
Abstract
Currently, the world towards the use of recycled materials from industrial agricultural waste not only contributes to economic development but also contributes to environmental protection—sustainable development. Use of agricultural wastes such as rice straw, rice husk, wood fibers, etc. as additives are increasing. In this study, the potential use of industrial from leather tanning (chrome tanning shavings, CTS) and agricultural wastes (rice husks, RH) as a additive materials for insole for shoe. Thermoplastic rubber (TPR) is selected as the substrate polymer for the synthesis of new materials. CTS released from leather tanning and rice husks from agricultural activities were used in powder form with various percentage to synthesize different composites. These composites were tested for various mechanical properties as hardness, specific gravity, tensile strength, abrasion and tear strength. The addition of any filler improves the mechanical properties of the material. The results showed, rice husk powder (5%, w/w) and chrome tanning shavings (20%, w/w) were the appropriate concentrations studied. The mechanical properties have been determined in insole such as specific gravity (0.895 g/cm2); hardness (69 shore A); tensile strength (58 kg/cm2); abrasion (189 mm3) and tear strength (33 kg/cm). Rice husk make the material properties better than no filler composite. This contributes to promoting the development of recycled materials towards sustainability in the future.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
- Chrome tanning shavings
- Rice hurk
- Chrome-tanned leather waste
- Agricultural wastes
- Shoe insole
- Composite materials
1 Introduction
The leather tanning industry has generated many negative impacts to the ecological environment. During the production process, an enormous amount of solid waste is emitted from these activities. According to the estimates, one ton of raw leather (includes salted skin, fresh skin, etc.) can only produce 250 kg (25%) of leather products [1]. In which, 75% of that waste, includes wastes emitted in the process and production (chromium tanning shavings, splits, trimmings, finished leather wastes) and the used leather wastes (used bags, jackets, purses, etc.). Chromium tanning shavings (CTS) approximately 9–15%. The composition of the CTS includes (dry weight): moisture (46%), ash content (7.5%), total nitrogen (14.65%), Cr2O3 (2.1%), protein (91.6%) and pH 3.4 [2]. Among the solid wastes generated in the leather tanning process, CTS waste is the greatest threat to the environment. Presently, the above waste source is recycled into various useful products with economic value such as: gelatin glue, biological fertilizer, animal feed, hydrolyzed collagen, composite materials, etc. [4]. Therefore, the treatment of these wastes becomes an urgent problem for the domestic and foreign leather tanning industry. Besides leather tanning waste, agricultural waste is discharged with a huge amount of waste. Their main component is lignocellulose. The polymers in the structure of lignocellulose are cellulose, hemicellulose and lignin. In addition, other components are also found in this structure such as ash, pectin and protein. It is considered as a rich source of raw materials in the world. In plant cell wall structure, the average amount of cellulose is from 40 to 65%, hemicellulose from 20 to 30% and lignin from 15 to 20% with different percentages depending on the plant species [5]. Annual domestic agro-industry production of hundreds of millions of tons of lignocellulose-rich by-products is an extremely abundant source of materials. On the other hand, it solves the problem of environmental pollution caused by not being treated or exclusion by traditional methods. Millions of tons of lignocellulose are produced in the world mostly as a non-commercialized waste product per year [6]. In Vietnam, this annual rice production leaves estimated 50 million tons of dry rice straw per year, so the biomass obtained from the rice husks is very large, which has attracted research ideas to make use of it as renewable resource for the production of composite materials. However, at the moment still a major part of this raw material is getting lost through burning directly on the fields or composting material. Therefore, shoe insole production from as rice husk is a good solution especially for countries with agriculture like Vietnam. Hence, possible conversion of both forms of wastes into value added products will not only help to save the environment, but also prove to be income generating [7]. The goal was to studies the use of a hot compression moulding process to prepare the composites based on chrome-tanned leather waste (chrome tanning shavings, CTS), thermoplastic rubber and agricultural wastes (rice husks, RH) into a useful product (insole), thereby reducing environmental pollution. The main problems of this composites are related to the hydrophilic properties of the cellulose fiber structure from rice husk. To overcome these problems, it is necessary to modify the fiber surface to reduce the hydrophilic nature of the rice husks. The performance and stability of composite materials for insole depends on the degree of coherent interfacial bonding between rice husks, CTS and thermoplastic rubber [8]. The product was characterized for mechanical properties such as tensile strength, abrasion, tearing strength, specific gravity and hardness.
2 Materials and Methods
2.1 Materials
Thermoplastic rubber (TPR) was purchased from LCY chemical CORP (Taiwan). Chromium tanning shavings (CTS) were collected from leather tanning technology center, Leather and Shoe Research Institute, Hanoi, Vietnam. It is milled to size ranged approximately 0.5–1 mm in diameter.
Rice husks (RH) were collected from Dong Anh district, Hanoi, Vietnam (Fig. 1). RH is dried then ground powder (0.7–1.5 mm). RH contains 23–30% lignin, 10–15% moisture, 34–44% cellulose and 13–39% ash [9].

Chromium tanning shavings waste from chrome-tanned leather (A, 0.5-1 mm) and rice hurk powder from agricultural waste (B, 0.7–1.5 mm)
2.2 Testing Methods
2.2.1 Specific Gravity
Specific gravity is defined as the ratio of material’s density to the density of water at 23 °C. Specific gravity is a measurement of the ratio of the mass of a material to the mass of an equivalent volume of water [10]. It is common to use the density of water as a reference point as water at this point has the highest density of 0.99576 g/cm3. Specific gravity of a material can be calculated by following equation:
2.3 Hardness
The hardness is determined by resistance to indentation under a specified load. Shore A is used to measure the hardness of soft elastomers (10–80 shore A) and shore D is used to measure the hardness of hard elastomers (> 80 shore A) [11].
2.4 Tensile Strength
Tensile strength can be defined as the maximum stress that a material can bear before breaking when it is allowed to be stretched [12].
- FP:
-
Maximum load of the test sample.
- T:
-
Thickness of the test sample.
- W:
-
Width of the test sample.
2.5 Abrasion
Abrasion is the process of rubbing [13].
- W1:
-
The initial weight of the specimen is measured.
- W2:
-
The final weight of the specimen is measured.
2.6 Tear Strength
Tear strength is the ability to resist the tearing force of a cut on a specimen when tension is applied. This force is determined by dividing by the thickness of the sample [14].
- FP:
-
Maximum load during test sample.
- T:
-
Thickness of the test sample.
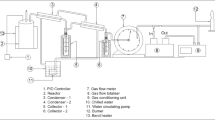
2.7 Experimental Model
Fabrication of shoe insole was done by CTS, RH and TPR. CTS and RH powder were used 10%, 20%, 30% and 5%, 10%, 15%, respectively. Thermoplastic rubber approx. 60% was used as binder. Moreover, the composition of mixing additives includes: (1)—vulcanizers and vulcanization accelerators are zinc oxide (ZnO, 2%), mercaptobenzothiazole (MBT, 0.5%), dibenzothiazole disulfide (DM, 0.8%) and sulfur (S, 1%); (2)—anti-aging agent (butylated hydroxytoluene, BHT, 0.6%) and (3)—fatty acids (stearic acid, 0.6%) are used as zinc salts to enhance the dispersion of zinc oxide. The mixing process is carried out on a heat press machines at 700C (No 09001, KS, Taiwan). Raw material for the test production of shoe soles is cut into small pieces of size 4 × 7 cm, a weight of 100 g. Then, it is put into a hot stamping machine to vulcanize at 140 °C, for 5 min. All experiments were repeated three times.
3 Results and Discussion
3.1 Chromium Tanning Shavings for Shoe Insole
This study evaluates various mechanical tests on composite materials. It was made of thermoplastic rubber (TPR) as the polymeric substrate and chromium tanning shavings (CTS) as the filling material for insole. In which, CTS is adjusted from 10 to 30%, the data showing the results is shown in Figs. 2 and 3.
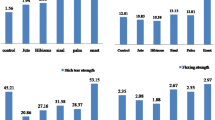
Figure 2a showed, test results of composite materials of TPR as the substrate polymer with different concentrations of CTS for the synthesis of new materials. Specific gravity of 30% weight (0.802%) is lower than control sample of 0% (0.954) when the loading of CTS is increased from 10 to 30%. Meanwhile, hardness increased from 10% (63 shore) to 30% (69 shore), so the fillers CTS harden the material. Due to the non polar CTS, increase from its concentration has led to decrease from tensile strength and tear strength. They decreased the most at 30% weight (48 and 23 kg/cm), but both are better when CTS are added to 20% (59 and 29 kg/cm), respectively (Fig. 2b). However, the abrasion increases when CTS increases from 10 to 30%, the highest value is 168 mm3 at 30% weight (Fig. 3). Thus, based on tensile strength and tear strength, it has been determined that the suitable concentration of CTS to make insole is 20% weight. Considering the properties of composites for shoe insole, it can explain that chromium tanning shavings and thermoplastic rubber contributes to the elastic properties of materials. When it was added to the composites, it tends to increase the abrasion. However, when the CTS content exceeds 20% by dry weight of the material, it will inhibit the coagulation process and reduce the adhesion of the rubber to other ingredients and lead to a decrease in the tensile strength of the material. In addition, CTS reduces the water absorption value, which is highly recommended for footwear, as it helps to maintain a dry product surface [15]. So, CTS weight (20%) was used. CTS is proven to improve the required parameters and properties of insole materials. Thus, chromium tanning shavings is evaluated as a potential material for applications to produce leather and footwear.

Specific gravity, hardness (a) and tensile strength, tear strength (b) for insole with CTS (10–30%)

Abrasion for insole with CTS (10–30%)
3.2 Insole Composite from a Mixture of Rice Husk and Chromium Tanning Shavings
In this content, CTS was kept fixed 20% of weight from previous study, three different concentrations of RH (5%, 10% and 15%) were used as an additive for material. The results of this study are showed in Figs. 4 and 5.
Figure 4 showed, the various mechanical tests sample on composites of RH combines with CTS and TPR. Concentration of RH is adjusted from 0 to 15%. The results of this study are showed that, specific gravity increased from 5% of weight RH (0.896 g/cm2) to 15% (1.130 g/cm2), hardness increases slightly when increasing husk from 5 to 10% and then decreases when RH is higher than 10% (Fig. 4a). Especially, tear strength increases until 10% loading and decreases to 15%. Tensile strength decreases slightly to 5% loading with rice husk and decreasing steeply to increased loading into 15% or even higher concentration (Fig. 4b). Abrasion increases when RH is higher than 10% (Fig. 5a). Therefore, concentrations of RH higher than 5% are not appropriate in the TPR matrix. In addition, the product has a smooth surface and uniform color (Fig. 5b). Rice husks are used suitable for shoe insole (footwear) applications that increase product durability. All materials used to gave positive results in terms of parameters are checked. In general, the addition of additive materials leads to an increase in terms of tear strength, hardness, abrasion and decrease in tensile strength. Thus, 5% of rice hurk and 20% of chromium tanning shavings have shown positive results.

Specific gravity, hardness gravity (a) and tensile strength, tear strength (b) for insole with CTS (20%) and RH (0–15%)

Abrasion for insole (a) with CTS (20%), RH (0–15%) and Insole products (b) with CTS (20%), RH (5%)
4 Conclusion
This study investigates that the potentials for chromium tanning shavings from leather tanning and rice hurk from agricultural wastes were prepared to use thermoplastic rubber as a binder, fabricated insole using cellulose fiber from rice husk (5%) without pretreatment. These material mixture is made by mixing with chromium leather shavings (20%), thermoplastic rubber (approx. 60%) and other additive materials. In addition, additives are also added to the raw material mix and then pressed to shape the material. The thickness of the insole from 8 to 15 mm. Raw materials about 85% by weight of the product. The remaining material consists of sulfur, vulcanization accelerator and other compounds (approx. 15%). The mechanical properties have been determined in shoe insole such as specific gravity (0.895 g/cm2); hardness (69 shore A); tensile strength (58 kg/cm2); abrasion (189 mm3) and tear strength (33 kg/cm). Recycling raw materials as industrial waste contributes to promoting the development of recycled materials towards sustainability in the future.
References
Getahun H (2017) Value added protein products from chrome shavings
Cabeza LF, Taylor MM, Carrio R, DiMaio GL, Brown EM, Celma PJ, Cot J, Marmer WN (1998) Processing of leather waste: pilot scale studies on chrome shavings. Isolation of potentially valuable protein products and chromium. Waste Manage 18:211–218
Ferreira MJ, Almeida MF (2011) Recycling of leather waste containing chromium—a review. J Mater Sci Res 5:327–381
Dixit S, Yadav A, Dwivedi PD, Das M (2015) Toxic hazards of leather industry and technologies to combat threat: a review. J Clean Prod 87:39–49
Shirosaka (1993) Structure and chemical composition of wood as a natural composite material. Curr. Japanese Mater Res 1–20
Girio FM, Fonseca C, Carvalheiro F, Duarte LC, Marques S, Bogel R (2010) Hemicelluloses for fuel ethanol: a review. Biores Technol 101:4775–4800
Abba HA, Nur IZ, Salit SM (2013) Review of agro waste plastic composites production. J Minerals Mater Character Eng 01:271–279
Rajaram J, Rajnikanth B, Gnanamani A (2009) Preparation, characterization and application of leather particulate-polymer composites (LPPCs). J Polym Environ 17:181–186
Sarkawi SS, Aziz Y (2003) Ground rice husk as filler in rubber compounding 39:135–148
ASTM International (2013) ASTM D792–13 standard test methods for density and specific gravity (relative density) of plastics by displacement
ASTM International (2010) ASTM D2240–05 standard test method for rubber property-durometer hardness 09.01
ASTM International (2013) ASTM D412–06a Standard test methods for vulcanized rubber and thermoplastic elastomers—tensile strength
ASTM International (2010) ASTM D5963–04 standard test method for rubber property-abrasion resistance
ASTM International (2012) ASTM D624–00 standard test method for tear strength of conventional vulcanized rubber and thermoplastic elastomers
Senthil R, Hemalatha T, Kumar BS, Uma TS, Das BN, Sastry TP (2014) Recycling of finished leather wastes: a novel approach. Clean Technol Environ Policy
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Giap, V.D. (2023). Study on Recycling of Chrome-Tanned Leather and Agriculture Waste for Insole Towards Sustainable Development. In: Long, B.T., et al. Proceedings of the 3rd Annual International Conference on Material, Machines and Methods for Sustainable Development (MMMS2022). MMMS 2022. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-31824-5_39
Download citation
DOI: https://doi.org/10.1007/978-3-031-31824-5_39
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-31823-8
Online ISBN: 978-3-031-31824-5
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)