
Abstract
Temper rolling is a light cold deformation process (normally under tension, with less than ~10% thickness reduction) applied to annealed non-oriented electrical steel sheets to improve the surface quality of the final product. The small plastic deformation and the subsequent annealing, however, have a considerable effect on the magnetic properties of electrical steels. This is because the strain introduced in the temper rolling process changes the distribution of the stored energy in grains with different orientations, which significantly affects the grain growth and texture development during final annealing, thus influencing the magnetic properties. In this study, a low Si non-oriented electrical steel was hot rolled, cold rolled, and batch annealed to produce 0.5-mm-thick sheets. Temper rolling (~6% reduction) was then applied to the annealed sheets and annealed again at different temperatures (500–900 °C) for a fixed time (2 h) or at a fixed temperature (800 °C) for different times (0.5–24 h). It was found that temper rolling and annealing could significantly improve the magnetic properties, i.e., decreasing the core loss by up to ~22% and increasing the relative peak permeability by up to 68% at 1.5 T and 60 Hz, as compared to that without temper rolling. The improvement of magnetic properties was correlated to the changes in microstructure and texture induced during the temper rolling and final annealing processes.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
Introduction
When producing semi-processed non-oriented electrical steel sheets, temper rolling, also known as skin pass rolling, is a common step applied to cold rolled and annealed steel sheets to improve the surface quality of the product. This process is usually performed at room temperature, with thickness reductions up to ~10% [1] and extensions up to about 20% [2]. The temper rolled sheets have to be annealed again, known as quality development annealing (QDA) [2], to obtain optimal final magnetic properties, usually after the lamination process has been completed. It has been shown that the slight cold reduction on the steel sheets introduces a critical strain [2] in the annealed material, which enables the development of a coarse-grained microstructure with specific textures after final annealing, thus leading to improved magnetic properties.
The annealing before temper rolling may produce a completely or partially recrystallized microstructure, which results in different stored energy distributions in the temper rolled material, leading to different final annealing textures. The study of Takashima et al. [3] has shown that intermediate annealing (before temper rolling) that produces a microstructure consisting of both recrystallized <111>//ND (normal direction) and deformed <110>//RD (rolling direction) grains plays a critical role to forming a strong {001} <210> texture after final annealing. The effects of the temper mill extension and the roll roughness on the magnetic properties have been studied by Cheong et al. [2]. It was shown that high temper mill extension and smooth work rolls lead to a sharp texture and large magnetic anisotropy between the rolling and transverse directions.
The amount of thickness reduction during temper rolling may also play a role in determining the final microstructure and texture of the material, which has been investigated by Barros et al. [1] and Mehdi et al. [4]. It was shown [1] that 1–4% temper rolling reduction produces a very inhomogeneous microstructure with both fine and coarse grains. The crystallographic textures in the fine and coarse grains are significantly different. A 6% reduction during temper rolling would result in the optimal magnetic properties [1]. Mehdi et al. [4] intentionally increased the temper rolling reduction to up to 20% and studied the effect of temper rolling reduction on the <100>//ND texture originally dominating the microstructure. It was shown that temper rolling weakened the cube texture and promotes the {112} <110> texture (like in cold rolling), while the <111>//ND and <110>//RD textures were essentially not changed. After final annealing, the cube texture was weakened, while the rotated cube texture was strengthened if the temper rolling reduction was controlled below 10%.
The above-mentioned studies, however, did not investigate the effect of the final annealing condition on the magnetic properties of temper rolled electrical steel in detail, which also has considerable effects on the final microstructure and texture of the steel. This paper examines the effect of annealing condition on the microstructure, texture as well as magnetic properties of temper-rolled non-oriented electrical steel sheets. The purpose is to optimize the processing parameters to produce semi-processed electrical steel sheets that will lead to excellent final magnetic properties.
Material and Experimental Procedure
The material investigated in this study was a low silicon non-oriented electrical steel containing about 0.50% Si and 0.30% Al (weight percentage). The carbon content was controlled below ~0.003%. The steel was melted, hot rolled, and cold rolled in a commercial production line to a thickness of 0.5 mm. The coil was then batch annealed and temper rolled to 0.47 mm (with ~6% thickness reduction). Epstein frame strips (280 × 30 mm) were cut from the coil before temper rolling (after batch annealing) and after temper rolling along both rolling and transverse directions (RD and TD). The strips were then annealed at various temperatures (500–900 °C) for a fixed time, or at a fixed temperature (800 °C) for various times (0.5–24 h). Two types of annealing experiments were performed: (i) batch annealing in a production line in which the coil is gradually heated to the designated temperature and held for a specific time (hydrogen as the protective gas); (ii) laboratory annealing in which small samples were inserted into a pre-heated furnace at the designated temperature and held for a specific time (argon as the protective gas).
Each set of Epstein frame samples consists of 8 strips along the RD and 8 strips along the TD. Magnetic properties were measured using a Magnetic Instrumentation SMT-700 Epstein frame system at 60 Hz. The core loss and relative peak permeability at a magnetic induction of 1.5 T, magnetic flux densities at 800 (B8) and 5000 A/m (B50), and saturation magnetic flux density (Bm) are reported. Selected samples were characterized by electron backscatter diffraction (EBSD) using an EDAX OIM system (V8.1) in a Nova NanoSEM (FEI) scanning electron microscope to evaluate the microstructure and microtexture. Since the materials were all annealed and had relatively large grain sizes, the EBSD characterization was conducted on the RD-TD plane (mid-thickness plane) to cover a large number of grains. The textures are represented by orientation distribution functions (ODFs) calculated from the EBSD orientation data. A harmonic series expansion method with a series rank of 22 and a Gaussian half width of 5° was used to perform the calculations. The results are plotted on the φ2 = 45° section of the orientation space (Bunge notation).
Results and Discussion
Figure 1 illustrates the magnetic properties of the steel sheets after batch annealing, temper rolling and final annealing at various temperatures for a fixed time of 2 h. It is seen (Fig. 1a) that temper rolling (even with only 6% reduction) significantly increases the core loss from about 7.0 to 9.6 W/kg (~40% increase), and decreases the relative peak permeability from ~1600 to ~800 (~50% drop). The deterioration of the magnetic properties is due to the changes in the stress state, microstructure, and domain structure of the material induced by the plastic deformation during temper rolling. The plastic deformation changes the interplanar spacing of the lattice through the generation of dislocations, which creates strain fields and alters the volume of magnetic domains and domain configurations. The dislocations serve as pinning sites to impede domain wall motion. The deformation also produces internal stresses and increases the number of 180° domain wall movements. All these deteriorate the magnetic properties, i.e., increasing the core loss and decreasing the magnetic permeability [5]. It should be noted that the classical eddy current loss is unrelated to the stress, while the hysteresis loss component is largely influenced by the stress [6].

Variation of the magnetic properties with respect to the annealing temperature for a fixed time of 2 h: a core loss and relative peak permeability, b magnetic flux densities at B8 and B50 and saturation flux density Bm
From Fig. 1b, it is seen that temper rolling also significantly decreases the low-field magnetic flux density at 800 A/m (B8), but only slightly changes the high-field magnetic flux density B50 (at 5000 A/m) and saturation magnetization flux density Bm. Since B8 is associated with a small excitation field, the magnetization is mainly realized through the motions of the 180 and 90° domain walls, which are hindered by the dislocations within the material [6]. As a result, B8 behaves similarly to the relative peak permeability. The B8 measured after batch annealing is about 1.45 T, which is largely decreased to about 1.15 T after temper rolling. This decrease is mainly due to the internal strains and dislocations induced in the material by temper rolling, which makes the material magnetically harder [5]. To a lesser extent, the decrease of the B8 may be due to the change of the crystal orientation, which also makes the material harder to magnetize. The B50 and Bm, on the other hand, are only slightly decreased because of the temper rolling. This is because only when the material has a phase transformation or a change of the state of atomic ordering does the plastic deformation affect the saturation induction [5].
Annealing the temper rolled steel sheets at increasing temperatures from 500 to 800 °C gradually decreases the core loss from 9.59 to 5.45 W/kg (a 43% reduction). In the meantime, the relative peak permeability increases from 800 to 2683 (more than 3 times). Further increase of the annealing temperature to 900 °C slightly increases the core loss to 5.98 W/kg (a 10% increase), while the relative peak permeability slightly decreases to 2458 (an 8.4% decrease). The change of the low-field magnetic induction B8 is similar to that of the relative peak permeability, i.e., it gradually increases with the annealing temperature until about 700 °C at which a maximum B8 is achieved, which is due to the gradual release of the internal stress as well as the elimination of the pinning dislocations in the material. After that, the B8 only slightly fluctuates with the annealing temperature. The B50 and Bm, on the other hand, maintain stable values when the annealing temperature is increased. It is thus seen that the core loss, permeability, and B8 are very sensitive to the annealing temperature, while the magnetic inductions B50 and Bm only vary slightly with the annealing temperature. Compared to the values after batch annealing (before temper rolling), a drop of ~22% in core loss and an increase of ~68% in relative peak permeability can be achieved by temper rolling and final annealing.
The magnetic properties of the temper rolled steel after annealing at a fixed temperature of 800 °C for different times are shown in Fig. 2. The core loss is significantly reduced and the permeability largely increased after annealing for 0.5 h. Increasing the annealing time to 2 h further decreases the core loss to the lowest value of 5.45 W/kg (with very high permeability), while increasing the annealing time to 4 h results in the highest permeability of 2740 (with a very low core loss). Further increasing the annealing time gradually increases the core loss and slightly decreases the permeability. The B8 shows a large increase after annealing for 0.5 h, but essentially does not change when the annealing time is further increased. Similar to the variation with respect to the annealing temperature, extending annealing time only slightly affects the B50 or Bm.

Variation of the magnetic properties with respect to the annealing time at a fixed temperature of 800 °C: a core loss and relative peak permeability, b magnetic flux densities at B8 and B50 and saturation flux density Bm
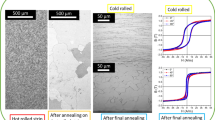
Figure 3 illustrates the microstructures and grain orientations of the samples after temper rolling and annealing at 800 °C for different times. Temper rolling essentially does not induce apparent morphology change of the recrystallized grains as the microstructure is still composed of equiaxed grains (Fig. 3a). It is also noted that the grains after temper rolling show very large differences in size (which was caused by the batch annealing before temper rolling), i.e., the grain sizes vary from ~3 to ~250 μm, with an average of ~59 μm. Annealing the temper rolled steel at 800 °C for 2 h in laboratory (small samples) significantly increases the average grain size to ~165 μm (Fig. 3b), which also largely reduces the number of small grains as compared to the temper rolled steel (Fig. 3a). It is thus seen that the small temper rolling reduction has a significant effect on the grain growth of the steel during final annealing. The colors of the grains are changed from mostly red ({001}) and blue ({111}) to a variety of different colors. Batch annealing (large steel coil) for 24 h at the same temperature only slightly increases the average grain size to ~195 μm. However, if the steel is first batch annealed for 24 h and then laboratory annealed again for 2 h, the average grain size is significantly increased to 270 μm.

EBSD inverse pole figure maps showing the microstructures and orientations after temper rolling and annealing: a after temper rolling, b after laboratory annealing at 800 °C for 2 h, c after batch annealing at 800 °C for 24 h, d after batch annealing at 800 °C for 24 h plus laboratory annealing at 800 °C for 2 h
Although the small plastic deformation during temper rolling does not cause significant morphological changes, it does change the stored energy distribution in the microstructure since the Taylor factors (and the resistances to plastic deformation) of grains with different orientations are different. The result is that the deformation is not uniform among grains. Figure 4 shows the grain orientation spread (GOS) of the samples after temper rolling and after annealing. GOS is the mean value of the misorientations between all the pixels of a grain and the mean orientation of this grain, which is very sensitive to the deformation state of the material [7]. From Fig. 4a it is seen that the small temper rolling reduction results in apparently different GOS among grains, indicating different deformation (and stored energy) in these grains. After annealing (Fig. 4b–d), the GOS is considerably reduced; extending the annealing time gradually decreases the GOS.

Grain orientation spread (GOS) maps showing the variation in deformation of grains with different orientations: a after temper rolling, b after laboratory annealing at 800 °C for 2 h, c after batch annealing at 800 °C for 24 h, d after batch annealing at 800 °C for 24 h plus laboratory annealing at 800 °C for 2 h
The crystallographic textures of the temper rolled and annealed samples are shown in Fig. 5. Temper rolling leads to a relatively strong texture that is composed of a <111>//ND fiber and a rotated cube. However, the common α-fiber (<110>//RD) after plane-strain compression in bcc metals is not seen. Annealing for 2 and 24 h both produce rather random textures, but there are some differences: after 2 h, there is a Goss ({011 <100>) and a {001} <130> component, while after 24 h, the Goss texture is weak and a <001>//ND fiber appears. In both cases, there is no γ-fiber. Batch annealing plus laboratory annealing not only significantly increases the grain size, but also largely strengthens the texture (maximum intensity increases to 6.72). The strongest component is now the {111} <110> on the γ-fiber (<111>//ND), although there is also a rotated cube and an α-fiber.

Textures of the steel after temper rolling and annealing: a after temper rolling, b after laboratory annealing at 800 °C for 2 h, c after batch annealing at 800 °C for 24 h, d after batch annealing at 800 °C for 24 h plus laboratory annealing at 800 °C for 2 h, e texture key showing the common fibers and components of bcc metals on the φ2 = 45° ODF section (Bunge notation)
It has been reported in numerous studies [8,9,10,11,12] that the magnetic properties of non-oriented electrical steels are largely dependent on the grain size and texture of the final annealed material. It is generally accepted that the core losses (hysteresis, eddy current, and excess) are significantly affected by the grain size [8, 9, 11], while the magnetic flux density and magnetic permeability are closely correlated to the crystallographic texture [10, 11]. However, the effects of the grain size on the three types of losses are different: the hysteresis loss decreases with the increase of the grain size, while the eddy current and excess losses increase with the grain size [9, 11]. As a result, there is an optimum grain size for the best magnetic properties. Matsumura and Fukuda [8] reported an optimum grain diameter of 150 μm for high-grade electrical steel sheets. It was also shown that when the grain size is smaller than about 100 μm, the dominant core loss is the hysteresis loss [8, 11], which is mainly controlled by the grain size. It has been shown in this study that the average grain size of the temper rolled steel annealed at 800 °C for 2 h is ~165 μm, and this sample shows the lowest core loss among all the samples. The texture of this sample, on the other hand, is quite random, thus the magnetic flux density did not show much difference from other samples. The relative peak permeability does show a local maximum, which may be attributed to the Goss texture (with easy <100> axes in the rolling direction) and the near cube texture (with easy <100> axes close to the RD and TD). The sample after batch annealing at 800 °C for 24 h has a grain size of about 200 μm, which is considerably larger than the optimal grain size, thus the core loss is larger than that of the sample after annealing for 2 h. The relatively strong <100>//ND texture of this sample results in a slightly higher B50 and Bm than the sample after annealing for 2 h.
To evaluate the effect of texture on magnetic properties, magnetocrystalline anisotropy energy (MAE) can be calculated from the crystallographic texture. MAE is a measure of the energy required to magnetize in the directions away from an easy axis (<100> for Fe-Si) [11], which is proportional to the anisotropy parameter, i.e.
where α1, α2, and α3 are the direction cosines of the crystal axes [100], [010], and [001] with respect to the magnetization direction, respectively, and K1 is the first-order magnetocrystalline anisotropy constant. From the ODF data, the anisotropy parameter \({A=\alpha }_{1}^{2}{\alpha }_{2}^{2}+{\alpha }_{2}^{2}{\alpha }_{3}^{2}+{\alpha }_{3}^{2}{\alpha }_{1}^{2}\) can be calculated [11], which is used to evaluate the magnetic quality of the texture. A texture that maximizes the density of the <100> directions in the magnetization direction would minimize the anisotropy parameter and optimize the magnetic properties of the steel. The <001>//ND texture minimizes the anisotropy parameter in two directions in the sheet plane, since when one of the two <100> directions is along the magnetization direction, the direction cosines of the other two <100> directions are zero, which leads to a zero anisotropy parameter [13].
Figure 6 illustrates the calculated anisotropy parameters for the 4 samples characterized in Figs. 3 and 5 in this study. The average anisotropy parameter values calculated from the RD and TD directions are compared to the measured magnetic properties (which are also measured in both the RD and TD). From Fig. 6a it is seen that the core loss essentially follows the same trend as the anisotropy parameter, i.e., a higher anisotropy parameter leads to a higher core loss, while the magnetic permeability and the B8 inversely follow the anisotropy parameter. A smaller anisotropy parameter means a “closer” direction of the “average” easy axis of the steel to the magnetization direction [13, 14], thus it is easier to magnetize. As a result, the core loss (mainly the hysteresis loss) is smaller and the magnetic permeability is higher. Figure 6b shows comparison of the anisotropy parameter to the magnetic flux densities B50 and Bm. It is seen that these two densities do not show apparent correlations to the anisotropy parameter. This is somewhat different from the findings of Lee et al. [11], where it was shown that the B50 linearly decreases with the anisotropy parameter. One possible reason is that the number of data points in this study (thus the range of variations of the anisotropy parameter and B50 values) is much smaller than that of Lee et al. [11], which does not show a clear statistic correlation.

Comparison of the anisotropy parameter to magnetic properties: a anisotropy parameter vs. core loss, permeability, and B8, b anisotropy parameter vs. B50 and Bm. The anisotropy parameters are the average of RD and TD
Summary and Conclusions
In this study, a low silicon non-oriented electrical steel was temper rolled and annealed at different temperatures for a fixed time and at a fixed temperature for different times. The magnetic properties were measured by Epstein frame method in both RD and TD, and the microstructure and microtexture were characterized by EBSD. The findings can be summarized as follows.
Even a small temper rolling reduction of 6% results in significant deterioration of the magnetic properties. However, the plastic deformation leads to uneven distribution of stored energy in the microstructure, which provided driving force for the grain growth during the subsequent annealing. As a result, a large grain size can be obtained in the final annealed steel sheet.
Annealing at 800 °C for 2 h after temper rolling gives rise to an average grain diameter of ~165 μm and the lowest anisotropy parameter (a quite random texture), which lead to the lowest core loss, the largest relative peak permeability, and the largest B8 magnetic induction. Compared to the steel after cold rolling and batch annealing (without temper rolling), the core loss is reduced by 22% and the relative peak permeability is increased by ~68%.
The core loss generally follows the same trend as the anisotropy parameter, i.e., the smaller the anisotropy parameter, the lower the core loss, while the magnetic permeability and the magnetic flux density B8 follow an inverse relation with the anisotropy parameter. The B50 and saturation flux density do not seem to correlate closely to the anisotropy parameter.
References
Barros J, Targhetta A, León O, Ros T, Schneider J, Houbaert Y (2007) Effect of temper rolling on the texture formation and magnetic properties of non-oriented semi-processed electrical steel. J MagnMagn Mater 316 (2): e865–e867
Cheong SW, Hilinski EJ, Rollett AD (2003) Effect of temper rolling on texture formation in a low loss cold-rolled magnetic lamination steel. Metall Mater Trans A 34(6):1311–1319
Takashima M, Komatsubara M, Morito N (1997) {001}<210> Texture development by two-stage cold rolling method in non-oriented electrical steel. ISIJ Int 37(2):1263–1268
Mehdi M, He Y, Hilinski EJ, Edrisy A (2017) Effect of skin pass rolling reduction rate on the texture evolution of a non-oriented electrical steel after inclined cold rolling. J Magn Magn Mater 429:148–160
Bozorth RM (1951) Ferromagnetism. D. Van Nostrand Company Inc., Toronto
Daem A (2021) Manufacturing effects on electromagnetic properties of ferromagnetic cores in electrical machines. PhD thesis, Ghent University, Belgium
Ayad A, Allain-Bonasso N, Rouag N, Wagner F (2011) Grain orientation spread values in if steels after plastic deformation and recrystallization. Mater Sci Forum 702–703:269–272
Matsumura K, Fukuda B (1984) Recent development of non-oriented electrical steel sheets. IEEE Trans Magn 20(5):1533–1538
Bertotti G, Di Schino G, Ferro Milone A, Fiorillo F(1985) On the Effect of grain size on magnetic losses of 3% non-oriented SiFe. J De Physique, Colloque C6, Suppllement No. 9, Tome 46:385–388
Kang HG, Lee KM, Huh MY, Kim JS, Park JT, Engler O (2011) Quantification of magnetic flux density in non-oriented electrical steel sheets by analysis of texture components. J Magn Magn Mater 323:2248–2253
Lee KM, Park SY, Huh MY, Kim JS, Engler O (2014) Effect of texture and grain size on magnetic flux density and core loss in non-oriented electrical steel containing 3.15% Si. J Magn Magn Mater 354:324–332
Leuning N, Steentjes S, Hameyer K (2019) Effect of grain size and magnetic texture on iron-loss components in NO electrical steel at different frequencies. J Magn Magn Mater 469:373–382
He Y, Mehdi M, Liu H, Hilinski EJ, Edrisy A (2021) Angular magnetic Barkhausen noise of incline- and cross-rolled non-oriented electrical steel sheets. Mater Char 177:111200
He Y, Mehdi M, Hilinski EJ, Edrisy A (2018) Through-process characterization of local anisotropy of Non-oriented electrical steel using magnetic Barkhausen noise. J Magn Magn Mater 453:149–162
Acknowledgements
Funding for this research is provided by the Program of Energy Research and Development (PERD), Natural Resources Canada, and Stelco Inc. Mehdi Mehdi is gratefully acknowledged for magnetic property measurements and sample preparation. Michael Attard is thanked for laboratory annealing of the steels. The authors are indebted to Renata Zavadil and Jian Li for EBSD measurements.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 His Majesty the King in Right of Canada, as represented by the Minister of Natural Resources
About this paper

Cite this paper
He, Y., Zhou, T., Lee, H., Cathcart, C., Badgley, P. (2023). The Role of Temper Rolling and Annealing on the Magnetic Property Improvement of a Low Si Non-oriented Electrical Steel. In: TMS 2023 152nd Annual Meeting & Exhibition Supplemental Proceedings. TMS 2023. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-031-22524-6_82
Download citation
DOI: https://doi.org/10.1007/978-3-031-22524-6_82
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-22523-9
Online ISBN: 978-3-031-22524-6
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)