
Abstract
Rapid harvesting provides extra days to prepare the land and to plan the next crop earlier, especially for irrigation-based farming. The sorghum fields of Raya-Kobo and Azebo were chosen as study sites to better understand the effects of manual sorghum harvesting practices. The main examined drawbacks were low sorghum yield productivity owing to the lack of affordable modern machinery, inadequate control of repeated sorghum crop losses due to unexpected rains, labor crisis, and long harvesting process during the peak harvesting period. Hence, the aim of this study was to build a compatible sorghum reaper machine by using different methods. The initial approach involved measuring the diameter, length, and weight of seed-stage sorghum stalks by collecting samples from fields and recording the stalk’s tensile and shear strength values using a universal testing machine. The analytical designs of the reaper shafts were compared with a Finite Element Method using ANSYS; the results were accomplished with less than 5.5% errors. Particularly in the reciprocating system of the cutter bar, cranks and cutter bars were simulated using created MATLAB codes to reduce such catastrophic failures. As a result, the crank is in proper rotation, and the cutter bar is in exact translation. The forward speed in full load, Vm, 1.3 m/s, cutting speed, Vf, 1.82 m/s, and conveying speed, Vs, 3.076 m/s, were analyzed as significant points. Finally, if this reaper machine is built quickly, within 1 h, it will be able to harvest a 4.67 km2 sorghum field.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
Ethiopia has a population of about 110 million people, with over 85% relying on rain-fed agricultural and livestock production [1]. Agriculture, which involves important sources in each area of Ethiopia, has a crucial role in gross national food security and socio-economic development. Geographically, Ethiopia has a diverse range of agro-climatic zones. According to the Ethiopian government program, agrarians occasionally divide the climatic conditions into three groups, which are Dega (cold climatic), Woina Dega (temperate climatic), and Qolla (hot climatic) (low land; or warm climatic). This diversity makes it a favorable region for growing a variety of crops. Ethiopia’s agriculture grain is complex, including substantial differences in grains grown across the country’s regions. Five main cereals (teff, wheat, maize, sorghum, and barley) make up most of Ethiopia’s agricultural yields, contributing an interesting proportion to the economy. Of the five cereals sorghum (Sorghum bicolor) is abundant in different regions of Ethiopia [2]. Sorghum grain is one of the world’s most significant food grains, ranking fifth in terms of covered field areas and production [3]. Sorghum output continues to be highest in the USA, accounting for 25% of total global production, followed by India (21.5%), Mexico (11%), and China (9%) [4], although production has increased in Africa and Europe. Ethiopia is Africa’s second-largest sorghum producer, after Sudan [5]. The crop is largely planted as a food crop for making leavened bread (injera) and other food products, as well as for preparing locally manufactured alcoholic beverages (for example, Tela and Areke). There are three major agro-ecologies in which sorghum crop is grown. It is the most important crop in the arid lowlands, accounting for more than 60% of cultivated land [6]. Using sorghum crop yields, three prominent production zones (dry and wet lowlands) have been identified in North Wollo, including those in the Amhara (Raya-kobo), Oromia (Mieso, Babile, and Chiro), and Benishangul Gumuz (Assosa) regions, which are well-known to residents of Ethiopia [7]. Harvesting is widely recognized as a critical and significant process for sorghum crop yield, quality, and production cost. In Ethiopian locations, all sorghum is still harvested by hand with a sickle. Reaping, laying, gathering, transporting, and stacking the cut crop are all part of the sorghum-harvesting process. Seed stage sorghum harvesting by hand can be a time-killer and an expensive process. Laborers are migrating to industries as a result of industrialization in many emerging countries, resulting in agricultural manpower shortages [8]. Furthermore, a survey of planted sorghum lands indicated that overall post-harvest losses of sorghum crops at farm level in Raya Kobo residences Girana agricultural institution Woreda ranged from 25% to 32%. Harvesting is normally delayed during the peak reaping period of matured sorghum crops owing to labor shortages, resulting in a shattering loss of subsequent crops. Mechanized agriculture makes it easier to boost the productivity and profitability of farming operations by maximizing the use of farm power and machinery. Finally, the goals of this research have been set as a guideline for designing a modern sorghum reaper machine to reduce drudgery and optimize stalk-based cereal crop outputs in Ethiopian regions for future harvesting.
2 Present Status of Sorghum Harvesting Methods in Ethiopia
In the agricultural operations in Ethiopia, harvesting plays an important role in the production cost of teff, sorghum, and maize. In most of the regions of Ethiopia, sorghum is manually harvested by hand with wooden sickles. There are two main reaping techniques for harvesting sorghum crops as per the climate conditions. The first reaping technique is used when the mature crop is harvested, and it involves removing the stalk’s ear-heads first, then the noncrop stalks. Then, after a week, noncrop sorghum stalks are harvested for cattle feed, and temporary booths are built for social events such as weddings. The stalks are chopped and stored for use as dry season animal fodder, house fence, and firewood, particularly in Raya, Kobo, and Raya Azebo homes. There would be two major drawbacks if the sorghum crop does not dry out correctly with its stalk after reaping. Because the harvested crop is stored in the underground of wells, according to a Raya Kobo, Girana Agricultural Research Report, the crop rots swiftly during that time, and sorghum injera is tested as bread when consumed. In addition, some peasants use another harvesting technique in selected highland areas. They gather the sorghum seeds using a basket after shattering the sorghum stalk. This strategy, on the other hand, results in grain loss and the improper use of stalks for another use; in terms of benefits, most Ethiopian farmers do not prefer this practice (Fig. 1).

Tall varieties of sorghum stacked stalks in the residence of Raya Kobo fields
Sorghum stems have grown tall enough that they no longer stay erect for long periods of time, and when the stalk of the sorghum stalk dries out, unseasonal winds can easily destroy it. As a result of the hand harvesting, around 25–32% of the sorghum grains are discarded. It is customary for women in the Raya district to collect the scattered crop by carrying the basket on their backs for a long time through the farm of the whole sorghum land. According to Melese Melku’s interview response (Head Officer of Raya-Kobo agricultural research), there were 59,763 farmers involved in sorghum harvesting from 2020 to 2021. Based on the promising findings of this study, the farm is extremely productive, but the hand labor effort is extremely ineffective. At present, most of the developing countries are involved with industrial development, especially in mechanization of rice and wheat harvesting [9, 10]. This is because rural laborers are migrating to higher-paid jobs in the industry for an entire year. It is a serious challenge to resist the pace of food production for the exponential growth of the Ethiopian population in the next few years. To obtain knowledge as input data, this research needs to interview farmers and research officers in Raya Kobo sorghum regions about the manual harvesting techniques used.
2.1 Primary Data Collection
Source types were used as primary data in the North Wollo, Amhara, Ethiopia and Raya Kobo districts. Grain yield and farmers’ perceptions of sorghum harvesting, average sorghum height, and the number of men and women farmers who participate in sorghum cultivation each year are among the major statistics. Between 2010 and 2021, a total of 16,000 and 30,771 hectares of sorghum grain cultivation farms were documented in Raya Azebo and Raya Kobo respectively. Stalk samples were taken, with moisture content ranging from 15% to 25% (Fig. 2).

Measuring of sorghum stalk in the north wollo-waja, farmers’ land
Measurement of Sample Sorghum Heights
The sorghum stalk was measured with a meter and the average diameter of ten sample stalks of sorghum was recorded as 0.021 mm (Table 1).
The cut cross-sectional areas of the sorghum stalk 90° circular axis were calculated from the major diameter and length samples using the following geometric formula:
where, As, maxis the maximum area of the stalk,
-
dmax is the maximum diameter of the stalk.
2.2 Manual Harvesting States in Raya Kobo and Azebo
The mechanical qualities of sorghum stalks, the effects of hand harvesting, and the losses caused by manual harvesting per season were studied in the first study to meet the goal of this research. As a result, a single sorghum field from one of Ethiopia’s regions has been chosen for the study. The core basic primary data were from interviews with the local farmers of South Wollo, Raya Kobo, and Alamata who have sorghum grain-cultivated landholdings in which we enquired about the harvesting trends of matured sorghum grains (Table 2).
According to the data obtained, 21 people were required to reap 1 ha of sorghum fields (Table 3).
ETB = Ethiopian birr
Based on the information obtained from a literature review of primary data 316,305,897.6 ETB is required for reaping 47,069.33 ha of sorghum-cultivated fields per year in both Raya Kobo and Raya Azebo regions. Sorghum crops become overripe, causing crops to fail on farmed land. Such issues have been present for several years. As primary data, losses of 5 consecutive years were documented, as shown in Fig. 3.

Manual harvesting losses of crops from 2012 to 2019 in fields. (Report from the Raya Kobo, Girana Research Office for 2012–2019)
3 Materials and Methods
Scientific analysis can address such vexing issues as why, where, and what methods the author utilized to achieve the principal goal of the research. The type of material developed for each type of reaper machine is also examined in detail.
3.1 Materials
The materials used in the various designs have been carefully chosen to ensure efficient operation and a long machine life. While selecting the machine components the following important factors were considered: maintainability and reliability of materials, strength, weight, and size of the materials, friction and wear resistance of materials, and material availability on Ethiopia’s various markets. Mild steel is commonly used in bridges, buildings, and machine shafts. The world’s most popular form of steel has a wide range of applications, is used on a daily basis, and it can be cut and adjusted as needed [11]. High-carbon steel (HCS) is an engineering metal alloy material that is constructed from iron and carbon elements. The internal structure of HCS is formed from dual-phase microstructures of metastable retained austenite and martensitic, which contribute to the material’s high strength and exceptional abrasion resistance of the material and addresses the hardness of each phase and the overall microstructure in HCS with or without a post-tempering heat treatment [12]. Rubber is elastic, but at lower temperatures it becomes hard [13]. Engineering sheets of steel that have been zinc-coated are known as galvanized iron sheets (Table 4).
3.2 Methods
It is easy to recognize the needs of sorghum farmers, such as how much they need to reduce their labor force, based on information from the literature, and their desire to focus on modernizing the country’s agricultural system within the next few years. As a result, this study chose to create a sorghum reaper machine utilizing the following method (Fig. 4).

General flow charts of methods
Experimental Preparation for Testing Seed Stage of Sorghum Stalk
The main goal of this experiment was to acquire some basic data on the force and energy needs for types of stalk deformation when reaper machines were used. Shear and bending were calculated using a universal testing machine (UTM; Figs. 5 and 6).

Specimen of a sorghum stalk for tensile testing

Specimen of a sorghum stalk for testing bending
The length of the stalk was 75 mm, the diameter was 21 mm, and the samples were taken based on standard preparation of hump stalks. Using the universal testing equipment, the following results were obtained from a seed-stage sorghum stalk sample. The stalk’s maximum load resistance is around 10.14 KN with a maximum tensile strength of 29.276 MPa. To find the shearing behavior a stalk equation was applied [11].
where σs = maximum shear strength of the stalk,
-
F = resistive force, N,
-
A = area of the stalk, m2.
3.3 Analytical Analysis of the Key Part for the Reaper of Sorghum Stalks
Analytical thinking requires researchers to learn how to use the language of physics and mathematics to find a correct solution to a well-defined problem in a given knowledge domain [12, 13]. Inertial forces, acceleration and deceleration, fatigue, load and structural design, bearing loads, and so on, are all covered [14, 15]. Based on the authors’ knowledge, this study’s endeavor to improve the sorghum reaper machine could be safe from failure.
Selection of the Cutting Blade
Cutters only perform cutting off of the root stalk of crop plants. The reaping cutter blade and fixed noncutter frame are used in the design-cutting device. Here are the selection criteria for cutter blade dimensions based on the Standard Size parameter [12, 16, 17].
-
The clamping angle obtained between the stalk and sharp edge of the cutter α varies from 22 to 310, with the height of the cutter blade section should not exceed 120–130 mm for most of the stalk-based cereals.
-
To avoid cutting off the stalks, the cutter section should be serrated. The pitch of the serrated cutter blade should not exceed 1–2.3 mm.
-
Clearance between the cutter bar and fixed cutter plates is settled between 0.5 and 1.0 mm to give the best efficiency.
-
The width of a reciprocating type cutter bar standard cutter blade does not exceed 76–80 mm.
As most Ethiopian farmers sow crops of sorghum on the ground randomly, the root stalk of the plant grows without a line. Fodder reaper investigators use 1.30–1.50 m of the width of the cutter [18]. Therefore, owing to the tall height of the stalk, this research determined the length of the reaping bar to be 1.30 m. Then, the number of cutter blades of the reaper machine can be calculated as follows:
where Bc is the number of cutter blades,
-
Lbr is the length of the reaping or cutter bar,
-
Lw is the width of one section blade.
The increase in cutting angle may reduce the cutting resistance, but too large a cutting angle would influence the clamping stability [16] (Fig. 7).

Cutting diagram of a single movable blade cutter
where H is the advance distance, m,
-
Vm is the orward speed of a reaper machine, m/s,
-
ω is the angular speed of a crank, rad/s,
-
n is the rotational speed of the crank, rpm,
where S is the cutter blade’s stroke, m,
-
H is the advance distance, m,
-
H is the height of the movable edge blade,
-
C is the width of the fixed blade, m.
When the cutter finishes a stroke from left to right, the reaper machine will move forward by advanced distance H. Cutting areas covered by the right edge of the cutter blade include the letters A, B, C, and D. Then, the cutter blade continues to finish a stroke from right to left, and the machine moves forward by an advanced distance once again. Cutting areas covered by the left edge of the cutter include F, E, H, and G. It is obvious that if the repeated cutting area is too large, repeated cutting would lead to a waste of power; if the failure to cut an area or the blank area is too large, some sorghum stalks may be pushed over and lead to miss-cutting. When the advanced distance increases, the repeated cutting area increases, whereas the failure to cut the area will decrease, or vice versa. The relation between the speed of the cutter blade and the forward speed of a reaper machine can be expressed by the cutting speed ratio [19]:
where R is the cutting speed ratio,
-
Vf is the average speed of the cutter blades, m/s,
-
S is the cutting stroke of a single movable blades cutter, m.
If the cutting speed ratio, R, is too small, it leads to missing cutting and unstable cutting quality of sorghum stalks; if the cutting speed ratio R is too large, repeated cutting of stalk may occur, then it results in power waste [20,21,22,23]. According to the planting pattern and planting density of the sorghum stalk and the analysis of the cutting diagram of the single reciprocating blades cutter, the propelling forward speed of the sorghum reaper is preliminarily selected. For a checkup, the comparison of the forward speed of the reaper with reality, the normal walking speed of a human ranges from 0.7 to 0.8 m/s and the average walking speed of an adult man is about 0.9144–1.219 m/s [24]. Therefore, 0.75–1.3 m/s is taken as the forwarding speed, to reduce miss-cutting of the sorghum stalk and the waste of power consumption during the reaping time. the speed cutting ratio ranges between 1.3 and 1.4 m/s since the design of rack angle cutter blades ranges from 220 to 310 [16]. Therefore, calculating the rotational speed of a crankshaft, when Vf = 0.975 m/s and S, 76 mm, when Vm, 0.75 m/s and R, 1.3.
Hence, the rotational speed of the root stalk sorghum reaper crank is about 400–750 rpm.
Analysis of Reaping Power for Seed-Stage Sorghum Stalks
The average diameter of seed-stage sorghum stalk was 21 mm, the shear strength of the sorghum stalk that tested from the UTM was 9.232 MPa, according to this research design the number of cutter blade sections was calculated as 17, and based on Eq. (1) the area of the sorghum stalk was found to be:
The area under the curve of the load and the displacement that the shear test performed in the cross-section of sorghum stalk is equal to the energy required to cut a single sorghum stalk [25].
where Eris the energy needed to reap one single sorghum stalk,
-
FP is the peak force under load vs. distance curve in the UTM,
-
is the average cutting force load versus displacement curve in the UTM,
-
Rf is the reaping average to peak force ratio,
-
Fr is the reaping force for a single stalk of sorghum.
Using Eq. (9), and the force versus displacement curve on the UTM, find the reaping average to peak force ratio.
The length of the cutter stroke (S), which passed through a single sorghum stalk, is equal to the diameter of a stalk. Then, the sample average diameter of sorghum is about 0.021 m.
where fcris the reaping frequency of the cutter blade in one step of the forwarding speed,
-
Pr is the reaping power for one single stalk of sorghum.
where n and ω are the rotational speed and angular speed of a crank respectively. Here, from earlier analysis the rotational speed of a reaper cutter blade crank ranges from 400 to 750 rpm. Let us, take the maximum rotational speed of the crank n,which is 750 rpm.
Therefore, the power that is needed to reap one single stalk of seed-stage sorghum is 526.675 W.As there are 17 cutter blades in a reaper, let us assume that 17 stalks are reaped in one step of forward speed. The total power needed for reaping 17 stalks in one step of the forwarding speed would be:
Design of the Star Wheel and Bunch Sorghum Stalk Divider
The lugged flat belt conveyer transports the cut sorghum stalk to the right side of the reaper with the help of the star wheel for easy bundling. Some basic enhancements were made to the current rice star wheel when constructing the sorghum stalk star wheel.
-
The horizontal side conveying the velocity of the star wheel and the lugged flat-belt should be greater than or equal to the forward speed of the reaper machine.
-
It is acceptable to be 12° < α > 22°, as the star wheel is involved with the side of the angle for rice reapers; make sure that this sorghum reaper is 45° < α < 65°.
The above ideal improvements not only increased the conveyer’s performance and transport reliability but also significantly decreased metal consumption. The desired horizontal inclination of rice and wheat crop star wheels empirically arrived at 45°–65° [25]. The minimum required speed of the star wheel is found to be as
-
where, Vs is the average star wheel velocity,
-
Vm is the machine forward velocity,
-
α is the angle of inclination of the star wheel.
Thus, for a 45–65° angle the above expression simplifies as the following (Fig. 8):

Star wheel inclination for the root stalk of the sorghum reaper
As the height of the sorghum stalk is an average of 3.17 m, then to protect the free inlet of the sorghum stalk from the cutter blade before reaping, the star wheel design inclination angle ranged between 450 ≤ α ≤ 650. Therefore, the star wheel velocity is ranges from 1.06 to 3.076 m/s (Table 5).
Then, six star wheels can be assembled in this sorghum reaper machine. The star wheels that are driven by the flat-belt conveyor lug have a linear speed at the peak equal to the conveyor v-belt, and the star wheel circulates with its axis; therefore, the angular speed of the star wheel can be calculated as follows:
where Vsis the linear speed of the star wheel at the peak, m/s,
-
ra is the addendum circle radius of the star wheel.
The length of the star wheel lug can be calculated from the relation of its star wheel addendum and dedendum radiuses (Fig. 9):

Star wheel drafting in CATIA software
where Lsis the length of the star wheel lug, mm.
Design of Cut Bunch Sorghum Stalk Fla- Belt Conveyor
A fork-type lugged flat-belt conveyer transports the cut stalk of sorghum to the right side of a reaper at an angle of 90° to make bundling.
When the two pulleys’ centers are far apart, a flat belt is preferable [29, 30].
-
(a)
Rotational speed flat-belt conveyor pulley
where Vcf is the speed of a flat-belt conveyor, which is equal to the peak speed of a star wheel:
According to Yardley and Stace [31], the diameter of the header pulley is appropriate for the power motor, which is less than 50 kW and 20 mm (10 + 10) spare diameter is provided owing to the lagging of the pulley:
where Dfpis the diameter of a flat-belt conveyor pulley, m,
Nfpis the rotational speed of a flat-belt conveyor pulley, rpm.
-
(b)
Length of the flat belt conveyor.
From the geometrical relation in Fig. 10, the center-to-center distance the can be calculated as:

Drafting of a lugged flat-belt conveyor
where Lbris the length of the reaping bar,
Rpl is left-side conveyor tail pulley radius,
Rpr is right-side conveyer header pulley radius.
To protect blockage of the cut stalks in the vertical position of the front header the angle of the two pulley assembly techniques should be 90°, the reaping width of a single-section cutter is 76 mm, and there were 17 cutter blades [32, 33].
where Lcfis the length of the flat-belt conveyor:
-
(c)
Analysis of tension and the angle of contacts in the flat-belt drive of the conveyor
In order to calculate the tension of the flat belt on the tight side (T1) and on the slack side (T2), let us apply the following expression with the pre-calculated design power of 0.46 kW.
where μ is the friction coefficient between the flat belt and groove pulleys (0.3 for the rubber belt).
-
θ is the angle subtended arc, along which the flat belt contacted the pulley, at the center,
-
β is the angle of the flat belt groove (take 2β = 40°).
From the antilog table four-digit of 1.1965:
-
(d)
Lug pitch length of the flat-belt conveyor
According to Rahman and Butt [33] the pitch length of the flat-belt conveyor lugs can be found.
where Pl is the lug pitch length,
-
Ds is the outer diameter of the star wheel,
-
Ln is the number of lugs in the star wheel.
To prevent blocking, the bunch of conveyed stalks should be greater than or equal to the number of cut stalks in each cycle of reaping [34].
where, Qscon is the stalk conveyed output (a sorghum stalk that has been harvested and moved to the side by a conveyor belt) per unit time
-
Qscut is the cut-stalk output
Therefore, the height of the flat-belt conveyor lug is 75.6 ≅ 76 mm,
where, h is the height of the flat-belt conveyor lugs,
-
ρ1 is the density of stalks in the field,
-
ρ2 is the density of cut crops on the vertical platform,
-
Z is the gathered crop parameter,
-
AA1 is 1 m2 of the advanced area in the field,
-
AA2 is the area of the circle of the bunched cut stalks from 1 m2 of the area in the field, its closeness being similar to the cut stalks on the vertical header platform.
Design Analysis of the Shaft for Flat-Belt Conveyors
The right side of the conveyor shaft is created with a length of 2000 mm to transmit the proper torque and sustain the rotating pulleys (Table 6).
a twisting moment, the diameter of the conveyor shaft obtained by using the following equation:
where Tc is the turning effect of the force (torque) acting on the conveyor shat
-
τc is the torsional shear stress of the conveyor shaft,
-
σbc is the bending stress of the conveyor shaft,
-
Mc is the bending moment of the conveyor shaft,
-
dc is the diameter of the conveyor shaft.
As the reaper conveyor shaft is subjected to a combined bending and twisting moment, Guest’s theory can be applied:
where Tec = equivalent torsion of propeller shaft.
-
(e)
Km = fatigue shock factor for combined bending of the shaft Kt = fatigue shock factor for combined torsion of the shaft.
Applied loads for heavy shakes, Kt, Km = 3 and 2.8 respectively,
The maximum shear stress can be determined using the shear stress principle in combination with the torque and bending moment:
Analysis of Cut Stalk Conveying Power and Stability
The cut sorghum stalks are automatically captured by a star wheel and a finger-type flat-belt lug, and have conveyed horizontally into the right side of the front reaper machine. The force of the cut sorghum stalks in the conveying process is shown in Fig. 11, as well as the condition of horizontal conveying in vertical plate form.

Analysis of sorghum stalks on the flat-belt conveyor lug
where, F1 is the acting force by the lugs of the lower conveyor flat belt,
If the reaped stalk of the sorghum bundle is to be conveyed transversely standing in a vertical position, the sum of the torques that act on the stalk bundle should be zero [34].
where F4 is the bracing force of the lower lug in a flat − belt conveyor,-
-
$$ {F}_5\ \mathrm{is}\ \mathrm{the}\ \mathrm{pressure}\ \mathrm{of}\ \mathrm{compressed}\ \mathrm{spring}\kern2em \mathrm{on}\ \mathrm{the}\ \mathrm{cut}\ \mathrm{sorghum}\ \mathrm{stalk}, $$
-
\( {\displaystyle \begin{array}{l}{F}_6\ \mathrm{is}\ \mathrm{the}\ \mathrm{bracing}\ \mathrm{force}\ \mathrm{of}\ \mathrm{the}\ \mathrm{upper}\ \mathrm{lug}\ \mathrm{of}\ \mathrm{the}\ \mathrm{flat}-\mathrm{belt}\ \mathrm{conveyor}\\ {}{F}_7\ \mathrm{is}\ \mathrm{the}\ \mathrm{extrusion}\ \mathrm{force}\ \mathrm{of}\ \mathrm{the}\ \mathrm{cut}\ \mathrm{sorghum}\ \mathrm{stalks}\\ {}{L}_1\ \mathrm{is}\ \mathrm{the}\ \mathrm{vertical}\ \mathrm{dimension}\ \mathrm{from}\ \mathrm{lugs}\ \mathrm{of}\ \left(\frac{\pi }{2}-\theta \right)\mathrm{the}\ \mathrm{lower}\ \mathrm{conveyor}\ \mathrm{to}\ \mathrm{the}\ \mathrm{cutter}\ \mathrm{blade},\\ {}{L}_2\mathrm{is}\ \mathrm{the}\ \mathrm{vertical}\ \mathrm{dimension}\ \mathrm{from}\ \mathrm{point}\ \mathrm{of}\ \mathrm{action},{f}_2,\mathrm{to}\ \mathrm{the}\ \mathrm{cutter}\ \mathrm{blade},\\ {}{L}_3\ \mathrm{is}\ \mathrm{the}\ \mathrm{vertical}\ \mathrm{dimension}\ \mathrm{from}\ \mathrm{the}\ \mathrm{lugs}\ \mathrm{of}\ \mathrm{the}\ \mathrm{middle}\ \mathrm{conveyor}\ \mathrm{to}\ \mathrm{the}\ \mathrm{cutter}\ \mathrm{blade},\\ {}{L}_4\mathrm{is}\ \mathrm{the}\ \mathrm{vertical}\ \mathrm{dimension}\ \mathrm{from}\ \mathrm{the}\ \mathrm{point}\ \mathrm{of}\ \mathrm{action},\left(+\right)\mathrm{to}\ \mathrm{the}\ \mathrm{cutter}\ \mathrm{blade},\\ {}{L}_5\ \mathrm{is}\ \mathrm{the}\ \mathrm{vertical}\ \mathrm{dimension}\ \mathrm{from}\ \mathrm{the}\ \mathrm{lugs}\ \mathrm{of}\ \mathrm{the}\ \mathrm{upper}\ \mathrm{conveyor}\ \mathrm{to}\ \mathrm{the}\ \mathrm{cutter}\ \mathrm{blade}.\end{array}} \)
The height of the sorghum stalks was about 2200–4200 mm, which had been taken from 10 sample sorghum lands from the southern region of Amhara, Raya Kobo. The height of the matured sorghum stalks was an average of 3170 mm. According to preliminary analysis, the lower hemp-conveying chain was about 70 mm from the cutter, the middle stalk of the sorghum-conveying belt was about 400 mm from the lower stalk-conveying belt, and the upper stalk-conveying belt was about 630 mm from the middle stalk-conveying belt, and the total height of the reaper header was 1200 mm (Table 7).
Hence, F1 = F2 = F3 = Fc = 50.245 N
where Pcl is the lower conveying power,
-
Fc is the tension force of the conveyers that acts on the cut stalks,
-
Vcv is the conveying speed of each of the three conveyor belts.
As the same force acts on all three conveyors, the conveyor power could be:
where Pcm is the power of the medium conveyor,
-
Pcu is the power of the upper conveyor.
Selection of Power Source for a Reaper Machine
The main source of power required to operate the root-stalk sorghum reaper was computed by adding up the full load of working hours of the machine (cutting with driving power and conveying with driving power). Depending on the performance requirements of the reaper, the Variable Compression Ratio engine can work at different compression ratios.
where Pe is the engine shaft output power,
η is the overall efficiency of an engine by taking the power losses of the bevel gear-box, pulleys, belts, sprockets, and couplings into account [35, 36]. Take 92%:
3.3.1 Design and Selection of Power Transmission System of a Machine
Cutting power is 8.954 kW, and conveying power is 0.464 kW; hence, a 14 hp diesel engine is required.
Design of the V-Belt Drive for the Engine Output Shaft to the Propeller Shaft
The v-belt has excellent absorbency of vibration and tends to transmit power with a long trouble-free life. Standard tables and design expressions were taken from Ahorbo and Rajput [37, 38]. Pulleys with a radius of less than 100 mm are constructed without arms, and pulleys with a radius of 100 to 300 mm are made with four arms.
-
(a)
Peripheral speed of the v-belt and pulley diameter
where Vsvb is the peripheral speed of the v-belt small pulley, m/s,
-
Dspis the diameter of the small pulley, m,
-
Nsp is the rotational speed of the small pulley, rpm.
To get reduction speed rpm at the propeller shaft of a reaper, the diameter of the driven pulley should be greater than that of the driving pulley. Dlp = 2 × Dsp = 280mm, which is standard:
where Vlvbis the peripheral speed of the large v-belt pulley,
-
Dlp is the large diameter of the pulley,
-
Nlp is the rotational speed of the large pulley.
-
(b)
Length of the v-belt and the angle of contact
where, Lvb is the pitch length of the v-belt,
-
C is the center distance between the larger pulley and the small pulley.
-
(c)
The angle of contact for the open v-belt drive
-
(d)
Analysis of v-belt tension
To analyze the tension of the v-belt on the tight and slack sides, the expression with the pre-calculated design power of 10.297 kW was applied (Fig. 12):

V-belt drive system between the engine and the propeller shaft
Modelling Parts of a Reaper Using CATIA Software
3D modeling entails the use of software tools to produce 3D digital representations of machine parts and structures, such as computer-aided design applications [39, 40].
Modeling of the Cutter System
A cutter bar, cuter guard, riveted fasteners, bolts, nuts, crank, and reciprocating connecting rods make up the reaping system (Fig. 13).

Cutter system modeling of a reaper using CATIA software
Modeling of the Conveyor System Using CATIA Software
In this system, there are header frames, upper, medium, and lower conveyors, pulleys, flat belts, v-belts, lugs, bolts, nuts, shaft, crop dividers, star wheels, and chain drives (Fig. 14).

Subassembly of conveyor modeling using CATIA software
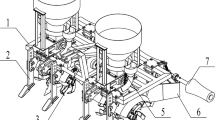
Assembly of the Sorghum Reaper Machine
In this article, the reaper’s 3D modeling is made up of 891 parts, including bolts and nuts. Every component of a machine is designed with specific constraints in mind before it is modeled. As a result, a reaper of modeling has been clearly created (Fig. 15).

Full assembly modeling of a reaper using CATIA software
Finite Element Analysis
Finite element methods are utilized to mathematically model structural components of products and solve extremely difficult problems computationally [41,42,43,44].
Kinematics Analysis of the Reciprocating Position of the Cutter Bar
At a rotating speed of 718.4 rpm, the kinematics of the reciprocating crank mechanism of the reaper is examined:
-
(a)
MATLAB result for crank position analysis in x and y coordinate systems (see Fig. 16b):

(a) Reciprocating cutter versus crank angle and (b) crank X and Y displacement versus the crank angle
-
(b)
MATLAB result for cutter bar velocity analysis (see Fig. 17a):

(a) Cutter bar velocity versus crank angle and X and Y component of (b) crank velocity versus crank angle
-
(c)
Crank velocity analysis in x and y coordinate systems (see in Fig. 17b):
-
(d)
Result for the cutter bar acceleration analysis (see Fig. 18a):

(a) Cutter bar acceleration versus crank angle and (b) X and Y components of crank acceleration vs crank angle
-
(e)
Crank acceleration analysis in x and y coordinate systems (see Fig. 18b):
-
(f)
Simulations for a mass-balanced study of the cutter system (see Fig. 19).

The x and y component shaking force versus crank angle
Effective mass at the crank (lumped mass MA) = M2a + M3a = 2.66 kg + 1.33 kg = 3.99 kg.
Effective mass at the slider cutter bar (lumped mass MB) = M4 + M3b = 1.27 kg + 4.55 kg = 5.8 kg:
4 Result and Discussion
The outcomes of this article are classified into two groups. The first was that each component of the reaper machine could be validated with senior similar articles by comparing analytical and numerical analyses to ensure that the components were safe. The generic design reaper, on the other hand, should be compared with manual harvesting if the machine is used in sorghum fields in order to observe the considerable benefits of agricultural machinery over manual harvesting.
4.1 Analytical Analysis and Numerical Simulation
To determine whether the crank is in pure rotation and the slider cutter is in pure translation, a MATLAB simulation has been implemented.
Simulation Result on the Dynamic Behavior of the Reciprocating System
The MATLAB Program database calculates the position, velocity, and acceleration of the cutter bar. Figures 16, 17, 18, 19, 20, 21, and 22 show these functions for this reciprocating system of a reaper, in the MATLAB program, as plotted for a constant crank (ϖ) over two revolutions. The acceleration curve in Fig. 18a shows the effects of the second harmonic term most clearly because the term’s coefficient is larger than its correspondent in either of the other two functions. The fundamental (− cos ϖt) term gives a purely harmonic function with a period of (360∘). This fundamental term dominates the function as it has the largest coefficient. The flat top and slight dip in the positive peak acceleration of the Fig. 18a is caused by the cos(2ϖt) second harmonic adding or subtracting from the fundamental. Note that every value of the peak acceleration of the cutter bar and crank, even at a moderate speed, is a moderately sized reciprocating reaper with a 76-mm stroke distance and(r/Ll) = 1/3 mm.

Maximum shear stress result of (a) a propeller shaft and (b) an engine shaft

Maximum shear stress simulation result of a conveyor shaft

Comparison of manual and reaper harvesting (a) losses and (b) costs
This article also looked at the dynamic behavior of a reaper’s reciprocating mechanism using an approximate kinematic model. The combination of masses (lumped) parameter model of the reaper reciprocating system of the cutter bar crank is shown in Fig. 19; the summation of the masses of the crank M2a and the portion of the connecting rod M3a is MA at the contact point B; two masses are also lumped, the reaper reaping bar mass M4 and the reaming portion of the connecting rod masses M3b (their sum is MB). The MATLAB program calculates the shaking forces at a constant crank speed of 718.18 rpm for a combination of linkage parameters input into it as shown in Fig. 19, which also shows the shaking force along the x and y planes above and below the wt values. The lumped mass A and lumped mass B are almost 95% equal. Then, based on this information from the MATLAB database, the reciprocating system is running well at a constant speed of 718.18 rpm. Owing to this significant result, the reaper machine of the reaping system can work well without creating noise and vibrations.
Maximum Shear Analysis on the Engine and Propeller Shaft
The engine and transmission shafts were designed with lengths and diameters of 1200 mm with 55 mm and 800 mm with 30 mm respectively. Because reaper shafts spin, they may be subjected to a twisting moment as well as coupled stresses. The analytical results for both the propeller shaft and the propeller are listed in Table 8.
Numerical Simulation Results of Shafts Obtained from ANSYS
Figures 20 and 21 illustrate the acquired maximum shear stress findings for each analyzed cross-section shaft of a reaper as an exemplary numerical simulation analysis using ANSYS R.19.
Thus, Table 9 gathers the maximum shear stresses (τmax) result obtained with the ANSYS software.
Comparison of Analytical and Numerical Simulation Results
The conveyor shafts and those obtained by using the finite element method software (τmax) are presented in Table 10.
As shown in Table 9 the difference %error of τmax is lower than 0.055. Therefore, based on Murawski [44] the calculated changes of analytical and numerical maximum shear stresses of percentage errors do not exceed 8%. Therefore, this result highlights that the analytical design of each transmission shaft has been confirmed nearly with numerical simulation and the percentage error disparities between analytical and numerical are statistically significant. Then, for each shaft of the reaper machine, the design specifications of each parameter collected from journals and e-books were made safe.
4.2 Design Specification of Root-Stalk Sorghum Reaper Machine
The sorghum crop reaper design specification was produced using experimental results based on the mechanical properties of seed-stage sorghum stalks. As the machine has not yet been manufactured, the manual and reaper evaluation of harvesting has been carried out theoretically using the concept of Gore et al. [45]. During the theoretical comparison, the following parameters were measured: the machine’s forward speed is 1.3 m/s, and let us take a 50-m distance in the field (Table 11).
ETB = Ethiopian birr
-
(a)
Travel speed of the sorghum reaper, t
where t is the time of travel.
-
(b)
Speed of operation of the sorghum reaper
A time of 38.46 s (0.0107 h) was needed to travel 50 m (0.05 km):
-
(c)
Field capacity
$$ \mathrm{Theoretical}\ \mathrm{field}\ \mathrm{capacity},\mathrm{ha}/\mathrm{h}=\frac{V_t\times {r}_w}{50}=\frac{4.67\times 1.292}{50}=0.1206,\kern0.5em $$
where rw is the reaping width of the reaper,
Vt is the speed of travel, km/h.
-
(d)
Sorghum crop loss estimation in the field of 1 m2
According to data from the research office in Raya Kobo, Girana, the average sorghum crop production 2100 kg/ha (Table 12).
The analytical harvesting loss by the root-stalk reaper for the sorghum crop was found to be 1.19%.
-
(e)
Cost-related information on the sorghum reaper
The sorghum reaper also has the same rental infrastructures for supporting Ethiopian farmers during the harvesting season of sorghum and maize crops, according to the rules and regulations of plow machine rental information available in Humera. When the machine is set up in micro and small enterprise facilities in each of Ethiopia’s sorghum-growing districts, such as Raya, Humera, Chiro, Assosa, and Benshagul Gumuz, it will contain the following account details for each farmer if presented in the form of rent:
Therefore, the reaper machine needs 8.29 h to complete 1 ha of sorghum stalk fields (Table 13).
ETB = Ethiopian birr
Therefore, 185, 389, 152.2 Birr is needed to reap 591, 200, 230 kg/h of sorghum-cultivated fields per year.
4.3 Comparison of Manual and Root-Stalk Sorghum Harvesting Results
where Amlis the average loss of manual harvesting per year in 1 ha
-
Tmlis the total losses from 47,069.33 ha due to manual harvesting.
Owing to mechanization, the harvesting losses of the sorghum reaper are calculated at 1.9% theoretically from 1 ha of field. Based on Manjunatha et al. [46], this loss value (1.9%) is significantly accepted:
where Trl% is the total losses from 47,069.33 ha due to reaper harvesting. Using the root stalk sorghum reaper, it is possible to save up to 11,814.4 ha out of a total of 47,069.33 ha.
Rayian residents spend about 316, 305, 897.6 Birr per year to reap seed-stage sorghum by laborers who come from regions such as Jemdo Mariam, Muja, Tata, Mezgeramba, Lasta, Tekulesh, Sekota, Geregera, Stayish, Korem Maychew, and Zobl, according to this study article. As a result, if it swiftly develops this sorghum harvesting equipment and distributes it to farmers through a small micro-enterprise, they can save up to 130, 916, 745.4 Birr every year on 47,069.33 ha of sorghum lands.
5 Conclusion
The key conclusions of this study are as follows: agriculture in most Ethiopian regional states is characterized by low production owing to a lack of current technology practice, management, and effective control of recurring crop losses due to manual harvesting as well as labor crises. The delayed harvest is attributed to labor shortages as a result of changes in occupation from agriculture to other fields, resulting in higher annual grain yield losses in 1 ha of sorghum fields because of the over-maturity of grains, whereas it adds up to 889, 609.7 Kuntal of sorghum grains wasted from the Raya Kobo region’s sorghum fields. According to the findings of this study article, farmers who utilize this new sorghum reaper machine can save up to 130.9 Million Birr per year on a total of 316.3 million Birr labor costs on 47,069.33 ha of sorghum lands. Using a sorghum reaper machine, grain losses caused by over-maturity could be reduced by up to 11,814.4 ha out of a total of 47,069.33 ha. Rather than minimizing losses and manpower shortages, the reaper plays an important role in decreasing human drudgery and saving time. As a result of these considerable benefits, manual harvesting should soon be replaced with a modern root-stalk sorghum harvester.
6 Recommendation
The adoption of appropriate modern sorghum and maize harvesting practices that have been designed in this research paper is urgently needed to increase crop productivity and economic emancipation in the Ethiopian regional states. The detailed design and analysis of sorghum crop reaper which includes propelling and reaping system, assembly, since the cutting mechanism involves reciprocating motion, the dynamic behavior of the system is chucked out by using MATLAB, the resulting graph recommended that the crank is in the right rotation and the cutter bar is in the exact translation. The resulting graph recommended that the crank is in the right rotation and that the cutter bar is in the exact translation. The analytical designs of the flat-belt conveyors, power transmission system, and engine shaft were compared with numerical simulations using ANSYS. As the numerical result in ANSYS demonstrates, the errors from shafts are less than 8%, indicating that the shaft design is nearly precise. If it was more than 8%, as past scholars have stated, the design is not acceptable; however, if it is less than 5.5%, the design is acceptable. Beyond that 2D and 3D models of the root-stalk sorghum reaper components have been generated using CATIAV5, R19 software to clarify the physical structure for manufacturers during the manufacturing period in the future. As a result, this study recommends that Ethiopian government stakeholders take steps to manufacture this root-stalk sorghum reaper as soon as possible, based on the design specifications established in this study, in order to avoid the previously mentioned losses and manual labor crises during each sorghum-harvesting season.
References
Araya, A., Keesstra, S., Stroosnijder, L.: A new agro-climatic classification for crop suitability zoning in northern semi-arid Ethiopia. Agric. For. Meteorol. 150(7–8), 1057–1064 (2010)
Wondimu, Z., et al.: Agro-morphological diversity of Ethiopian sorghum [Sorghum bicolor (L.) Moench] landraces under water limited environments. 67(8), 2149–2160 (2020)
Rashid, S., et al.: The barley value chain in Ethiopia. 3(169), 169 (2019)
Visarada, K., Aruna, C.: Sorghum: a bundle of opportunities in the 21st century. In: Breeding Sorghum for Diverse End Uses, pp. 1–14. Elsevier, Hyderabad, India (2019)
Demeke, M., Di Marcantonio, F.J.G.O.R.: Analysis of incentives and disincentives for sorghum in Ethiopia. Analysis of incentives and disincentives for sorghum in Ethiopia 3(6), 34 (2019)
Solomon, H., et al.: Promotion of improved sorghum technologies through large-scale demonstration in Gololcha Woreda, Arsi zone of Oromia regional state, Ethiopia. Am. J. Plant Sci. 12(03), 366 (2021)
Seyoum, A., et al.: Defining Sorghum Product Concept from Production to Processing (2019)
Lee, K., Malerba, F., Primi, A.: The fourth industrial revolution, changing global value chains and industrial upgrading in emerging economies. J. Econ. Policy Reform. 23(4), 359–370 (2020)
Hasan, K., et al.: Impact of modern rice harvesting practices over traditional ones 8, 89–108 (2020)
Li, L., et al.: Effect of corrosion and hydrogen embrittlement on microstructure and mechanical properties of mild steel. Constr. Build. Mater. 170, 78–90 (2018)
Chattopadhyay, P., Pandey, K.: Mechanical properties of sorghum stalk in relation to quasi-static deformation. J. Agric. Eng. Res. 73(2), 199–206 (1999)
Katz, R.: Integrating analysis and design in mechanical engineering education. Procedia CIRP. 36, 23–28 (2015)
Richards, K.L.: Design Engineer’s Handbook. CRC Press, Technion City, Haifa, Israel (2012)
Sahoo, A.U., Raheman, H.: Development of an electric reaper: a clean harvesting machine for cereal crops. Clean Techn. Environ. Policy. 22(4), 955–964 (2020)
Pandey, M., Devnani, R.: Design, development and field evaluation of Vertical Conveyor Reaper Windrower. Agric. Mech. Asia Afr. Lat. Am. 16(2), 41–52 (1985)
Huang, J., et al.: Design and test of two-wheeled walking hemp harvester. Int. J. Agric. Biol. Eng. 13(1), 127–137 (2020)
Norton, R.L.: Design of Machinery: An Introduction to the Synthesis and Analysis of Mechanisms and Machines. McGraw-Hill/Higher Education, china (2008)
Robert, L.N.: Design of Machinery. McGraw-Hill Education (2019)
Dimitriadis, C.I.: The Design of an Improved Efficiency Lavender Harvester. Cranfield University (2005)
Shen, C., et al.: Experimental analysis on mechanical model of ramie stalk. Trans. Chin. Soc. Agric. Eng. 31(20), 26–33 (2015)
Song, Z., et al.: Experiment on cutting characteristics of cotton stalk with double supports. Trans. Chin. Soc. Agric. Eng. 31(16), 37–45 (2015)
Tsegaye, A.: Adaptation and Performance Evaluation of Engine Operated Reaper
Fitzpatrick, K., Brewer, M.A., Turner, S.: Another look at pedestrian walking speed. Transp. Res. Rec. 1982(1), 21–29 (2006)
Zareishahamat, E., Maysami, M.: Design, construction and performance evaluation of a reaper for small farms (a case study: Iran). Agric. Eng. Int. CIGR J. 21(3), 104–113 (2019)
Ling, B.: Wheat and paddy reapers in China. In: Small Farm Equipment for Developing Countries: Proceedings of the International Conference on Small Farm Equipment for Developing Countries: Past Experiences and Future Priorities, 2–6 Sept 1985. Int. Rice Res. Inst (1986)
Kyriacos, D.: Polycarbonates. In: Brydson’s Plastics Materials, pp. 457–485. Elsevier, Bai Ling, China (2017)
Ogunlowo, Q., Olaoye, J.: Development and performance evaluation of a guided horizontal conveyor rice harvester. Agrosearch. 17(1), 66–88 (2017)
Hainsworth, S.: Power transmission by flat and ‘v’ belts. J. Text. Inst. Proc. 26(1), P3–P10 (1935)
Olutomilola, E.O., Ayodeji, S.P., Adeyeri, M.K.: Finite element analysis of a washing and preheating unit designed for plantain flour process plant. Int. J. Eng. Technol. IJET. 5(4), 117–127 (2019)
Bassey, J.E., Bala, K.C.: Development of an automatic mini-conveyor system for product monitoring. In: IOP Conference Series: Materials Science and Engineering. IOP Publishing, South East Asia (2018)
Yardley, E.D., Stace, L.R. (eds.): Belt Conveying of Minerals. Elsevier, Ota, Nigeria (2008)
Belay, A.: Design and Analysis of Manually Driven and Engine Powered Wheat Crop Reaper for Broad Bed Furrows
Rahman, Z., Butt, K.: The tractor-mounted reaper in Pakistan. In: Small Farm Equipment for Developing Countries: Proceedings of the International Conference on Small Farm Equipment for Developing Countries: Past Experiences and Future Priorities, 2–6 Sept. 1985. Int. Rice Res. Inst. (1986)
Sjuchro, D.W., et al.: The Role of Community Radio in Participation of Development of Various Fields in Rural Communities. J. Posit. Sch. Psychol. 7505–7513 (2022)
Legros, L.A.: The transmission of power from the engine to the road wheels in motor vehicles. Proc. Inst. Automob. Eng. 3(1), 334–382 (1908)
ESCAP, U.: ReCAMA regional directory of agricultural machinery manufacturers and distributors (2021)
Ahorbo, G.K.: Design of a throw-in axial flow rice thresher fitted with peg and screw threshing mechanism. Int. J. Sci. Technol. Res. 5, 171–177 (2016)
Rajput, R.: A Text Book of Automobile Engineering. Firewall Media, Pasfic Asia (2008)
Billah, M., et al.: Selection of V-belt for power transmission in agricultural machinery. Progress. Agric. 19(2), 187–194 (2008)
Buswell, R.A., et al.: Freeform construction: mega-scale rapid manufacturing for construction. Autom. Constr. 16(2), 224–231 (2007)
Russell, T.F., Wheeler, M.F.: Finite element and finite difference methods for continuous flows in porous media. In: The Mathematics of Reservoir Simulation, pp. 35–106 . SIAM (1983)
Bro-Nielsen, M., Cotin, S.: Real-time volumetric deformable models for surgery simulation using finite elements and condensation. In: Computer Graphics Forum. Wiley Online Library, UK (1996)
Duarte, C.A., Babuška, I., Oden, J.T.: Generalized finite element methods for three-dimensional structural mechanics problems. Comput. Struct. 77(2), 215–232 (2000)
Murawski, L.: Shaft line alignment analysis taking ship construction flexibility and deformations into consideration. Mar. Struct. 18(1), 62–84 (2005)
Gore, A., Kasal, Y.G., Shinde, S.: Field evaluation of self propelled reaper binder in wheat crop. Plant Arch. 18(1), 551–554 (2018)
Manjunatha, M., et al.: Field performance evaluation of vertical conveyor paddy reaper. Karnataka J. Agric. Sci. 22(1), 140–142 (2009)
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

Cite this chapter
Kassie, A.A., Gebremedhen, H.S., Addisu, H.S. (2024). Design and Numerical Analysis of a Sorghum Reaper Machine. In: Mequanint, K., Tsegaw, A.A., Sendekie, Z.B., Kebede, B., Yetbarek Gedilu, E. (eds) Advancement of Science and Technology in Sustainable Manufacturing and Process Engineering. Green Energy and Technology. Springer, Cham. https://doi.org/10.1007/978-3-031-41173-1_5
Download citation
DOI: https://doi.org/10.1007/978-3-031-41173-1_5
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-41172-4
Online ISBN: 978-3-031-41173-1
eBook Packages: EnergyEnergy (R0)