
Abstract
The Indium Tin Oxide (ITO) thin films were prepared by E-beam evaporation at oxygen pressure ranging from 1 × 10−4 to 1 × 10−3 Torr. The structure was analyzed by X-ray diffraction and the grain size was evaluated by Scherrer formula. The resistivity and transmittance were measured by 4-probe method and UV-Visible spectrophotometer, respectively. The crystallinity of ITO films increases with oxygen pressure increasing which also increase the intensity of (440). The grain size of ITO films increased with the oxygen pressure increasing. The resistivity decreased with oxygen pressure increasing, however, the transmittance increased. These results suggested that the deposition parameter of oxygen pressure plays an important role in ITO thin film preparation by E-bean evaporation.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords:
97.1 Introduction
Indium tin oxide (ITO) films are widely used in a variety of applications, including optoelectronic devices, such as organic light emitting devices (OLED), plasma display panels (PDPs), and solar cells, etc. [1], because the ITO films shown high optical transmittance in visible light region and acceptable resistivity when deposited under certain optimized condition. ITO film has been the subject of extensive investigations and is generally considered to be an important functional TCO material.
ITO films that exhibit optimum values of conductivity and transparency require an oxygen partial pressure in evaporation process. The ITO’s physical properties such as structure, surface morphology, conductivity, etc., which significantly influence OLED performance, are strongly dependent on the specific deposition process and post-treatment [2]. The optical and electrical properties of the ITO films obtained by using electron beam evaporation are reported to be quite sensitive to deposition parameters. Kachouane et al. [3] and park et al. [4] had report the crystallinity and composition of films are affected by the pressure of chamber during deposition. ITO films have been fabricated by DC or RF magnetron sputtering, ion beam sputtering, electron beam evaporation, and pulsed laser deposition.
E-beam evaporation offers two major advantages: (1) a high power density, and hence a wide range of control over evaporation rates, from very low to very high and (2) the source material for evaporation being contained in the water-cooled crucible and its surface area showing a high temperature. Metallurgical reactions between crucible and source materials leading to film contamination are therefore minimized. In this study, the ITO films were deposited by E-beam evaporation and the effect of oxygen pressure was discussed to obtain the optimized deposition parameters for low temperature preparation.
97.2 Experimental
The ITO thin films were prepared by E-beam assisted evaporation on glass substrate as a function of oxygen pressure. The source material was a mixture of 90 % In2O3 and 10 % SnO2. The glass substrate was cleaned by EPA in an ultrasonic cleaner for 15 min. and then DI water was used to move the solvent. And then it was carefully dried by nitrogen gas blowing. For deposition, the substrate was fastened in a curved holder with a working distance of 38 cm and heated to the temperature of 150 °C. A chamber with base pressure of 5 × 10−6 Torr was vacuumed by a diffusion pump. Oxygen gas was introduced into the chamber to adjust the working pressure ranging from 1 × 10−4 to 1 × 10−3 Torr. The deposition rate was monitored by a thickness control system (ULVAC CRTM-8000, Tokyo, Japan) and adjusted by the E-beam power to reach the film thickness of 150 nm.
The structure of ITO thin films deposited on glass substrates was analyzed by X-ray diffraction patterns (SIMENS D5000, Simens, German). The XRD patterns were collected in the 2θ range of 20–65° with 4°/min using a Cu Kα, λ = 1.54056 Å, radiation operated at 30 kV and 30 mA. The Scherrer formula was used to calculate the grain size, D [5].
where λ is the wave length of x-ray, λ = 1.54056 Å, B:full width half maximum, θ:diffraction angle.
The transmittance of thin film and glass was measured by UV–VIS spectrophotometer (HP Agilent 8453, Santa Clara, CA, USA) at 350–750 nm. The resistivity of ITO films was measured by 4-probe method with Keithley 236 (Keithley Instruments, Inc., Cleveland, Ohio, USA).
97.3 Results and Discussion
97.3.1 Structure
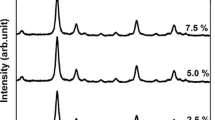
The structure of the ITO thin films prepared at various oxygen pressures was analyzed by X-ray diffraction as shown in Fig. 97.1 which shows the crystallized ITO thin film could be deposited at various oxygen pressures. The diffraction peaks of (222), (400) and (440) planes were detected, although the (440) plane was not detected at low oxygen pressure. Because the ITO thin film is an oxide ceramic which needs oxygen atom to construct the suitable structure. Lower oxygen pressure is not suitable for crystal formation, thus it was found a sharper peak was detected at oxygen pressure of 1 × 10−3 Torr and the (440) diffraction peak was also detected. Son et al. [6] deposited the ITO thin film on PET substrate with/without oxygen pretreatment, who found the crystalline ITO could be prepared after oxygen pretreatment. They also found the preferred orientation of (222) for non-treated substrate as the result shown in Fig. 97.1. When prepared ITO films at 1 × 10−2 Torr, the prepared ITO film with preferred orientation of (400) was found. In Fig. 97.1, it was found the peak intensity of (400) increases with the oxygen pressure increasing. Park et al. [7] reported that grains are aligned in (222) and (400) direction and changes from (222) to (400) direction with the increasing oxygen flow rate. In Fig. 97.1, the d spacing of (222) planes are about 0.2985 nm which are similar when prepared at various oxygen pressures; however, it is larger than the standard d0 value, 0.2923 nm. Meng et al. [8] reported the d spacing of (222) planes increased with oxygen flow rate increasing and it reached a maximum value of about 0.2985 nm. It means that a tensile strain was formed in these films.

The XRD patterns of ITO thin film prepared at oxygen pressure of a 1 × 10−4 Torr, b 5 × 10−4 Torr and c 1 × 10−3 Torr
The grain size of ITO thin film along the (222) direction has been estimated using Scherrer formula and the grain size increased with the increase of oxygen pressure as shown in Fig. 97.2. It means that the higher oxygen pressure is favourable to form bigger grains in the ITO films deposition process.

The grain size of ITO thin film prepared at various oxygen pressures
97.3.2 Resistivity and Transmittance
The resistivity of ITO thin films was measured by four probe method and it was plotted as a function of oxygen pressure as shown in Fig. 97.3. The resistivity decreased with the oxygen pressure increasing. It may be caused by more condense morphology (not show here) and larger crystalline grain at higher oxygen pressure. Meng et al. [8] and Yamaguchi et al. [9] also reported that the resistivity decreased with the oxygen flow rate increasing. Kim et al. [10] prepared the ITO thin film on PET substrate by dc-sputter. They reported the similar trend, where the resistivity of ITO film decreased with oxygen pressure increasing. The influence of oxygen admixture and deposition pressure was investigated by Kim et al. [11] who pointed out the resistivity decreased with oxygen pressure increasing when the oxygen admixture is low which could not change the rf-plasma condition.

The resistivity of ITO thin film as a function of oxygen pressure
The transmittance of ITO films as a function of oxygen pressure was shown in Fig. 97.4. The condense morphology and larger grain size will reduce the reflection of thin film owing to less surface and grain boundary scattering to increase the transmittance. Yamaguchi et al. [9] also reported the similar result for ITO prepared by e-beam evaporation. Young-Soon Kim et al. [11] reported the transmittance increases with the deposition pressure (oxygen pressure) and the transmittance is higher than 80 %. When the deposition pressure (oxygen pressure) is high, i.e. 1 × 10−3 Torr, the transmittance is higher than 90 %.

Transmittance of ITO thin film as a function of oxygen pressure
97.4 Conclusions
The deposition parameter of oxygen pressure plays an important role in ITO thin film preparation by way of E-beam evaporation. The crystallinity of ITO films increases with oxygen pressure increasing. The grain size of ITO films increased with the oxygen pressure increasing. The resistivity decreased with oxygen pressure increasing, however, the transmittance increased. It may be caused by condense morphology and larger grain. These results suggested that the deposition parameter of oxygen pressure plays an important role in ITO thin film preparation.
References
Ahn, J. H., Lee, J.-U., & Kim, T. W. (2007). Impedance characteristics of ITO/Alq3/Al organic light-emitting diodes depending on temperature. Current Applied Physics, 7, 509–512.
Granqvist, C. G., & Hultåker, A. (2002). Transparent and conducting ITO films: new developments and applications. Thin Solid Films, 411, 1–5.
Kachouane, A., Addou, M., Bougrine, E. L., Idrissi, A. B., Messoussi, R., Regragui, M., Bernede, J. C. (2001). Preparation and characterisation of tin-doped indium oxide films. Materials Chemistry and Physics, 70, 285–289.
Park, Y.-C., Kim, Y.-S., Seo, H.-K., Ansari, S. G., & Shin, H.-S. (2002). ITO thin films deposited at different oxygen flow rates on Si(100) using the PEMOCVD method. Surface and Coatings Technology, 161, 62–69.
Cullity, D. (1978). Elements of X-ray Diffraction (2nd ed.). MA: Addison-wesley.
Son, P. K., Choi, S.-W., & Kim, S. S. (2012). Indium tin oxide exhibiting high poly-crystallinity on oxygen plasma-treated polyethylene terephthalate surface. Nanoscale Research Letters, 7(118), 1–4.
Park, S.-M., Ebihara, K., Ikegami, T., Lee, B.-J., Lim, K.-B., & Shin, P.-K. (2007). Enhanced performance of the OLED with plasma treated ITO and plasma polymerized thiophene buffer layer. Current Applied Physics, 7, 474–479.
Meng, L.-J., Gao, J., Silva, R. A., & Song, S. (2008). Effect of the oxygen flow on the properties of ITO thin films deposited by ion beam assisted deposition (IBAD). Thin Solid Films, 516, 5454–5459.
Yamaguchi, M., Ide-Ektessabi, A., Nomura, H., & Yasui, N. (2004). Characteristics of indium tin oxide thin films prepared using electron beam evaporation. Thin Solid Films, 447–448, 115–118.
Kim, H. H., Cho, M. J., Lim, K. J., Shin, J. H., Park, J. I., & Ahn, J. I. (2002). RF Bias Effect of DC Reactively Sputtered ITO Filmson PET at Room Temperature. In: proceeding of International Conference on Electrical Engineering, (pp. 1257–1259). Korea: Jeju Island.
Kim, Y.-S., Park, Y.-C., Ansari, S. G., Lee, J.-Y., Lee, B.-S., & Shin, H.-S. (2003). Influence of O2 admixture and sputtering pressure on the properties of ITO thin films deposited on PET substrate using RF reactive magnetron sputtering. Surface and Coatings Technology, 173, 299–308.
Acknowledgments
This study great thank for Dr. Yuan-Shing Liu who supported the experimental equipment.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2014 Springer International Publishing Switzerland
About this paper
Cite this paper
Huang, HH., Chen, YM., Huang, MC. (2014). Growth Characteristics and Properties of Tin-Doped Indium Oxide Thin Films as a Function of Oxygen Pressure When Prepared by E-beam Evaporation. In: Juang, J., Chen, CY., Yang, CF. (eds) Proceedings of the 2nd International Conference on Intelligent Technologies and Engineering Systems (ICITES2013). Lecture Notes in Electrical Engineering, vol 293. Springer, Cham. https://doi.org/10.1007/978-3-319-04573-3_97
Download citation
DOI: https://doi.org/10.1007/978-3-319-04573-3_97
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-04572-6
Online ISBN: 978-3-319-04573-3
eBook Packages: EngineeringEngineering (R0)