
Abstract
Industrial waste has been considered as an option in the initiative to promote green and sustainable construction. Oil palm shell (OPS) is one of the industrial wastes produced from the processing of palm oil and its ability to be used as a lightweight aggregate in concrete mixes has been tested. OPS has a high porosity content, which means that it is a good heat insulation material in concrete. This study focuses on the OPS volume fraction in concrete and its effects on the thermal insulation concrete. The volume fractions used are 30, 32, 34, 36, and 38 % from concrete density. Density decreases with the increase of volume fraction. The highest reduction from air dry to oven density is 13 %, which is obtained from a volume fraction of 34 % OPS. The volume fraction affected compressive strength and thermal conductivity. All mixes achieved for the requirement for load-bearing strength based on compressive strength were obtained. The highest strength was 22 Mpa by volume fraction, 30 % used. Volume fractions used are within the range of the semi-structure which has the same capacity as thermal insulation materials, below 0.75 W/m K (according to RILEM requirements) except for the volume fraction, 30 %. The thermal properties increased according to the increase in density except for the specific heat result, and they have a strong relationship within the thermal conductivity and compressive strength results. Thus the OPS lightweight concrete (OPSLC) capacity as a heat insulation material is proven and it can reduce energy use in buildings.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
30.1 Introduction
Concrete is the main material in the construction industry and is used throughout the world. The high demand for concrete will affect natural resources as ingredients in concrete. Because of the wide usage of this material, many studies are investigating the properties of these materials. One type of concrete of interest to researchers is lightweight concrete. And to produce lightweight concrete, the use of lightweight aggregate is one method that can be implemented. Lightweight aggregate often is made of waste materials that occur as by-products from other industries, and hence their use is ecologically desirable. Growing popular as solid waste material in concrete is oil palm shell (OPS). Resulting from the processing of oil palm, OPS contributes 5.5 % as solid waste from overall oil palm manufacture [1] and by using OPS as aggregate made from waste materials occurring as by-products from other industries, their use is ecologically desirable [2]. OPS is traditionally used as solid fuel for steam boilers to run turbines for electricity [3], cover the surface of the roads in the plantation area [1], dandified into briquettes [4], converted to bio-oil by using a pyrolysis process for biomass energy [5], and for the production of charcoal and activated carbon. For more than 20 years, researchers have investigated [6] the potential of OPS as a structural lightweight aggregate. The highest compressive strength obtained by Shafigh et al. [3] was about 53 MPa by using crushed OPS. The tensile/compressive strength ratio of OPSLC is lower than normal concrete, but it is comparable with the lightweight concrete aggregate concrete made with an artificial lightweight aggregate of an equivalent grade. The bond strength of OPSLC was found to be about 2.3–3.9 times higher compared to the design bond strength as recommended by BS 8110 [7]. Thus the bond stress of the OPS lightweight concrete (OPSLC) showed that it satisfied the bond criterion as per the code’s requirement.
Other advantages of OPS as a lightweight aggregate are high porosity content (Fig. 30.1) and Okpala [8] reported that the porosity of OPS at about 37 %. The nature of porosity is one of the important factors in the selection of thermal insulation material. Thus, the porosity of a lightweight concrete is a function of the “self-porosity” of the aggregate (i.e., the porosity of the aggregate as a material), the shape-factor and surface quality of the aggregates, and also of the porosity of the whole concrete mass, which is generally used to reduce the unit volume of concrete, and is known to have excellent heat interception and noise absorption properties due to the shapes of porous elements. The aim is to utilize this porosity to the best advantage in obtaining good insulation properties, while also achieving the required strength.

Right: OPS shape, left: porosity inside the shell
That advantage gives OPS the same low thermal conductivity value as other lightweight aggregates such as clinker, expanded vermiculite, expanded slate, and expanded clay. The previous study stated that using lightweight aggregate can be good thermal insulation in lightweight concrete [9, 10], but thermal conductivity of concrete will increase with increasing cement content [9]. To reduce the cement content, Lee et al. [11] investigated by introducing entrained air into a lightweight aggregate; concrete mix and aggregate normally constitute about 70–80 % by volume of Portland cement concrete [11]. The fineness of the pores will give better insulation properties and also, most important, moisture content (increases in moisture by mass linearly will increase thermal conductivity 42 % [12]). Due to that condition, this study investigates the effect of volume fraction OPS to lightweight concrete on thermal insulation concrete requirements and mechanical strength. The use of OPS as insulation material in concrete is a new area of research not yet explored.
30.2 Material and Experimental Program
Ordinary Portland cement ASTM type I was used as binder, with specific gravity of 3.10 and Blaice specific surface area of 3,510 cm2/g; and local sand with specific gravity, fines modulus, water absorption and maximum grain size of 2.67 %, 2.66 %, 0.95 %, and 2.36 mm., respectively. Superplasticizer was used in the range 1 % of cement volume. Potable water was used. Old OPS was used as coarse aggregate, implying they were discarded approximately for half a year in a palm oil mill yard. Old OPS does not have fiber and has less oil coating, which results in a better bond within the OPS surface and mortar. OPS in deferent shape and sizes were used and,a stone crushing machine was used to crush the OPS for their crushed shape. The physical properties of OPS used in this study are shown in Table 30.1. Due to the high water absorption of OPS, it was washed and kept in a saturated dry (SSD) condition before mixing.
30.2.1 Mix Proportion
The mix design for lightweight aggregate concrete was used for semi-structural with thermal insulation capacity purposes. The mix design was based on the absolute volume method with five different volume fractions of OPS. The mix design details are shown in Table 30.2.
30.2.2 Testing of Specimens
The specimens were tested based on the following testing standard. The density test was carried out according to the BS EN 12390-7:2009, the specimens are weighted in the air and suspended in water, as they are removed from the curing or exposure conditions.
The compressive strength test was done in accordance with BS 12390-3:2009, and three 100-mm cubes were tested, each at 7, 28, 90, and 180 days. At the age of 28 days, the splitting tensile strength, modulus of elasticity, and flexural strength were measured in accordance with ASTM C496/C496-11, ASTM C469-10, and ASTM C78-10. Ultrasonic pulse velocity was measured according to BS EN 12504-4:2004.
The thermal properties of specimens at room temperature were measured with a Hot-Disk probe TPS2500. The system is based on the transient plane source technology. This method is based on recording the temperature rise of a plane source heating the surrounding materials to be measured. The basic concept of the corresponding sensor is the fact that the conducting pattern is used both as a heat source and as a temperature sensor [13].
All specimens were prepared according to ASTM C332-99 [14] and the testing met the ISO/DIS 22007-2.2 standard. A sensor chosen with radius 9 mm, consisting of a very fine nickel double spiral covered with two thin layers of electrically insulating material, is placed between two specimens 75 ф and 45 mm thickness. The two sample pieces were prepared with a section of flat surface each in order to obtain a contact surface with as thin air layers as possible.
30.3 Result and Discussion
30.3.1 Density
Based on Table 30.3, the dry density is 165–211 kg/m3 lower than air dry density. Generally the air dry density for OPSLC is within 1,725–2,025 kg/m and only uses 10–15 % volume fraction of OPS. In this study, mix C-36 and C-38 are of lower density than previous studies because the volume fraction of OPS used are highest which is more than 34 % of the total weight. The lowest air density obtained by mix C-38, 1,600 kg/m, may be due to more voids rate on concrete. The density is also contributed from the specific gravity of OPS; more volume of the OPS will reduce the bulk density of concrete. The highest reducing air to dry density was obtained by mix C-38, which is 26 % due to high porosity content. For ultrasonic pulse velocity, it was observed that there was an increase in pulse velocity values inversely proportional to the amount of volume fractions. The smaller volume fraction will give a better UPV value. Only mix C-30 and mix C-32 have moderate quality [15] and the rest have a low quality of concrete. In addition, the UPV value of concrete may also be greatly affected by the perfection of compaction, and U. Jonson [6] reported the proportion of OPS did not cause much variation in workability. The compactness of the microstructures would definitely be affected. At the same time, the porous cellular structure and OPS itself have also partially contributed to the low UPV value. The strong polynomial relationship within the density and UPV value obtained are shown in Fig. 30.2. A lower density will produce a weak quality of concrete.

Relationship density and ultrasonic pulse velocity (UPV)
30.3.2 Mechanical Strength
Previous researchers used a volume fraction of not more than 15 % because they designed for structural lightweight strength, but the present study investigates a higher volume fraction up to 38 % of the total volume of concrete. The lower volume fraction will produce high mechanical strength. Based on Table 30.2, C-30 has the highest compressive strength; 22 Mpa and C-38 had the lowest compressive strength which is 12 Mpa. However, all mixes comply with structural requirement strength according to the ASTM and BS standard which is more than 11 Mpa. For flexural strength, the values are 8–10 % from the compressive strength for all mixes, the same as reported by Shafigh et al. [3]. For high strength OPS the flexural strength is approximately 10 % from compressive strength. The tensile strength is in the range 0.87–1.35 Mpa (Table 30.4). It can be observed that the splitting tensile strength increased with increasing the compressive strength. Compared to the previous [6] study, the range of splitting tensile is 2.0–2.21 Mpa. This study has the low splitting tensile due to the bond within the cement paste aggregate slightly weaker because more volume fraction of OPS was used. It can be concluded that the mechanical strength of this study is lower than previous studies that design for structural purpose, but all mix designs are archived for the structural standard in order to achieve insulation concrete with load-bearing strength. Figure 30.3 shows the strong relationship within compressive strength and thermal conductivity; \( {R}^2=0.915 \).

Relationship compressive strength and thermal conductivity
30.3.3 Thermal Properties
The thermal conductivity (k) of the study ranged from 0.58 to 0.78 W/m K. The increasing of the volume fraction of OPS in concrete significantly contributes to the thermal conductivity value because the thermal conductivity of aggregate will influence the thermal conductivity of concrete. Mix C-38 has the highest OPS content, therefore the thermal conductivity value showed the lowest compared with other mixes. The thermal conductivity also increases with increasing cement content in concrete because cement has high thermal conductivity compared to OPS [16, 17]. The mix design of this study is based on the absolute volume method, thus more volume fraction of OPS will reduce the volume of cement and vice versa. Except for mix C-30, all mix designs were accepted with semi-structure insulation concrete according to the RILEM requirement, which is below 0.75 W/m K. They have a strong relationship within compressive strength and thermal conductivity as shown in Fig. 30.3 and are written as
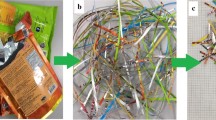
For specific heat value, the results show inconsistency because the distribution of aggregate is not uniform in concrete. The specific heat influence of distribution of OPS is shown in Fig. 30.4, especially for the transient plane source method used to measure specific heat value [18]. The sensor only measures in the specific area surrounding the sensor, therefore different samples will have different distributions and sizes of OPS also will influence the result. The thermal diffusivity value is the same as the thermal conductivity trend, which is influenced by the volume fraction OPS used (Table 30.5).

Distribution of OPS in concrete (volume fraction from left: 30, 32, 34, 36 and 38 %)
30.4 Conclusions
The following conclusions can be made regarding mix design with different volume fractions of OPS used.
-
1.
The lowest density with load-bearing strength obtained by mix contains volume fraction 38 % of OPS; more volume fraction will decrease the density and strength.
-
2.
There is a strong relationship within the density and ultrasonic pulse velocity value. A high volume fraction will give a low pulse velocity value due to more air void and porosity content in the concrete.
-
3.
All mechanical strength of mixes achieved the structural capacity in compliance with the ASTM and BS standards.
-
4.
Except the mix that used volume fraction 30 % of OPS, all mix designs are in the range for semi-structure insulation concrete with RILEM standard for which the thermal conductivity is lower than 0.75 W/m K.
-
5.
By using the transient plane source method, specific heat OPS concrete will give not consistencies reading base on distributions and sizes of aggregate. The increase of energy required is due to moisture content of the aggregate.
-
6.
Thermal conductivity and thermal diffusivity results have the same indicator, which is increased according the density of OPS concrete.
Abbreviations
- k :
-
Thermal conductivity, W/m K
- fcu:
-
Compressive strength, Mpa
- OPS:
-
Oil palm shell
- OPSLC:
-
Oil palm shell lightweight concrete
- UPV:
-
Ultrasonic pulse velocity
- Sp:
-
Superplasticizer
- SSD:
-
Saturated dry density
References
Abullah N, Sulaiman F, Gerhouser H, Shariff A (2011) An outlook of Malaysian energy, oil palm industry and its utilization of waste as useful resources. Biomass Bioenergy 35:3775–3786
Pankhurst RNW (1993) Construction. In: Clarke JL (ed) Structural lightweight aggregate concrete. Chapman & Hall, London; chapter 4
Shafigh P, Zamin Jumaat M, Mahmud H, Johnsom Alengaram U (2011) A new method of producing high strength oil palm shell lightweight concrete. Mater Des 32:4839–4843
Husain Z, Zainac Z, Abdullah Z (2002) Briqutting of palm fibre and shell from the processing of palm nuts to palm oil. Biomass Bioenergy 22:505–509
Sahu JN, Abnisa F, Daud WMA, Husin WMW (2011) Utilization possibilities of palm shell as a source of biomass energy in Malaysia by producing bio-oil in pyrolysis process. Biomass Bioenergy 35:1863–1872
Johnson Alengaram U, Al Muhhit BA, bin Jumaat MZ (2013) Utilization of oil palm kernel as lightweight aggregate in concrete—a review. Construct Build Mater 38:161–172
Teo DCL, Mannan MA, Kurian VJ (2006) Structural concrete using oil palm shell (OPS) as lightweight aggregate. Turk J Eng Environ Sci 30:251–257
Okpala DC (1990) Palm kernel shell as lightweight aggregate in concrete. Build Environ 25:291–296
Demirboˇga R, Gul R (2003) Thermal conductivity and compressive strength of expanded perlite aggregate concrete with mineral admixtures. Energy Build 35:1155–1159
Al-sibahy A, Edward R (2012) Mechanical and thermal properties of novel lightweight concrete mixtures containing recycled glass and metakaolin. Construct Build Mater 31:157–167
Lee HK, Kim HK, Jeon JH (2012) Workability and mechanical, acoustic and thermal properties of lightweight aggregate concrete with volume of entrained air. Construct Build Mater 29:193–200
Narayanan N, Ramamurthy K (2000) Structure and properties of aerated concrete: a review. Cem Concr Compos 22:321–329
Bouguerra A, Laurent JP, Goual MS, Queneudec M (1997) The measurement of the thermal conductivity of solid aggregate using the transient plane source technique. J Phys D Appl Phys 30:2900–2904
ASTM 332-99. Standard specification for lightweight aggregates for insulating concrete. ASTM, West Conshohocken
Solis-Carcano R, Moreno EI (2008) Evaluation of concrete made with crushed lime stone aggregate based on ultrasonic pulse velocity. Construct Build Mater 30:1225–1231
Serri E, Zailan Suleiman M, Md Azree OM (2014) The effect of oil palm shell aggregate shape on the thermal properties and density of concrete. Adv Mater Res 935:172–175
Serri E, Zailan Suleiman M, Md Azree OM (2014) Thermal properties of oil palm shell lightweight concrete with different mix design. Jurnal Teknologi 70(1):155–159
Demirboğa R, Gül R (2013) The effects of expanded perlite aggregate, silica fume and fly ash on the thermal conductivity of lightweight concrete. Cem Concr Res 33:723–727
Acknowledgment
The author would like to thank the Universiti Sains Malaysia for awarding the Research University grant (1001/PPBGN/814213) to carry out the present research.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2015 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Serri, E., Suleman, M.Z., Othuman, M.A. (2015). The Effects of Oil Palm Shell Volume Fractions on Thermal Conductivity for Insulation Concrete. In: Dincer, I., Colpan, C., Kizilkan, O., Ezan, M. (eds) Progress in Clean Energy, Volume 1. Springer, Cham. https://doi.org/10.1007/978-3-319-16709-1_30
Download citation
DOI: https://doi.org/10.1007/978-3-319-16709-1_30
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-16708-4
Online ISBN: 978-3-319-16709-1
eBook Packages: EnergyEnergy (R0)