
Abstract
This chapter presents a study on the implementation of a low power induction heating system for bearings used in medium/large size electric motors. Introduction: Induction heating is one of the key metal industry applications, grounded on the three basic effects: electromagnetic induction, skin effect and heat transfer. Goals; Methods: The thermal power generated from hysteresis losses and Eddy current induced in ferromagnetic materials, as in steel bearings, is maintained at the fixed value by controlling the current in the induction coil. For this purpose, an electronic power converter, an AVR microcontroller and a set of sensors to measure several necessary variables of the induction heating process in the device are used. Such system is easily transportable and can be used close to electrical machines, thus reducing the risk of adverse effects, as an improved energy efficiency compared to conventional heating systems. Results: When compared to other systems, such as resistive based heaters, open flame and oil bath, induction reduces the risks of structural damage to the bearing, eliminates oil contamination, prevents environmental damage and eliminates handling risks for users. With the proposed control method, energy consumption is optimized by proper control of the electrical power used.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
The conventional methods for heating steel bearings, to facilitate their placement on a machine shaft, such as engines and alternators, are open flame, oil bath heating, resistive plates and resistive furnace heaters.
According to SKF (2022), the first solution brings risks to the user and can cause structural damage to the bearing. The second solution is environmentally unadvisable, besides contaminating the bearing with oil and possibly compromising its future performance. The third solution is characterized by excessive thermal energy loss. The fourth solution, although more efficient than the previous one, is more expensive, due to the cost of the furnace. In addition, the clogging of the furnace to accommodate large bearings makes it difficult to heat them near the electric machine shaft, increasing risks of improper bearing assembly.
Currently, induction heating is one of the key metal industry applications, based on three main effects: electromagnetic induction, skin effect and heat transfer. The proposed system uses an electronic power converter for coil current control, and consequently, the temperature, an AVR microcontroller plus a set of sensors to measure the necessary variables of the induction heating process. Such system reduces the risk of incorrect use and improves energy efficiency (Mohan et al., 2003) when compared to conventional heating devices. This work aims to develop high-energy efficiency induction heater system, without environmental risks, that minimizes problems of inadequate assembly, and fulfilling the requirements of the heating process of steel alloys bearings. This induction-based heater guarantees the appropriate process temperature as the temperature differential between the inner and outer rings, within manufacturer specified limits.
This chapter is divided into five parts. In the first part, presents an introduction to the subject. The second part is a review of the induction heating methods. The third part describes the applied method, and in the fourth, results are presented and evaluated. Finally, a conclusion is drawn up indicating practical implications, limitations and other issues as well as future lines of development.
2 Literature Review
In induction heating, the temperature rise in the workpiece is caused by its electrical conduction characteristic. This phenomenon is called Foucault currents, also known as Eddy currents, caused by electromagnetic induction (Umans et al., 2014) that is frequency dependent. When compared to conventional heating systems, as is the case of oil bath heating, open flame heating and resistive furnace heaters, induction heating is safe, clean, quick and efficient (Mohan et al., 2003), allowing a defined section of the workpiece to be heated accurately. This is the heating technology of choice in many industrial, domestic (Khatroth et al., 2021) and medical applications due to its advantages regarding efficiency (Lucia et al., 2013), heating speed, safety, cleanness and accurate control. Low frequency and high frequency power converters are, both, used in induction heaters (Mohan et al., 2003; Shen et al., 2006).
The magnitude of the induced currents in workpiece decreases exponentially with the distance x from the surface, by the equation I(x) = I0e−x/δ where I0 is the current at the surface and and δ is the penetration depth at which the current is reduced to I0 times a factor 1/e (Mohan et al., 2003). The penetration depth is inversely proportional to the square root of the frequency f (Hz) and the magnetic permeability μ (H/m) of the workpiece and is proportional to the square root of the material resistivity ρ (Ω.m), as shown by Eq. 3.1 (Mohan et al., 2003; Rudnev et al., 2017).
Consequently, the workpiece apparent cross section in alternated current (Sac) is smaller than the real cross section in direct current (Sreal). The resulting effect is greater electric resistance \( {R}_{\mathrm{ac}}={R}_{\mathrm{dc}}\frac{S_{\mathrm{real}}}{S_{\mathrm{ac}}} \) that heats more by Joule effect. Figure 3.1 depicts the apparent cross section of a circular conductor carrying an alternating current.

Apparent and real cross section
Circulating currents are caused in the workpiece by currents in the induction coil. The induction load can be represented by an equivalent resistance R in series with the coil reactance jωL. The equivalent resistance Rac is the electric resistance of the workpiece (Mohan et al., 2003), which is dependent of the penetration depth and temperature.
Using a power converter, such an AC/AC working at constant frequency (Séguier et al., 2015), the knowledge of the current and voltage phase difference in the circuit, is essential to find the minimum value of the power switches firing angle, e.g. thyristors. In an RL load, the phase difference between voltage and current is \( \varphi =\mathrm{arctg}\left(\frac{\omega L}{R}\right) \).
The firing angle of the power switches Ψ must have the following conditions: φ < Ψ < π for one thyristor and π + φ < π + Ψ < 2π for the other one. Eddy currents generate, by Joule effect, a thermal power per mass unit (W/Kg), calculated by the equation: \( {P}_e={K}_e.{B}_{\mathrm{max}}^n.{f}^2 \) (Umans et al., 2014). In this equation, B represents the density of the magnetic flux. Using a coil to produce the desired magnetic flux, its density can be calculated by applying the Ampère’s Law to a solenoid (Villate, 1999) \( B=\mu \frac{N}{l}I \) where I is the current in the solenoid. Thus, the thermal power developed in the workpiece and consequently its temperature depend on the control of that current.
The temperature in the workpiece can be calculated as follows (Perrot, 2010):
where h is the heat transfer coefficient of air (W/m2K), A is the dissipation area, m is the workpiece mass, Cp is its specific heat,T0 is the room temperature and P is the electric power supplied. For time t long enough, the temperature T tends to the steady state value: \( T=\left(\frac{P}{hA}+{T}_0\right) \).
The electric power needed to raise temperature to a desired value after a specified time, its calculated rearranging Eq. 3.2:
3 Methodology
The proposed solution consists in taking advantage of the temperature rise that occurs in materials, such as steel, which is caused by hysteresis losses and induced Eddy currents (Umans et al., 2014), when the workpiece is exposed to a time-varying magnetic field. The thermal power by mass unit (W/Kg) caused by hysteresis losses is proportional to the hysteretic cycle area and is calculated by Steinmetz’s empirical formula: \( {P}_h={K}_h.{B}_{\mathrm{max}}^n.f \). Eddy current losses, on the other hand, occur by Joule effect and result from the induced current in the ferromagnetic material. The thermal power by mass unit (W/Kg) caused by Eddy currents is calculated from: \( {P}_e={K}_e.{B}_{\mathrm{max}}^n.{f}^2 \). Thus, the thermal power, by mass unit, that will raise the temperature of the workpiece is Pt = Ph + Pe, increasing with the amplitude of the magnetic field.
By controlling the magnitude of the magnetic induction field B, using current control in an induction coil is controlled the thermal power developed and thus the temperature. In order to keep the temperature under specific control in the heating phase, a single-phase AC/AC power electronic converter at constant frequency is used, with a microprocessor control circuit, with a feedback loop. This feedback loop of the control system uses a current sensor and an electric voltage sensor, to get the phase angle between voltage and current, along with two more sensors to measure temperatures in the bearing’s inner and outer rings. Figure 3.2 shows the power converter, excluding the thyristor drive circuits, which are electrically isolated by HF transformers. In the scheme, Lb and Rb represent the inductance and ohmic resistance of the coil, respectively.

AC/AC power converter
3.1 Calculating the Ohmic Resistance of the Induction Coil
Due to the dimensions of the ferromagnetic core of the prototype under study, the coil is limited to a maximum length l = 35 cm. Using copper conductor wire of 25 mm2 cross section (r = 2.82 mm), coiled onto the core of straight section A = l1*l1 = 5 cm * 5 cm, with a pitch between turns p = 7 mm, the calculated number of turns is
The length of the copper conductor wire obtained is
Lcond = N ∗ 4 ∗ l1 = 10 m. Its ohmic resistance is, according to the physics:
Using Eq. 3.4, the resistivity defined for hard copper, ρ = 0.0179 Ωmm2/m:
3.2 Calculating the Inductance of the Induction Coil, by Approximation to a Solenoid
Figure 3.3 schematically represents a solenoid. The magnetic flux density inside a solenoid of length l, with N coils (n = N/l coils per meter), crossed by an electric current Ic, is obtained, by application of Ampère’s Law (Villate, 1999):

Representation of a solenoid. (Source: Villate, 1999)
\( \underset{c}{\int }O\overset{\rightharpoonup }{B}.d\overrightarrow{l}=B\int_b^a dh=B.h={\mu}_0{I}_{int}\iff Bh={\mu}_0.h.\frac{N}{l}.{I}_c\iff B={\mu}_0\frac{N}{l}{I}_c \) where μ0 represents the magnetic permeability of an air core (μ0 = 4π.10−7 H/m).
The magnetic flux through each coil is \( \phi =B.A={\mu}_0\frac{N}{l}i.A \), where A is the straight section of the solenoid. From the general expression for the inductance of a coil \( L=N\frac{\phi }{i} \), the inductance is
For a core made of packed silicon steel sheets of magnetic permeability μr = 1000, the inductance calculated with Eq. 3.5 is
The induction coil will, therefore, have an impedance:
So, under a voltage of 230 Vrms, it would have a current intensity Ic = 33 A (7.5 KVA). Therefore, thyristors in the converter will need to have a stipulated current \( {I}_{\mathrm{rms}}>\frac{33}{\sqrt{2}}=23\mathrm{A} \).
3.3 AC/AC Converter with RL Load
Knowing the phase difference between the current and voltage in the circuit is essential to calculate the minimum value of the thyristor firing angle (Séguier et al., 2015). In RL loads, there is a phase difference between the voltage and current \( \varphi =\mathrm{arctg}\left(\frac{\omega L}{R}\right) \). The firing angle of the thyristors Ψ must have the following conditions: φ < Ψ < π for the thyristor T1 and π + φ < π + Ψ < 2π for thyristor T2. Firing one of the thyristors, for instance T1 with Ψ < φ, leads to one of the undesirable operating scenarios depending on the type of command signal. Using a pulse at the thyristor gate, it is obtained a rectified current in half-wave, so the coil would be crossed by direct current of very high value, limited only by the ohmic resistances of the coil and the conductors connecting to the electrical installation. In case of using a pulse train of width π − Ψ radians, the current will be sinusoidal with an effective value limited to I = V/Z, but without the possibility of control. As will be shown later, this mode of operation is used at system start-up and during two cycles of the grid voltage, to calculate, at runtime, the initial phase angle of the load circuit. In some circumstances, it is possible to run the heater at full power with sinusoidal current.
Figure 3.4 depicts the current and voltage waveforms in the induction coil using a suitable thyristor firing angle. It should also be noted that the control range of the converter will be (π − ϕ) radians. However, this is not a real scenario, because, as already mentioned, the coil inductance is in series with the workpiece electric resistance, which is directly proportional to the temperature and inversely proportional to the penetration depth of the Eddy currents. This means that the control range of the power converter is a little greater than 90°.

Load voltage and current. (Source: Séguier et al., 2015)
3.4 Command Characteristic with RL Load
The end-of-conduction angle θ1 of a thyristor can be calculated as follows:
Note that for a purely resistive load, we get θ1 = π radians.
The effective value of the voltage at the load comes: \( {V}^{\prime }=V.\sqrt{\frac{\theta_1-\varPsi }{\pi }-\frac{1}{2}.\frac{\sin 2{\theta}_1-\sin\ 2\varPsi }{\pi }} \)
whose Fourier series development leads to V1′, V3′, V5′, V′7, etc. The effective value of the first harmonics of the current in the coil can obtained by
For predominantly inductive loads, i.e. with φ > 45°, as is the case of our load, the effective value of the 3rd harmonic is higher than the effective value of the fundamental component of the current, for very high firing angles, i.e. for a low power operation scenario (Séguier et al., 2015).
As already explained, the thermal power generated by mass unit in the workpiece – due to hysteresis and Eddy currents – increases with the density of the magnetic flux in the coil \( \left(\ B={\mu}_0{\mu}_r\frac{N}{l}{I}_c\right) \), which in turn is directly proportional to the current. Thus, the power adjustment can be done by adjusting the firing angle Ψ of the thyristors, in the range φ < Ψ < π for thyristor T1 and π + φ < π + Ψ < 2π for thyristor T2.
3.5 System Architecture
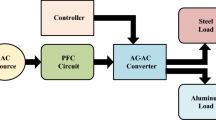
Figure 3.5 shows the circuit diagram of the induction heating system, and Fig. 3.6 schematically represents its physical structure.

Circuit diagram

Physical structure
The core of the control system is an ATmega328p microcontroller (Microchip, 2022) with some features that should be highlighted:
-
Analog to digital converter with 10 bits of resolution and acquisition rate up to 10,000 samples per second
-
Eight-channel analog multiplexer
-
Fourteen I/O ports, two of which offer interrupt facility to the CPU
-
32 Kb of Flash memory, 1 Kb of EEPROM and 2 Kb of SRAM and RS232, I2C and SPI communication facilities
Two of the analogic inputs, A0 and A1, are required to acquire the current in the induction coil and the grid voltage using the G1 trans-resistance amplifier and the G2 precision active rectifier, respectively.
Two digital I/O ports, Int1 and Int2, which provide interrupting facilities, are connected to the zero crossing detection circuits (ZCC) of the voltage and current signals, enabling the run-time measurement of the phase angle φ between grid voltage and current in the induction coil. In addition, the ZCC associated with the grid voltage makes it possible to find, in runtime, the delay to be generated for the firing angle of the power converter thyristors.
Temperature measurement sensors on the inner and outer bearing rings, TC1 and TC2, respectively, connect to other analogic inputs A2 and A3 of the microcontroller, through the cold junction temperature-compensated voltage amplifiers, G3 and G4. The operator’s interface is user friendly, using an alphanumeric LCD display with I2C interface and a small keyboard.
3.6 Thermal Behaviour
Figure 3.6 depicts the physical structure of the induction heater.
Assuming that there are no losses, the energy required to raise the temperature from T0 to T of a workpiece of mass m and specific heat Cp is W = m. Cp. (T − T0).
And the needed power is
Therefore, the temperature increases linearly with time: \( T={T}_0+\frac{P}{m.{C}_p}t \)
However, because there are convection and conduction losses:
Equation 3.6 must be written to:
Solving this differential equation, it is obtained the equation to calculate the temperature of the workpiece (Perrot, 2010):
In Eq. 3.8, h is the air heat transfer coefficient (W/m2K), A is the workpiece thermal contact area, T is its temperature and T0 is the room temperature. For the workpiece with the shape depicted in Fig. 3.7, the thermal contact area is
where:
and:

Workpiece thermal contact area
It is shown by Eq. 3.8 that in steady state, the workpiece temperature will be: \( T={T}_0+\frac{P}{hA} \)
There is a wide range of bearings, with great variety in characteristics such as mass and diameter, from 0,009 kg–5 mm to 1200 kg–800 mm. Taking as reference SKF’s recommendation (SKF, 2022) and the good practices of electric machine manufacturers – e.g. Asea Brown Boveri (Radvan, 2014), the temperature in the bearings should be raised from 20 to 110 °C in approximately 20 min, before they are placed on the shaft of the electric machine. Figure 3.8 shows the temperature evolution, calculated using Eq. 3.8, when providing the power equal to the workpiece’s convection and conduction losses – as defined in Eq. 3.7 – to heat a workpiece with the following characteristics: D = 140 mm, d = 80 mm, b = 26 mm; m = 1650 g. For steel \( {C}_p=0.466\left(\frac{J}{{}^{{}^{\circ}}C.g}\right) \). Since the heat transfer coefficient of air is 5 < h < 30 (W/m2K), h = 30 was used.

Temperature (°C) over time (seconds) with P = Ploss
For T0 = 20 °C and a steady state temperature T = 110 °C the calculated power loss, using Eq. 3.7 is: Ploss = 86.9 W.
There is also power dissipated by radiation:
In Eq. 3.9, σ is the Stefan–Boltzmann constant, ε is the workpiece emissivity, A is the radiant surface and T its temperature in Kelvin. For the given data, and using Eq. 3.9, the power dissipated by radiation is Prad = 5, 67 × 10−8 × 0, 17 × 0, 0322 × (110 + 273,15)4 = 6, 7 W.
Total power losses are Ploss + Prad = 86.9 + 6.7 = 93.6 W. However, to reach a temperature of 110 °C in 20 min, as recommended, the system must provide 318 W (see Table 3.1), instead of 93.6 W.
In the system under study, the user selects from a list stored in software the family to which the bearing belongs to. Each bearing family is associated with its mass m and some relevant dimensions, allowing to calculate, in runtime, the thyristors firing angle Ψ, to obtain the electrical power required for the correct heating. In Table 3.1, there are some characteristics such as inner diameter, outer diameter and the mass of some selected steel bearings from the SKF manufacturer (SKF, 2022).
The values of the electric power necessary to rise temperature from T0 = 20 °C to T = 110 °C in 20 min, were calculated using Eq. 3.8 rewritten as
In Eq. 3.10, it was used for the specific heat capacity of steel \( {C}_p=0.466\left(\frac{J}{{}^{{}^{\circ}}C.g}\right) \), for the heat transfer coefficient of air h = 30 W/m2K and for the heating time t = 1200 s. In the right column of Table 3.1, it was added the power lost by radiation calculated using Eq. 3.9.
Figure 3.9 shows the temperature evolution over time for workpieces nr.1, nr.7 and nr.14, when supplying the calculated power shown in Table 3.1, using Eq. 3.10, to rise the temperature from T0 = 20 °C to T = 110 °C in 20 min. These three pieces were chosen because they correspond to the minimum, intermediate and maximum values of electrical power to be supplied. The temperature profile is the similar for all other workpieces.

Temperature (°C) over time (seconds) for WP1, WP7 and WP14
With the proposed 3.6 KVA system, we are left with the possibility of using it in a wide range of bearings.
Eddy currents are induced and circulates essentially on the inner surface of the ring closest to the core, since that is where the magnetic field is stronger, and it is also on this surface that the skin effect occurs. The penetration depth of the eddy current comes (Rudnev et al., 2017):
The thermal power generated in the workpiece due the Eddy currents can be calculated by the formula (Perrot, 2010):
where Iw is the induced current in the workpiece, d is the inner bearing diameter and b is its width.
The effective eddy current resistance of the workpiece is (from Joule’s Law):
where the workpiece electrical resistivity ρ(T) = ρ(20)[1 + α(T − 20)] and α is its the thermal resistivity coefficient. Then
The current in the workpiece is Iw = N. Ic where N. Ic is the magnetomotive force (mmf) of the system coil. Thus, the equation to calculate the power developed in the workpiece due to the Joule effect comes:
In this system, the coil, the magnetic core and the workpiece behave like a transformer. Therefore, in Eq. 3.16, Rw(T). N2 is the workpiece electric resistance referred to the transformer primary.
It is on this inner surface of the bearing that the temperature rises faster and propagates to the outer ring through the spheres or cylinders. This justifies the need to monitor the temperature difference between the two bearing rings, to avoid structural damage to the spheres/cylinders that would occur due to different thermal dilation of the bearing rings.
3.7 Control Algorithm
The proposed algorithm is presented in simplified form in the flowchart of Fig. 3.10. After reading some operator’s data, such as the temperature setpoint, the maximum temperature difference between the inner and the outer bearing’s ring and some other physical bearing characteristics (from bearing family), the initial thyristors firing angle is setup in order to minimize the energy consumption. The trade-off power vs heating time is optimized, also ensuring that no structural damage is caused to the bearing, which would occur as result of an excessive temperature difference between its inner and outer rings. The phase load angle is updated at each cycle of the mains. The firing angle is updated at each half cycle of the grid voltage (10 ms, for 50 Hz), using a CPU interrupts routine, so the system’s response time is small enough when compared to the thermal time constant of the bearing (\( \frac{hA}{m{C}_p} \)in Eq. 3.8). Such power control method is known as phase control (Séguier et al., 2015). In addition, the demagnetization is also assured at the final stage of the heating process, to avoid the aggregation of residues or metallic dust during transportation and placement of the bearing on the machine shaft.

Control algorithm
4 Experimental Results
All signals are generated in an electronic circuit simulation environment for validation of the proposed control system. Figure 3.11 shows the synchronism pulses generated at zero crossing of the grid voltage (ZCC), the firing pulses for the thyristors T1 and T2 with a firing angle Ψ ≈ 95° and the voltage at the induction coil.

VSync, VtriggerT1, VtriggerT2, V′
Figure 3.12 shows the waveforms of the voltage and current in the induction coil for a firing angle Ψ < φ. As already explained, this is an operating scenario of maximum power at the load but without control. This operation mode, with Ψ < ϕ, is used at system start up and for a time interval corresponding to only two complete cycles of the grid voltage (t = 2 × 20 ms, for f = 50 Hz) to obtain the phase angle φ of the induction coil and thus calculate, at runtime, the minimum possible value to be used for the thyristor firing angle Ψ. However, in some circumstances, it is possible to run the heater at full power with sinusoidal current.

VtriggerT1, VtriggerT2, V′ and Io for Ψ < ϕ. Time base: 1 ms/div
In Figs. 3.13 and 3.14 it is represented, in addition to the firing pulses of the thyristors, the voltage and current in the induction coil for a firing angle Ψ = 135° and Ψ = 95°, respectively, showing how current increases for lower firing angles.

VtriggerT1, VtriggerT2, V′, Io, Ψ = 135°. Time base: 2 ms/div

VtriggerT1, VtriggerT2, V′, Io, Ψ = 95°. Time base: 1 ms/div
In all figures, virtual oscilloscope vertical scales were configured with 20 V/div for load voltage measurements and 0.1 V/div for load current measurements. Current is measured as the voltage drop in a shunt resistor of 0.01 Ohm, resulting in 10 A/div vertical scale. For synchronism pulses, it was selected 1 V/div for vertical scale.
As already stated in Eq. 3.14, the effective Eddy current resistance of the workpiece is
As the current in the workpiece is Iw = N. Ic, the power developed in the workpiece due the Joule effect is, according to the Eq. 3.16:
For each workpiece listed in Table 3.2, the coil current needed to develop the required thermal power in the workpiece is
It was used for the mains frequency f = 50 Hz and considered for steel: μr = 7500, ρ(20) = 1.6 × 10−7Ω. m and α = 6.5 × 10−3 K−1.
In Table 3.2, Po was calculated using Eq. 3.10, Rw was calculated using Eq. 3.14 and the coil current Ic was calculated using Eq. 3.17.
The payback of a new and more efficient heating system compared to a conventional system can be calculated as follows:
Annual savings in Eq. 3.18 can be calculated using the following formula:
where ηstd and ηnew are the energy efficiency of conventional heating and induction heating systems, respectively. Pn is the electrical power, in kW, T is the annual operation time, in hours and EC the energy cost in Eur/KWh. The energy efficiency of the heating system is
where Po is the power in the workpiece and Pi is the power dissipated in the induction coil. According to (Callebaut, 2007), it is expected an energy efficiency in the range between 90% and 97%. The coil power loss Pi is minimized adopting the rules described in the Sect. 3.3, Methodology to build de coil, such as using low resistivity copper, low pitch between turns and a geometric configuration close to that of a solenoid.
As explained before, the thermal power generated in the workpiece by Eddy currents can be calculated by Eq. 3.12: Using Eq. 3.1 in Eq. 3.12: \( {P}_o=\frac{\rho }{b}\pi {I}_w^2\frac{d}{2}\sqrt{\frac{\pi .f.{\mu}_r{\mu}_0}{\rho }}=\frac{\rho }{b}\pi {I}_w^2\frac{d}{2}\sqrt{\frac{\pi .f.{\mu}_r.4\pi {.10}^{-7}}{\rho }} \)
where d is the diameter of the inner ring, b is its width, μr is the relative magnetic permeability, ρ is the workpiece resistivity (at 110 °C) and f is the frequency of induced current Iw. Equation 3.21 tells that to increase the thermal power in the workpiece, it is better to increase coil current Ic than increasing frequency. In turn, increasing the frequency would increase the reactance of the coil jωL, which, according to the Ohm’s Law, would decrease the current.
To calculate the system’s energy efficiency, it is used Eq. 3.20. In that equation, the power loss in the coil is calculated using Joule’s Law: \( {P}_i={R}_b.{I}_c^2 \), where Rb is the coil electric resistance, and Ic it is the coil current. For the system under study, coil resistance was calculated using Eq. 3.4: Rb = 7.16 mΩ.
For workpiece WP1 listed in Table 3.2 (d = 80 mm, b = 26 mm), Po is 318 W, Ic = 6.6 A and \( {P}_i={R}_b.{I}_c^2 \)= 0.3 W. The system’s energy efficiency is
For workpiece WP14 listed in Table 3.2 (d = 100 mm, b = 73 mm), Po is 2180,7 W, Ic = 25.7 A and \( {P}_i={R}_b.{I}_c^2= \) 4,7 W. The system’s energy efficiency is
In the system under study, it was expected to achieve a relevant energy efficiency for the minimum and the maximum electric power, when compared to conventional systems as those described in (SKF, 2022). That being said, there is still the need to verify in the real environment as it was not taken into account the magnetic losses in the system core.
5 Conclusions
Induction heating is based on the three following effects: electromagnetic induction, skin effect and heat transfer. Despite the undesirable skin effect in many electrotechnical applications, here, on the contrary, it is used to generate heat with high efficiency (Khatroth et al., 2021; Lucia et al., 2013; Mohan et al., 2003). The increase in electric resistance caused by the workpiece apparent cross section reduction due to skin effect allows getting more thermal power generated by Joule effect.
The proposed solution, it is a system safe and easy to use for its operators, does not pose risks to the environment, ensures low energy consumption to heat steel alloy bearings without compromising their mechanical structural characteristics.
A low frequency such as the utility frequency is used in the proposed system. That is enough for heating a workpiece or even to melt it (Mohan et al., 2003) should that be the case. The phase control used in the AC/AC power converter leads us to have to correct the power factor using an input capacitive filter. This is important to do, especially in low power operating scenario, where the third harmonic amplitude is predominant and the reactive power exceeds the active power (Séguier et al., 2015). In future developments, the focus will be also in high frequency induction heating, using resonant power converters, to achieve a better power factor but also to heat materials other than metals (e.g. ceramic workpieces).
The usage of the proposed system is not restricted to the described application. In fact, there is a wide spectrum of applications where energy consumption and user safety are mandatory in heating systems, as in the case of cooking devices (Khatroth et al., 2021) and other household and industrial appliances (Shen et al., 2006; Takau, 2015).
It is also pursued the objective of developing a fully functional prototype of an induction heater to support the training of our students and engineers.
References
Callebaut, J. (2007). Laborelec, «Chauffage par induction». Leonardo ENERGY. Guide Power Quality (7). https://www.econologie.com/file/technologie_energie/Chauffage_par_induction.pdf
Khatroth, S., Porpandiselvi, S., & Vishwanathan, N. (2021). Three-load cyclic controlled single-stage AC-AC resonant converter for induction cooking applications. In 2021 IEEE 2nd international conference on Smart Technologies for Power, Energy and Control (STPEC) (pp. 1–6). IEEE. https://doi.org/10.1109/STPEC52385.2021.9718631
Lucia, O., Maussion, P., Dede, E. J., & Burdío, J. M. (2013). Induction heating technology and its applications: Past developments, current technology, and future challenges. IEEE Transactions on Industrial Electronics, 61(5), 2509–2520. https://doi.org/10.1109/TIE.2013.2281162
Microchip. (2022). Atmega328. https://www.microchip.com/en-us/product/atmega328p
Mohan, N., Undeland, T. M., & Robbins, W. P. (2003). Power electronics: Converters, applications, and design. Wiley.
Perrot, O. (2010). Cours D’Électrothermie. IUT de Saint-Omer dunkerque département Génie Thermique et l’énergie, (2010–2011). https://sitelec.org/download_page.php?filename=cours/electrothermie.pdf
Radvan, L. (2014). Fast thyristors. When burning for induction heating solutions. https://search.abb.com/library/Download.aspx?DocumentID=PEE_82014&LanguageCode=en&DocumentPartId=&Action=Launch
Rudnev, V., Loveless, D., & Cook, R. L. (2017). Handbook of induction heating. CRC Press. https://doi.org/10.1201/9781315117485
Séguier, G., Delarue, P., & Labrique, F. (2015). Electronique de puissance (10e éd.): Structures, commandes, applications. Dunod.
Shen, H., Yao, Z. Q., Shi, Y. J., & Hu, J. (2006). Study on temperature field induced in high frequency induction heating. Acta Metallurgica Sinica (English Letters), 19(3), 190–196. https://doi.org/10.1016/S1006-7191(06)60043-4
SKF. (2022). Aquecedores por indução. https://www.skf.com/pt/products/maintenance-products/bearing-heaters/heaters-for-mounting/induction-heaters
Takau, L. (2015). Improved modelling of induction and transduction heaters. PhD thesis in Electrical and Computer Engineering at the University of Canterbury. https://doi.org/10.26021/2756
Umans, S. D., Fitzgerald, A. E., & Kingsley, C. (2014). Máquinas elétricas (7ªed.). Bookman.
Villate, J. E. (1999). Eletromagnetismo. McGraw-Hill.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
da Silva, A.D.L., Neves, J.A.C., Neves, N. (2023). Induction Heating System for Industrial Bearings or Common Appliances. In: Almeida, F.L., Morais, J.C., Santos, J.D. (eds) Multidimensional Sustainability: Transitions and Convergences. ISPGAYA 2022. Springer Proceedings in Earth and Environmental Sciences. Springer, Cham. https://doi.org/10.1007/978-3-031-24892-4_3
Download citation
DOI: https://doi.org/10.1007/978-3-031-24892-4_3
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-24891-7
Online ISBN: 978-3-031-24892-4
eBook Packages: Earth and Environmental ScienceEarth and Environmental Science (R0)