
Abstract
Tin (Sn) whiskers are electrically conductive, single crystal eruptions that can grow from surfaces where tin is deposited on a substrate surface. They present reliability problems for the electronics industry due to the formation of stable, bridging shorts in low voltage, high impedance circuits. Continuing reports of Sn whisker-induced failures coupled with the lack of an industry-accepted understanding of tin whisker growth and/or test methods to identify whisker-prone products has made blanket acceptance of pure tin plating a risky proposition in high reliability systems. Special attention has been devoted to measurements of whiskering under a variety of rigorously controlled environmental factors such as substrate roughness, Sn film thickness (and depletion due to whisker growth), gas environment, humidity, film stress state and Sn oxides, which are known to play a significant role in whisker production. This research is designed to clarify and control the mechanisms that govern whisker formation, with an ultimate objective to discover how to impede and/or prevent whisker growth, either by surface coatings or by modifications of the thin film properties.
Quantum Physics means anything can happen at any time for no reason.
Professor Hubert Farnsworth.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1.1 What Are Whiskers?
Metallic whisker formation first arose as a component reliability issue as early as the 1940s. A metallic whisker is a single crystal filamentary eruption from a metal surface. Multiple single crystalline filaments can join together and form a single whisker. Most high-aspect whiskers are cylindrical in shape with average diameters about a micron with lengths up to several millimeters. Whiskers are usually generated on thin metal films (0.5 to tens of microns) which have been deposited on a substrate material, though whiskers have also been observed infrequently to grow from bulk materials. Whiskers can be straight, kinked, or even curved. Metallic film deposits can also have other types of eruptions that are quite different in appearance from the high aspect ratio whisker eruptions. These are commonly referred to as flowers, extrusions, hillocks and volcanoes. Generally, they are of lower academic interest when compared to the longer, high aspect ratio whiskers this thesis addresses.
Most of the work presented here will focus on Sn whiskers, since they are the dominant whiskering problem for electronic components today. Sn, however, is not the only existing whisker-forming material, for cadmium, zinc, indium, aluminum, gold, lead, and silver have also been observed to produce whiskers.
1.2 History of Whiskering
Metallic whisker formation first became a problem and a subject of interest as early as the 1940s, right after World War II. Electroplated cadmium was the first to grow whiskers long enough to short out adjacent capacitor plates in electronic components, first reported by Cobb in [1]. In 1948, Bell Telephone Corporation experienced failures on channel filters used to maintain frequency bands in multi-channel telephone transmission lines. Failure analysis quickly showed that Cd whisker formation was the root cause of the channel-filter failures. Bell Laboratories then initiated a series of long-term investigations into the general topic of whisker formation, which was first reported in 1951 by Compton et al. [2]. The research established that whisker formation occurred spontaneously, but not only on Cd electroplating. Whisker growth was also found on electroplated zinc, Sn, silver and even on Al casting alloy. The Compton et al. paper provided the first summary statements that would be used as a guide to future whisker research. The conclusion was that whisker growth is not limited to electrodeposited coatings and may also be found on solid metals. Much of the research since the 1951 Compton paper has focused on electroplated Sn and Sn-alloys on various substrates, since Sn and Sn-alloy electroplating became the plating of choice for electronic components due to the favorable combination of contact resistance, corrosion resistance, low cost, and solderability.
In 1959, Arnold published a paper [3] detailing the beneficial whisker mitigation effect observed when alloying Sn plating with Pb. He noted that, while Sn–Pb alloys will whisker if subjected to high compressive stresses (a conclusion we have also found), it is rare otherwise. After his article, the predominant mitigation strategy for Sn plating in the US electronics industry for the next 50 years became the co-deposition of Pb into the Sn electroplating process. A few years later (1964) this result was reinforced by Pitt and Henning [4], who observed whisker growth due to clamped-pressure environments on hot-dipped Sn and 50 %Sn-50 %Pb deposited on copper (Cu) and steel substrates. The observed whisker densities decreased with increasing Pb content.
In 1974, a review article [5] was published by Britton of the Tin Research Institute (now known as the International Tin Research Institute (ITRI) Ltd.) in collaboration with Bell Labs, which stated that Sn–Pb deposits at least 8 μm thick (either matte or bright) are probably safe and suitable for most purposes where whisker growth may be a hazard. It claimed that a Pb content of 1 % is sufficiently effective to prevent whiskers but better to select a Sn–Pb process with a larger developed Pb content, which again supported Sn–Pb alloy as the recommended alloy of choice.
In 1975–1976, a set of publications by Dunn [6, 7] of the European Space Agency strongly recommended that surfaces which are prone to stress-induced whisker growth (such as Sn, Cd, and Zn) be excluded from spacecraft design. The alternative finish suggested, of course, was a Sn–Pb alloy of 60Sn/40Pb. Dunn was the first to suggest that pure Sn plating should not be used for critical applications, such as spacecraft. However, no mandated or regulatory position was taken relative to Dunn’s recommendations, which proved to be very unfortunate in future years, as several significant reliability failures occurred in US Air Force equipment which were attributed to Sn whiskers.
In 1986, Nordwall [8] and Capitano and Devaney [9] discussed the US military’s first experience with whiskers growing from Sn-plated hybrid circuits. The whiskers were breaking off, falling into active circuitry and causing intermittent operation. The USAF discovered the problem while screening 12 years old failed radar systems. Analysis showed numerous bridging whiskers (up to 2.5 mm long, some of the longest whiskers observed in electronic circuits) which had shorted out the circuitry. A few years later, in 1989, Corbid [10] of Hi Rel Laboratories examined the use of Sn in miniature electronic packages. He claimed that reflowing did not prevent whisker formation as previously noted in earlier studies on assembled circuits. The question of whether reflowing (melting solder during circuit assembly) helps to prevent whiskers remains a research topic and is still debated today.
In 1990, Cunningham and Donahue [11] of the Raytheon Company presented a paper at the SAMPE Conference on Sn whiskers, which compared whisker growth from Sn and Sn–Pb alloy films subjected to mechanical stresses at elevated temperatures. The results showed that the process which produced the fewest whiskers was 60/40 Sn/Pb with reflow, which again, combined an elevated temperature with Pb-containing Sn. The first published paper from a connector company that dealt with reliability problems involving Sn whiskers was a 1993 work by Diehl [12] from Burndy Connector Corporation. Diehl also concluded that the addition of Pb was necessary to insure that Sn electroplating would not produce whiskers. His directive was subsequently adopted by all of Burndy Corporation’s Sn plated connector products.
In 1999, whisker problems arose in ultrafine pitch circuits, reported by Ishii et al. [13]. The ultrafine circuits referred to a pitch of 50 μm, corresponding to a lead-frame spacing with gaps of 20 μm or less between adjacent leads. The pure Sn lead-frames were experiencing a high incidence of shorting due to whiskers (the problem was reported to be mitigated by annealing at 150 °C for 2 h).
At the beginning of the 21st century, General Electric [14] issued a service bulletin stating that whisker problems had been found on certain GD relays in field service for over 10 years. The recommended corrective action was to brush off and vacuum up the removed whiskers. Around the same time (2001), in a different case study, Stevens [15] of the Foxboro Company reported whisker-induced relay failures (used in nuclear facilities). After eight years in service the relays failed due to Sn whiskers. The relay finishes where originally Sn–Pb, but due to cost savings the finishes had been switched to pure Sn in 1983. Since the failed relays were used in nuclear facilities, a total field replacement action was initiated immediately.
In 2002, the Government-Industry Data Exchange Program (GIDEP) issued an Agency Action Notice on Sn whiskers authored by Khuri [16] from the Department of the Navy to remind the electronics industry of the potential risks associated with the use of pure Sn-plated finished on electronic assemblies. The notice recommended that pure Sn finishes be avoided at all costs and that the use of Sn–Pb solders be utilized. Due to current mandated regulations involving use of Pb in electronic assemblies, it has become more difficult to solve the whisker problem by use of Pb-containing alloys. We discuss this subject in the next section.
1.3 Impact of the Lead-Free Movement
We have shown that, since the late 1940s when Sn and Sn-alloys were chosen for use in electronic circuits (instead of Cd), there have still been several reported incidents of Sn whisker failures in electronic systems containing pure Sn plating. Further, it was clear from the early work on whiskers that one of the best and most reliable solutions to mitigate Sn whiskers was to use a Sn–Pb alloy instead of pure Sn. Enter governmental regulations involving the use of Pb in electronics products. The European Union legislation “Restriction of the use of Certain Hazardous Substances (RoHS) in Electrical and Electronic Equipment” required the elimination of Pb (less than 0.1 wt%) from electronic devices by July 2006 [17]. The most non-disruptive and economical way of complying with the RoHS directive was to replace Sn–Pb with pure Sn [18, 19]. This led to the need for higher confidence in high Sn content plating, since the generally accepted whisker prevention method (additives of Pb) was to be flushed out.
The rationale behind RoHS was the exponential sales growth in consumer electronics such as computers and cell phones. Along with the explosive growth of electrical units in the field was the problem of how to dispose of them at their end-of-lifetime. Electronics are thrown away and replaced with the newest and latest versions with increasing frequency. Millions of Pb-containing circuit boards from disposed electronics are dumped into landfills. The RoHS concern was that Pb in the buried electronics could migrate into municipal water supplies, which in turn spawned the worldwide Pb-free movement, culminating in the RoHS regulations. The Pb-free regulations currently affect nearly all electronic products (an exception is granted for certain high-reliability military use devices). Sn whiskers have therefore re-emerged as a major reliability concern in electronic systems. The problem has further been exacerbated by the continued industry demands for smaller and faster devices, with higher packing densities and smaller critical dimensions. Under these conditions, whiskers pose even more of a threat.
1.4 Reported Sn Whisker Failures
There are a variety of ways whiskers can lead to electronic device failure. Numerous failures have been attributed to short circuits caused by tin whiskers that bridge closely-spaced circuit elements maintained at different electric potentials. Whiskers can typically conduct a current of ~10 mA before melting. If the current through the whisker is less than this threshold value, then the failure mode is usually a permanent short. However, but if the current is greater than the threshold, the whisker melts and create an intermittent short. Applications with very high levels of current and voltage may cause whiskers to vaporize into a conductive plasma of metal ions. These plasmas are capable of carrying hundreds of amperes, which can lead to catastrophic damage. The arcs can be sustained for several seconds until interrupted by circuit protection devices. It has been shown [20] that, as the air pressure is reduced, less power is required to initiate and sustain a whisker-induced metal vapor arc. Metal vapor arcs in vacuum have blown fuses on several commercial satellites, rendering the spacecraft non-operational. The small diameter and long length of many whiskers also make the whisker susceptible to fracture. If fracture occurs, then the whisker can drop onto neighboring portions of the circuitry and interfere with the operation of devices that weren’t growing whiskers. Clearly, whiskers can lead to device failures in many ways including but not limited to these discussed above.
Sn whiskers have been observed in numerous electronic assemblies. Figure 1.1 illustrates a few representative cases. Figure 1.1a shows Sn whiskers on pure Sn-plated connector pins, observed after ~10 years old in 2000 [14]. In Fig. 1.1b whisker growth appears on matte Sn-plated microcircuit leads (2002), which created failures in the electric power utility industry for over 20 years [21]. Sn whiskers have also been observed on the exterior surface of Sn-plated electromagnetic relays (Fig. 1.1c), creating shorts between terminal-to-terminal, terminal-to-header, case-to-another component, and even whisker-to-whisker. Whisker growth has also occurred on the interior surfaces of electromagnetic relays, seen in Fig. 1.1d. In this case, whisker growth up to 3 mm in length was found on the Sn-plated steel armature (observed on ~14 year old parts). In 2001, whiskers were seen sprouting from pure Sn-plating over Ni terminals on ceramic chip capacitors, shown in Fig. 1.1e. The capacitor was mounted by conductive epoxy inside a hermetically sealed hybrid and subjected to ~200 thermal cycles (−40/90 °C). Whiskers can also be found inside the lid of the Sn-plated microcircuit packages, shown in Fig. 1.1f, found in 1998. Sn whiskers up to 2 mm long were observed growing toward the inside of the package and several were reported to break loose, creating intermittent shorts leading to field failures. These are just a few of many examples where whiskers are terrorizing electronic devices. Whiskers have also been responsible for failures in critical applications involving heart pacemakers, space capsules, missile control systems, satellites, medical devices, aircraft radar, nuclear and electrical power plants and much more. Table 1.1 lists a few of the reported whisker-related problems in various electronic applications.

Examples of whisker growth in electronic assemblies. a Sn-plated connector pins. b Sn-plated microcircuit leads. c Exterior surface of Sn-plated electromagnetic relays. d Sn-plated steel armature on interior of electromagnetic relay. e Sn-plating over Ni terminals on ceramic chip capacitor, and f Inside lid of Sn-plated hybrid microcircuit package {(b-f) reprinted with permission from NASA Goodard Flight Center (November 2003) [21]}
1.5 Literature Survey of Factors Influencing Whisker Growth
There is currently no general consensus on the underlying mechanism(s) of whisker incubation and growth. The science of whiskering is still being worked out. A great deal of controversy and contradictory information regarding the key factors that affect whisker formation still exists. Several attempts have been undertaken/currently running to develop accelerated test methods to determine the propensity of a particular system and its environment to form whiskers. To date, however, there are no universally established test methods for evaluating whisker susceptibility. In fact, much of the experimental data compiled throughout the years has produced contradictory findings regarding which factors accelerate or even retard whisker growth.
That said, there are a number of commonly agreed upon variables that influence whisker formation. Most researchers agree that compressive stress in the Sn film is the fundamental driving force behind whisker growth [22]. This stress may be intrinsic stress, which is stress distributed in the as-plated Sn film with its associated texture (grain size and crystallographic orientation) [23, 24] or, extrinsic stress, arising from chemical reactions between the Sn-film and the substrate alloy (intermetallic compound formation), uneven diffusion between the substrate material and tin film, mechanical processes such as bending, forming, and thermo-mechanical stresses (CTE mismatch induced), plating chemistry (bright tin) and/or impurities introduced during film deposition, oxygen diffusion and/or oxide formation on the surface, and even storage or operating environment conditions (such as corrosion possibilities). Figure 1.2 displays a multitude of factors that can influence whisker growth.

The multitude of factors that can influence whisker growth
If the film stress is maintained at high levels for a sufficiently long period of time, there is strong likelihood of a whisker growth event as a means to relax the stress within the film beyond the extent possible by competing stress reduction schemes. It is commonly thought that tensile stress retards whisker formation, while compressive stress accelerates whisker formation. We offer additional data on this question below, but it is likely that stress is not sufficient in itself to initiate whiskers. The factors that affect whisker growth are conveniently grouped into a few major categories: plating chemistry and process, deposit characteristics, substrates, and environment.
When it comes to plating chemistry and the plating process there are many concerns. First is the plating material. Pure Sn is the most commonly used whisker prone plating material, but other Sn alloys (such as Sn-Cu and Sn-Bi) can also generate whiskers. In fact, even the rare whisker producer, Sn–Pb, has been observed to create whiskers under suitable circumstances. The use of “brighteners” during plating can also greatly effect whisker growth. In general, bright Sn films are more prone to whisker formation and growth than the so-called matte Sn films. A matte tin film is a tin film that contains lower internal stresses and larger grain sizes (typically of 1 μm or greater) with a carbon content <0.050 %, while a bright tin film has higher internal stresses and smaller grain sizes (typically 0.5–0.8 μm) with a carbon content of 0.2–1.0 % [25]. Impurities in the plating bath which get incorporated into the Sn film as defects may also enhance the possibility of whisker formation. It is not completely known which impurities (and concentrations) are the primary culprits, but Cu and C appear to be impurities that make the tin film stress increasingly compressive [26]. Incorporated H or co-deposited C during plating may also influence whisker growth [27]. The current density, bath temperature, and degree of bath agitation during the plating process also affect whisker development.
Once deposition is complete, the deposited film characteristics play a role in whisker formation. The grain size and shape along with the crystal orientation in the microstructure of the film affect whisker growth [28]. Typically, the smaller the grain size the higher the internal stresses in the film [29]. The grain size and shape in turn become important when taking into account the grain boundaries. Increasing the grain size of a deposited Sn film reduces the number of grain boundaries, which slows both the self- and inter-diffusion rates in the film. Fewer grain boundaries also mean fewer places for non-uniform intermetallic compound (IMC) growth, which can reduce the stress in the system. The migration of substrate atoms into the film usually act to increase stress in the film, enhancing whisker growth. The self-diffusion of Sn along grain boundaries to the root of a whisker supplies Sn atoms to push the growth upwards from the base of the whisker. The predominant diffusion mechanism affecting whisker growth is expected to be grain boundary diffusion [30]. However, in many cases, grain boundaries are pinned within films so the diffusion rate is limited by the available flux of vacancies with the film. Finally, the thickness of the deposited film can influence whisker growth. Thicker layers of Sn (~7 μm or greater) have greater volumes and lower overall stresses which result in longer whisker incubation times.
There are currently two principal whisker models that are thought to describe whisker growth. Vianco and Rejent’s [31] whisker model proposes that the underlying process behind whisker growth is dynamic recrystallization (DRX). Numerous researchers have considered the possibility that whisker growth results from recrystallization, but not specifically DRX [32, 33, 63]. The idea is that time-dependent, creep deformation caused by compressive stress is the mechanism which initiates DRX and then provides the mass transport necessary to sustain the grain growth phase of DRX. Here the compressive stress does not explicitly cause whisker growth by the bulk movement of material, but rather, the compressive stress generates inelastic deformation, increasing strain energy, which initiates DRX. Whisker growth from the surface is the result of the DRX.
DRX is an enhancement of static recrystallization. Static recrystallization occurs when the strain energy of defect structures is reduced without additional deformation occurring at the same time. In contrast, DRX is caused by the simultaneous occurrence of deformation. The slower the strain rate, the more likely it is for the deformation (strain energy build-up) and recrystallization (strain energy loss) processes to overlap, thereby giving rise to DRX. Mechanistically, the DRX process begins with the build-up of defects. The resulting increase of strain energy provides the added driving force that initiates recrystallization either sooner or, at a lower temperature, than would occur under static recrystallization. Once the strain energy has exceeded a limit, the DRX process proceeds with the nucleation of new grains (smaller than original grains). These new grains grow under the driving force generated by the annihilation of the dislocation pile-ups and tangles, which removes strain energy from the material. Soon, the growing grains, like the pre-existing grains, become susceptible to an increased defect density at their boundaries under the applied stress. Dislocations pile-up and tangle at these recently created grain boundaries causes them to become sites of new grain initiation for possible whisker growth. This cycle continues until the stress has been removed from the material.
Therefore, whisker development, as a form of DRX (Fig. 1.3), is a serial process comprising of deformation that raises the strain energy, new grain initiation and then grain growth (which is responsible for the whisker formation). The sustained deformation under compressive stress drives the mass transport mechanism. The compressive stress creates dislocations that pile up at pre-existing grain boundaries and the resulting strain energy increases to the point where new grains are initiated. In this model the whisker does not grow from a pre-existing grain, which is similar to the model proposed by Smetana [35], who offers a second current principal whisker model.

In Smetana’s model, the atoms at the whisker grain boundary at the base of the whisker are shown to be (on average) at lower energy levels (compressive stress levels) than surrounding areas. This aids in the movement of Sn atoms without requiring that they go to a higher energy state. The base of the whisker is the grain boundary interface of the whisker with other whisker grains (not the surface of the tin deposit in the area of the whisker grain). In this model, recrystallization is necessary and there must be vacancies at the base of the whisker grain boundary; otherwise, Sn atoms cannot move there.
Figure 1.4a shows columnar grain boundaries under compressive stress (mechanical, CTE mismatch, IMC growth, etc.). After recrystallization (Fig. 1.4b), oblique angled grain boundaries are created, which results in lower stress grain boundaries than the vertical grain boundaries. This is the source of the stress gradient. Since grain boundaries are high vacancy sites with a low degree of atom packing density, they may act as a source or sink for vacancies. Figure 1.4c demonstrates diffused Sn atoms that have been driven into the oblique angle grain boundaries due to the stress gradient. Since the grain boundaries are not fixed, grain boundary sliding (creep) can occur along the boundaries. As more Sn atoms diffuse into the grain boundaries (lower packing density), some atoms in the grain boundary move into the whisker grain, which produces whisker growth directed upward. A simplified schematic of resultant the whisker growth model is depicted Fig. 1.4d. Depending on where the Sn atoms are introduced into the whisker grain and if there are any pinned grain boundaries deciphers how the whisker protrudes out from the surface (straight, bent, kinked, etc.).

Schematic of Smetana whisker model [35]
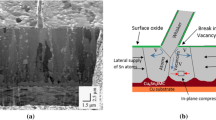
Once Sn is deposited, it oxidizes. Sn oxide formation is thought to play a significant role in whisker growth. In one theory, localized breaches in the surface Sn oxide layer can provide a path for vacancies to diffuse into the film from the ambient air, but only for a limited time (depends on the rate of re-oxidation of the surface of the Sn film where the oxide was breached) [34]. Excess Sn present in the system under any kind of compressive stress can move along grain boundaries that are not pinned, such as in the vicinity of the oxide breach. The Sn can then reach a nucleation site and begin to grow at that location and form whiskers.
Sn oxides can contribute to whisker production in other ways. It has been seen that Sn oxide growth can be non-uniform [35–37], meaning there are holes in the oxide or regions where the oxide is weaker, which favors whisker penetration through the Sn oxide layer. Sn oxidation also may affect whisker growth by creating extra stress in the film. As oxygen diffuses into the film and combines with Sn atoms to form SnO or SnO2 it can create extra stress in the film due to the relative volume of Sn/SnOx within the film space. This extra stress contributed by oxygen incorporation is expected to affect thin films more than thick films since the thicker films have a larger volume over which to dissipate the stress. Generally, the role of oxygen is complicated and not well understood, with many theories describing ways in which oxygen contributes to whisker formation. The role of oxidation in whiskering is a controversial topic. Some go as far to say that the surface oxide layer is a necessary condition for whisker formation [38] while others believe that a surface oxide has minimal effect on whisker growth [39]. Our work reported below on Au whiskers favors the latter perspective.
The substrate under the Sn film can greatly affect whisker growth. Different substrate materials react differently with Sn or various Sn alloys in many ways. Certain film/substrate combinations are likely to form interfacial intermetallic compounds while other film/substrate combinations lack intermetallic compounds. For example, Sn films on brass or Cu lead to concerns with unwanted stress created by the formation of intermetallic layers. Cu6Sn5 is a common intermetallic interfacial compound which forms at a Sn-Cu boundary at ambient room temperature. It is the dominant IMC between Cu and Sn [40] and is known to grow faster with increasing temperature. The intermetallic layer is formed by Cu diffusion into the Sn film through grain boundaries. Though IMC’s grow faster at elevated temperatures, they can actually pose more of a threat at room temperature, since grain boundary diffusion is higher than bulk diffusion near room temperature, creating locally limited Cu migration routes. This leads to the characteristic, highly irregular Cu-Sn IMC, which creates localized, compressively stressed regions within the Sn film. At elevated temperatures, bulk diffusion increases and results in a more uniform IMC and less stress.
Molar volume differences can contribute to film stress and enhanced whiskering. If six parts of Cu are mixed with five parts of Sn, the resultant Cu6Sn5 has a larger molar volume (10.6 cm3/mol) [41] than the molar volume of Sn. This can lead to compressive stresses in interfacial areas. IMC effects become more complicated at elevated temperatures where a neighboring intermetallic layer of Cu3Sn may also form, though Cu3Sn intermetallic layers have lower molar volumes (8.6 cm3/mol) [42] than Cu6Sn5 and are not expected to create as much extra stress within the film.
A host of environmental conditions have a major impact on Sn whiskering. Everything from assembly line processes to storage conditions has been found to influence whisker growth. Some variables of concern include the specific plating process, temperature, temperature cycling, relative humidity, applied external stress, current flow or electric bias, and even pressure since whiskers grow in vacuum as well as under atmospheric pressure. Elevated temperatures and temperature cycling affect whisker formation due to CTE mismatches and IMC formation. Some studies report that thermal cycling increases the growth rate of whiskers [37, 43], while others report no effects due to thermal cycling [44, 45]. Heat treatment processes include procedures of annealing, fusing, and reflow. Annealing refers to a heating and cooling process typically intended to soften metals and make them less brittle. According to studies, annealing should be performed within 24 h of plating in order to be effective in mitigating whiskers due to irregular IMC growth. Dittes et al. [46] have shown that Cu based lead-frames should be heated to 150 °C for 1 h directly after plating. Due to bulk diffusion at the elevated temperature, a less irregular and more continuous IMC layer forms, which results in less compressive stress. The grain boundaries of the Sn can shift, resulting in larger grains and fewer grain boundaries [47]. The more regular IMC layer results in a continuous diffusion barrier for further IMC growth, which slows the formation of irregular growth by grain boundary diffusion at ambient conditions [48].
Fusing and reflow act similarly since they both melt and resolidify tin plating under relatively slow cooling conditions. Fusing is a reflow procedure usually done by dipping the tin-plated surface in a hot oil bath. By fusing Sn plating shortly after deposition, whisker formation may be mitigated [49]; however, when IMC layers form, the effectiveness of the fusing is reduced. In contrast to fusing, reflow, which is done as part of the printed circuit board assembly process, has not always been shown to be a successful whisker mitigation practice. In fact, some studies report an increase in whisker growth [50, 51] during reflow without flux. These are just some examples of the widely varying effects temperature can have on whisker formation.
Relative humidity has been shown to play a complicated role in whisker development. Some reports claim that moisture is not a contributing factor in whisker growth while others observe that whiskers form more readily under high humidity (≥85 % RH) [52–54]. Humidity is thought to introduce stresses due to the diffusion of oxygen from the surface into the film [55]. High humidity then affects the thickness of the oxide film on the Sn leading to compressive stress [56]. High relative humidity is also thought to increase the rate of grain boundary or surface diffusion, and can also lead to corrosion, which introduces additional stress within the film [52]. Corrosion-assisted whisker growth caused by water condensation during high-temperature humidity testing or by water droplet exposure has been observed [57]. Excessive localized surface corrosion leads to non-uniform oxide growth, which imposes differential stress states on the Sn film. Whiskers have been found to nucleate in the corroded regions and continue to grow even after removal of the condensed moisture. It is clear that humidity plays a significant role in whisker production. Humidity and its frequently produced offspring, corrosion, are still very much confounding factors in whiskering requiring a great deal of careful work. We report below the results of a highly controlled experiment on the effects of relative humidity on Sn whiskering.
Finally, the presence of an electric field or voltage bias has been found to affect whisker growth in multiple ways. The extent and impact of electrical potential is not fully understood [58] at the present time. However, NASA workers have demonstrated that whiskers can bend due to the forces of electrostatic attraction, which increases the likelihood of Sn whisker shorts [59]. A few studies have shown that electrical currents accelerate Sn whisker growth [60] but this remains a controversial subject; we report our study of the influence of current density on whiskering below. More work is required to fully confirm and understand the effects of electric field on whiskering.
In summary, there are multiple factors that play a role in whisker growth on any given system and, unfortunately, a quantitative relationship between these variables and whisker growth does not yet exist. Over nearly a half century after the first observation of whiskers, there is still no generally accepted consensus for the root causes of whiskers or a protocol for mitigation that is universally applicable over all electronic assemblies. In spite of this, there have been several attempts by the electronic industry to develop practices for whisker prevention and mitigation. After the RoHS regulations effectively banned the use of lead in electrical products, the National Institute of Standards and Technology (NIST) became active in Sn whisker research. NIST was one of the first agencies to specify whisker mitigation practices by the reduction of internal compressive stresses created by IMC formation. In 2001, iNEMI also embarked on a series of experiments to find accelerated tests (e.g., high temperature, humidity and thermal cycling) for tin whiskers, where it quickly became clear that standard accelerated test conditions were insufficient to provide a clean-cut, simple set of tests that would predict whisker growth. As the industry continued its march toward Pb-free electronics, the need to insure the reliability of tin coatings became all the more necessary, so iNEMI was determined to produce a set of accepted industrial test procedures to monitor and minimize whisker reliability exposure. The plan of attack was to first define a set of test conditions that would promote Sn whisker growth and then to recommend a protocol for inspecting the whisker growth and recording the data. The next step was to gain a sufficient understanding of whisker formation to allow for development of accepted test criteria and mitigation practices which would provide a methodology to minimize whisker reliability exposure for long life, high reliability electronics systems. iNEMI published the acceptance test requirements in July 2004 [61] which were submitted as a formal standard in the JEDEC standard JESD 201, “Environmental Acceptance Requirements for Tin Whisker Susceptibility of Tin and Tin Alloy Surface Finishes” in 2006. However, the documents provide only recommended guidelines to reduce the risk of whisker-related problems. They do not describe specific methods that can be used to eliminate whisker-related failures.
1.6 Challenging Aspects of Whisker Studies
One of the complications when studying whiskers is the issue of time. Whiskers have been observed to grow within days in some cases, but may take up to years and even decades before growing long enough to cause failures in electronic systems. This means that an electronic component that is whisker-free one day can be whisker prone the next day, creating a reliability nightmare scenario. It is this dormancy, commonly known as the incubation period, that distinguish whiskers from other surface plating defects such as nodules or dendrites, which may be roughly similar in appearance to whiskers but present on the surface immediately after plating. This attribute of whisker growth is particularly frustrating since, in order to complete any kind of meaningful experiment, very long time periods may be necessary to create whiskers.
It is important not to take the incubation period lightly. Sn plated electronic systems that may seem fine and functional for many years remain under the threat of whisker growth. In 1976, Dunn (of the European Space Agency) released a set of publications strongly recommending that surfaces susceptible to whisker growth (such as Sn) be excluded from spacecraft design [6, 7], but not all satellite manufacturers followed his suggestion and, over a decade later, in 1990, several commercial spacecraft failed due to Sn whisker problems. The U.S. military first become aware of the incubation of Sn whiskers and their potential problems when the USAF was inspecting failed circuits in 12 year old radar systems and found whiskers up to 2.5 mm in length growing on Sn-plated lids of hybrid circuits [8]. Another incident where whiskers arose after a long period of dormancy was found in March 2000 in 10 year old General Electric relays [14].
A second frustrating factor in whisker studies is the highly variable growth rate of whiskers. Whisker growth rates range from 0.03 to 9 mm/year [62] which means their growth is highly variable and unpredictable. For example, in 1954, Fisher et al. [63] reported a Sn whisker growth rate of 10,000 Å/s under a clamping pressure of 7,500 lbf/in2 on Sn plated steel. The growth rate was essentially linear which at some point in time went to zero. He also reported (private communication) growth rates for spontaneous Sn whisker growth (no clamping pressure) at ~0.1 to 1.0 Å/s [64]. However, in 1964, Pitt and Henning, also using clamp pressure on hot-dipped tin deposited on Cu and steel, reported the highest whisker growth rate at 593 Å/s with 8,000 lbf/in2 of pressure, with whisker growth rates that decreased with time [4]. The wide range of variation in whisker growth rates makes whisker studies difficult, as one never knows how long to wait to see whiskers, how fast whiskers grow, and when whiskers will stop growing. Other contributing complications include the fact that not all of the variables affecting whisker growth are known and the known variables are not always reported accurately when data is published. Further, current test methods cannot correlate whisker growth in test conditions to actual field conditions; therefore, test results cannot be used to predict whisker growth in other environments or for longer durations. There is a need to compare whisker growth data derived in controlled, short-term environmental tests to long-term field exposures in order to quantify whisker-reliability predictions for electronic devices.
Since Pb was used as the main mitigation method for whiskers up until the implementation of the RoHS legislation, the literature on whisker growth mechanisms pertaining to Pb-free solder alloys and assembly of Pb-free electronics is sparse. For example, the Pb-free sessions and workshop of the 2006 annual meeting of the Materials, Minerals and Metals Society (TMS) had only four papers on Sn-whiskers but more than 200 papers dealing with different aspects of Pb-free solders. Furthermore, the 2005 and 2006 IEEE Electronics Components Technology Conference (ECTC) had more than 200 papers each year dealing with Pb-free solders in electronic packaging, but when including the 1-day Sn-whisker workshops held in each of these years, there were less than 25 combined Sn-whisker papers. Over the last 60 years, there have been only a few hundred publications on whisker growth but in the past 10 years alone, there have been thousands of papers dealing with Pb-free solders. One of the primary reasons for the lack of published work on whiskers involves the experimental difficulties in carrying out the time-consuming, long-range experimental studies, which are best done in academic environments. The difficulties are not due to the allowance in whisker growth time alone, but also factor in the time associated with the identification of whiskers by labor-intensive optical and scanning electron microscopes.
One of our goals in this work was to minimize the time to whiskers by developing a quick and reproducible method for growing whiskers in a timely (weeks) fashion. Electroplating is the current thin film method of choice in industrial processes; however, whisker growth can take up to years and even decades in many electroplated Sn films. It is advantageous to devise a faster method to grow whiskers. We found that the key to producing fast whisker growing Sn films was to look backwards. In 1989, Hoffman and Thornton [65] studied sputter deposition under argon plasma for many different metal films and compiled a simple system of “dialing in” various amounts of intrinsic thin film stress by changing the background gas pressure in the sputtering system. For the case of Sn films (see Fig. 1.5 from Hoffman and Thornton’s results), compressive stress results by using a background Ar pressure ranging from ~1 to 6 mT and tensile stress results when using 10–100 mT. Even a “no stress” state can be produced by the Thornton approach, but it has a fairly narrow, 7–9 mT, gas pressure range which is difficult to achieve and control without practice.

Plot from Hoffman and Thornton [65] showing the range of background argon pressures needed to produce various stress states in thin films. Reprinted with permission from Elsevier
Figure 1.6 illustrates the underlying mechanism responsible for creating the stress states during sputter deposition. Sputtering at high Ar pressure leaves the depositing Sn atoms with low kinetic energy (due to multiple Sn/Ar atom interactions during the Sn atom’s travel from sputter target to substrate), which produces a low packing density in the film. This leaves the deposited atoms far apart, creating a net force of attraction between them, which shrinks the film and produces a concave curvature in the substrate. However, sputtering at low Ar pressure gives the depositing Sn atoms high kinetic energy (since there is minimal energy loss due to Sn/Ar atom interaction during deposition), which leaves the deposited atoms packed tightly. This causes them to exert a force of repulsion against each other (due to overlapping electron orbitals). As a result, the film expands and produces a convex curvature in the substrate. This approach has allowed us to “dial in” high values of compressive stress in order to decrease the incubation period associated with whisker growth to days and weeks rather than months and years.

Creation of stress states due to varying sputtered argon pressure (http://www.jikji.org/MinsooKim/TransistorDeviceStudy)
Another challenge in whisker research arises from the limited whisker statistics available when manually counting whiskers and measuring their lengths. In this study all whisker lengths are measured “as observed” from the SEM screen, when the thin film surface is perpendicular to the incident electron beam. This method is chosen for simplicity and time maintenance, due to the large volume of experiments and whisker measurements conducted throughout the work. We note that, although practical for our experiments, this method does not account for foreshortening angles of the protruding whisker. A second, common whisker measuring technique (provided by JESD22-A121A [66]) measures the straight line distance from the point of emergence of the whisker to the most distant point on the whisker, as shown in Fig. 1.7. In this case, the system used for measurement must have a stage that is able to move in three dimensions and rotate, such that whiskers can be positioned perpendicular to the viewing direction for measurement.

Whisker length measurement technique provided by JESD22-A121A
The best, most accurate whisker measurement scheme has been proposed by Panashchenko [67], where foreshortening angles are taken into account. The measurement is made by using two images offset by a known tilt, as shown in Fig. 1.8. The whisker length, Lab, can be calculated using:
where the axis along Lac is the tilt axis, Lcd is the projection of whisker length on axis perpendicular to tilt axis Plane 1, Lce is the projection of whisker length on axis perpendicular to tilt axis in Plane 2, θ is the tilt angle between Plane 1 and 2, and β is the angle between Lcd and Lad in Plane 1.

Whisker length measurement method given by Panashchenk [67]
The statistics issue is a never ending battle in whisker studies, with researchers constantly asking themselves “is this measurement of whiskers statistically significant.” It is a challenge to achieve such significance for the low numbers and manual counting schemes involved with whisker studies. Further, the modeling of whisker lengths requires a statistically significant number of whiskers to be measured, and a given measurement method has a % error associated with it. By measuring the whisker length from a single image as conducted here, we define the % error as:
where α is the angle of the whisker from the surface. The error associated to the JESD22-A121A method is ~20 ± 11 and ~7 ± 3 % for Panashchensko’s methods [67]. It has also been observed by Panashchenko [67] and Fukuda et al. [68] that whisker lengths generally follow a log-normal distribution.
Whisker counting needs to be considered as well. Just as with measuring whisker lengths, there are various whisker counting approaches used. Some studies incorporate whisker statistics from mass produced, high volume sample sets, while others use well controlled test environments with fewer specimens. The technique used to count whiskers can also play a role in whisker statistics. Whisker can grow up to millimeters long and can even be seen with the naked eye under the right conditions. However, since whiskers can also be observed as small as a couple microns long, an SEM is ideal for viewing them. Some optical microscopes can be used, but the limited depth resolution of most optical microscopes can lead to false identifications of whiskers. There is also an element of skill necessary when using any microscopic technique and the associated skill to recognize when something is a whisker and something is debris. This becomes important when comparing whisker statistics from study to study. In some studies (due to imaging technique or extensive number of whisker count) whiskers are only counted if they exceed a given length (such as 10 μm or greater).
Throughout the experiments herein, we have used a SEM to count whiskers, accounting for all whisker lengths ranging from 2 μm and greater. Unless otherwise stated, the whisker densities are determined by manually counting whiskers in the SEM over ten equal areas (~275 × 275 μm) representative of the surface in question as a whole. Each whisker counted is also measured for length from a single, top-down view. Being able to produce whisker growth within reasonable time periods, through laboratory specimens in well-controlled environments, large numbers of whisker statistics were observed in the majority of our studies. As with any large statistical count, the “random error” becomes the statistical error associated with sampling or counting, which goes as ~\( \sqrt N \) exists, where N is the number of counts.
1.7 Unique Features of the Investigative Plan
Our research program takes several novel approaches to the whisker problem by focusing on a limited set of focused objectives using “laboratory” created whiskers as opposed to archival, industrial, and/or anecdotal whisker specimens. Here are the key features which have governed our experimental strategy:
-
We have used a reproducible method of growing whiskers in a reasonable (weeks) time by using magnetron sputtering techniques rather than electrochemical deposition.
-
We have produced tailor-made films with known “dialed-in” degrees of thin film stress (tensile, none, compressive) to investigate the role of net film stress.
-
We have eliminated the role of interfacial stress by growing whiskers on substrates that do not form intermetallic compounds with Sn.
-
We have examined whisker growth in near-real time using field-enhanced, high current density methods that grow whiskers in hours rather than days, weeks, months.
-
We have addressed the question of whisker mitigation/prevention by studying why certain topside metal films (Ni) appear to prevent whisker growth while others (Cu, Pb) do not.
The last approach reflects our philosophy to attack the whisker problem along parallel paths. The first path recognizes the need for carefully designed and highly controlled whisker experiments which attempt to isolate the key variables affecting whisker growth. The goal of this work is to uncover the key scientific principles which govern whisker phenomena. The second path is designed to help solve the practical whisker problem by identifying the critical engineering steps needed to dramatically increase the reliability of contemporary electronic devices that are affected by whiskers. The dual approach recognizes a common experience in technology whereby the solution often precedes the science.
For each investigation reported below, we began by posing a single key question involving whiskers which we believed could be answered by a well-designed and controlled experiment, doable using the instruments within the surface science and condensed matter group at Auburn University. Here is an outline of the key questions we have sought to answer:
1.7.1 Film/Substrate Effects
-
1.
Sn film thickness
-
Are thinner/thicker films more prone to whiskering?
-
Is a maximum whisker length produced depending on film thickness?
-
-
2.
Sn film volume/depletion
-
Where is the Sn in the Sn whiskers originating from (feedstock issue)?
-
Is there a minimum amount of Sn needed to produce whisker growth?
-
-
3.
Sn/substrate combinations
-
Are certain film/substrate combinations more prone to whiskering?
-
Is an intermetallic layer (IMC) necessary for whisker growth?
-
If not, how does whisker growth compare to Sn film/substrate combinations with and without an IMC layer?
-
-
4.
Film stress
-
The consensus is that compressive stress enhances whisker growth, but what about tensile stress? How does it compare?
-
By sputter depositing intrinsic macroscopic film stresses, can the stress state be varied (and what is the film stress value)?
-
How does the average net film stress affect whisker growth?
-
-
5.
Sn alloy films (SAC 305 and eutectic SnPb)
-
Can whiskers grow from Sn alloy films?
-
If so, how does the whisker growth compare to whisker production from pure Sn films?
-
Does a Sn alloy pose whisker reliability risks in our electronics?
-
1.7.2 Environmental Effects
-
1.
Oxygen and Humidity
-
What effect does oxygen have on whiskering?
-
How do various humidity exposures affect whisker growth?
-
How does the effects of ambient room temperature/humidity exposure compare to pure oxygen and humidity on whisker growth?
-
-
2.
Sn oxides
-
What types of Sn oxide(s) are created under ambient room temperature/humidity exposures? How thick are they?
-
What type and how thick of an oxide is created when exposed to a dry oxygen environment, and even oxygen exposure at elevated temperatures?
-
How does the dry oxidation of Sn compare to wet oxidation (steam exposure at elevated temperature)?
-
Is a surface oxide layer a necessary condition for whisker production?
-
-
3.
Electric bias
-
Is whisker growth affected by electric fields, and if so how?
-
How does the current density through a Sn film affect whiskering?
-
Can Sn migration be observed by an electrical bias?
-
The remainder of the dissertation addresses each of these questions in detail.
References
H.L. Cobb, Cadmium Whiskers. Mon. Rev. Am. Electroplaters Soc. 33(28), 28–30 (1946)
K.G. Compton, A. Mendizza, S.M. Arnold, Filamentary growths on metal surfaces—Whiskers. Corrosion 7(10), 327–334 (1951)
S.M. Arnold, The growth of metal whiskers on electrical components, in Proceedings of the IEEE Electronic Components Technology Conference (1959), pp. 75–82
C.H. Pitt, R.G. Henning, Pressure-induced growth of metal whiskers. J. Appl. Phys. 35, 459–460 (1964)
S.C. Britton, Spontaneous growth of whiskers on tin coatings: 20 Years of observation. Trans. Inst. Met. Finish. 52, 95–102 (1974)
B.D. Dunn, Metallurgy and reliability in spacecraft electronics. Met. Mater. 34, 32–40 (1975)
B.D. Dunn, Whisker formation on electronic materials. Circuit World 2(4), 32–40 (1976)
B.D. Nordwall, Air force links radar problems to growth of tin whiskers. Aviat. Week Space Technol. 65–68 (1986)
J. Capitano, J. Devaney, Reliability improvement by removing electrical interrupts in equipment which result in retest–OK, Can’t Duplicate, No Defect Found, in Proceedings of the National Aerospace and Electronics Conference (NAECON) (1986), pp. 1110–1114
L. Corbid, Constraints on the use of tin plate in miniature electronic packages, in Proceedings of the 3rd International Electronics Conference, SAMPE (1989), pp. 773–778
K. Cunningham, M. Donahue, Tin whiskers: mechanism of growth and prevention, in Proceedings of the 4th International Electronics Conference, SAMPE (1990), pp. 569–575
R. Diehl, Significant characteristics of tin and tin-lead contact electrodeposits for electronic connectors. Met. Fin. 37–42 (1993)
M. Ishii, T. Kataoka, H. Kruihara, Whisker problem in ultra-fine pitch circuits, in Proceedings of the 12th European Microelectronics and Packaging Conference (1999), pp. 379–385
General Electric Service Bulletin: Document no. MOD10 SB-100.03.27, (2000), http://www.geindustrial.com/pm/support/dls/dlssb01.pdf
C. Stevens, Relay failures induced by the growth of tin whiskers: a case study, in Proceedings of the 38th Ann. Spring Reliability Symposium, IEEE Boston Chapter (2001), pp. 1–6
J. Khuri, Agency action notice, in Government-Industry Data Exchange Program (GIDEP) (2002)
National Measurement Office (NMO), http://www.bis.gov.uk/nmo/enforcement
M. Warwick, Implementing lead free soldering—European Consortium Research, SMTA. J. Surf. Mount Tech. 12(4), 1–12 (1999)
C. Xu, Y. Zhang, C. Fan, J.A. Abys, Understanding whisker phenomenon: the driving force for whisker formation. Circuit Tree 94–104 (2002)
J.H. Richardson, B.R. Lasley, Tin whisker initiated vacuum metal arcing in spacecraft electronics, in Government Microcircuit Applications Conference, XVIII, 119–122 (1992)
J. Brusse, QSS Group, Inc @ NASA Goddard, A Discussion of the Significance of Metal Whisker Formation to the High Reliability Community (2003), http://nepp.nasa.gov/whisker/reference/tech_papers/brusse2003-metal-whisker-discussion.pdf
G.T. Galyon, C. Xu, S. Lal, B. Notohardjono, A. Frye, ECTC2005 iNEMI Tin Whisker Modeling Committee, iNEMI Tin Whisker Workshop, in IEEE Elec. Comp. & Tech. Conf., Lake Buena Vista, FL (2005)
B.Z. Lee, D.N. Lee, Spontaneous growth mechanism of tin whiskers. Acta Metall. 46(10), 3701–3714 (1998)
S. Madra, Thermo-mechanical characterization of lead-free tin plating: X-ray diffraction measurements and correlation with analytical and numerical models, in IPC/JEDEC Meeting, Frankfurt, Germany (2003), pp. 115–120
J. Smetana, iNEMI Tin Whisker User Group, iNEMI Recommendations on Lead-Free Finishes for Components Used in High-Reliability Products, IPC/APEX (2006)
W.J. Boettinger, C.E. Johnson, L.A. Bendersky, K.W. Moon, M.E. Williams, G.R. Stafford, Whisker and Hillock Formation on Sn, Sn-Cu and Sn-Pb electrodeposits. Acta Met. 53, 5033–5050 (2005)
P. Harris, The growth of tin whiskers. Int. Tin Res. Inst. Publ. 734, 1–19 (1994)
J.H. Zhao, P. Su, M. Ding, S. Chopin, P.S. Ho, Microstructure-based stress modeling of tin whisker growth. IEEE Trans. Electron. Packag. Manuf. 29, 265–273 (2006)
W.J. Choi, G. Galyon, K.N. Tu, T.Y. Lee, The Structure and Kinetics of Tin-Whisker Formation and Growth on High Tin Content Finishes, Handbook of Lead-Free Solder Technology for Microelectronic Assemblies, Chapter 21 (2004)
JEDIC/IPC Joint Publication No. 002
P.T. Vianco, J.A. Rejent, Dynamic recrystallization (DRX) as the mechanism for Sn whisker development. Part I: A Model. J. Electron. Mater. 38, 1815–1825 (2009)
N. Hannay, W. Kaiser, C. Thurmond, The Solid State. Annu. Rev. Phys. Chem. 11, 407–426 (1960)
I. Boguslavsky, P. Bush, Recrystallization principles applied to whisker growth in tin, in Proceedings of the APEX Conference, Anaheim, CA (2003) S12-4-1–S12-4-10
A.T. Wu, Y.C. Ding, The suppression of tin whisker growth by the coating of tin oxide nano particles and surface treatment. Microelectron. Reliab. 49, 318–322 (2009)
J. Smetana, Theory of tin whisker growth: “The End Game”. IEEE Trans. Electron. Packag. Manuf. 30(1), 11–22 (2007)
S.W. Han, K.S. Kim, C.H. Yu, M. Osterman, M. Pecht, Observations of the spontaneous growth of tin whiskers in various reliability conditions, in IEEE Electronic Components and Technology Conference (2008), pp. 1484–1490
K. Suganuma, A. Baated, K.S. Kim, K. Hamasaki, N. Nemoto, T. Nakagawa, T. Yamada, Sn whisker growth during thermal cycling. Acta Mater. 59, 7255–7267 (2011)
K.N. Tu, Electronic Thin-Film Reliability (Cambridge University Press, New York, 2011)
K.W. Moon, C.E. Johnson, M.E. Williams, O. Kongstein, G.R. Stafford, C.A. Handwerker, W.J. Boettinger, Observed correlation of Sn Oxide Film to Sn whisker growth in Sn-Cu electrodeposit for Pb-Free solders. J. Elect. Mat. 34, L31–L33 (2005)
P. Oberndorff, J. Klerk, M. Dittes, P. Crema, Whisker Formation on Sn-Plated Components, in Proceedings of the Conference on Electronics Goes Green 2004+, Berlin, Germany, 6–8 Sept. (2004), pp. 347–352
R.J. Fields, S.R. Low III G.K. Lucey Jr, in The Metal Science of Joining ed. by M.J Cieslak, J.H. Perepezko, S. Kang, M.E. Glicksman (The Minerals, Metals and Materials Society, Warrendale, PA, 1992), pp. 165–173
N. Saunders, A.P. Miodownik, The Cu-Sn (Copper-Tin) System. J. Phase Equilib. 11, 278 (1990)
Y. Zhang, C. Fan, C. Xu, O. Khaselev, J.A. Abys, Tin whisker growth—Substrate effect understanding CTE mismatch and IMC formation. CircuiTree 7, 70–82 (2004)
J.A. Brusse, Tin whisker observations on pure tin-plated ceramic chip capacitors, in AESF SUR/FIN Proceedings, Orland (2002), pp. 45–61
J.A. Brusse, G. Ewell, J.P. Siplon, Tin whiskers: attributes and mitigation, in Proceedings of 22nd Capacitor and Resistor Technology Symposium, 25–29 March (2002), pp. 67–80
M. Dittes, P. Oberndorff, L. Petit, Tin whisker formation-results, test methods and countermeasures, in Proc. 53rd Electronic Components and Technology Conference (2003), pp. 822–826
P. Oberndorff, M. Dittes, L. Petit, Intermetallic formation in relation to tin whiskers, in Proceedings of the IPC/Soldertec International Conference “Towards Implementation of the RHS Directive,” Brussels, Belgium (2003), pp. 170–178
P. Oberndorff, M. Dittes, P. Crema, Whisker formation on Sn plating, in Proceedings of the IPC/JEDEC 5th International Conference on Pb-Free Electronic Assemblies and Components, San Jose (2004), pp. 34–34
V.D. Glazunova, N.T. Kurdryavtsev, An investigation of the conditions of spontaneous growth of filiform crystals on electrolytic coatings, translated from Zhurnal Prikladnoi Khimii 36(3), 543–550 (1963)
J. Osenbach, R. Shook, B. Vaccaro, B. Pottieger, A. Amin, P. Ruengsinsub, K. Hooghan, The effects of board assembly reflow processing on Sn whisker formation, in Proceedings of the IPC/JEDEC Pb-Free Conference (2004)
B. Rickett, G. Flowers, S. Gale, J. Suhling, Potential for whisker formation in lead-free electroplated connector finishes, in Proceedings SMTA International Conference, Chicago, IL (2004), pp. 707–716
P. Su, J. Howell, S. Chopin, A statistical study of Sn whisker population and growth during elevated temperature and humidity storage tests, in IEEE Transactions on Electronics Packaging Manufacturing, 55th ECTC Workshop, vol. 29 (2006), p. 246
P. Oberndorff, M. Dittes, P. Crema, P. Su, E. Yu, Humidity effects on Sn whisker formation. IEEE Trans. Elect. Packag. Manuf. 29, 239–245 (2006)
P. Oberndorff, M. Dittes, P. Crema, S. Chopin, whisker formation on matte Sn influencing of high humidity, in Proceedings of the 55th Electronic Components and Technology Conference, vol. 1 (2005), pp. 429–433
M.W. Barsoum, E.N. Hoffman, R.D. Doherty, S. Gupta, A. Zavaliangos, Driving force and mechanism for spontaneous metal whisker formation. Phys. Rev. Lett. 93(20), 206104-1–206104-4 (2004)
P. Su, M. Ding, S. Chopin, Effects of Reflow on the Microstructure and Whisker Growth Propensity of Sn Finish, in Proceedings of the 55th ECTC (2006), pp. 434–440
J. Osenbach, R. Shook, B. Vaccaro, B. Potteiger, A. Amin, P. Ruengsinub, Lead free packaging and Sn-Whiskers, in 54th Electronic Components and Technology Conference (2004), pp. 1314–1324
B. Hilty, N. Corman, F. Herrmann, Electrostatic fields and current flow impact on whisker growth. IEEE Trans. Electron. Packag. Manuf. 28(1), 75–84 (2005)
M. Sampson, H. Leidecker, J. Kadesch, J. Brusse, Demonstration of the Bending of a Tin Whisker Caused by Electrostatic Attraction, GSFC experiment #4 (2005), http://nepp.nasa.gov/whisker/experiment/exp4/index.html
S.H. Liu, C. Chen, P.C. Liu, T. Chou, Tin whisker growth driven by electrical currents. J. Appl. Phys. 95(12), 7742–7747 (2004)
iNEMI Tin Whisker User Group: Tin Whisker Acceptance Test Requirements (2004)
NASA: Basic Info on Tin Whiskers, http://nepp.nasa.gov/whisker/background/
R.M. Fisher, L.S. Darken, K.G. Carroll, Accelerated growth of tin whiskers. Acta Metall. 2(3), 368–372 (1954)
G.T. Galyon, Annotated tin whisker bibliography and anthology. IEEE Trans. Electron. Packag. Manuf. 28(1), 94–122 (2005)
J.A. Thornton, D.W. Hoffman, Stress-related effects in thin films. Thin Solid Films 171, 5 (1989)
JESD22-A121A: Measuring Whisker Growth on Tin and Tin Alloy Surface Finishes (2008)
L. Panashchenko, Evaluation of Environmental Tests for Tin Whisker Assessment, Masters of Science Thesis Defense at University of Maryland (2009), http://hdl.handle.net/1903/10021
Y. Fukuda, M Osterman, M. Pecht, Length distribution analysis of tin whisker growth. IEEE Trans. Electron. Packag. Manuf. 30 (2007)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Copyright information
© 2013 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Crandall, E.R. (2013). Introduction: Whiskers and Their Role in Component Reliability. In: Factors Governing Tin Whisker Growth. Springer Theses. Springer, Cham. https://doi.org/10.1007/978-3-319-00470-9_1
Download citation
DOI: https://doi.org/10.1007/978-3-319-00470-9_1
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-00469-3
Online ISBN: 978-3-319-00470-9
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)