. According to the W-C phase diagram, W2C is thermodynamically unstable. Below 1250 °C it can decompose into WC and W during cooling of the WC-Co particle after impact. This decomposition can also result from the heat treatment at 920 °C. Annealing of the coating where Co is present will form the eta-phases as mentioned above, and Co can be fully consumed by these reactions. Hence W2C was not observed in the XRD analysis (Fig. 2) of the HIPed coating. Similarly, the TEM analysis of the HIPed coating did not indicate the presence of Co (Table 3) due to its consumption in the formation of eta-phases.
The TEM analysis of the HIPed coating indicated approximately 20 nm-wide particles which were homogeneously distributed on the sample surface. The polycrystalline diffraction pattern from the sample surface is shown in Fig. 4. The d-spacing and intensities related to the different rings are given in Table 3. The high intensity of ring 2 is compatible with the presence of WC and/or W2C on the sample surface. The observation of ring 1 indicates the presence of Co3W9C4. The HIPing process therefore resulted in the crystallization of the amorphous phases along with the formation of eta-phases (M6C,M12C).
4.2 Sliding Wear
The sliding wear investigations of the as-sprayed and HIPed S-HVOF coating-ball couples (Fig. 5a) indicated that the total wear rate was on average lower for the HIPed coating. This is despite the higher averaged friction coefficient of the HIPed coating (Fig. 5b). The improvement in the total wear rate for the HIPed coating originated from a relatively lower ball wear rate when compared to the as-sprayed test couple. The lower ball wear rate could have also contributed to a higher friction coefficient for the HIPed test couples due to the relatively lower volume of ball-wear debris within the contact region. A transfer film consisting of oxidized Fe was observed in all test couples. These films were formed as a result of the flash temperature at asperity contact.
5 Conclusions
-
(1)
The as-sprayed coating microstructure indicated 300 nm-wide uniformly distributed particles comprising of WC, W, Co3W3C and crystalline Co. A distinct nano-crystalline/amorphous phase was also detected in the as-sprayed coatings.
-
(2)
Uniformly distributed 20 nm-wide particles were identified in the HIPed coating microstructure. HIPing transformed the coating microstructure bringing the phase composition closer to the equilibrium state. WC and Co3W9C4 were detected on the sample surface. Co was not identified in the HIPed coatings.
-
(3)
The sliding wear rate of the coating improved after the HIPing post-treatment whereas a reverse trend was observed for the friction coefficient.
References
P. Fauchais, G. Montavon, R.S. Lima, B.R. Marple, J. Phys. D: Appl. Phys. 44, 53 pp, art no. 093001 (2011)
J. Oberste Berghaus, B. Marple, C. Moreau, J. Thermal Spray Technol. 15, 676–681 (2006)
V. Stoica, R. Ahmed, T. Itsukaichi, S. Tobe, Wear 257(11), 1103–1124 (2004)
R. Ahmed, N. H. Faisal, Nayef M. Al-Anazi, S. Al-Mutairi, F.-L. Toma, L.-M. Berger, A. Potthoff, E.K. Polychroniadis, M. Sall, D. Chaliampalias, M.F.A. Goosen, J. Thermal Spray Technol. 24(3), 357–377 (2015)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2015 Springer International Publishing Switzerland
About this paper
Cite this paper
Ahmed, R. et al. (2015). Microstructural Evaluation of Suspension Thermally Sprayed WC-Co Nanocomposite Coatings. In: Polychroniadis, E., Oral, A., Ozer, M. (eds) 2nd International Multidisciplinary Microscopy and Microanalysis Congress. Springer Proceedings in Physics, vol 164. Springer, Cham. https://doi.org/10.1007/978-3-319-16919-4_5
Download citation
DOI: https://doi.org/10.1007/978-3-319-16919-4_5
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-16918-7
Online ISBN: 978-3-319-16919-4
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)