
Abstract
In view of the large low-speed slewing bearing, the vibration signals are always very weak and overwhelmed by other strong noise, which makes fault feature extraction from the signals very difficult. In order to solve this problem, a denoising method based on multi-scale principal component analysis (MSPCA) and the ensemble empirical mode decomposition (EEMD) is proposed with a new intrinsic mode functions (IMFs) selection strategy. After that, the vibration signal is reconstructed by the selected IMFs. Finally, a method of multi-scale fault frequency extraction of slewing bearing based on EEMD is applied to denoise the vibration signals. The application of this method is demonstrated with laboratory accelerated slewing bearing life test data. Results show that EEMD-MSPCA is more effective in multi-scale fault frequency extraction of low-speed slewing bearing.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
- Slewing bearing
- Ensemble empirical mode decomposition (EEMD)
- Principal component analysis (PCA)
- Denoising
- Fault diagnosis
1 Introduction
Slewing bearing is widely used in wind turbines, engineering machineries, coal mine machineries, marine platform, military equipment, and other large rotating machinery. As the key component of large rotating machinery, when it has a failure, it will cause great economic loss and sometimes will endanger the security of the operator; therefore, strengthening the research work on slewing bearing diagnostic techniques is significant to prevent potential failures of the slewing bearing.
In recent years, some scholars have done some research on the fault diagnosis of slewing bearing. Liu et al. [1] put forward a brief review about the fault diagnosis of slewing bearing based on vibration signal, temperature signal, friction torque signal, acoustic emission, and stress wave. Wahyu et al. [2] used the adaptive multi-scale decomposition characteristics of the ensemble empirical mode decomposition (EEMD) for analyzing the vibration signals collected from lab slewing bearing subject to an accelerated life test and the real-case data from a sheet metal company. Matej et al. [3] presented a new method in terms of fault diagnosis of slewing bearing based on EEMD and principal component analysis (PCA), and its validity is shown by a simulation fault slewing bearing experiment. After that, Matej et al. [4] considered the nonlinear characteristics of slewing bearing vibration and then improved the combined method of a previous publication in PCA parts with kernel PCA. Recently, Wahyu [5] presented a novel application of circular domain features such as circular mean, circular variance, circular kurtosis, and circular skewness calculation-based condition monitoring method for low-speed slewing bearing.
Through the research on the slewing bearing fault diagnosis above, some problems have been found, that is most of slewing bearing failure was artificially simulated and the effectiveness of the presented method was proved by simulation experiments; therefore, we performed a slewing bearing accelerated life test to obtain vibration signal of slewing bearing from its normal condition to fault and then to final failure. This study is concerned with finding a reliable method for low-speed slewing bearing nature defects fault diagnosis.
2 Basic Theory of PCA and EEMD
PCA is a feature extraction method which transforms a high-dimensional into a lower-dimensional subspace which contains most of the original data information. This prepares the ground for multi-scale principal component analysis (MSPCA) denoising which is explained in Sect. 3. For example, one matrix X can be decomposed into a score matrix T and a loading matrix P using PCA, its calculating formula is as follows:
where \({T_{n \times k}}=[{t_1},{t_2},\ldots{},{t_k}]\), \({P_{m \times k}}=[{p_1},{p_2},\ldots{},{p_k}]\), E is the residual matrix and k is the number of selected principal components.
When a PCA model is built and a new data sample x is to be tested for fault detection, its calculating formula is as follows:
where \(\mathop x^ \wedge = P{P^T}x\) is the projection on the principal component subspace, and \(\mathop x^ - =(I - P{P^T})x\) is the projection on the residual subspace.
In this chapter, we use special purpose entity (SPE) statistic to detect the fault sample. For a new scale measurement sample \(X \in {R^{n \times m}}\), the SPE statistic is respectively computed as follows:
For the fault detection purpose, we can compare the value of the SPE statistic with the corresponding threshold limit SPElim. The fault detection logic is if \(SPE \le SP{E_{lim}}\) it is fault-free, otherwise faulty [6, 7].
In the fault diagnosis of machinery, the method of empirical mode decomposition (EMD) has developed more extensive researches and applications in recent years [8, 9]. For the limitation of this thesis, the algorithm of EMD is not specifically discussed; however, the nonlinear components in nonstationary signals may result in a mode-mixing effect using the EMD method. Therefore, the EEMD algorithm was developed from the original EMD method by Wu and Huang [9], which added white noise into EMD procedures to restrain the mode-mixing effect. The EEMD decomposition algorithm can be shortly given as follows. First, initialize the number of ensemble M and the amplitude of the added white noise \(\beta \). After that, follow the steps given below:
-
a.
Add a white noise series with magnitude \(\beta \) to the original signal x(t) to generate a new signal y m (t).
where ym(t) represents the noise-added signal of the mth trial, and nm(t) indicates the mth added white noise series.
-
b.
Decompose the signal y m (t) into k intrinsic mode functions (IMFs) C i, m (i = 1, 2, …, k) using the EMD method. C i, m represents the ith IMF of the mth decomposition, and k is the number of IMFs.
-
c.
If m < M, then go to step (a) with m = m + 1. Repeat steps (a) and (b) M times with a different white noise series each time to obtain an ensemble of IMFs.
-
d.
Calculate the overall ensemble mean of the corresponding IMFs of the decomposition as the final result:
3 Multi-Scale Denoising Method Based on EEMD and PCA
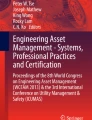
The proposed multi-scale denoising method has been improved by the wavelet multi-scale decomposition algorithm [6]. The EEMD technique was used instead of WT because the wavelet transform is a nonadaptive decomposition algorithm, which has the shortcoming that its analysis results depend on the choice of the wavelet base function. However, the full data-driven EEMD does not suffer from this limitation due to its adaptive empirical nature. Figure 40.1 shows the multi-scale denoising and fault frequency extraction mode.

EEMD multi-scale fault frequency extraction mode
The proposed method of multi-scale denoising technique requires two steps. In the first step, the normal vibration signal is decomposed by EEMD into k different timescale IMFs, then a normal MSPCA mode is constructed by these single IMFs, and the normal statistical limits SPElim of each timescale PCA model are calculated. In the second step, the newly measured vibration signal is also decomposed into k IMFs using the EEMD method; then the newly decomposed IMFs component is projected onto the corresponding normal PCA models constructed in the first step. Lastly, according to the statistical limits SPElim it is determined whether each timescale mode follows normal operation or not, and the certain timescale (IMFs) which has the failure existed to reconstruct the signal is selected.
4 Analysis of Real-Case Slewing Bearing Vibration Signal
In order to further verify the efficiency and performance of the proposed method for the real-case slewing bearing vibration signal denoising and fault diagnosis, the proposed method was applied to the slewing bearing accelerated life experimental data and the results, analysis, and description are presented below.
4.1 Slewing Bearing Experiment Bench
The experiment bench is an independent design and developed by our team to simulate the actual operation conditions of large-size bearing which can be used in a variety of applications experiment. Figure 40.2 shows the slewing bearing test bench which can bear axial load, radial load, and overturning torque. In this experiment, the test bench operated in one direction of rotation at a speed of 4 rpm. In this slewing bearing accelerated life test, four accelerometer sensors were placed on the slewing bearing at 90° to each other. The slewing bearing fault frequencies are shown in Table 40.1.

Slewing bearing test bench
4.2 Analysis of Experimental Data
In order to ensure the extracted vibration data, which provides sufficient fault information, we must extract enough vibration data to analyze it. Referring to the fault frequencies presented in Table 40.1, the lowest frequency was 0.49 Hz. After simple calculation, 0.49 Hz is 2 s, we should extract at least 2-s-vibration data that can ensure to represent all fault frequencies; therefore, in this chapter, we extract 3-s-vibration data which are enough to represent all fault information and reduce the EEMD algorithm computation time.
The slewing bearing accelerated life test began on May 16, 2013. In order to accelerate the slewing bearing defect, the slewing bearing was continuously running with full load. After continuous operation of slewing bearing for 12 days (up to May 28), we were aware that failure could occur in slewing bearing on the basis that vibration and noise increase. Therefore, according to the EEMD multi-scale failure frequency extracted mode, two vibration data groups were analyzed: the vibration signal at midnight on May 16 as the normal sample (Fig. 40.3) and the vibration signal at midnight on May 28 as the fault sample (Fig. 40.4). Nevertheless, when we used the EEMD multi-scale fault frequency extraction mode, two parameters should be determined in EEMD method in order to obtain an optimum decomposition result. In this chapter, the white noise magnitude \(\beta \) of 0.02 is used and ensemble number E of 100 is selected. The vibration signal on May 28 after filtering is shown in Fig. 40.5 on the basis of the steps described in Sect. 3.1. Then, the fault frequencies of the filtering signal were extracted by EEMD as shown in Table 40.2. According to the results in Table 40.2, the frequencies 2.33 Hz and 3 Hz are close to the corresponding characteristic defect frequency of the rolling element and outer ring (BPFO) in Table 40.1, so we infer that the fault occurs in the rolling element and the outer ring. Finally, slewing bearing was removed to inspect each component, and it was found that some rolling elements have been damaged, and there appeared a little bit of corrosion in the outer ring. The damaged rolling element and outer ring were shown in Figs. 40.8 and 40.9. Therefore, the fault diagnosis method proposed in this chapter was applied to the slewing bearing accelerated life experiment, and the results verify its validity and feasibility (Figs. 40.6 and 40.7).

Vibration signal on May 16

Vibration signal on May 28

Result of multi-scale denoising

Outer ring fault frequency

Rolling element fault frequency

Outer race failure

Rolling element failure
5 Conclusion
Based on EEMD and principal component analysis, this chapter proposes a method in combination of the multi-scale denoising and the multi-scale fault frequency extraction of slewing bearing fault diagnosis. In the presented method, the method of multi-scale denoising with EEMD is performed to preprocess slewing bearing vibration signals. Through the slewing bearing accelerated life experiment, vibration signal analysis results demonstrate that the proposed method can reliably recognize the faults.
References
Liu Z, Chen J. Monitoring and diagnosis technique on slewing bearing. Mod Manuf Eng. 2011;156–157(11):127–31 (In Chinese).
Caesarendra W, Kosasih P, Tieu KA, et al. Condition monitoring of naturally damaged slow speed slewing bearing based on ensemble empirical mode decomposition. J Mech Sci Technol. 2013;27(08):2253–62.
Zvokelj M, Zupan S, Prebil I. Multivariate and multiscale monitoring of large-size low-speed bearings using ensemble empirical mode decomposition method combined with principal component analysis. Mech Syst Signal Process. 2010;24(04):1049–67.
Zvokelj M, Zupan S, Prebil I. Non-linear multivariate and multiscale monitoring and signal denoising strategy using kernel principal component analysis combined with ensemble empirical mode decomposition method. Mech Syst Signal Process. 2011;25(07):2631–53.
Caesarendraa W, Kosasih B, Tieu KA, et al. Circular domain features based condition monitoring for low speed slewing bearing. Mech Syst Signal Process. 2014;45(01):114–38.
Misraa M, Yue H. Multivariate process monitoring and fault diagnosis by multi-scale PCA. Comput Chem Eng. 2002;26(09):1281–93.
Ding S, Zhang P, Ding E, et al. On the application of PCA technique to fault diagnosis. Tsinghua Sci Technol. 2010;15(02):138–44.
Lei Y, He ZJ, Zi YY. Application of the EEMD method to rotor fault diagnosis of rotating machinery. Mech Syst Signal Process. 2009;23(04):1237–338.
Zhang Y, Zuo H F, Bai F Classification of fault location and performance degradation of a roller bearing. Measurement. 2013;46(03):1178–89.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2015 Springer International Publishing Switzerland
About this paper
Cite this paper
Yang, J., Chen, J., Hong, R., Wang, H. (2015). Multi-Scale Fault Frequency Extraction Method Based on EEMD for Slewing Bearing Fault Diagnosis. In: Wang, W. (eds) Proceedings of the Second International Conference on Mechatronics and Automatic Control. Lecture Notes in Electrical Engineering, vol 334. Springer, Cham. https://doi.org/10.1007/978-3-319-13707-0_40
Download citation
DOI: https://doi.org/10.1007/978-3-319-13707-0_40
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-13706-3
Online ISBN: 978-3-319-13707-0
eBook Packages: EngineeringEngineering (R0)