
Abstract
Today’s global enterprises have faced with a growing increase in the competitiveness that forces them to adopt and develop new strategies and methods. Recent researches have proposed the Cloud manufacturing as the new paradigm for global manufacturing enterprises. The first challenge in cloud manufacturing paradigm is the manufacturing data integration concept. The integration of enterprise-level business systems with manufacturing systems is found to be one of the inevitable drivers for productivity. However, integrating heterogeneous and autonomous data sources through enterprises which are numerous in number and also in approaches is a significant challenge. Moreover, the data integration should involve the integration of autonomous, distributed, and heterogeneous database sources into a single data source associated with a global schema in Cloud manufacturing paradigm. In this chapter, the concepts of Cloud manufacturing data integration have been discussed comprehensively. Discussing the dominant researches for both manufacturing ontology models and solutions proposed as enabler approaches in global manufacturing data integration, the chapter illustrates two main characteristics of an efficient global Cloud manufacturing ontology model. The first characteristic emphasizes on a consistent manufacturing data model, while the second one looks for an efficient management structure to fulfill the improvements and developments in manufacturing discourses. The chapter uses the axiomatic design theory to propose an efficient idea for a global Cloud manufacturing ontology model. The proposed idea fulfills the first axiom of the axiomatic design theory which insures the capabilities of the proposed ontology model to fulfill the characteristics of an efficient global manufacturing ontology model. The capability of the proposed approach is discussed by proposing implementation structures for a manufacturing ontology model based on the international standard organization standards related to ISO 10303, ISO 15531, and ISO 18629. The proposed Cloud manufacturing ontology model can be considered as the basic step toward achieving the global Cloud manufacturing.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1 Introduction
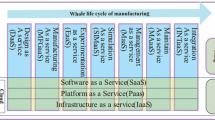
Today’s global enterprises have faced with a growing increase in the competitiveness that forces them to adopt and develop new strategies and methods with relevant challenges in integrating product, process, and enterprise dimensions and life cycles (Subrahmanian et al. 2005; Americon and Antonio 2011; AbdulKadir et al. 2011; Barbau et al. 2012). The Cloud manufacturing is the proposed paradigm for today’s global manufacturing (Xu 2012; Shen et al. 2011). This new look considers a wide cloud of encapsulated manufacturing resources usually distributed over the globe with the capability of centralized management (Tao et al. 2010). This paradigm inherits the cloud computing paradigm (Lai et al. 2012; Bohm and Kanne 2011; Goscinski and Brock 2010) in which manufacturing agents distributed over the globe use the cloud services to fulfill their manufacturing operations requirements (Li et al. 2010). The first challenge to achieve the Cloud manufacturing paradigm is the global manufacturing data integration.
The integration of enterprise-level business systems with manufacturing systems is found to be one of the inevitable drivers for productivity and making businesses more responsive to supply chain demands (Zurawski 2007; Tu and Dean 2011; Koren 2010; Ahmadn and Cuenca 2012). Combination of systems and technologies designed to integrate the data and information of global enterprises is known to be one of the key competitive strategies for industries in the twenty-first century (Ang 1987, 1989; Hannam 1997; Shen et al. 2010; Rudberg and Olhager 2003). Considering that the product life cycle has been shorten, the constant communication and transmission of ideas between different sections throughout the product life cycle in different processes should be integrated to foster a fast and effective development process (Lu and Storch 2011; Abdelkafi et al. 2011; Tu and Dean 2011; Dangayach and Deshmukh 2006; Bloomfield et al. 2012).
However, integrating heterogeneous and autonomous data sources through enterprises’ structures which are numerous in number and also in approaches for data management is a significant challenge (Kosanke 2005; Bellatreche et al. 2006; Cutting-Decelle et al. 2007). This challenge increases the requirements for proposing researches for development of tools and techniques to integrate the various enterprises’ data sources (Young et al. 2005; Martin 2005). This integration should support the aforementioned sources for working based on their own data ontology design, structures, and procedures for data management and representation (Valilai and Houshmand 2012, 2013a, b). Moreover, the data integration should involve the integration of autonomous, distributed, and heterogeneous databases sources into a single data source associated with a global schema (Bellatreche et al. 2006; Wu et al. 2009; Paredes-Moreno et al. 2010).
The enterprise data integration is known to be a painful procedure due to problems like occurrence of different types of conflicts and not credible accumulation or storage of the information (Santarek 1998; Vassiliadis et al. 2001), challenges due to information sharing among the various management information systems (Zha and Du 2002; Wolfert et al. 2010), existence of a harmonized data model for appropriate representation of enterprise’s manufacturing discourse information (Zauner et al. 1993; Zhao et al. 2006), enterprises’ diverse requirements for information systems and IT rapid development which persuade information systems in different industry fields to becomes more complicated (Wu et al. 2012; Whitfield et al. 2012). Although different researches have been conducted to fulfill the enterprises’ requirements for integration, but still there is an essential need for a solution for enterprises’ data integration (Valilai and Houshmand 2010, 2011; Houshmand and Valilai 2012).
In the next section, the chapter studies the concepts of global manufacturing data integration. Discussing the manufacturing ontology model researches, the chapter studies the ISO-based standards approaches and reviews the related researches and solutions offered as an enabler approach in global manufacturing data integration. Talking over the axiomatic design theory, the chapter proposes an efficient solution for global manufacturing ontology model. Finally, the chapter proposes an implementation sample of the proposed idea for global manufacturing ontology model using ISO standard framework.
2 Global Manufacturing Data Integration in Cloud Manufacturing
Researches show that enterprises’ information is considered as a highly valuable asset (Paredes-Moreno et al. 2010; Bachlaus et al. 2008; Zhou et al. 2007; Wiendahl et al. 2007). However, the manufacturing enterprises’ data are often scattered over different areas, formats, and software packages (Zhang et al. 2011a, b; Scannapieco et al. 2004; Rudberg and Olhager 2003). This necessitates the proposal of solutions to manage the enterprises’ information from its various sources updated and integrated. Such solutions must include structure and procedures in a centralized and sophisticated manner to exploit their information effectively and profitably (Wang et al. 2010; Feng and Wu 2009; Patel et al. 2006). However, this integration is usually limited by the current state of technology in terms of the structure and functionalities of current manufacturing information systems (Lebreton et al. 2010; Hwang and Katayama 2009). Also, the proper solution for integration of manufacturing enterprises’ processes should cover a wide range of manufacturing discourses like integrating engineering design databases for product information (Jiao and Helander 2006), integration of business activities (Liu et al. 2011), supply chain integration (Bachlaus et al. 2008; Wang et al. 2010; Molina et al. 2007), and integration of information related to the manufacturing operation analysis (Hernandez-Matias et al. 2008).
The consistent data model for various manufacturing ontology scope is one of the important aspects of global manufacturing data integration (Verstichel et al. 2011; Runger et al. 2011). This data model is vital to enable the exchange of information through manufacturing enterprises’ processes (Lampathaki et al. 2009). The concept of manufacturing ontology scope defines sets of data and their related structure which enables the experts to share information in a manufacturing domain of interest based on knowledge management and computer-supported cooperative work (Chang and Terpenny 2009; Curran et al. 2010). The manufacturing ontology can be modeled along with the rules and the relationships between the objects. This model enables the interoperability through the manufacturing domain (Blornqvist and Ohgren 2006; Alsafi and Vyatkin 2010).
2.1 Manufacturing Ontology Models
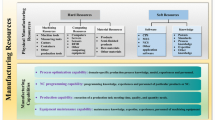
During the last decades, significant researches have been conducted to propose information model supporting decision-making processes throughout the manufacturing operations (Guerra-Zubiaga and Young 2006; Grubic and Fan 2010). Molina et al. (1995) proposed a consistent source of manufacturing information to support CAE users and software packages. This model enables the manufacturing capability of a manufacturing facility presentation. The proposed model considers three types of information, categorized as manufacturing resources, processes, and strategies. The proposed manufacturing data model can be implemented in four levels proposed as factory level, shop floor level, working cell level, and working station level. Uschold et al. (1998) proposed Enterprise Ontology named EO to improve the communication between humans through enterprise processes, provide a data model to support the end-user applications and support interoperability among them (Grubic and Fan 2010). The proposed model consists of five types of information, categorized as meta-Ontology and time, activity, plan, capability and resource, organization, strategy and marketing. The proposed ontology model lacks to cover the whole enterprise ontology data model; however, it has been used by the later researchers for further works.
AMICE. CIMOSA (1993), an organization consists of major companies, including users, vendors, consulting companies, and academia established a project in CIM concept. This project aimed to develop a solution for Computer Integrated Manufacturing Open Systems Architecture named CIMOSA. CIMOSA is an enterprise modeling framework which is able to support the enterprise integration of machines, computers, and people. The framework of CIMOSA is based on the system life cycle concept, and offers a modeling language, methodology, and supporting technology for enterprise integration (Berio and Vernadat 1999). AMICE consortium has promoted the application of CIMOSA for whole enterprise lifecycle support.
Steele et al. (2001) proposed an object-oriented approach to integrate engineering functions through enterprise processes like planning, analysis, and control of resources such as machine tools and fixtures. This object-oriented resource model links information from different enterprise ontology domains. The model establishes a one–to-one relation among the software packages and physical objects. Madni et al. (2001) proposed a data model foundation for designing, reinventing, managing, and controlling for collaborative and distributed enterprises. This model named IDEON, considers four types of information categorized as enterprise data model for environmental data exchange, organizational structure in the enterprises, enterprise processes, and resource and product. Feng and Song in (2003) proposed an object-oriented manufacturing process information model. The model is capable to elaborate the hierarchical structure of the information representing manufacturing processes by means of recursive definition. The proposed model consists of information concerning to manufacturing artifact, manufacturing activities, workpiece, manufacturing equipment, estimated cost and time, and manufacturing process sequences.
Guerra-Zubiaga and Young (2006) offered a manufacturing facility information and knowledge model named MFIKM. This model aimed to enable the management of information and knowledge related to the manufacturing facility. This model focused on process and resource knowledge in manufacturing enterprises. Lin and Harding (2007) proposed a knowledge representation scheme for general manufacturing system engineering called MSE ontology model. The model aims to facilitate the communication and information exchange through the enterprises. The proposed model focuses on information autonomy which enables the enterprise agents to maintain their own data structures. The model focuses on main types of information which can be named as process, resource, strategy, and projects.
Ye et al. (2008) proposed an ontology-based architecture to fulfill the problem of semantic integration through supply chain management concepts. This model, named supply chain ontology (SCO), considers the skeletal method to capture information concepts through the supply chain management processes. This model considers the main information types like supply chain structure, activity, resource, and performance. Tursi et al. (2009) proposed a novel model focusing on a product centric to represent its technical data. This model enables interoperability among applications which are involved in manufacturing enterprises. The researchers tried to include all technical data which may be needed through manufacturing operations. This model is based on a product ontology which formalizes all technical data and concepts contributing to the definition of a product.
2.1.1 ISO-based Data Model Standards for Manufacturing Integration
Considering the aforementioned researches to define a basis for data exchange and sharing, one of the best efforts is the work of the ISO committees during the last two decades (Valilai and Houshmand 2010; Cutting-Decelle et al. 2007; Carnahan et al. 2005; Kramer and Xu 2009). Through the committees’ researches, subcommittee 4 (SC 4) of technical committee (TC 184) focused on integration of manufacturing operations in the field of product information model (Jiang et al. 2010; Valilai and Houshmand 2011; Zhou et al. 2007; Panetto and Molina 2008; Zhao et al. 2009; Ray and Jones 2006). The outcome of this committee was proposed as the STEP standard—ISO 10303—which is improving under auspices of the International Standard Organization and is believed to be one of the most successful solutions (Liang and O’Grady 1998; Wang et al. 2009; Zhao and Liu 2008; Xu and Newman 2006; Panetto et al. 2012). Considering the problems encountered where the STEP standard is applied (Gielingh 2008; Ball et al. 2008; Lee et al. 2007; Pratt et al. 2005), different researches have been conducted to propose an efficient approach to overcome these limitations (Houshmand and Valilai 2012; Valilai and Houshmand 2010; Ma et al. 2009; Nylund and Andersson 2010).
Of other related activities of TC184/SC4, the PLib Standard, officially named ISO 13584 Standard series, has defined a model and an exchange format for digital libraries of technical components. PLib is fully interoperable with STEP and in its libraries, component representations may be defined as STEP data and vice versa; in STEP product data, PLib components may be represented by simple references (Maropoulos and Ceglarek 2010; Pierra et al. 1998). MANDATE (ISO 15531) is of other International Standard proposed for the computer-interpretable representation and exchange of industrial manufacturing management data. This standard is suitable not only for neutral file exchange, but also acts as a basis for implementing and sharing manufacturing management databases and archiving (Steele et al. 2001; Cutting-Decelle et al. 2007; Tolio et al. 2010; Cerovsek 2011). The purpose is to facilitate the integration between the numerous industrial applications by means of common standardized software tools. PSL standard (ISO 18629) aims to establish a neutral, high-level language for specifying processes and the interaction related to multiple process-related applications considering the manufacturing life cycle (Dzeng and Tommelein 2004; Chituc et al. 2008; Cutting-Deeelle et al. 2006).
2.2 Overview of Current Researches for Global Manufacturing Data Integration
Different researches have been conducted to propose solutions for global manufacturing data integration. To discuss the dominant proposed approaches, this chapter studies the scope which these approaches cover in the world of manufacturing ontology. Moreover, the structures of the proposed manufacturing ontology model are also discussed based on the approaches in aforementioned section.
Oztemel and Tekez (2009) by a reference model for intelligent manufacturing system, Chen et al. (2009) by a product lifecycle ontology model, and Steele et al. (2001) by an object-oriented resource model tried to propose global manufacturing data integration solutions to cover a wide range of manufacturing operations. These operations are mainly focused on computer-aided design, computer-aided manufacturing and production planning, and quality control processes. The researchers have developed their own manufacturing ontology model.
Wiesner et al. (2011) using a formal ontology named OntoCAPE for the domain of Computer-Aided Process Engineering with its application for the integration of design data in chemical engineering, Madni et al. (2001) using a four-categorized data model for computer-aided design processes, Molina et al. (1995) using a three-categorized data model for the domain of production planning and resource control and quality control, Zauner et al. (1993) using a relational database within integrated manufacturing model for the domain of quality control and management, and Ye et al. (2008) using a supply chain management ontology model for supply chain management processes provided solutions each on a specific manufacturing domain.
Zha and Du (2002), Johansson et al. (2004), Vichare et al. (2009), Valente et al. (2010), Valilai and Houshmand (2010), Zhang et al. (2011a, b), Kretz et al. (2011), Ridwan and Xu (2012), Valilai and Houshmand (2013a, b) provided solutions for manufacturing data integration based on ISO 10303 standard. The researchers manufacturing domain were mainly concentrated on computer-aided design, computer-aided manufacturing and CNC machining operations, and in some cases production planning and resource control operations. Considering the ISO 10303 shortcomings and imitations, some solutions were proposed in researches to facilitate the manufacturing data integration (Valilai and Houshmand 2010, 2013a, b).
Naciri et al. (2011) using a generic product modeling languages called (GPM), Tursi et al. (2009) using a product definition ontology model, and Uschold et al. (1998) using a five-categorized data model provided solutions for whole manufacturing lifecycle data integration. These researchers provided ontology models which were designed to be capable of covering all information requirements in different manufacturing operations.
2.2.1 Discussion of Researches for Global Manufacturing Data Integration
Considering the current approaches for global manufacturing data integration as shown in Table 1, the approaches can be discussed in three main groups. The first group of the approaches has developed their own data model structures. These data model structures enable the integration of manufacturing data through specific manufacturing processes but these approaches cannot insure the necessary improvements and refinements due to their own developed methodologies. This group raises a risk of reliability for future manufacturing domain improvements and extensions. The second group of the approaches has used international standard. These approaches can insure continuous and ongoing processes for data model improvements but the solutions do not propose any approaches to overcome the aforementioned criticisms discussed for international standards. Furthermore, the researchers have concentrated on a limited scope of manufacturing operations in the area of design and manufacturing which is indeed a small scope of global manufacturing operations.
The third group of the approaches has proposed whole manufacturing lifecycle data integration solutions. However, like the first group, these approaches cannot insure the necessary improvements and refinements due to their own developed manufacturing otology model structures. So this group also raises a risk of reliability for future improvements and manufacturing domain extensions due to the improvements and developments in manufacturing discourses.
Considering the aforementioned studied researches, two major characteristics can be proposed for a global manufacturing data integration solution. A global manufacturing data integration solution should insure the capability to support whole manufacturing discourses data integration and also should support ongoing improvement procedures due to the improvements and developments in manufacturing discourses. Proceeding, the chapter discusses an efficient framework named axiomatic design theory. Using this theory, the chapter proposes a manufacturing ontology model to efficiently fulfill the major characteristics of the global manufacturing data integration.
2.3 Axiomatic Design Theory
Considering the complexity of the characteristics of a global data integration solution in the aforementioned section, the chapter focuses on an efficient approach to propose an idea for the design of a road map. This chapter considers the axiomatic design axioms as an efficient approach to propose a manufacturing ontology model. The axiomatic design framework provides the fundamental axioms for analysis and decision making. It also proposes a systematic approach to the design process, which has usually employed empirical methods (Suh 1990; Albano and Suh 1994; Bae et al. 2002; Shirwaiker and Okudan 2011). The axiomatic design framework consists of two axioms which are very effective in both the conceptual design stage and the detailed design stage (Brown 2005; Cebi and Kahraman 2010; Cebi et al. 2010). The axiomatic design theory insures an efficient approach for fulfilling “what we need” by “How we are going to satisfy the requirements”.
In axiomatic design framework, the first axiom is called the Independence Axiom and the second axiom is called the Information Axiom. The first axiom, Independence Axiom, proposes that the independence of functional requirements (FRs) should always be maintained, where FRs are defined as the minimum set of independent requirements that characterizes the design goals through functional domain. The second axiom, Information Axiom, proposes that the design having the smallest information content is the best design among those designs that satisfy the Independence Axiom (Suh 2001; Chen and Feng 2003; Togay et al. 2008; Ferrer et al. 2010; Cebi and Kahraman 2010). A formal representation of the Independence Axiom is possible (Gazdik 1996; Goncalves-Coelho and Mourao 2007; Heoa and Lee 2007; Peck et al. 2010), if the set of FRs is regarded as an m-component vector and the set of DPs—which represent the design parameters to satisfy the FRs—as an n-component vector in physical domain. Then the following relationship holds:
Besides the FRs in functional domain and DPs in physical domain, the axiomatic design uses parameter values called PVs in the process domain as shown in Fig. 1. The Tis domain is used as a check to see if a reasonable manufacturing process and process variables exist which are beneficial in concurrent or simultaneous engineering (Brown 2005). Where analyzing the functional domain and physical domain, the “product design” is accomplished. Finally, moving from the physical to the process domain, “process design” is accomplished (Goncalves-Coelho and Mourao 2007).

The axiomatic design domains known (Brown 2005)
In Eq. 1, [A] is a mn-design matrix. The structure of this matrix makes it possible to assess the quality of the design. The following alternatives are possible:
-
Decoupled design:
$$\forall (m,n) \in {\rm N},\,m \ne n:A_{mn} = 0$$(2)
This design is called the best possible design. In this state, every functional requirement is contingent on one design parameter only. So, there is a one-to-one mapping between every member in the sets of DP and FR, through A. The parameters affecting the object designed are not coupled to one another through the design. Often, only simple mechanisms and structures can be shown to meet the criteria of decoupled design (Heoa and Lee 2007; Thielman et al. 2005).
-
Quasi-coupled design:
$$(\forall (m,n) \in {\rm N},\,m > n:A_{mn} = 0)\,\text{or}\,(\forall (m,n) \in {\rm N},\,m < n:A_{mn} = 0)$$(3)
In this design, the elements on the one side of the diagonal of [A] are equal to nil. Unfortunately, there is a one-to-many mapping between the sets of DP and FR, through A. This design is sequence dependent and can behave like a decoupled design if things are done in the correct order (Gazdik 1996; Kulak et al. 2005; Yi and Park 2005).
-
Coupled design:
$$\exists (m_{1} ,n_{1} ),(m_{2} ,n_{2} ) \in {\rm N},\,(m_{1} > n_{1} )\,\text{and}\,(m_{2} < n_{2} ):A_{{m_{1} n_{1} }} \ne 0\,\text{and}\,A_{{m_{2} n_{2} }} \ne 0$$(4)
This design is the least desirable alternative. There is a many-to-many mapping between the sets of DP and FR, through [A]. Any design parameter affects not only the design requirement it is supposed to affect, but also other functional requirements, and is itself affected by them (Hirani and Suh 2005; Janthong et al. 2010). As the second axiom, Information Axiom states, among the designs which satisfy the Independence Axiom, the design that has the smallest information content is the best design (Gazdik 1996; Pappalardo and Naddeo 2005; Ogot 2011). The axiomatic design framework proposes the decomposition of the high-level FRs to develop the design details by zigzag approach (Goncalves-Coelho and Mourao 2007; Stiassnie and Shpitalni 2007). This approach includes moving from FRs domain to DPs domain to illustrate the DPs which fulfill the FRs and then going back to FRs domain to determine the lower-level FRs when needed. This process is continued until the highest-level FRs are satisfied completely.
3 An Idea for Global Cloud Manufacturing Ontology Model
3.1 Defining the First-Level FR and DP
To propose a global manufacturing data integration solution, the chapter uses the axiomatic design framework approach. The overall decomposition approach is shown in Fig. 2. As stated earlier, the high-level FR should be defined. Then using the decomposition approach, we should move to DPs zone to clarify the high-level DP. The chapter then should go back to FR zone to elaborate the high-level FR based on lower-level FRs. Considering the characteristics of global manufacturing data integration solution in the aforementioned section, the authors define the first-level FR as:

The axiomatic design zigzag approach for manufacturing ontology model
-
FR0 “There is a need to integrate the whole global manufacturing discourses”
The above definition describes the essential need of integrating the different discourses in the global manufacturing paradigm. The solution should be capable of integrating the different manufacturing ontology aspects through whole manufacturing processes. Moving to the DP zone, the authors propose the first-level DP as:
-
DP0 “Develop a global manufacturing ontology model”
The first-level DP proposes the main contribution of the chapter. The authors intend to propose a global manufacturing ontology model. The global manufacturing ontology model enables the whole discourses in the global manufacturing operations. As shown in Fig. 2, the authors continue the decomposition processes by moving back to the FR zone. The first-level FR0 should be decomposed to lower-level FRs and then the authors continue the zigzag movement to reach to the required DPs to fulfill the main FR0.
3.2 Defining the Second-Level FRs and DPs
To decompose the first-level FR0, the authors consider the following three second-level FRs as shown in Fig. 2:
-
FR01 “The manufacturing ontology model should support all information requirements of manufacturing discourses”
-
FR02 “The manufacturing ontology model should support the improvements and developments in manufacturing discourses”
-
FR03 “The manufacturing ontology model should have an efficient management structure”
FR01 fulfills the first characteristic of a global manufacturing ontology model. FR01 insures the capability of a proposed solution to cover all data requirements of manufacturing processes. FR02 and FR03 insure the second characteristics of a global manufacturing ontology model. As stated earlier, there is a need to support ongoing improvement procedures due to the improvements and developments in the manufacturing discourses. FR02 and FR03 insure that the global manufacturing integration will be maintained when new manufacturing discourses are introduced or any improvement occurs.
To fulfill the second-level FRs, the authors move to DPs zone and define the second-level DPs as shown in Fig. 2:
-
DP01 “The manufacturing ontology model supports the manufacturing discourses using a resource, process and product centric approach”
-
DP02 “The manufacturing ontology model uses a development/improvement structure”
-
DP03 “The manufacturing ontology model uses a modular approach to manage the model”
The relation among FRs zone and DPs zone in the second-level is shown in Eq. 5. FR01 is fulfilled by DP01. The authors propose an ontology model using a resource-, process-, and product-centric approach. The idea of using a three-categorized approach based on resource, process, and product is supported in recent researches (Lemaignan et al. 2006; Tolio et al. 2010; Valente et al. 2010). FR02 is fulfilled by DP02. To manage the improvements and developments in manufacturing discourses, the authors propose a development/improvement structure. DP02 insures the capability of the global manufacturing ontology to align itself as any improvement or development should be encountered. Finally FR03 is fulfilled by DP02 and DP03. To support an efficient management structure, the authors propose both the development/improvement structure and also using a modular approach which insures the efficient management of manufacturing ontology model (Houshmand and Valilai 2012, 2013; Valilai and Houshmand 2013a, b).
3.3 Defining the Third-Level FRs and DPs
Getting back to FR zone, the authors propose the third-level FRs decomposing the FR01 based on the second-level DPs as shown in Fig. 2:
-
FR011 “The manufacturing ontology model should support all information requirements of products in manufacturing domain”
-
FR012 “The manufacturing ontology model should support all information requirements of resources in manufacturing domain”
-
FR013 “The manufacturing ontology model should support all information requirements of processes in manufacturing domain”
The third-level FRs for FR01 categorize the first characteristics of a global manufacturing ontology model in three information requirement scopes based on the DP01. FR011 states the need for a consistent product information model, while FR012 and FR013 look for a resource and process information model. Fulfillment of FR011, FR012, and FR013 insures the capability of proposed solution for the first characteristic of global manufacturing ontology model (Tolio et al. 2010). The authors propose the third-level FRs decomposing the FR02 based on the second-level DPs as shown in Fig. 2:
-
FR021 “The manufacturing ontology model should provide a hierarchical structure to enable manufacturing domain analysis to data requirements”
-
FR022 “The manufacturing ontology model should insure an integrated data structures for new data requirements of manufacturing discourses”
As stated in DPs zone, DP02 proposes a development/improvement structure. This structure should insure the capability of global manufacturing ontology model to fulfill the new manufacturing world information requirements. The authors propose the FR021 as a need which enables the manufacturing world analyze for obtaining the needed information requirements. This structure should use a hierarchical structure which analyzes the manufacturing world requirements and leads to the required information structure. The FR022 is proposed to insure that the needed data requirements are included in the global manufacturing ontology model to fulfill the FR021. The authors propose the third-level FRs decomposing the FR03 based on the second-level DPs as shown in Fig. 2:
-
FR031 “ The manufacturing ontology model should support a modular approach to analyze the manufacturing world information requirement”
-
FR032 “The manufacturing ontology model should support a modular approach to fulfill the manufacturing information requirement”
As stated in DPs zone, DP03 proposes a modular approach to enable an efficient structure for global manufacturing ontology model. The authors propose two third-level FRs to decompose the second-level FR03. FR031 states the need for modularity when analyzing the manufacturing world information requirement, while the FR032 focuses on modularity in data structures which are designed to fulfill the information requirements.
Moving to DPs zone, the authors define the third-level DPs to fulfill the third-level FRs as shown in Fig. 2. The relation among the third-level FRs and DPs is shown in Fig. 3. As considered, the relation matrix among the FRs and DPs is a low-triangular matrix which obeys the Quasi-coupled design. To fulfill FR0111, FR012, and FR013, the following DPs are introduced in the third-level zone:

The proposed manufacturing ontology model FRs and DPs relation
-
DP011 “Use a product integrated model”
-
DP012 “Use a resource integrated model”
-
DP013 “Use a process integrated model”
To fulfill the requirements for an information model of manufacturing ontology, the authors propose the application of integrated models in the area of product, resource, and process through DP011, DP012, and DP013. DP011 enables product data integration. DP012 focuses on supporting manufacturing resources involved in flow controls of a shop floor or in a factory and DP013 focuses on supporting manufacturing process data. As discussed earlier, the idea of categorizing the manufacturing ontology model based on a three-dimensional approach of resource, process, and product is supported in recent researches (Lemaignan et al. 2006; Tolio et al. 2010; Valente et al. 2010).
To fulfill the requirements of FR021 and FR022, the authors propose two third-level DPs as shown in Fig. 3:
-
DP021 “Use a manufacturing activity analysis, defined scope and mapping rules to data object structures”
-
DP022 “Use a unique set of data objects”
To fulfill the third-level FR021, the authors propose DP021. This DP insures a hierarchical structure to enable manufacturing world analysis to data requirements. DP021 proposes the hierarchical structure which starts with manufacturing activity analysis and then leads to formal description of the mapping to the data object structures. Using this hierarchical structure, a manufacturing ontology model can analyze a manufacturing discourse and leads to the data structures for storing and retrieving operations.
The authors also use the DP021 to fulfill the third-level FR022 and moreover propose another third–level DP defined as DP022. This DP provides an integrated and consistent data structure for all manufacturing discourses. DP022 enables FR011, FR012, and FR013 defined at the third-level to have distinct structures for defining the manufacturing discourses activity models but insures their integrity from sets of similar data objects. Using this structure, the improvements and developments in manufacturing discourses can be managed by an integrated data structure, while giving flexibility in analyzing the manufacturing world activity.
To fulfill the requirements of FR031 and FR032 completely, the authors propose two third-level DPs as shown in Fig. 3:
-
DP031 “Use a modular approach for manufacturing scope and mapping rules through defined modules”
-
DP032 “Use a modular approach to map data to data objects through defined modules”
To fulfill the third-level FR031, the authors apply the DP011 to DP013 and DP021 to DP022. Moreover, the DP031 is introduced to accomplish the FR031 fulfillment. This DP states that the efficient management of a global manufacturing ontology model needs a modular approach. DP031 uses a modular structure in analyzing manufacturing world activities and leading to the formal description of the mapping to consistent data objects.
Besides DP031 to fulfill the third-level FR032, the authors propose the DP032. DP032 focuses on using a modular approach in selecting the applicable constructs from the data objects. This modularity should encompass defined data object modules which are applicable for different analyzed manufacturing world activities.
Considering the overall structure of the approach proposed by the chapter as shown in Fig. 3, the authors proposed DP011, DP012, and DP013 three-level DPs to fulfill the three-level FRs including FR011, FR012, and FR013. This forms the first characteristic of a global manufacturing ontology model. Using the other proposed three-level DPs, the chapter fulfills the second characteristic of a global manufacturing ontology model. The overall relation among the FRs and DPs are satisfying the first axiom of the axiomatic design theory in a Quasi-coupled design form.
4 Implementation of the Structure in the Process Domain
In this section the chapter demonstrates the capabilities of the proposed global manufacturing ontology model by presenting the proper parameter values for DPs in process domain. As stated earlier, PVs in axiomatic design process domain express the required tools to implement the proposed DPs. Considering that the proposed DPs are fulfilling the first axiom of the axiomatic design theory, the chapter uses ISO-based structures as required PVs to fulfill the proposed DPs. This section will show that the proposed PVs relation with DPs insure the first axiom of the axiomatic design theory. This section can be one of the feasible implementation methods of global manufacturing ontology model.
Referring to DPs zone, the authors define the third-level PVs to fulfill the third-level DPs as shown in Fig. 4. The relation among the third-level DPs and PVs is shown in Fig. 5. As considered, the relation matrix among the DPs and PVs is a low-triangular matrix which obeys the Quasi-coupled design. To fulfill the DP0111, DP012, and DP013, the following PVs are introduced in the third-level zone:

The proposed PVs for global manufacturing ontology model

The relation among proposed PVs and DPs for global manufacturing ontology model
-
PV011 “Use ISO 10303”
-
PV012 “Use ISO 15531”
-
PV013 “Use ISO 18629”
To fulfill the requirements of the product-, resource-, and process-integrated model, the authors propose the application of three international standards in the area of product, resource, and process through PV011, PV012, and PV013. PV011 focuses on ISO 10303 (STEP) standard to enable product data integration. PV012 focuses on ISO 15531 (MANDATE) supporting manufacturing resources and manufacturing flow management like flow controls in a shop floor or in a factory and PV013 focuses on ISO 18629 (PSL) standards to support manufacturing process data.
To fulfill the requirements of DP021 and DP022, the authors propose two third-level PVs as shown in Fig. 4.:
-
PV021 “Use AAM, ARM, AIM and IRs hierarchical structure”
-
PV022 “Use a unique set of IRs”
To fulfill the third-level DP021, the authors propose PV021. This PV insures a hierarchical structure to enable manufacturing world analysis to data requirements. PV021 proposes the hierarchical structure of ISO-based data integration which starts with manufacturing activity analysis known as Application Activity Model (AAM) and then leads to defined scopes and functional requirements known as Application Reference Model (ARM) and finally using Application Interpreted Models (AIM) as the formal description of the mapping between the ARMs and the Integrated Resource (IR) models. Using this hierarchical structure, a manufacturing ontology model can analyze a manufacturing discourse and leads to the data structures for storing and retrieving operations.
The authors also use the PV021 to fulfill the third-level DP022 and moreover propose another third-level PV defined as PV022. This PV provides an integrated and consistent data structure for all manufacturing discourses from the ISO-based integrated data structures. PV022 enables the DP011, DP012, and DP013 defined at the third level to have distinct structures for defining the manufacturing discourses activity model through AAM and ARM structures but insures their integrity from sets of similar IRs. Using this structure, a structural ontology development framework is insured and the improvements and developments in manufacturing discourses can be managed by integrated data structures, while giving flexibility in analyzing the manufacturing world activity through AAM and ARM structures.
To fulfill the requirements of DP031 and DP032 completely, the authors propose two third-level PVs as shown in Fig. 3:
-
PV031 “Use modular approach of AAM and ARM structure”
-
PV032 “Use a modular approach for MIM structure to interpret manufacturing data to IRs”
To fulfill the third-level DP031, the authors apply PV011 to PV013 and PV021 to PV022. Moreover, the PV031 is introduced to accomplish the DP031 fulfillment. This PV states that the efficient management of a global manufacturing ontology model needs a modular approach. This modular approach has been discussed in recent researches as a solution for shortcomings arisen by using the ISO standards like STEP standard (Houshmand and Valilai 2013; Valilai and Houshmand 2013a, b). PV031 uses a modular structure for analyzing manufacturing world activities and leading to the formal description of the mapping between the ARMs and the Integrated Resource (IR) models.
Besides PV031 to fulfill the third-level DP032, the authors propose the PV032. PV032 focuses on using a modular approach in selecting the applicable constructs from the integrated resources as baseline conceptual elements. This modularity is achieved through the baseline constructs with additional constraints and relationships which are specified by entities containing local rules, refined data types, global rules, and specialized textual definitions.
Considering the overall structure of the proposed PVs by the authors as shown in Fig. 4, three ISO standards, as the three-level PVs, are proposed to fulfill the three-level DPs including DP011, DP012, and DP013. This results in forming the first characteristics of a global manufacturing ontology model. Using the other proposed three-level PVs, the authors fulfill the second characteristics of a global manufacturing ontology model. The overall relation among the DPs and PVs are satisfying the first axiom of the axiomatic design theory in a Quasi-coupled design form.
5 Conclusion and Discussions
Today’s global enterprises have faced with a growing increase in the competitiveness that forces them to adopt and develop new strategies and methods with relevant challenges in integrating product, process, and enterprise dimensions and lifecycles. Considering the Cloud manufacturing paradigm as a solution for today’s global manufacturing enterprises, this chapter discussed the first requirement of the Cloud manufacturing paradigm known as global manufacturing integration. The integration of enterprise-level business systems with manufacturing systems is found to be one of the inevitable drivers for productivity and making businesses more responsive to supply chain demands. However, integrating heterogeneous and autonomous data sources through enterprises’ structures which are numerous in number and also in approaches for data management is a significant challenge. In this chapter, the concepts of global manufacturing data integration have been studied comprehensively. Discussing the dominant researches for solutions offered as enabler approaches in global manufacturing data integration, the authors proposed the axiomatic design theory capability to propose an efficient solution for global manufacturing ontology model. Two main characteristics of the solution are described as:
-
1.
Providing a consistent manufacturing lifecycle data integration model.
-
2.
The required structure and procedures to fulfill improvements and developments in manufacturing discourses.
Using the axiomatic design theory, the authors started from the first-level functional domain “There is a need to integrate the whole global manufacturing discourses”. Zigzagging among design parameter domain and functional domain, the authors decomposed the first-level functional requirement and proposed a solution in design domain while fulfilling the axiomatic design first axiom. A section is provided to obtain a candidate implementation structure for the proposed global manufacturing ontology model in the process domain. This implementation benefits from international standard organization standards like ISO 10303, ISO 15531, and ISO 18629 to provide a consistent manufacturing lifecycle integrated data structure. Moreover, to form an efficient approach to fulfill the improvements and developments in manufacturing discourses, the authors benefited from the international standard organization efforts for providing modular integration standard frameworks.
Considering the cloud manufacturing paradigm, the authors recommended the proposal of frameworks which use the proposed Cloud manufacturing ontology model for manufacturing data integration services in further researches. The solutions should define an efficient structure which enables the agents engaged in different manufacturing discourses for manufacturing data integration in the form of services. Also as the proposed ontology model insures a consistent information model for improvement and developments in manufacturing discourses, the proposal of collaborative and interoperable platforms especially based on Cloud manufacturing paradigm is suggested. These researches perform the next steps toward achieving the Cloud manufacturing paradigm in global manufacturing.
References
Abdelkafi N, Pero M, Blecker T, Sianesi A (2011) NPD-SCM alignment in mass customization. In: Flavio S, Giovani Fogliatto and da Silveira JC Mass customization engineering and managing global operations. Springer, London, pp 69–85
AbdulKadir A, Xu X, Hammerle E (2011) Virtual machine tools and virtual machining—a technological review. Elsevier Ltd. Robot Comput Integr Manufac 27:494–508
Ahmad MM, Cuenca RP (2012) Critical success factors for ERP implementation in SMEs. Elsevier Ltd. Robotics and Computer-Integrated Manufacturing. http://dx.doi.org/10.1016/j.rcim.2012.04.019
Albano LD, Suh NP (1994) Axiomatic design and concurrent engineering. Butterworth-Heinemann Ltd. Comput Aided Des 26:499–504
Alsafi Y, Vyatkin V (2010) Ontology-based reconfiguration agent for intelligent mechatronic systems in flexible manufacturing. Elsevier Ltd. Robot Comput Integr Manufac 26:381–391
Americon A, Antonio A (2011) Factory Templates for Digital Factories Framework. Elsevier BV Robot Comput Integr Manufac 27:755–771
AMICE. CIMOSA (1993) Open system architecture for CIM, 2nd revised and expanded version. Springer, Berlin
Ang CL (1987) Technical planning of factory data communications systems. Elsevier Science Publishers B.V. Comput Ind 9:93–105
Ang CL (1989) Planning and implementing computer integrated manufacturing. Elsevier Science Publishers B.V. Comput Ind 12:131–140
Bachlaus M et al (2008) Designing an integrated multi-echelon agile supply chain network: a hybrid taguchi-particle swarm optimization approach. J Intell Manufact 19:747–761 Springer
Bae S, Lee JM, Chu CN (2002) Axiomatic design of automotive suspension systems. http://www.sciencedirect.com/science/article/pii/S0007850607614796 CIRP Annal Manufact Technol 51:115–118
Ball A, Ding L, Patel M (2008) An approach to accessing product data across system and software revisions. Adv Eng Inform 22:222–235
Barbau R et al (2012) OntoSTEP: enriching product model data using ontologies. Comput Aided Des 44:575–590 Elsevier Ltd
Bellatreche L et al (2006) Contribution of ontology-based data modeling to automatic integration of electronic catalogues within engineering databases. Comput Ind 57:711–724 Elsevier B.V
Berio G, Vernadat FB (1999) New developments in enterprise modelling using CIMOSA. Comput Ind 40:99–114 Elsevier B.V
Bloomfield R et al (2012) Interoperability of manufacturing applications using the Core Manufacturing Simulation Data (CMSD) standard information model. Comput Ind Eng 62:1065–1079 Elsevier Ltd
Blornqvist E, Ohgren A (2006) Constructing an enterprise ontology for an automotive supplier. 12th IFAC Symposium on Information Control Problems in Manufacturing. Elsevier IFAC Publications, Saint Etienne, pp 665–670
Bohm A, Kanne C-C (2011) Demaq/Transscale: automated distribution and scalability for declarative applications. Inform Syst 36:565–578 Elsevier B.V
Brown CA (2005) Teaching axiomatic design to engineers theory, applications, and software. SME J Manufact Syst 24:186–195
Carnahan D et al (2005) Integration of production, diagnostics, capability assessment, and maintenance information using ISO 18435. Chicago, Illinois, ISA, 2005. ISA EXPO 2005
Cebi S, Celik M, Kahraman C (2010) Structuring ship design project approval mechanism towards installation of operator–system interfaces via fuzzy axiomatic design principles. Elsevier Inc. Inf Sci 180:886–895
Cebi S, Kahraman C (2010) Extension of axiomatic design principles under fuzzy environment. Expert Syst Appl 37:2682–2689 Elsevier B.V
Cerovsek T (2011) Review and outlook for a ‘Building Information Model’ (BIM): a multi-standpoint framework for technological development. Adv Eng Inform 25:224–244 Elsevier Ltd
Chang X, Terpenny J (2009) Ontology-based data integration and decision support for product e-design. Roboti Comput Integr Manufact 25:863–870 Elsevier Ltd
Chen K-Z, Feng X-A (2003) Computer-aided design method for the components made of heterogenous materials. Comput Aided Des 35:453–466 (Elsevier Science Ltd)
Chen Y-J, Che Y-M, Chu H-C (2009) Development of a mechanism for ontology-based product lifecycle knowledge integration. Expert Syst Appl 36:2759–2779 Elsevier Ltd
Chituc C-M, Toscano C, Azevedo A (2008) Interoperability in collaborative networks: independent and industry-specific initiatives—The case of the footwear industry. Comput Ind 59:741–757 Elsevier B.V
Curran R et al (2010) A multidisciplinary implementation methodology for knowledge based engineering: KNOMAD. Expert Syst Appl 37:7336–7350 Elsevier Ltd
Cutting-Deeelle AF et al (2006) Information exchange in a CROSS-DISCIPLINARY supply chain: formal Strategy and application. In: 12th IFAC symposium on information control problems in manufacturing, Elsevier IFAC Publications, Saint Etienne, pp 573–578
Cutting-Decelle AF et al (2007) ISO 15531 MANDATE: a product-process-resource based approach for managing modularity in production management. Concurr Eng 15:217-235. DOI: 10.1177/1063293X07079329 (SAGE Publications)
Dangayach GS, Deshmukh SG (2006) An exploratory study of manufacturing strategy practices of machinery manufacturing companies in India. Int J Manag Sci 34:254–273 Elsevier Ltd
Dzeng R-J, Tommelein ID (2004) Product modeling to support case-based construction planning and scheduling. Autom Constr 13:341–360 (Elsevier B.V)
Feng C-M, Wu P-J (2009) A tax savings model for the emerging global manufacturing network. Int J Prod Econ 122:534–546 Elsevier B.V
Feng S, Song E (2003) A manufacturing process information model for design and process planning integration. SME J Manufact Syst 22:1–15
Ferrer I et al (2010) Methodology for capturing and formalizing DFM Knowledge. Robot Comput Integr Manufact 26:420–429 (Elsevier Ltd)
Gazdik I (1996) Zadeh’s extension principle in design reliability. Fuzzy Sets Syst 83:169–178 Elsevier Science B.V
Gielingh W (2008) An assessment of the current state of product data technologies. Comput Aided Des 40:750–759
Goncalves-Coelho AM, Mourao Antonio JF (2007) Axiomatic design as support for decision-making in a design for manufacturing context: a case study. Int J Prod Econ 109:81–89 (Elsevier B.V)
Goscinski A, Brock M (2010) Toward dynamic and attribute based publication, discovery and selection for cloud computing. Future Gener Comput Syst 26:947–970 (Elsevier B.V)
Grubic T, Fan I-S 2010) Supply chain ontology: review, analysis and synthesis. Comput Ind 61:776–786 (Elsevier B.V)
Guerra-Zubiaga DA, Young RIM(2006) A manufacturing model to enable knowledge maintenance in decision support systems. J Manufac Syst 25:122–136 (Elsevier)
Hannam R (1997) Computer integrated manufcaturing: concepts to realisation. Edinburgh Gate, Addison-Wesley, London
Heo GY, Lee SK (2007) Design evaluation of emergency core cooling systems using axiomatic design. Nucl Eng Des 237:38–46 (Elsevier B.V)
Hernandez-Matias JC et al (2008) An integrated modelling framework to support manufacturing system diagnosis for continuous improvement. Robot Comput Integr Manufact 24:187–199 (Elsevier Ltd)
Hirani H, Suh NP (2005) Journal bearing design using multiobjective genetic algorithm and axiomatic design approaches. Tribol Int 38:481–491 (Elsevier Ltd)
Houshmand M, Valilai OF (2012) LAYMOD: a layered and modular platform for CAx product data integration based on the modular architecture of the standard for exchange of product data. Int J Comput Integr Manufact 25:473–487. http://dx.doi.org/10.1080/0951192X.2011.646308 (Taylor & Francis)
Houshmand M, Valilai OF (2013) A layered and modular platform to enable distributed CAx collaboration and support product data integration based on STEP standard. Int J Comput Integr Manufact http://dx.doi.org/10.1080/0951192X.2013.766935 (Taylor & Francis)
Hwang R, Katayama H (2009) A multi-decision genetic approach for workload balancing of mixed-model U-shaped assembly line systems. Int J Prod Res 47:3797–3822 (Taylor & Francis)
Janthong N, Brissaud D, Butdee S (2010) Combining axiomatic design and case-based reasoning in an innovative design methodology of mechatronics products. CIRP J Manufact Sci Technol 2:226–239
Jiang,Y, Peng G, Liu W (2010) Research on ontology-based integration of product knowledge for collaborative manufacturing. Int J Adv Manufact Technol 49:1209–1221 (Springer)
Jiao J, Helander MG (2006) Development of an electronic configure-to-order platform for customized product development. Comput Ind 57:231–244
Johansson H, Peter A, Orsborn K (2004) A system for information management in simulation of manufacturing processes. Adv Eng Soft 35:725–733 (Civil-Comp Ltd and Elsevier Ltd)
Koren Y (2010) The global manufacturing revolution; product-process-business integration and reconfigurable systems. Wiley & Sons, Inc, New Jersey
Kosanke K (2005) ISO Standards for interoperability: a comparison. In: First international conference on interoperability of enterprise software and applications, INTEROP-ESA’2005 ,Geneva
Kramer T, Xu X (2009) STEP in a nutshell. In: Xun X, Nee AYC (ed) advanced design and manufacturing based on STEP. Springer, London, p 34
Kretz D et al. (2011) Implementing ISO standard 10303 application protocol 224 for automated process planning. Robot Comput Integr Manufact 27:729–734 (Elsevier Ltd)
Kulak O, Durmusoglu MB, Tufekci S (2005) A complete cellular manufacturing system design methodology based on axiomatic design principles. Comput Ind Eng 48:765–787 (Elsevier Ltd)
Lai Ivan KW, Tam Sidney KT, Chan Michael FS (2012) Knowledge cloud system for network collaboration: a case study in medical service industry in China. Expert Syst Appl 39:12205–12212 (Elsevier Ltd)
Lampathaki F et al (2009) Business to business interoperability: a current review of XML data integration standards. Comput Stan Interfaces 31:1045–1055 (Elsevier B.V)
Lebreton BGM, Van Wassenhove LN, Bloemen RR (2010) Worldwide sourcing planning at Solutia’s glass interlayer products division. Int J Prod Res 48:801–819 (Taylor & Francis)
Lee G, Eastman CM, Sacks R (2007) Eliciting information for product modeling using process modeling. Data Knowl Eng 62:292–307
Lemaignan S et al (2006) MASON: A proposal for an ontology of manufacturing domain. Prague, Czech Republic, 15–16 June : Los Alamitos, Calif. : IEEE computer society, ©2006. Proceedings of the IEEE workshop on distributed intelligent systems: collective intelligence and its applications (DIS’06). pp 195–200. http://dx.doi.org/10.1109/DIS.2006.48
Li B-H et al (2010) Cloud manufacturing: a new service-oriented networked manufacturing model. Comput Integr Manufact Syst 16:1–7
Liang W-Y, O’Grady P (1998) Design with objects: an approach to object-oriented design. Comput Aided Des 30:943–956
Lin HK, Harding JA (2007) A manufacturing system engineering ontology model on the semantic web for inter-enterprise collaboration. Comput Ind 58:428–437 (Elsevier BV)
Liu S, Young RIM, Ding L (2011) An integrated decision support system for global manufacturing co-ordination in the automotive industry. Int J Comput Integr Manufact 4:285–301 (Taylor & Francis)
Lu RF, Storch RL (2011) Designing and planning for mass customization in a large scale global production system. In: Flavio SF, da Silveira GJC (eds) Mass customization engineering and managing global operations. Springer, London, pp 23–48
Ma Y-S, Chen G, Thimm G (2009) Fine grain feature associations in collaborative design and manufacturing—a unified approach. In: Lihui W, Nee AYC (eds) Collaborative design and planning for digital manufacturing. Springer, London, pp 71–79
Madni AM, Lin W, Madni CC (2001) IDEONTM: an extensible ontology for designing, integrating and managing collaborative distributed enterprises. Syst Eng 4:35–48 (Wiley Periodicals, Inc)
Maropoulos PG, Ceglarek D (2010) Design verification and validation in product lifecycle. CIRP Annal Manufact Technol 59:740–759 (Elsevier)
Martin RA (2005) www.tinwisle.com/. Accessed 27 Apr 2012 (Online) www.tinwisle.com/iso/RM_SME_SUMMIT05.pdf
Molina A, Velandia M, Galeano N (2007) Virtual enterprise brokerage: a structure-driven strategy to achieve build to order supply chains. Int J Prod Res 49:3853–3880 (Taylor & Francis)
Molina A et al (1995) Modelling manufacturing capability to support concurrent engineering. Concurr Eng 3:29–42. doi: 10.1177/1063293X9500300105 (SAGE)
Naciri S et al (2011) ERP data sharing framework using the generic product model (GPM). Expert Syst Appl 38:1203–1212 (Elsevier Ltd)
Nylund H, Andersson P (2010) Simulation of service-oriented and distributed manufacturing systems. Robot Comput-Integr Manufact 26:622–628
Ogot M (2011) Conceptual design using axiomatic design in a TRIZ framework. Procedia Eng 9:736–744 (Elsevier Ltd)
Oztemel E, Tekez EK (2009) A general framework of a reference model for intelligent integrated manufacturing systems (REMIMS). Eng Appl Artif Intell 22:855–864 (Elsevier Ltd)
Panetto H, Dassisti M, Tursi A (2012) ONTO-PDM: Product-driven ONTOlogy for product data management interoperability within manufacturing process environment. Adv Eng Inf 26:334–348 (Elsevier Ltd)
Panetto H, Molina A (2008) Enterprise integration and interoperability in manufacturing systems: trends and issues. Comput Ind 59:641–646 (Elsevier B.V)
Pappalardo M, Naddeo A (2005) Failure mode analysis using axiomatic design and non-probabilistic information. J Mate Process Technol 164–165:1423–1429 (Elsevier B.V)
Paredes-Moreno A, Martınez-Lopez FJ, Schwartz DG (2010) A methodology for the semi-automatic creation of data-driven detailed business ontologies. Inf Syst 35:758–773 (Elsevier B.V)
Patel Minnie H et al (2006) Air cargo pickup schedule for single delivery location. Comput Ind Eng 51:553–565 (Elsevier Ltd)
Peck J, Nightingale D, Kim S-G (2010) Axiomatic approach for efficient healthcare system design and optimization. CIRP Annal Manufact Technol 2010:469–472
Pierra G et al (1998) Exhgange of component data: The PLib (ISO 13584) model, standard and tools. In: Proceedings of the CALS EUROPE’98 conference, pp 160–176
Pratt Michael J, Anderson Bill D, Rangerc T (2005) Towards the standardized exchange of parameterize feature-based CAD models. Comput Aided Des 37:1251–1265
Ray SR, Jones AT (2006) Manufacturing interoperability. J Intell Manuf 17:681–688
Ridwan F, Xu X (2012) Advanced CNC system with in-process feed-rate optimisation. Robot Comput Integr Manufactu 23(3):423–441. http://dx.doi.org/10.1016/j.rcim.2012.04.008
Rudberg M, Olhager J (2003) Manufacturing networks and supplychains: an operations strategy perspective. Omega 31:29–39 (Elsevier)
Runger G et al (2011) Development of energy-efficient products: Models, methods and IT support. CIRP J Manufact Sci Technol 4:216–224
Santarek K (1998) Organisational problems and issues of CIM systems design. J Mater Process Technol 76:219–226 (Elsevier Science)
Scannapieco M et al (2004) The DaQuinCIS architecture: a platform for exchanging and improving data quality in cooperative information systems. Inf Syst 29:551–582 (Elsevier Ltd)
Shen B et al (2011) Collaborative engineering supporting technology for manufacturing in SOA. Computer integrated manufacturing systems Jisuanji Jicheng Zhizao Xitong/Computer integrated manufacturing systems. CIMS 17:876–881
Shen W et al (2010) Systems integration and collaboration in architecture, engineering, construction, and facilities management: a review. Adv Eng Inf 24:196–207 (Elsevier Ltd)
Shirwaiker RA, Okudan GE (2011) Contributions of TRIZ and axiomatic design to leanness in design: an investigation. Procedia Eng 9:730–735 (Elsevier Ltd)
Steele J, Son Y-J, Wysk RA (2001) Resource modeling for the integration of the manufacturing enterprise. SME J Manufact Syst 1:407–427
Stiassnie E, Shpitalni M (2007) Incorporating lifecycle considerations in axiomatic design. CIRP Annals CIRP 56/1/2007:1–4. doi:10.1016/j.cirp.2007.05.002
Subrahmanian E et al (2005) Product lifecycle management support: a challenge in supporting product design and manufacturing in a networked economy. Int J Prod Lifecycle Manag 1:4–25
Suh NP (1990) The principles of design. Oxford University Press, New York
Suh NP (2001) Axiomatic design: advances and applications. Oxford University Press, New York
Tao F, Hu YF, Zhang L (2010) Theory and practice: optimal resource service allocation in manufacturing grid. Machine Press, Beijing
Thielman J et al (2005) Evaluation and optimization of general atomics’ GT-MHR reactor cavity cooling system using an axiomatic design approach. Nucl Eng Des 235:1389–1402 (Elsevier B.V)
Togay C, Dogru AH, Tanik JU (2008) Systematic component-oriented development with axiomatic design. J Syst Softw 81:1803–1815 (Elsevier Inc)
Tolio T et al (2010) SPECIES—Co-evolution of products, processes and production systems. CIRP Annal Manufact Technol 59:672–693. http://dx.doi.org/10.1016/j.cirp.2010.05.008
Tu Y, Dean P (2011) One-of-a-kind production. Springer, London, pp 5–11. DOI 10.1007/978-1-84996-531-6
Tursi A et al (2009) Ontological approach for products-centric information system interoperability in networked manufacturing enterprises. Annual Reviews in Control 33:238–245 (Elsevier Ltd)
Uschold M et al (1998) The enterprise ontology Knowl Eng Rev 13:31–89
Valente A et al (2010) A STEP compliant knowledge based schema to support shop-floor adaptive automation in dynamic manufacturing environments, CIRP Annal Manufact Technol 59:441–444
Valilai OF, Houshmand M (2010) INFELT STEP: An integrated and interoperable platform for collaborative CAD/CAPP/CAM/CNC machining systems based on STEP standard. Int J Comput Integr Manufact 23:1095–1117. http://dx.doi.org/10.1080/0951192X.2010.527373 (Taylor & Francis)
Valilai OF, Houshmand M (2011) LAYMOD; A layered and modular platform for CAx collaboration management and supporting product data integration based on STEP standard. World academy of science, engineering and technology. In: International conference on mechanical, industrial, and manufacturing engineering, vol 78. Amsterdam, The Netherlands, pp 625–633
Valilai OF, Houshmand M (2013a) A collaborative and integrated platform to support distributed manufacturing system using a service-oriented approach based on cloud computing paradigm. J Robot Comput Integr Manufact 29:110–127. http://dx.doi.org/10.1016/j.rcim.2012.07.009 (Elsevier B.V )
Valilai OF, Houshmand M (2013b) A platform for optimization in distributed manufacturing enterprises based on cloud manufacturing paradigm. Int J Comput Integr Manufact (Taylor & Francis). http://doi.org/10.1080/0951192X.2013.874582
Vassiliadis P et al (2001) Arktos: towards the modeling, design, control and execution of ETL processes. Inf Syst 26:537–561 (Elsevier Science Ltd)
Verstichel S et al (2011) Efficient data integration in the railway domain through an ontology-based methodology. Transp Res Part C 16:617–643 (Elsevier Ltd)
Vichare P et al (2009) A unified manufacturing resource Model for representing CNC machining systems. Robot Comput Integr Manufact 25:999–1007 (Elsevier Ltd)
Wang, JX et al (2009) Design and implementation of an agent-based collaborative product design system. Comput Ind 6:520–535
Wang WYC, Chan HK, Pauleen DJ (2010) Aligning business process reengineering in implementing global supply chain systems by the SCOR model. Int J Prod Res 48:5647–5669 (Taylor & Francis)
Whitfield RI et al (2012) A collaborative platform for integrating and optimising computational fluid dynamics analysis requests. Comput Aided Des 44:224–240 (Elsevier Ltd)
Wiendahl H-P et al (2007) Changeable manufacturing—classification, design and operation. Annal CIRP 56:783–810 (Elsevier Ltd)
Wiesner A, Morbach J, Marquardt W (2011) Information integration in chemical process engineering based on semantic technologies. Comput Chem Eng 35:692–708 (Elseiver Ltd)
Wolfert J et al (2010) Organizing information integration in agri-food—a method based on a service-oriented architecture and living lab approach. Comput Electron Agricu 70:389–405 (Elsevier B.V)
Wu B et al (2012) Energy information integration based on EMS in paper mill. Appl Energy 93:488-495 (Elsevier Ltd)
Wu Q, Zhu M, Rao NSV (2009) Integration of sensing and computing in an intelligent decision support system for homeland security defense. Pervasive Mobile Comput 5:182–200 (Elsevier B.V)
Xu X (2012) From cloud computing to cloud manufacturing. Robot Comput Integr Manufact 28:75–86. http://dx.doi.org/10.1016/j.rcim.2011.07.002
Xu XW, Newman ST (2006) Making CNC machine tools more open, interoperable and intelligent—a review of the technologies Comput Ind 57:141–152
Ye Y et al (2008) An ontology-based architecture for implementing semantic integration of supply chain management. Int J Comput Integr Manufact 1:1–18 (Taylor & Francis)
Yi J-W, Park G-J (2005) Development of a design system for EPS cushioning package of a monitor using axiomatic design. Adv Eng Softw 36:273–284 (Elsevier Ltd)
Young RIM et al (2005) Sharing manufacturing information and knowledge in design decision support. In: Bramley A et al (eds) Advances in integrated design and manufacturing in mechanical engineering. Springer, London , pp 173–188
Zauner M, Holzl J, Kopacek P (1993) A modular low-cost CAQ system. Control Eng Pract 1:1063–1068 (Elsevier Ltd)
Zha XF, Du H (2002) A PDES/STEP-based model and system for concurrent integrated design and assembly planning. Comput Aided Des 34:1087–1110 (Elsevier Science Ltd)
Zhang G, Shang J, Li W (2011a) Collaborative production planning of supply chain under price and demand uncertainty. Eur J Oper Res 215:590–603 (Elsevier B.V)
Zhang X et al (2011b) A STEP-compliant process planning system for CNC turning operations. Robot Comput Integr Manufact 27:349–356 (Elsevier Ltd)
Zhao W, Liu JK (2008) OWL/SWRL representation methodology for EXPRESS-driven product information model; Part I. Implement Methodol Comput Ind 59:580–589
Zhao X, Pasupathy TMK, Wilhelm RG (2006) Modeling and representation of geometric tolerances information in integrated measurement processes. Comput Ind 57:319–330 (Elsevier B.V)
Zhao YF, Habeeb S, Xu X (2009) Research into integrated design and manufacturing based on STEP. Int J Adv Manufact Technol 44:606–624
Zhou B-H, Xi LF, Tao L-Y (2007) A framework of order evaluation and negotiation for SMMEs in networked manufacturing environments. Int J Comput Integr Manufact 20:199–210 (Taylor & Francis)
Zhou X et al (2007) A feasible approach to the integration of CAD and CAPP. Comput Aided Des 39:324–338
Zurawski R (2007) Integration technologies for industrial autmated systems. CRC Press; Taylor & Francis Group, New York
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2014 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Valilai, O.F., Houshmand, M. (2014). A Manufacturing Ontology Model to Enable Data Integration Services in Cloud Manufacturing using Axiomatic Design Theory. In: Schaefer, D. (eds) Cloud-Based Design and Manufacturing (CBDM). Springer, Cham. https://doi.org/10.1007/978-3-319-07398-9_7
Download citation
DOI: https://doi.org/10.1007/978-3-319-07398-9_7
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-07397-2
Online ISBN: 978-3-319-07398-9
eBook Packages: EngineeringEngineering (R0)