
Abstract
Sustainable materials made by manipulating sustainable resources spur the global community’s interest in creating next-generation feedstocks and goods. Polypropylene (PP) is among the most widely used thermoplastics in short product lifespan applications such as disposable containers. Only a tiny percentage of polypropylene-based products are recycled, and some end up in landfills. Due to their processability equipped with excellent physical and mechanical properties, recycled polypropylene would have added values if it is integrated with filler materials. A wide range of green fillers from animals, plants, minerals, and recycled goods, whether naturally occurring or manmade, have been used in plastic composites to reduce costs while improving strength, functionality, and biodegradability. For instance, the utilized green fillers in recycled polypropylene composites can be categorized as natural organic, natural inorganic, recycled fillers, and advanced fillers based on their origin and properties. This chapter, therefore, provides a comprehensive overview on types of green fillers and research and development work conducted on recycled polypropylene-based materials, especially those that incorporated various types of green fillers. Their mechanical, physical, thermal, and electrical properties are addressed by significant findings from the experimental studies and related mathematical models. The utilized processing methods and process parameters to produce recycled PP-based materials with their targeted application are also addressed.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
- Polymer composites
- Recycled thermoplastics
- Polypropylene
- Green fillers
- Physical and mechanical properties
- Processing methods
1 Introduction
Globally, the demand of plastics has continued to grow (Schyns et al. 2021). The circulating plastic-waste volumes has increased from 260 million tons in 2016 to 460 million tons per year by 2030 (Hundertmark et al. 2021). However, approximately half of all plastic manufactured is used primarily for single-use disposable applications such as packaging (PlasticsEurope 2019), agricultural films, and disposable consumer items, all of which end up as a plastic waste (Mohamad et al. 2014; Hopewell 2009). The fast growth in municipal trash creation is globally necessitating an urgent need for a better-managed disposal option. The expansion of garbage landfills has contributed to noise, dust, and stink, as well as bioaerosols generated shortly after opening and possibly for several decades afterward (Othman 2007). Furthermore, landfills add to the greenhouse impact through gas emissions, which is a global issue.
Recycling or reusing plastics in circulation is critical for avoiding the increased inadvertent or intentional release of polymeric materials into the environment and reducing environmental pollution (Schyns et al. 2021). In 2016, only a total of 16% of polymers in flow were collected for recycling, whereas about 40% were disposed of in landfills, and approximately 25% were burnt (Hundertmark et al. 2021). Recently, European governments have boosted their efforts to raise recycling rates. In 2018, Europe collected a total of 29.1 million tons of post-consumer plastic garbage, while less than a third of this was recycled, which marked a doubling of the amount recycled and about 39% reduction in plastic waste exports to countries outside the European Union (EU) compared to 2006 levels (Schyns et al. 2021).
Recycling, in which used materials are reprocessed into new goods, reduces the generation of everyday garbage. As compared to virgin products, it prevents the waste of potentially usable materials, reduces the consumption of raw materials and energy usage, and hence reduces greenhouse gas emissions (Ilyas et al. 2021a). Recycling conserves landfill space and minimizes the amounts of virgin materials that should be mined or manufactured in creating new items, thus conserving energy and minimizing global climate change (Atiqah et al. 2021). Nowadays, the polymer matrix-based products’ manufacturer has moved toward a new perspective. The interest in biodegradable, green, and more sustainable polymer composites is rapidly growing in industrial applications and fundamental research because of their exciting criteria. The plastic waste materials could be considered low-cost and renewable feedstock for the preparation of greener composites. This would be a high-value waste plastic output (Salwa et al. 2021). Compostable plastic and biodegradable items, such as food packaging bags, can help improve waste management and organic recycling (Ilyas et al. 2021b).
“Sustainable” and “sustainability” can be defined in many ways. Nonetheless, the term is frequently used to refer to the practice of ensuring that the material utilized in a product or component does not deplete natural resources excessively while sustaining a prosperous economy for future generations. Mansor et al. (2020) grouped the so-called natural resources-based green composites materials into three categories. The grouping is usually made from a basic composite’s formulation, consisting of (1) reinforcement, (2) matrix, and (3) filler materials. The composites can be formulated into a fully or partially green composite. However, this chapter focuses on a similar matrix type, polypropylene-based waste material with the utilization of various more sustainable filler or reinforcement materials (classified as green fillers in this chapter). Fillers function as a discontinuous phase in the composite and are often spread as well as disseminated throughout the matrix, improving or reinforcing the matrix (Abdul Khalil et al. 2019). When fillers are introduced into the matrix phase, a complex interphase structure is produced, in which the configuration and interaction of the fillers and matrix dictate the composite’s properties. The filler and matrix phases can complement or be compatible with one another, resulting in an enhanced composite. Green fillers are materials that can fill or reinforce various matrices to form useful or value-added composite materials. The term “eco” in eco-friendly fillers is usually describes fillers that are “ecologically” friendly to the environment for biodegradability. However, this chapter reflects some other fillers that are “economically viable” from the reused fillers and by lower consumption of resources due to improved properties. Hence, the fillers are categorized as green fillers in this chapter.
1.1 Polypropylene
Polypropylene (PP) is a typical thermoplastic that is excellent for various industrial applications, from domestic to engineering products such as bottles to automotive parts, due to its outstanding range of qualities. PP is nondegradable because of its chemically stabilized state for long service life. Thus, the disposal of PP plastic waste poses an environmental issue. Mansor et al. (2020) reported that PE and PP were the most extensively used plastics, accounting for 61% of the US plastics industry. As a result of economic and environmental factors, PP recycling had expanded dramatically.
Polypropylene (PP) is a versatile thermoplastic material having properties between low-density polyethylene (LDPE) and high-density polyethylene (HDPE). Their density of 0.899–0.920 g/cm3 (Grigore 2017) and a combination of hardness, rigidity, and ease of processing make them very useful polyolefin materials (Hindle 2021). Their general characteristics – physically, mechanically, functionally, processability, and serviceability – are depicted in Fig. 1.

General characteristics of polypropylene materials
Polypropylene was the first stereoregular polymer developed and was made from propylene monomers using two types of polymerizations: Ziegler-Natta and metallocene catalysis (Galli et al. 1995). It is a linear polymer with a structure express as CnH2n that is similar to polyethylene, except that every other carbon atom in the backbone chain has a methyl group attached to it. There are three types of tacticity or PP chain structures: isotactic, atactic, and syndiotactic. Figure 2 shows the linear hydrocarbon of isotactic PP forms from three monomers.

Ball-and-stick model of polypropylene monomer (propylene)
Isotactic PP molecules form helices due to their “one-handed” structure. This regular structure enables the molecules to crystallize into a hard, somewhat rigid substance that melts at 440 K in its pure state. Atactic chains have an entirely random structure and so do not crystallize. Atactic PP with a high molecular mass is a rubber-like substance. In the isotactic PP, the methyl groups are on the same side of the chain, while the methyl groups are placed randomly on both sides of the chain in the atactic PP. By utilizing a particular metallocene catalyst, combinations of isotactic and atactic structures are possible (Lower 2017). Syndiotactic PPs are similarly crystalline due to the regularity in their structure. Commercial PP is a primarily isotactic polymer with an atactic content of 1–5% by mass. Besides, there are varieties of PP materials that are homopolymer, random copolymer, and block copolymer. Homopolymer is made up of 100% polypropylene, which has excellent rigidity and heat resistance. PP shows inferior low-temperature impact resistance, and it can be improved through copolymerization with a monomer such as ethylene to form the copolymers.
1.2 Recycled Polypropylene
Waste polypropylene from various products is recycled using a number of methods such as mechanical and chemical recycling to form recycled polypropylene (recycled PP) (Achilias et al. 2007). The recycled PP has been employed in low-cost end products by blending with other virgin thermoplastic materials via mechanical recycling. This technique is nearly identical to recycled PP (Grigore 2017). The recycled PP could be defined as after-serviced or waste PP materials that have undergone several processes (mechanical, chemical, thermal recycling, etc.) in order to regain their processability and properties to be used in the same or other products. The primary challenges in recycling PP stem from the polymer’s ease of degradation. Heat, mechanical stress, and UV light could significantly alter PP’s structure, composition, and morphology, and thus its properties. According to La Mantia (1999), PP’s photooxidative and thermomechanical degradation effects are more significant than other linear polyolefins due to tertiary carbon in its chain. The PP products are exposed to these elements both during their lifetime or service (primarily via photooxidation) and during processing and recycling (reprocessing cycles) activities. The multi-recycling of recycled PP would further degrade its properties (Othman et al. 2017; Wang et al. 2014).
This chapter will later discuss numerous efforts that developed and characterized waste PP or recycled PP products to identify their potential for future use. The waste PP is gathered from various products and applications such as bottles, waste printed circuit board, manufacturing scraps, damaged tables and chairs, food containers, and so on. Some studies utilize the waste PP directly after the sorting, cleaning, and refining processes into a new blending mixture. However, some researchers utilize it in the form of recycled PP that various suppliers supply. The virgin PP is used as the control samples by most of them. Table 1 compares the general properties of virgin and recycled PP, gathered from multiple studies involving recycled PP. There are distinct differences between properties exhibited by recycled PP and virgin PP. In general, mechanical properties (tensile strength, tensile modulus, and elongation at break) of recycled PP are lower compared to virgin PP. The ground recycled PP from industrial transport shuttles has shown a significant difference in their percentage elongation at break of only about 2.83% compared to virgin PP. The reported values of homopolymer and copolymer by Shubhra et al. (2011) are in the range of 115–350% instead. Grigorescu et al. (2020) claimed that the recycled PP is originally brittle; hence, the elongation at break is very low.
Meanwhile, there are inconsistent values of properties depicted by the recycled PP themselves. The differentiator is the unique formulation, and different types of PP used for specific products also vary from one manufacturer to another. Manufacturers add various additives to meet the specification required for their products at the most reasonable prices. Therefore, several uncontrollable factors and variables might be the obstacles to the quality or properties uniformity of the recycled PP-based products:
-
the difference between types of PP that were initially used by the manufacturer (different structure, configuration, chain’s composition, and molecular weight),
-
the difference between the formulation of recycled PP products depending on the type of products among different manufacturers,
-
the difference in the recycling cycles (for multi-recycling PP), and
-
the difference in processing methods and parameters.
However, these factors could be minimized by selecting recycled PP from similar products and sources.
For quality control purposes, the characterization analyses should be conducted frequently to the new batch or recycled PP in order to be utilized in the production line. For example, by using suitable characterization equipment, one could retrace or predict the compositional information of the waste material. In the case of recycled PP from Pb-acid battery casing, XRF elemental analyses were performed by Ferg and Bolo (2013) and Ferg and Rust (2007). They revealed that the waste PP consisted of Pb = 1566–1645 ppm, Br = 538–544 ppm, and Ca = 679–865 ppm. The Pb was most likely present from PbSO4 or PbO2 compounds derived from the used battery material, whereas Ca was most likely from CaO2. It was initially used as a filler in manufacturing the battery case and lid. Meanwhile, the Br was found in a variety of flame-retardant chemicals. They also reported that recycled PP had a slightly higher melting temperature than virgin PP with a melting temperature (Tm) of 163.42 °C. It was assumed to be the contributions of the inorganic fillers and impurities present in the recycled PP. The recycled PP was also presumed to contain small amounts of high-density polyethylene with melting temperature between 120 °C and 130 °C from the tiny DSC endothermic peaks that formed at around 125.31–125.49 °C. The obtained data from variable melt flow index (VMFI) versus the total piston mass load was fitted to the suitable (y = axn) power function. The power coefficient (n) for the recycled PP samples of y = 3.225x1.732 to y = 3.759x1.693 was significantly higher than most virgin PP samples of y = 1.356x1.491 to y = 6.040x1.312. It demonstrated that additives such as fillers, contaminants, stabilizers, colorants, and flame retardants can affect the flow characteristics of recycled material. Therefore, a close screening for the selection of PP waste or recycled PP is crucial to control the processing parameters and properties of produced recycled PP composite materials.
1.3 Green Fillers for Sustainable Materials
In most cases, the so-called sustainable polymeric materials refer to natural fiber composites, biodegradable composites, and green composites (Mansor et al. 2020; Santhosh Kumar and Somashekhar 2020; Cong et al. 2021). Some popular examples of sustainable polymer composites are biodegradable PLA (polylactic acid) or PVA (polyvinyl alcohol)-based polymer composites, natural fiber-reinforced polymer composites such as sisal fiber-reinforced thermoplastic composites, and more. The terms are used when biodegradable polymers or natural materials are used in formulations. They are inferred regardless of whether the matrix and the filler ingredients are natural, biocompatible, or eco-friendly materials. In most cases, the portion of how extensive these components are in the composites has not been clearly defined, except the filler should always be lesser than the matrix. Their specific ratio would be based on their functionality in the formulation or properties specifications. It is known that recycled thermoplastic materials experience dramatic changes in their physical and mechanical properties. The reusing and recycling of these polymers degrade their chemical structural properties, which calls for other materials or manipulation to their formulation. Therefore, introducing various types of filler materials into recycled polymers, whether organic or inorganic fillers, will result in properties and functional diversity. They could serve as a reinforcing agent, plasticizer, extender, impact modifier, and others: dictating the final seeking properties or product performance.
Green fillers refer to the fillers used either as a filler or reinforcement materials in any polymer matrix, either thermoplastic or thermosets, natural or synthetic. However, in this chapter, the green fillers are categorized based on the type of fillers used in the formulation of recycled PP composites. Figure 3 shows the general classification of green fillers commonly reported to be used as fillers or reinforcement materials in recycled polypropylene (recycled PP)-based composites. They are classified into four main categories, namely (1) natural organic fillers, (2) natural inorganic fillers, (3) advanced fillers, and (4) recycled fillers. Figures 4 and 5 show the images of plastic waste and several types of green fillers used by several studies (Yao et al. 2013; Oladele et al. 2020). Physical dimensional (sizes and shapes) and compositional characteristics of the fillers are essential in determining the properties of produced composites (Yao et al. 2013).

Classification of green fillers used in recycled polypropylene composites

(a) Waste plastics, (b) snail shell, and (c) shell powders

SEM images of the shell waste. (Yao et al. 2013)
Natural Organic Fillers
These fillers are natural or biodegradable materials from organic resources that are safe for the environment. The most commonly used are organic fillers that originated from either plant or animal fibers. They have become the topic of interest in industry and academic research due to its low cost and availability (Cong et al. 2021). Santhosh Kumar and Somashekhar (2020) further classified the plant fibers to (1) wood fibers, either hardwood or softwood, and (2) non-wood fibers, either seed fibers, leaf fibers, bast fibers, fruit fibers, stalk fibers, or grass fibers (Diyana et al. 2021). According to Mansor et al. (2020), plant-derived natural fibers are the most widely used and researched due to their short growth period, renewability, and wide availability. According to Chandrasekar et al. (2021), natural fiber-reinforced thermoplastic-based composites have been used in packaging and structural applications in the automobile, construction, and other industries. The animal origin polysaccharides are chitin and chondroitin. In general, natural fillers enhance the properties of composites due to their low cost, reasonably good mechanical properties, high specific strength, nonabrasive, green, and biodegradable characteristics.
Natural Inorganic Fillers
These fillers are natural materials from inorganic resources derived from either minerals or animals. Clay minerals are phyllosilicates formed by the chemical weathering of other silicate minerals. Clay can be manufactured in a lab under controlled pH, temperature, composition, and starting material conditions. It is an alumina-silicate with neutral or negatively charged layers and positive counterions between the layers. Meanwhile, clay is characterized as kaolinite, montmorillonite, illite, chlorite, and fibrous silicate (e.g., sepiolite and palygorskite). Abdul Khalil et al. (2019) stated that the montmorillonite/smectite clay group is the most commonly used clay. It is due to its water stabilizing and rheological qualities. Calcium carbonate (CaCO3) is another inorganic filler that is frequently used in industry and laboratories. It is typically derived from carbonatite lava, stalactites, stalagmites, skeletons, and some animal shells. However, the required purity, whiteness, thickness, and uniformity are not taken into account. According to Abdul Khalil et al. (2019), it can be obtained by digging carbonate-bearing rock. However, it will result in noise, air, and water pollution.
Advanced Fillers
These filler materials can be organic- or inorganic-based materials refined and upgraded further through physical and mechanical processes, heat treatments, chemical modification, or synthetically produced in the laboratory. Some are classified as advanced materials (e.g., carbon fibers and aramid fibers) or nanomaterials (e.g., nanoclay and organoclay). The advancement of processing and nanotechnology has led to nanoclay, which is much preferred in the industries (Abdul Khalil et al. 2019). Polypropylene-based composites reinforced with (1) exfoliated graphite nanoplatelets (xGnPTM), (2) vapor-grown carbon fibers, (3) polyacrylonitrile (PAN)-based carbon fibers, (4) highly structured carbon black, and (5) montmorillonite clay fabricated by extrusion and injection molding (Kalaitzidou et al. 2007). According to Zdiri et al. (2018), clay, montmorillonite (MMT), calcium carbonate (CaCO3), carbon nanotubes (CNTs), zinc oxide (ZnO), silica (SiO2), boehmite alumina (BAL), and graphene (GN) are among the nanomaterials used as fillers in recycled PP matrix.
Recycled Waste Fillers
These fillers are natural-based or nonbiodegradable waste materials, either organic or inorganic, reused or recycled by manufacturing or recycling centers. They are placed back into the production/manufacturing lines as recycled feeding materials or fillers in various matrices to reduce their harmful impact on the environment. These fillers’ utilization in manufacturing could be considered to adhere to the green policy for multiple industries and considered a greener approach for sustainable resources. Among the recycled fillers are waste printed circuit board (WPCB) powder (Grigorescu et al. 2020), geopolymer concrete waste (GCW) (Ramos et al. 2020), milled wood flour (WF) (Rocha and Rosa 2019), and others. In the report produced by Abdul Rasoul et al. (2020), the addition of PP fibers can strengthen the structural concretes by reducing the formation of micro-cracks and hence increasing their resilience to thermal shock. As a result, concrete waste could be beneficial as a filler in PP matrix composites, but recycled PP in the fiber forms might also be useful in the industry (Tuladhar and Yin 2019).
The generic comparisons of these green fillers with synthetic fibers are tabulated in Table 2. The list is adapted based on the report by Diyana et al. (2021).
2 Properties of Green Fillers Reinforced Recycled PP Composites
2.1 Mechanical Properties of Recycled PP Matrix Composites
Various filler materials are used to reinforce recycled polypropylene to improve its properties. The requirement for reinforcement is crucial due to the properties’ reduction of recycled PP materials compared to their virgin counterparts. A study by Grigorescu et al. (2020) has shown a total of ~10–50% reduction in impact strength. Their ability for plastic deformation dictates this property; hence, it is the most critical mechanical quality to be improved. The deterioration of the materials degrades the quality of recycled PP during their utilization. Research on the effect of reprocessing cycles also showed dramatic changes in their properties (Othman et al. 2017).
To date, various fillers from natural resources, recycled and waste materials, are added into recycled polypropylene or virgin polypropylene to achieve the reliable properties required for different products. Mechanical properties of polymer-filled composites are determined by the efficiency of mechanical stress transfer from matrix material to the fillers. The mechanical strength of a composite depends on:
-
the cumulative effect between (1) weakening efforts due to the high stress and (2) reinforcing effect by the fillers, which produces a barrier against crack propagation at load pressure: more micro-cracks are created instead of deeper cracks; and
-
the adhesion or interaction between matrix–filler/fibers interfaces (Móczó and Pukánszky 2008; Zdiri et al. 2018).
Table 3 lists several properties that have become the target for most researchers. It also summarizes the contributing factors that claimed to play critical roles in the properties of recycled PP composites based on the type of green fillers used.
In most recycled PP nanocomposites, the nanofillers overloading beyond the optimal level generally reduce the tensile characteristics. According to Zdiri et al. (2018), increasing the nanoclay (NC) loading from 3% to 5% resulted in a decrease in the tensile strength and Young’s modulus of recycled PP/clay nanocomposites. The surface attraction between the filler and the polymer matrix was increased at low NC concentrations (<5 wt%). The agglomeration effect on the NC was responsible for this decline. The presence of NC agglomerates from agglomerated clay tactoids induced local stress concentration in nanocomposites. It decreased the clay aspect ratio, reduced the contact surface area between the organoclay and polymer matrix. Even in macrocomposites, stiff particle agglomerates also reduce the thermoplastic matrix deformability, resulting in nonhomogeneity in the stress distribution after external load application (Oladele et al. 2020; Grigorescu et al. 2020; Melo et al. 2020; Khanjanzadeh et al. 2011).
The increase in tensile properties observed with the incorporation of nanofillers does not coincide with their effect on the impact properties. The reasons for this are as follows: (1) stiffening of polymeric chains, (2) agglomerated nanofillers absorb less impact energy, and (3) the presence of structural voids. Besides, in the case of NC, the unexfoliated aggregates/agglomerates also reduce the impact strength. It reduces nanocomposites’ structural stability, diminishes impact energy absorption, and accelerates interface crack propagation. Some investigations have demonstrated that adding an impact modifier such as elastomer to nanocomposites increases their impact resistance (Grigorescu et al. 2020). The elastomer balances the impact resistance and rigidity of the nanocomposites.
2.1.1 Theoretical Interfacial Strength Evaluation Through Micromechanics Models
Several micromechanics models have been presented to analyze fiber–matrix adhesion in recycled PP composites. Naushad et al. (2016) conducted a study “Cloisite 15A” incorporated in recycled polypropylene to form PP nanocomposites and bio-nanocomposites. In their study, the interfacial adhesion in bio-nanocomposites is assessed using yield strength models. Naushad et al. (2016) utilized the Turcsanyi model to determine the bio-nanocomposites’ and nanocomposites’ tensile strength:
where σcomp is the tensile strength of bio-nanocomposites, while σ is the tensile strength for recycled PP and nanocomposites. The Φf is the filler volume fraction, and B is the specific constant depending on the type of polymer composites. Some of the values for B are listed by Turcsányi et al. (1988) in their study. Meanwhile, the theoretical modulus of bio-nanocomposites reported by Naushad et al. (2016) is calculated using the Sato and Furukawa (1963) model:
where Em is the Young’s modulus of the matrix (i.e., recycled PP nanocomposites), Φf is the fiber volume percentage, and ξ is an adhesion parameter. Meanwhile, ψ is the integral mean value of the filler area fraction in the cross sections (Turcsányi et al. 1988).
Kalaitzidou et al. (2007) compared the actual modulus data to theoretical predictions derived using the Halpin-Tsai and Tandon-Weng models. The PP-based composites in their study were fabricated by melt compounding processes (extrusion and injection molding). The composites were reinforced by zero-dimensional (0-D), one-dimensional (1-D), and two- dimensional (2-D) nanomaterials. The 0-D nanofiller used was a highly structured carbon black; 1-D nanofillers were vapor-grown carbon fibers and PAN-based carbon fibers. Meanwhile, the 2-D nanofillers were exfoliated graphite nanoplatelets (xGnPTM) and montmorillonite clay. According to Kalaitzidou et al. (2007), apart from the dispersion states within the polymer matrix (aggregated, oriented, and aligned state), the aspect ratio of the nanofiller and the contact at the filler–matrix interface also significantly affect the mechanical properties of the composites, namely the tensile modulus. They compared their experimental data with the values predicted with the Halpin-Tsai model for the tensile and longitudinal modulus of unidirectional fiber-reinforced composites, which is given in Eqs. 4 and 5:
where E is the composite’s modulus, Vf is the fiber volume fraction, EM denotes the Young’s modulus of the matrix, while Ef denotes the longitudinal (E11) modulus of the fiber. Meanwhile, ξ is a function of the filler’s aspect ratio, a, which depends on the geometries and loading conditions of the nanofillers (Halpin 1969). The a is a measure of filler and depends on boundary conditions. Therefore, they selected different ξ for 2-D and 1-D nanofiller-reinforced PP composites. The a values used were ξ = 2/3a for platelets (2-D nanofillers) and ξ = 2a for fibers (1-D nanofillers).
The Tandon-Weng model was used to predict the M values for the effect of nanofillers’ orientation in the PP matrix (Kalaitzidou et al. 2007). There were two different nanofillers’ orientations: (1) the randomly oriented xGNP nanofillers in xGnP/PP nanocomposites, and (2) the unidirectionally aligned PAN fibers in the PP matrix of PAN/PP composites. Overall, both models were reported to agree with experimental data (tensile modulus) at low nanofiller loadings. However, they showed overprediction at higher nanofiller loadings. The discrepancy between observed and predicted values was speculated due to the model’s assumptions. The Tandon-Weng model assumed the nanofillers’ isotropy and perfect alignment.
2.2 Water Absorption of Recycled PP Matrix Composites
In general, polymer reinforced with organic natural fillers composites is prone to weaken when exposed to a watery environment. Many studies (Samat et al. 2013; Odusanya et al. 2014; Daramola et al. 2019; Oladele et al. 2020) claimed that the composite’s hydrophilicity plays a significant role in water absorption ability. The filler’s hydrophilic groups result in poor wettability between the fillers and the polymer matrix, and hence weaker interfacial adhesion between the two components. The chains degradation experienced by recycled PP could make it more vulnerable for its composites. Yet, it depends on whether the natural fillers are highly hydrophilic or hydrophobic. Environmental degradation of composite characteristics can be ascribed to a decrease of adhesion and binding strength at the fiber–matrix interface. It has been demonstrated that water passes across the interface significantly faster than it permeates the matrix (Halpin 1969). Table 3 shows some recycled PP composites systems that exhibit an increase in water absorption when incorporated with shrimp shell (SS) particles (Mohamad et al. 2014) and PVOH-treated lignocellulosic filler (Zaaba et al. 2016).
In comparison, the recycled PP composites filled with bagasse fibers experience a reduction in water affinity. It is due to the nonpolar hydrocarbon chains and aromatic rings of the lignin repel water. According to Oladele et al. (2020), some animal-based particles (natural inorganic fillers) are hydrophobic, unlike plant fibers categorized as natural organic fillers. Hence, when used as polymer matrix reinforcement, they tend to reduce water/moisture intake, unlike plant-based fillers, which increases it. In their study, the resistance to water absorption is attributed to the rigidity of the snail shell particle (SSP) and the plugging of pores and gaps within the recycled PP matrix as the SSP concentration increases. Since SSP fills most pores/voids, it limits the number of available pores that water can fill up. The sample with the best water resistance was increased by 91% compared to the control sample. SSP’s hard and rigid CaCO3 phase in the recycled PP matrix improved the water repellent properties and their tribological properties. According to Oladele et al. (2020), the water absorption property of polymer matrix composites (PMCs) reinforced with particulate fillers and their derivatives is dependent on:
-
the amount of the particle,
-
dispersion efficiency,
-
immersion temperature,
-
the area exposed to water,
-
permeability of particulates,
-
void content in the PMC, and
-
the hydrophilicity of the individual component.
2.3 Electrical Conductivity of Recycled PP Matrix Composites
Apart from their outstanding mechanical capabilities, green fillers may be utilized for various applications due to their multifunctional properties, including electrical conductivity, σ, and electromagnetic interference (EMI) shielding (Ahmad et al. 2018). It served as the foundation for a variety of multifunctional applications of filled polymeric composites. Alshammari et al. (2021) stated that the electrical conductivity and EMI shielding properties are advantageous for energy storage, electronic industry, multifunctional components in vehicles, electrical cables, and EMI shielding for lightning strikes in aerospace and automotive. Table 4 shows the change of electrical conductivity of recycled PP insulator to semiconductor when blended with polyaniline (PANI), which further increases with the incorporation of graphene nanoplatelets (GNPs), even at very low loadings. Their nanocomposites transformed from a low-conductivity semiconductor (2.25 × 10−8 S cm−1) to a high-conductivity semiconductor (4.1 × 10−1 S cm−1), as GNPs increased up to 3 phr.
According to Pang et al. (2021), the increase in σ of recycled PP/PANI nanocomposites with increasing GNPs loading may be attributable to several factors:
-
The intrinsic σ of GNPs. Thus, higher concentrations of GNPs provide better networking for electrical conduction due to the high σ of GNPs.
-
The filler–matrix interaction. The increased physical contact between dispersed GNPs-PANI chains forms a conductive network in recycled PP/PANI nanocomposites. As a result, more electrons can flow or jump directly between the conductive filler materials, increasing the σ of the composites.
-
The extent of the amorphous region in the composites. The increase in σ of the recycled PP/PANI/GNPs nanocomposites can be attributed to the increase in the amorphous area. It facilitates the chain mobility of recycled PP, which contributes to the ease of electron transport, improving the conductivity of composites.
2.4 Thermal Conductivity of Recycled PP Matrix Composites
Thermal stability is a critical factor for the oil and gas pipelines, infrastructure, and buildings in hostile environments, and the automotive industry includes engines, oil tanks, among others (Alshammari et al. 2021). Some other applications in electrical and electronic engineering include electrical insulators, electronic packaging and encapsulation, satellite devices, and others. It requires a good balance between high heat dissipation, low thermal expansion, and low density. One of the parameters indicating the thermal stability of a component is its thermal conductivity. According to Hadi et al. (2016), thermal conductivity qualities are crucial for the products’ processing and service life.
Polymer-based materials are usually having significantly less thermal conductivity than metals or ceramic materials. Besides, it is widely reported that recycled polymers showed lower thermal resistance than their counterparts (Hadi et al. 2016; Othman et al. 2017; Zdiri et al. 2018). Therefore, the characterization of thermal properties is essential for the potential of these recycled PP composite materials to be used in temperature-sensitive applications but requires an increase in thermal conductivity. To achieve that, the formulation of these recycled PP is manipulated by incorporating thermally conductive filler materials, either organic or inorganic. Pang et al. (2021) added graphene nanoplatelets (GNPs) to the recycled PP-PANI blend to improve thermal conductivity. They explained the thermal performance of the nanocomposite based on the DSC data analysis. The reported parameters were the melting temperature (Tm), crystallization temperature (Tc), melting enthalpy (ΔH*m), and crystallinity percentage (Xc). The nanocomposites experienced Tc increments than their recycled PP counterpart, from 119.2 °C to 123.6 °C. Additionally, the ΔH*m decreased from 86.1 J/g (recycled PP) to 40.0 J/g (nanocomposites). From the results, they concluded that the obtained DSC data for nanocomposites reflect enhanced thermal performance. However, no thermal conductivity data support the increase in thermal conductivity exhibited by the materials.
According to Vakili et al. (2011), the DSC data for neat PP nanocomposites revealed different patterns. The ΔH*m (J/g) in their work depicted increased values from 78 J/g (neat PP) to 104.6 J/g (nanocomposites) when 15 phr CaCO3 nanoparticles were added in the neat PP matrix. Their observation was supported by the increment observed in thermal conductivity, TC (w/m.K), from 0.22±0.04 w/m.K to 0.36 ±0.03 w/m.K when the same amount of nanofillers were added into the neat PP. According to Vakili et al. (2011), it was crucial to compare the experimental data with the existing theoretical models for two-phase mixtures. They stated that numerous theoretical and empirical models for predicting the effective thermal conductivity of two-phase mixtures had been developed. The most straightforward approach for a two-component composite would be to organize the materials in parallel or series concerning heat flow, thereby defining the upper and lower boundaries of effective TC.
For the parallel conduction model (Eq. 6), the value for composite, matrix, and filler are denoted as c, m, and f, respectively. While ϕ is the volume fraction and K represents TC.
For the series conduction model (Eq. 7):
In the case of the geometric mean model, the effective TC of the composite is given by Eq. 8:
Lewis and Nielsen modified the Halpin–Tsai Eq. 7 for a two-phase system, as stated in Vakili et al. (2011), to account for the effect of particle shape and orientation or type of packing, resulting in Eq. 9:
where B in the equation is calculated based on Eq. 10. There are specific values for A and ϕmax based on geometric shapes and orientations.
According to Vakili et al. (2011), Maxwell derived a precise solution for the conductivity of randomly dispersed and noninteracting homogeneous spheres in a homogeneous medium through the use of potential theory, which is represented in Eq. 11, as follows:
Vakili et al. (2011) also used other theoretical two-phased composites models referred to as Bruggeman, Botcher, De Loor, and Ce Wen Nan, Eqs. 12, 13, 14 and 15, respectively. They attempted to explain the TC of the produced PP composites. Typically, the TC prediction varies for different nanoparticles depending on many factors, including the type of nanofiller and the filler fraction loading. In their study, the Ce Wen Nan model predicted TC values reasonably well up to 15 phr. However, in most models, the value tends to be underestimated at higher filler loadings, more than 10 phr, and overestimated at low filler loading of about 5 phr.
3 Processing of Recycled PP Composites Based on Type of Green Fillers
For thermoplastic waste materials that are commonly exposed to mechanical recycling (Ilyas et al. 2021c), once collected, they are cleaned, dried, and cut or crushed to a finer size (Tuladhar and Yin 2019). After weighing, there are two major processes typically involve in transforming recycled PP materials into valuable products. The first process is the (1) mixing/compounding process, followed by the (2) fabrication process. Table 5 tabulates the processing methods that various researchers have utilized to make recycled PP composites based on their ingredients and targeted applications or functions.
As a thermoplastic material, polypropylene products can be repeatedly reprocessed by reheating and recooling. It can be melted once reheated above its melting point, fabricated into any shape, and allowed to cool down to room temperature. PP materials are simple to manufacture since their glass transition temperatures (Tg) are substantially lower than ambient temperature and their melting temperatures (Tm) are moderate. At the same time, their semi-crystallinity structure affords them remarkable qualities for a wide range of applications. However, owing to the same criteria, PP has the most significant shrinkage after molding compared to other commodity polymers. In the utilization of recycled PP as a matrix to form composites for various applications, their processability will be much affected by the following:
-
Thermal or heating history of the PP from the service life and the number of reprocessing cycles faced by the PP material: A high-throughput continuous compounding process might worsen deterioration problems (Hornsby 2017).
-
The types and characteristics of the filler materials used in the formulation:
-
Some fillers are thermally sensitive and can degrade or break down during compounding due to exposure time and temperature. Concerns arise with organic additives such as wood flour, starch, and animal shells. High filler loadings will produce an increase in polymer melt viscosity (Hornsby 2017).
-
Some fillers are hydrophilic, containing hydroxyl groups on their surfaces. Moisture sensitivity is a problem in any polymer melt process. With high surface area or hygroscopic fillers, pre-drying (heat treatment) steps may be required before or during the compounding process. This step eliminates moisture (and other volatiles) present in the material that could degrade the compound’s quality. In dealing with natural organic fillers, most research has focused on improving the filler–matrix interface by pre-surface treatment on the fibers via alkaline treatment, chemical treatment, or combined physical–chemical treatment (Cong et al. 2021).
-
According to Holbery and Houston (2006), the processing temperature limits the production of thermoplastic filled with natural fillers composites. When using natural organic fillers, the production is bound by two fundamental physical restrictions as follows:
-
the highest temperature at which the fillers/fiber may be treated, and
-
the large difference in surface energy between the natural filler/fiber and the recycled PP matrix.
For long processing times, the highest limit before fiber destruction is typically thought to be around 150 °C, while plant fibers can resist short-term exposures to 220 °C. Discoloration, volatile release, poor interfacial adhesion, and embrittlement of the cellulose components may occur due to prolonged high-temperature exposure. As a result, it is critical to achieve the fastest feasible reaction rate during surface treatment and polymer processing to restrict exposure to cell wall components and prevent degradation.
Developing low-process-temperature surface treatments with good service capabilities is crucial for utilizing plant fibers to produce green composite from polymeric materials.
Mixing or compounding a polymer composite is the process of blending various elements with the main ingredients: matrix and filler materials and sometimes accompanied by chemical reactions. The matrix could be from dissimilar polymeric materials, and the fillers could be organic or inorganic materials of various forms with solid and/or liquid additives. Mixing is one of the crucial steps in processing the polymeric materials to attain the required physical, mechanical, and chemical properties of the desired appearance of the product in the processing machine (Zehev and Gogos 2006). Meanwhile, fabrication is the process of transforming the material into final shapes or semi-final shapes in product manufacturing. The obtained forms could require further finishing or not. The properties or performance of particulate-filled thermoplastic composites are highly dependent on the following (Hornsby 2017):
-
the mixing processes used to combine the filler and polymer,
-
the end processing used to turn the compound into finished products, and
-
the final structure generated in the composite.
This usually produces polymer materials with new and improved properties.
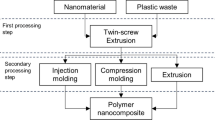
There are various methods used to produce recycled PP thermoplastic-based composites (Cong et al. 2021). Since recycled polypropylene (recycled PP) is classified as a thermoplastic material, most reused waste PP or recycled PP-based materials fall within this category. Figure 6 summarizes the major processing strategies for mixing/compounding, melting, and fabricating in producing recycled polypropylene-based composites. The process can be categorized based on types of reinforcing or filler materials, whether short-fiber or continuous-fiber reinforcement. All of the methods utilize the melt compounding approach, as summarized in Table 5.

Major processing strategies for producing recycled PP matrix composite
3.1 Melt Compounding/Melt Blending for Mixing of Discontinuous Matrix or Filler
Dispersing fillers in polymer matrices can be accomplished in various ways, including in situ polymerization, melting, or solution mixing. It is a crucial and essential procedure for some fields such as biotechnology, polymer handling, natural building, and others. However, for recycled PP composites processing, melt mixing is widely used by taking advantage of thermoplastic properties (Wang et al. 2014). Melt mixing, also referred to as melt compounding or melt blending, disperses nanoparticles in a molten polymer matrix via mechanical shearing action (Brandenburg et al. 2017). It is a straightforward and more adaptable technique for dispersing fillers in recycled PP matrix, mostly the ones involve with the short fibers or particulate fillers. This approach is more convenient to prepare because it is based on existing thermoplastic processing procedures.
Advantages and Disadvantages of Melt Blending
Melt compounding or blending is environmentally benign due to the absence of organic solvents. It is become popular due to its compatibility with current industrial processes such as extrusion and injection molding. The primary advantage of this approach is its toxin-free nature, but the downside is the filler’s poor dispersion in the polymer matrix, particularly at higher filler loadings. This occurs as a result of the composites’ enhanced viscosity. Another downside of this approach is that it may result in fibers buckling or shortening due to the high shear stresses, which are detrimental to the composites’ properties.
Figure 7 shows the general operation of producing recycled PP-based polymer pellets. There are five elementary steps of processing: handling of particulate or fibrous solids, melting, pressurizing and pumping, mixing, and devolatilization and stripping. Before the mixing, waste PP and fillers are usually subjected to several preprocessing steps, which are as follows:
-
The collected waste PP materials would undergo the sorting process to separate them from other types of materials, cleaning to remove dirt and oils, and mechanically cut or crushed into finer sizes (whether granules or pellets). In some cases, it might be subjected to heating and cooling before crushing to obtain the recycled PP.
-
The filler materials will undergo the same procedures as waste PP if it is originated from waste materials. In most cases, the fillers will also be subjected to surface modification to improve the interaction between fillers and matrix particles during compounding.

Schematic representation of the melt compounding process of recycled PP blended with WPCB powders
The recycled PP is often melted and blended with the required fillers at a specific amount, usually prepared using an extruder, internal mixer, or injection molding methods. Mixing may include both materials or components in solids or fluids form. It usually incorporates two or more polymers (virgin or reactively modified pellets) and a compatibilizer at low concentrations. It is compulsory to create fine and stable polymer blend morphologies because polymers are commonly incompatible with each other. The processing equipment must melt each polymer quickly, either concurrently or sequentially. It rapidly and efficiently affects the distribution and dispersion of blending of the melt components and the compatibilizer. It is a crucial stride to diminish creation non-consistency in polymer preparation since mechanical, physical, and concoction properties and “appearance” may firmly rely on arrangement consistency.
Using an extruder or internal mixer, recycling PP is usually compounded with other polymers, virgin PP, and other materials or additives. The material is evenly mixed through the mechanically mixing action and heat (Grigorescu et al. 2020). From Table 5, extrusion is the widely utilized method for compounding the recycled PP composites, followed by an internal mixer. Meanwhile, for the fabrication, it is conducted in an injection molding or hot press machine. For continuous fiber composites, the recycled PP films with recycled carbon fiber prepreg are melted and fabricated into composites straightaway using a press-forming process (Szpieg 2011). Figure 8 shows the schematic representation of the several processing components generally involved in the production of recycled PP composites. The scheme includes two-step processing of (1) production of crushed waste expanded polypropylene (EPP) and chopped kenaf fiber and (2) melt compounding of chopped kenaf fiber with EPP or virgin PP via injection molding, which is then molded into the specimen. Table 6 compares some of these processes based on their general advantages and disadvantages in making thermoplastic waste composites (Patel et al. 1995; Othman et al. 2017; Veejayplastic 2020).

Illustration of (a) pulverization of waste expanded polypropylene (EPP) blocks and kenaf fiber bundles prior to injection molding for composite preparation, and (b) injection molding of kenaf fiber/PP composites using waste EPP and virgin PP beads. (Kim and Cho 2020)
However, there are recycled PP composites that are prepared via a two-stage processing scheme. The recycled PP and all ingredients are firstly mixed using higher shear mixer/internal mixer or extruder. Then, the molten mixture is discharged from the mixer and fed into an extruder (single- or twin-screw extruder) or refed to the extruder after the mixture was cooled down (Al-Mulla et al. 2013). This approach is to create a continuous compounding operation that targets product consistency. The purpose of these processing steps is not simply to combine the polymers and additives into a molten mass. However, it also functions as a waste pretreatment phase, grinding and drying materials unsuitable for single-screw extrusion. The batch mixing method can be utilized to feed melt to the second stage’s single extruder with the appropriate mixer capacity and cycle duration. The extruder, which functions primarily as a melt pump, produces pressure to force the material through a die while further blending, heating, and cooling occur. Cost increases and more complicated operations and maintenance needs are expected to be offset by predicted cost reductions and simplicity of operation associated with decreased or eliminated pretreatment processes.
3.1.1 Melt Compounding by Screw Extrusion
Screw extrusion operates by converting the flow of material into a well-mixed continuous melt stream. Plastics materials are fed into the feeder. They are mixed, melted, and conveyed by rotating screws in three zones (feed zone, transition/plasticizing zone, and metering/pumping zone). In extrusion, co- and counter-rotating polymer mixture can satisfy these mixing and compounding steps significant to blending operations. This process is only suitable for continuous linear and two-dimensional seamless product manufacturing and achieves atypical cross sections. The material is melted by frictional heat from screw rotations and additional external heat applied through the barrel wall during the transition zone. It is categorized as a single-screw or double-screw extruder (co-rotating or counter-rotating with intermeshing and non-intermeshing design). According to Hornsby (2017), standard single-screw extruders have a limited capacity for mixing, producing only very modest amounts of shear strain and stress. Therefore, its drag flow conveying mechanism is incompatible with processing thermoplastics at a high filler content. However, most of the drawbacks of a single-screw extruder could be improved by the twin-screw extruder.
Figure 9 shows the feed zone of a conical twin-screw extruder and the extrusion’s general mechanism. In Wang et al. (2014), the molten filaments of PP-based composites were quenched in a cold water bath before being pelletized in a rapid granulator. The pellets were dried in an air-circulating oven for 60 min to reduce moisture before proceeding to the next phase.

(a) Conical twin-screw extruder (Butylina et al. 2012) and (b) melt-extrusion mechanism of a thermoplastic melt compounding
3.1.2 Melt Compounding by Internal Mixer
The internal mixer operates as a batch process without external heaters. It is commonly used for its ease of processing, availability, and good dispersion or distribution of the mixing materials. Material and additives are fed through the top of the machine and onto the mixing chamber. Blades of various designs and rotation arrangements rotate at high speed for mixing, fluxing, mastication, or shearing. The internal mixer utilizes high shear and is versatile in the production of recycled PP composites. Since it operates at atmospheric pressures, the moisture content (volatile) in natural fillers or waste materials could be vented out through the production cycle. Therefore, most studies involving natural fillers have selected this method because of the compatibility of mixing the polymer materials and natural fibers (refer to Table 5). However, the discharged mixture from the process still requires further fabrication process for shaping. The parameters of the internal mixer, such as rotor speed and temperature, can be adjusted. As illustrated in Fig. 10, internal mixers are categorized as mixers or kneaders based on their structural and functional characteristics (Moribe 2012).

(a) Types of high shear mixer (Moribe 2012) and (b) Internal mixer
In general, the mixer type demands a high level of durability to withstand high-load mixing and benefits from increased production capacity due to high volumes and high-speed mixing. Although the drop door method discharges the mixed compound quickly and thus reduces the cycle time between batches, building a frame is required, resulting in an increased installation cost. The kneader type requires a longer discharge time because it uses a chamber tilting system to discharge the rubber compound, but it is easy to install and has a low-cost structure. This type is easy to maintain, but it is not appropriate for high-load mixing since the floating weight’s pressing force is low due to its vast breadth fitting in the chamber. Mixers are used for small variety and high amount production; kneaders are used for a huge variety and small quantity production.
3.1.3 Melt Compounding by Injection Molding
Injection molding is a processing technique of forcing melted plastic into a mold cavity. It is versatile to be used with a variety of host materials, including metals and ceramics. It is widely used in manufacturing various products, from the tiniest and simplest to the most robust and intricate components. This process is commonly used to fabricate plastic parts (Othman et al. 2017) and is widely referred to as plastic injection molding. A wide variety of plastic products is manufactured with greatly varying size, complexity, and application. This process can produce three-dimensional thermoplastic mixture shapes that do not remain constant in a parallel line based on the molten die-casting method. It is highly suitable for three-dimensional product manufacturing, but it requires the use of intricate dies.
From Table 5, it is observed that the injection molding process is widely utilized for the fabrication of recycled PP composites into samples or final products. Cong et al. (2021) stated that recycled carbon fiber-reinforced thermoplastic composites are prepared by this method. The recycled PP materials require further manipulation to develop improved structural and compositional characteristics through the initial mixing and compounding/blending process. Plastic materials are fed into the feed section, compressed, and melted by frictional heat. The readily compounded plastic pellets/granules are melted in injection molding, and the molten mixture is poured into a mold by an injector. The melted composites fill up the die cavities and then cool before the item is ejected as a solid shape. Once the recycled PP composites are cooled, the part can be discharged. The process cycle for injection molding is relatively very short, typically between 2 s and 2 min (Rosato and Rosato 2000).
3.2 Compression Molding Using Hot Pressing/Press-Forming for Fabrication
Initially, compression molding was developed for the powder metallurgy sector. Then, the technology had been successfully used for ceramic components for several decades. A hot press or press-forming machine first consolidated fine green pressed powders into partially or fully sintered components by simultaneously applying increased temperature and compressive force. Pressure increased as a driving factor for densification, lowering the sintering temperature required. According to the manufacturer, this process reduced total grain size, more accurate control over the microstructure, and the ability to grade the ceramic layers functionally. Now, this process is also widely used by plastic molding manufacturers.
In the production of recycled PP composite products, this process is commonly used to fabricate final or intermittent products. It is performed after the mixing stage is completed via melt compounding (refer to Table 5). The process usually fabricates simple or medium shape complexity. During the process, the charge is heated above the melting temperature of the polymer matrix. Then, it is followed by a press-forming step before rapidly cooled to room temperature. The main advantage of this process is its ease of operating and its short processing time. Compression molding is a highly successful process for thermoplastic composite manufacturing. The male and female mold parts can be filled with a specific amount of polymer ingredients or composite mixtures (polymers with fillers) before the compression. Then, both top and bottom molds are heated, sealed, and forced together during the process. Polymer compound fabrication under compression is generally divided into two steps:
-
1.
preheating step to bring polymer to their softening point, and
-
2.
compressing step to deform it.
The polymer melts and conforms to the shape of the mold, releasing a hardened final product. The compression molding parameters, such as temperature, pressure, pressing cycles, and time duration, must be chosen following the thermal characteristics of the underlying polymer material. This procedure is highly time-consuming, expensive, and unsuited for mass production on a big scale (Saravanan and Emami 2021). In contrast to extrusion or injection molding, compression molding can process polymers with a higher molecular weight and melt viscosity.
3.3 Making Recycled Polypropylene Composites Using Press-Forming for Continuous Matrix and Fillers
In Table 5, in most studies, at least two subsequent processes are involved in producing and transforming the recycled PP composites into their final shapes before testing and characterization. The compression molding process is not only utilized to fabricate readily compounded recycled PP composite compounds but it could also be used to produce the composites through a single operation. Szpieg (2011) used this single operation approach to produce recycled PP-reinforced maleic anhydride grafted polypropylene (MAPP)-modified polypropylene (rCF/recycled PP) composite material. They referred to this compression molding method as “press-forming” (Szpieg 2011; Szpieg et al. 2012). The prepregs of recovered short carbon fibers were prepared via the papermaking principle. In their study, the tape of scrap PP with tradename PURE® was manufactured by Lankhorst Indutech BV, the Netherlands. The polymer films were sandwiched between reinforcing mats, as shown in Fig. 11. The stack was heated and compressed to force the melt-impregnate into the fiber reinforcing. The matrix viscosity must be suitably reduced to avoid heat deterioration and ensure thorough wetting. Besides, insufficient heat could also result in unwetted fibers and a high void content, while overheating could cause material damage.

(a) Film stacking and (b) recycled carbon fibers preform made by papermaking technique
The hot press machine employed in their study (Szpieg 2011) was a HASCO Z121/196 196/5 (refer to Fig. 12). The required constituents (recycled PP film and carbon fiber preforms) were calculated and weighed to obtain a nominal fiber volume fraction of 25 and 30%, respectively. The layers of PP film were sandwiched between the carbon fiber preforms in a stack and then placed in the press. The utilized processing parameters were the pressing time of 7 min, the cooling time of 5 min, the applied force (F) of 300 kN, and the temperature of 210 °C.

(a) Press-forming machine and (b) matched die tool used to produce the recycled PP films and the composite material by Szpieg (2011)
Process Modeling Theory of Press-Forming of Continuous Matrix and Fillers Composites
During the production of composites, a specific temperature, pressure, and time are required for the reinforcement to be infiltrated. In press-forming, Szpieg (2011) used Darcy’s law to calculate the flow front velocity of the molten polymer that infiltrates the fiber preform during the process.
In Eq. 16, x is the distance at the flow front, as illustrated in Fig. 13. The t is the time, K is the permeability, and ϕ is the fiber volume fraction. Meanwhile, μ (= 1000 Pa s) is the viscosity of the polymer matrix and p is the fluid pressure.

Infiltration process
Szpieg (2011) stated that to solve Eq. 16, it should be rearranged. They assumed that the pressure gradient is a constant and therefore needs to be integrated. It results in the following equations:
Szpieg (2011) approximates the permeability of a fiber network using the Karman-Kozeny equation as follows:
where d is the diameter of the fiber, ϕ denotes the volume of the fiber, and C is a constant. When processing composite materials, it is better to treat the C as a material parameter than a processing parameter. According to Szpieg (2011), the coefficient C for fiber beds with low fiber loadings is close to 180. She arrived at the value based on Jacob Bear’s book published in 1989 on the dynamics of fluids in porous media. By combining Eqs. (18) and (19), the time required to enter the preform can be approximated as:
3.4 Strategy for the Improvement of Interaction
In most cases, incorporating micro-sized fillers in the recycled PP resulted in the decrement of their ability to absorb energy during impact. Incorporating WPCB from 5 to 15% in recycled PP, Grigorescu et al. (2020) observed that WPCB was dispersed poorly in the recycled PP matrix. It tended to form agglomerates due to the presence of glass fibers from the WPCB. The poor interfacial adhesion created regions of stress concentrators that reduce the mechanical strength of the recycled PP composites (Guo et al. 2010; Muniyandi et al. 2013). One way to minimize this effect is by adding impact modifiers or elastomers to improve the resistance to crack propagation (Grigorescu et al. 2020). Besides, coupling or compatibility agents can be added to modify the surface of the matrix and fillers to increase their interaction. Some researchers carry out chemical modifications before or during the compounding process to improve the interaction between recycled PP and fillers (Rocha and Rosa 2019). Figures 14 and 15 show the schematic of starch gum coating and the coupling effect produced by the starch gum coatings between virgin and recycled PP with wood flour surfaces (Rocha and Rosa 2019).

Schematic of starch gum coating formation over wood flour surfaces. (Rocha and Rosa 2019)

Schematic of coupling effect from (a) virgin matrix and WF produced by the MAPP and (b) recycled matrix and WF produced by the starch gum coating. (Rocha and Rosa 2019)
Meanwhile, miscibility becomes critical when polymeric biomaterials such as polylactic acid (PLA), thermoplastic starch (TPS), or polyhydroxybutyrate (PHB) are added to recycled PP (Samper et al. 2018). The miscibility of various polymers is determined by their chemical structure, crystalline character, and morphological characteristics. While miscibility is conditional, numerous polymers create immiscible combinations. Figure 16 depicts SEM images of three PP blends with different biodegradable polymers (PLA, PHB, and TPS) at a constant amount. It is observed that all blend samples have spherical droplets in the PP matrix, which reflects the level of miscibility. The phase separation of the components in different blends shows that the blends tested are somewhat immiscible. In polymer recycling, this issue might worsen in the recycled PP composites due to its diverse structural characteristics from the formulation of their original products. A polymeric blend or composites may experience loss in mechanical properties and even superficial lamination due to incompatibility of polymeric matrices. This degradation of attributes is also proportional to the proportions of each component in the blend sample.

SEM images of (a) PP-15PHB, (b) PP-15PLA, and (c) PP-15TPS samples at 3500× magnifications
Samper et al. (2018) concluded that the biodegradable polymers appear to behave as contaminants in some studies, most likely due to their differing polarity. According to them, it is well established that the solubility parameter, δ, can be used to determine the relative affinity of two polymers. For a compatible mixture, their solubility parameters should be comparable. In this respect, it should be computed by concerning the contribution of each group to the overall molecules’ structure using Eq. 21.
where δ denotes the solubility parameter for each component in (cal·cm−3 )1/2, ρ denotes the polymer density in g·cm−3, and Mn is the molar mass of the repeating unit in g·mol−1. The Σj and Fj represent the sum of all groups’ contributions (F, (cal·cm−3)1/2 mol−1).
4 Challenges and Future Perspective
PP is a widely used thermoplastic substance that serves as the foundation for many crucial industries. PP-based products can be found everywhere, and global manufacturing is increasing every year to meet the rising demand. This situation creates pollution and disposal challenges due to its inability to biodegrade. There are still obstacles that prohibit good waste management from delivering long-term environmental solutions for waste PP products. The profitability of their recycling is influenced by two primary economic drivers: (1) the prices of recycled polymer in comparison to virgin polymer, and (2) the costs of recycling in comparison to alternate kinds of acceptable disposal (Hopewell et al. 2009). Additional challenges arise due to variations in supply quantity and quality compared to virgin polymers. Lack of knowledge regarding recycled plastics’ availability, quality, and suitability for specific applications can also hinder the use of recycled materials.
The effort to convert the plastic trash into feedstocks or higher value-added goods by generating recycled PP-based composite materials is prudent and potentially profitable. It seems promising since waste PP has tremendous potential for humankind. It is cheap with high bending strength due to its semi-crystalline form, low coefficient of friction, and chemically resistant to a variety of bases and acids.
Future research on this area should concentrate on designing formulations that reduce the pollution caused by PP materials and their counterparts and enhancing recycling technology. After green and ecologically friendly fillers are added to the production mix, greener and more sustainable composites are generated. The benefits of PP matrix and filler materials and their interactions are integrated into the composite. It has the potential to reduce plastic pollution while also making composites environmentally and economically feasible for businesses. Yet, the manufacturing process and waste management system should be supportive, more ecologically friendly, and sustainable to realize the effort.
5 Conclusions
The motivation for the research and development of recycled PP reinforced by green fillers arises from the need to address the issue of PP waste disposal to landfills, its non-biodegradability, and limited raw materials resources. Therefore, this chapter serves as an essential reference in realizing the potential of recycled PP reinforced by green fillers as sustainable choices in the manufacturing sector. Several highlights from the chapter are as follows:
-
There are four types of green fillers that researchers have used to fill the recycled PP, namely (1) natural inorganic fillers, (2) natural organic fillers, (3) advanced fillers, and (4) recycled fillers.
-
The filler types, filler–matrix interfacial adhesion, and dispersibility levels play a significant role in controlling the composites’ mechanical, thermal, and electrical properties and water absorption.
-
Various mathematical models often predict the behavior of thermoplastic composites. Some of the reported mathematical models used for PP composites are briefly introduced in the chapter to raise understanding and spark further material development ideas.
-
The melt-based processing methods appear to be the most utilized technique for compounding and fabricating the recycled PP composites regardless of the fillers’ types. The used parameters and the targeted properties or application of the materials are listed to provide the baseline for other future studies on recycled PP composites.
-
In most cases, chemical modifications improve composites’ properties and performance by enhancing the filler–matrix interaction. It is conducted either as pretreatment on filler materials (before) or during the compounding process of the composites.
References
Abdul Khalil HPS, Chong WN, Owolabi FAT et al (2019) Enhancement of basic properties of polysaccharide-based composites with organic and inorganic fillers: a review. J Appl Polym Sci 136(12):47251. https://doi.org/10.1002/app.47251
Abdul Rasoul ZMR, Radhi MS, Alsaad AJ et al (2020) Elevated temperature performance of reinforced concrete beams containing waste polypropylene fibers. Case Stud Therm Eng 21:100705(1–9). https://doi.org/10.1016/j.csite.2020.100705
Achilias DS, Roupakias C, Megalokonomos P et al (2007) Chemical recycling of plastic wastes made from polyethylene (LDPE and HDPE) and polypropylene (PP). J Hazard Mater 149:536–542. https://doi.org/10.1016/j.jhazmat.2007.06.076
Ahmad AF, Abbas Z, Ab Aziz S et al (2018) Synthesis and characterisation of nickel oxide reinforced with polycaprolactone composite for dielectric applications by controlling nickel oxide as a filler. Results Phys 11:427–435. https://doi.org/10.1016/j.rinp.2018.08.041
Al-Mulla A, Alfadhel K, Qambar G et al (2013) Rheological study of recycled polypropylene–starch blends. Polym Bull 70:2599–2618. https://doi.org/10.1007/s00289-013-0977-1
Alshammari BA, Alsuhybani MS, Almushaikeh AM (2021) Comprehensive review of the properties and modifications of carbon fiber-reinforced thermoplastic composites. Polymers 13:2474(1–32). https://doi.org/10.3390/polym13152474
Ardanuy M, Antunes M, Velasco JI (2012) Vegetable Fibres from agricultural residues as Thermo-mechanical reinforcement in recycled polypropylene-based green foams. Waste Manag 32:256–263. https://doi.org/10.1016/j.wasman.2011.09.022
Atiqah A, Ismail N, Lim KK et al (2021) Properties of recycled metal matrix composites. In: Ilyas RA, Sapuan SM, Bayraktar E (eds) Recycling of plastics, metals, and their composites, 1st edn. CRC Press, Boca Raton
Brachet P, Høydal LT, Hinrichsen EL et al (2008) Modification of mechanical properties of recycled polypropylene from post-consumer containers. Waste Manag 28(12):2456–2464. https://doi.org/10.1016/j.wasman.2007.10.021
Brandenburg RF, Lepienski CM, Becker D et al (2017) Influence of mixing methods on the properties of high density polyethylene nanocomposites with different carbon nanoparticles. Matéria (Rio de Janeiro) 22(4):1–12. https://doi.org/10.1590/S1517-707620170004.0222
Butylina S, Hyvärinen M, Kärki T (2012) A study of surface changes of wood-polypropylene composites as the result of exterior weathering. Polym Degrad Stab 97(3):337–345. https://doi.org/10.1016/j.polymdegradstab.2011.12.014
Chandrasekar M, Kumar TSM, Senthilkumar K et al (2021) Performance of natural fiber reinforced recycled thermoplastic polymer composites under aging conditions. In: Ilyas RA, Sapuan SM, Bayraktar E (eds) Recycling of plastics, metals, and their composites, 1st edn. CRC Press, Boca Raton
Cong XY, Pierce R, Liu XL (2021) Development of recycled polypropylene-based sustainable composites with recycled carbon fibre/Kenaf fibre hybrid reinforcements. J Phys Conf Ser 1765:012013(1–8). https://doi.org/10.1088/1742-6596/1765/1/012013
Daramola OO, Akinwekomi AD, Adediran AA et al (2019) Mechanical performance and water uptake behaviour of treated bamboo fibre reinforced high-density polyethylene composites. Heliyon 5(7):e02028(1–6). https://doi.org/10.1016/j.heliyon.2019.e02028
Diyana ZN, Jumaidin R, Selamat MZ et al (2021) Physical properties of thermoplastic starch derived from natural resources and its blends: a review. Polymers 13:1396(1–20). https://doi.org/10.3390/polym13091396
Ferg EE, Bolo LL (2013) A correlation between the variable melt flow index and the molecular mass distribution of virgin and recycled polypropylene used in the manufacturing of battery cases. Polym Test 32:1452–1459. https://doi.org/10.1016/j.polymertesting.2013.09.009
Ferg EE, Rust N (2007) The effect of Pb and other elements found in recycled polypropylene on the manufacturing of Lead-acid battery cases. Polym Test 26:1001–1014. https://doi.org/10.1016/j.polymertesting.2007.07.001
Galli P, Haylock JC, Simonazzi T (1995) Manufacturing and properties of polypropylene copolymers. In: Karger-Kocsis J (ed) Polypropylene structure, blends and composites. Copolymers and blends, vol 2. Springer, Dordrecht. https://doi.org/10.1007/978-94-011-0521-7_1
Grigore ME (2017) Methods of recycling, properties and applications of recycled thermoplastic polymers. Recycling 2:24(1–11). https://doi.org/10.3390/recycling2040024
Grigorescu RM, Ghioca P, Iancu L et al (2020) Development of thermoplastic composites based on recycled polypropylene and waste printed circuit boards. Waste Manag 118:391–401. https://doi.org/10.1016/j.wasman.2020.08.050
Guo J, Tang Y, Xu Z (2010) Wood plastic composite produced by nonmetals from pulverized waste printed circuit boards. Environ Sci Technol 44:463–468. https://doi.org/10.1021/es902889b
Hadi J, Saad NA, Mohamed DH (2016) Thermal behavior of calcium carbonate and zinc oxide nanoparticles filled polypropylene by melt compounding. Res J Appl Sci. Eng Technol 13(4):265–272. https://doi.org/10.19026/rjaset.13.2941
Halpin JC (1969) Effects of environmental factors on composite materials, Technical report AFML-TR-67-423, Air Force Materials Laboratory, Air Force Systems Command, vol 45433. Wright-Patterson Air Force Base, Dayton, pp 1–53
Hindle C (2021) Polypropylene (PP). British Plastic Federal. Available at: http://www.bpf.co.uk/plastipedia/polymers/pp.aspx. Accessed 14 Sept 2021
Holbery J, Houston D (2006) Natural-fiber-reinforced polymer composites in automotive applications. JOM 58:80–86. https://doi.org/10.1007/s11837-006-0234-2
Hopewell J, Dvorak R, Kosior E (2009) Plastics recycling: challenges and opportunities. Phil Trans B 364:2115–2126. https://doi.org/10.1098/rstb.2008.0311
Hornsby P (2017) Compounding of particulate-filled thermoplastics. In: Rothon R (ed) Fillers for polymer applications, polymers and polymeric composites: a reference series. Springer International Publishing. https://doi.org/10.1007/978-3-319-28117-9_3
Hundertmark T, Mayer M, McNally C et al (2021) How plastics waste recycling could transform the chemical industry. Available at: https://www.mckinsey.com/industries/chemicals/our-insights/how-plastics-waste-recycling-could-transform-the-chemical-industry. Accessed 9 Oct 2021
Hung K-C, Wu T-L, Chen Y-L et al (2016) Assessing the effect of wood acetylation on mechanical properties and extended creep behavior of wood/recycled-polypropylene composites. Constr Build Mater 108:139–145. https://doi.org/10.1016/j.conbuildmat.2016.01.039
Husin MR, Arsad A, Al-Othman O (2015) Effect of graphene loading on mechanical and morphological properties of recycled polypropylene/polyaniline nanocomposites. MATEC Web Conf 26:01008. https://doi.org/10.1051/matecconf/20152601008
Ilyas RA, Sapuan SM, Bayraktar E (2021a) Recycling of plastics, metals, and their composites. CRC Press, Boca Raton. https://doi.org/10.1201/9781003148760
Ilyas RA, Sapuan SM, Sabaruddin FA et al (2021b) Reuse and recycle of biobased packaging products. In: Sapuan S, Ilyas R (eds) Bio-based packaging: material, environmental and economic aspects. Wiley, pp 413–426. https://doi.org/10.1002/9781119381228.ch23
Ilyas RA, Sapuan SM, Jailani AK et al (2021c) Introduction to recycling of polymers and metal composites in: Ilyas RA, Sapuan SM, Bayraktar E (eds) recycling of plastics, metals, and their composites, 1st edn. CRC Press, Boca Raton
Kalaitzidou K, Fukushima H, Miyagawa H et al (2007) Flexural and tensile moduli of polypropylene nanocomposites and comparison of experimental data to Halpin-Tsai and Tandon-Weng models. Polym Eng Sci 47(11):1796–1803. https://doi.org/10.1002/pen.20879
Khanjanzadeh H, Tabarsa T, Shakeri A et al (2011) Effect of Organoclay platelets on the mechanical properties of wood plastic composites formulated with virgin and recycled polypropylene. Wood Mater Sci Eng 6:207–212. https://doi.org/10.1080/17480272.2011.606915
Kim J, Cho D (2020) Effects of waste expanded polypropylene as recycled matrix on the flexural, impact, and heat deflection temperature properties of Kenaf fiber/polypropylene composites. Polymers 12:2578. https://doi.org/10.3390/polym12112578
La Mantia FP (1999) Recycling of polypropylene. In: Karger-Kocsis J (ed) Polypropylene, Polymer science and technology series, vol 2. Springer, Dordrecht. https://doi.org/10.1007/978-94-011-4421-6_95
Lower S (2017) Polymers and plastics: an introduction to their structures and properties. http://www.chem1.com/acad/webtext/states/polymers.html. Accessed 14 Sept 2021
Mansor MR, Taufiq MJ, Ab Ghani AF (2020) Natural resources based green composite materials. In: Siddiquee S, Gan Jet Hong M, Mizanur RM (eds) Composite materials: applications in engineering, biomedicine and food science. Springer, Cham. https://doi.org/10.1007/978-3-030-45489-0_7
Melo PMA, Macêdo OB, Barbosa GP et al (2020) Reuse of natural waste to improve the thermal stability, stiffness, and toughness of postconsumer polypropylene composites. J Polym Environ 29:538–551. https://doi.org/10.1007/s10924-020-01907-4
Móczó J, Pukánszky B (2008) Polymer micro and nanocomposites: structure, interactions, properties. J Ind Eng Chem 14:535–563. https://doi.org/10.1016/j.jiec.2008.06.011
Mohamad N, Latiff AA, Ab Maulod HE et al (2014) A sustainable polymer composite from recycled polypropylene filled with shrimp Shell waste. Polym-Plast Technol Eng 53:167–172. https://doi.org/10.1080/03602559.2013.843704
Moribe T (2012) Advanced intermeshing mixers for energy saving and reduction of environmental impact. Mitsubishi Heavy Ind Tech Rev 49(4):38–43. https://www.mhi.co.jp/technology/review/pdf/e494/e494038.pdf
Muniyandi SK, Sohaili J, Hassan A et al (2013) Converting non-metallic printed circuit boards waste into a value added product. J Environ Health Sci Eng 11(2):1–9. https://www.ncbi.nlm.nih.gov/pmc/articles/PMC3915225/pdf/2052-336X-11-2.pdf
Naushad MD, Nayak SK, Mohanty S et al (2016) Damage tolerance behaviour of Cloisite 15A incorporated recycled polypropylene nanocomposites and bionanocomposites. J Exp Nanosci 11(14):1110–1126. https://doi.org/10.1080/17458080.2016.1189096
Odusanya AA, Bolasodun B, Madueke CI (2014) Property evaluation of hybrid seashell/snail Shell filler reinforced unsaturated polyester composite in comparison with sea Shell and snail Shell filler reinforced unsaturated polyester composite. Int J Eng Sci 3(12):80–90. https://www.theijes.com/papers/v3-i12/K031201080090.pdf
Oladele O, Adediran AA, Akinwekomi AD et al (2020) Development of ecofriendly snail Shell particulate-reinforced recycled waste plastic composites for automobile application. Sci World J 2020:7462758(1–8). https://doi.org/10.1155/2020/7462758
Othman J (2007) Economic valuation of household preference for solid waste Management in Malaysia: a choice modeling approach. Int Manag Stud 14(1):189–212. http://e-journal.uum.edu.my/index.php/ijms/article/view/9235
Othman MH, Aisha MM, Khamis SZ (2017) Injection moulding reprocessing cycles effect towards mechanical properties of polypropylene-nanoclay. Int J Adv Mech Automob Eng 4(1):88–93. https://doi.org/10.15242/IJAMAE.E0817004
Pang AL, Husin MR, Arsad A et al (2021) Effect of graphene Nanoplatelets on structural, morphological, thermal, and electrical properties of recycled polypropylene/polyaniline nanocomposites. J Mater Sci Mater Electron 32:9574–9583. https://doi.org/10.1007/s10854-021-05620-3
Patel BR, Lageraaen PR, Kalb PD (1995) Review of potential processing techniques for the encapsulation of wastes in thermoplastic polymers. U.S. Department of Energy, Upton, New York, pp 1–16. https://inis.iaea.org/collection/NCLCollectionStore/_Public/27/029/27029634.pdf
PlasticsEurope (2019) Plastics – the facts 2019. https://www.plasticseurope.org/application/files/9715/7129/9584/FINAL_web_version_Plastics_the_facts2019_14102019.pdf. Accessed 9 Oct 2021
Ramos FJHTV, Reis RHM, Grafova I et al (2020) Eco-friendly recycled polypropylene matrix composites incorporated with Geopolymer concrete waste particles. J Mater Res Technol 9(3):3084–3090. https://doi.org/10.1016/j.jmrt.2020.01.054
Rocha DB, Rosa DS (2019) Coupling effect of starch coated fibers for recycled polymer/wood composites. Compos Part B Eng 172:1–8. https://doi.org/10.1016/j.compositesb.2019.05.052
Rosato DV, Rosato MG (2000) Injection molding handbook. Kluwer Academic Publisher
Salwa HN, Sapuan SM, Mastura MT et al (2021) Life cycle assessment (LCA) of recycled polymer composites. In: Ilyas R, Sapuan S, Bayraktar E (eds) Recycling of plastics, metals, and their composites, 1st edn. CRC Press, Boca Raton
Samat N, Marini CD, Maritho MA et al (2013) Tensile and impact properties of polypropylene/microcrystalline cellulose treated with different coupling agents. Compos Interfaces 20(7):497–506. https://doi.org/10.1080/15685543.2013.812767
Samper MD, Bertomeu D, Arrieta MP et al (2018) Interference of biodegradable plastics in the polypropylene recycling process. Materials 11(10):1886(1–18). https://doi.org/10.3390/ma11101886
Santhosh Kumar S, Somashekhar SH (2020) Natural fiber reinforced composites in the context of biodegradability: a review. In: Encyclopedia of renewable and sustainable materials, vol 5, pp 160–178. https://doi.org/10.1016/B978-0-12-803581-8.11418-3
Saravanan P, Emami N (2021) Chapter 13: Sustainable tribology: processing and characterization of multiscale thermoplastic composites within hydropower applications. In: Rangappa SM, Siengchin S, Parameswaranpillai J (eds) Tribology of polymer composites: characterization, properties, and applications, Series on tribology and surface engineering 2021. Elsevier, Elsevier, Amsterdam. https://doi.org/10.1016/B978-0-12-819767-7.00013-X
Sato Y, Furukawa J (1963) A molecular theory of filler reinforcement based upon the conception of internal deformation (a rough approximation of the internal deformation). Rubber Chem Technol 36(4):1081–1106. https://doi.org/10.5254/1.3539632
Schyns ZOG, Shaver MP (2021) Mechanical recycling of packaging plastics: a review. Macromol Rapid Commun 42(3):2000415(1–27). https://doi.org/10.1002/marc.202000415
Shubhra QTH, Alam AKMM, Quaiyyum MA (2011) Mechanical properties of polypropylene composites: a review. J Thermoplast Compos Mater 26(3):362–391. https://doi.org/10.1177/0892705711428659
Stoof D, Pickering K (2018) Sustainable composite fused deposition modelling filament using recycled pre-consumer polypropylene. Compos Part B 135:110–118. https://doi.org/10.1016/j.compositesb.2017.10.005
Szpieg M (2011) Development and characteristics of a fully recycled CF/PP composite. Doctoral thesis, Division of materials science, Department of Engineering Sciences and Mathematics, Luleå University of Technology, SE-971 87 Luleå, Sweden
Szpieg M, Wysocki M, Asp LE (2012) Mechanical performance and modelling of a fully recycled modified CF/PP composite. J Compos Mater 46(12):1503–1517. https://doi.org/10.1177/0021998311423860
Tai CM, Li RKY, Ng CN (2000) Impact behaviour of polypropylene/polyethylene blends. Polym Test 19(2):143–154. https://doi.org/10.1016/S0142-9418(98)00080-4
Thermo Fisher Scientific (2022) Hot melt extrusion. https://www.thermofisher.com/my/en/home/industrial/pharma-biopharma/drug-formulation-manufacturing/hot-melt-extrusion.html. Accessed 24 Jan 2022
Thermo Fisher Scientific Inc (2022) Thermo Scientific™ HAAKE™ Rheomix OS Lab Mixers for the HAAKE™ PolyLab™ OS system. https://www.fishersci.pt/shop/products/haake-rheomix-os-lab-mixers-the-haake-polylab-os-system/p-4529042. Accessed 24 Jan 2022
Tuladhar R, Yin S (2019) Production of recycled polypropylene (PP) fibers from industrial plastic waste through melt spinning process. In: Pacheco-Torgal F, Khatib J, Colangelo F et al (eds) Use of recycled plastics in eco-efficient concrete. Woodhead Publishing. https://doi.org/10.1016/B978-0-08-102676-2.00004-9
Turcsányi B, Pukánszky B, Tüdõs F (1988) Composition dependence of tensile yield stress in filled polymers. J Mater Sci Lett 7(2):160–162. https://doi.org/10.1007/BF01730605
Vakili MH, Ebadi-Dehaghani H, Haghshenas-Fard M (2011) Crystallization and thermal conductivity of CaCO3 nanoparticle filled polypropylene. J Macromol Sci Part B Phys 50(8):1637–1645. https://doi.org/10.1080/00222348.2010.543033
Veejayplastic (2020) What is the difference between injection molding & extrusion? http://www.veejayplastic.com/blog/top-5-key-difference-between-extrusion-injection-molding/. Accessed 9 Sept 2021
Wang K, Addiego F, Bahlouli N et al (2014) Impact response of recycled polypropylene-based composites under a wide range of temperature: effect of filler content and recycling. Compos Sci Technol 95:89–99. https://doi.org/10.1016/j.compscitech.2014.02.014
Yao ZT, Chen T, Li HY et al (2013) Mechanical and thermal properties of polypropylene (PP) composites filled with modified Shell waste. J Hazard Mater 262:212–217. https://doi.org/10.1016/j.jhazmat.2013.08.062
Younesi-Kordkheili H, Pizzi A (2020) Ionic liquid- modified lignin as a bio-coupling agent for natural fiber-recycled polypropylene composites. Compos Part B Eng 181:107587(1–6). https://doi.org/10.1016/j.compositesb.2019.107587
Zaaba NF, Ismail H, Mariatti M (2016) Utilization of polyvinyl alcohol on properties of recycled polypropylene/Peanut Shell powder composites. Proc Chem 19:763–769. https://doi.org/10.1016/j.proche.2016.03.082
Zadeh KM, Ponnamma D, Al-Maadeed MAA (2017) Date palm fibre filled recycled ternary polymer blend composites with enhanced flame retardancy. Polym Test 61:341–348. https://doi.org/10.1016/j.polymertesting.2017.05.006
Zander NE, Gillan M, Burckhard Z et al (2019) Recycled polypropylene blends as novel 3D printing materials. Addit Manuf 25:122–130. https://doi.org/10.1016/j.addma.2018.11.009
Zdiri K, Elamri A, Hamdaoui M et al (2018) Reinforcement of recycled PP polymers by nanoparticles incorporation. Green Chem Lett Rev 11(3):296–311. https://doi.org/10.1080/17518253.2018.1491645
Zehev T, Gogos CG (2006) Principle of polymer process. Wiley, Hoboken
Acknowledgment
The authors would like to acknowledge Universiti Teknikal Malaysia Melaka for facilities, resources, and for granting the Short Term Grant Scheme PJP/2020/FKP/PP/S01780, which partially contributed to the success of this study.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

Cite this chapter
Mohamad, N., Ab Maulod, H.E., Abd Razak, J. (2023). Sustainable Materials from Recycled Polypropylene Waste and Green Fillers: Processing, Properties, and Applications. In: Ismail, H., S. M., S., R. A., I. (eds) Recycled Polymer Blends and Composites. Springer, Cham. https://doi.org/10.1007/978-3-031-37046-5_8
Download citation
DOI: https://doi.org/10.1007/978-3-031-37046-5_8
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-37045-8
Online ISBN: 978-3-031-37046-5
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)