
Abstract
In this work, the effect of annealing prior to cold rolling on the final microstructure, grain size and magnetic properties of ultra-low carbon Si–Sb steel sheets was studied. Annealing was applied to hot-rolled steel strips at 880 °C for times of 30 min, 60 min, 90 min, 120 min, 150 min, and 180 min. Results show that, annealing of hot-rolled strips promote a selective grain growth, which leads to microstructures with a significant larger grain size. Modification of the hot-rolled material was followed by cold rolling to achieve a thickness of 0.25 mm and final annealing treatment at 850 °C for 60 min. Finally, magnetic properties of cold rolled and annealed samples were evaluated at 0°, 45° and 90° with respect to the rolling direction.
Graphical abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
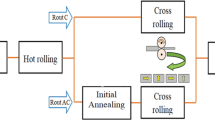
In recent years, energy consumption has increased considerably, contributing to climate change [1]. To reduce energy consumption in the industrial sector, it has been decided to have more efficient electrical machines where non-grain oriented electrical steels play an important role [2]. It has been reported that, increasing grain size allows reducing energy losses [1]. Reducing steel thickness [1] and developing the < 100 >//ND fiber texture, also help to minimize the in-plane energy losses of these steels [2]. Modifications to the conventional processing route have been made to improve the magnetic behavior of these materials, some of them are: heat treatments before hot rolling [3, 4], cold rolling in different directions [5, 6], two-step rolling [7], heat treatments in humid or oxidizing atmospheres after cold rolling [8, 9]. In a previous work, the effect of an alternative processing route on the final microstructure and magnetic properties of a low carbon Si-Sb steel was studied [10]. Since carbon affects the magnetic properties of these steels [11], reducing its amount, could help to improve the magnetic performance. The present work, reports the effects of annealing prior to cold rolling on the final microstructure and magnetic properties of an ultra-low carbon Si–Sb steel. The evolution of microstructure, grain size and magnetic properties (coercive field, maximum magnetization, relative magnetic permeability and core loss) is discussed.
Materials and methods
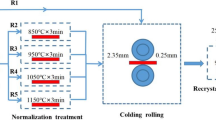
Steel ingots (16 cm × 10 cm × 4 cm) obtained by fusion and casting, were processed by homogenizing and hot rolling (1200 °C) to obtain steel strips of about 2.5 mm. Steel samples were pickled with a 20% HCl/water solution and subjected to thermal treatments conducted at 850 °C for 12 h [10] and 950 °C for 12 h (prelaminar experiments). The critical transformation temperature for the experimental steel, at which the austenite transformation starts on continuous heating, was determined by dilatometry, being Ac1 = 910 °C. Based on preliminary results and value of Ac1, additional experiments for optimal processing were conducted at 880 °C for 30, 60, 90, 120, 150, and 180 min. After 180 min, steel samples were cold rolled to a thickness of 0.25 mm and subjected to a final annealing at 850 °C for 60 min. The composition of steel, as determined by ASTM-E1019 and E415, was: C: 0.006%, Si: 0.607%, Al: 0.071%, Mn: 0.819%, Cu: 0.173%, Sb: 0.038%. (Fe balance, all in weight percent). The microstructure was analyzed by optical microscopy (OM) and scanning electron microscopy (SEM), using OLYMPUS-GX51 and JEOL-6610 microscopes, respectively. Grain size was determined according to specifications of ASTM E-112. Magnetic properties were evaluated in cold rolled and finally annealed samples at 5 kA/m and 50 Hz based on ASTM A-343. The magnetic field was applied at 0°, 45° and 90° with respect to the rolling direction.
Results
Figure 1a–f shows the evolution of the microstructure after annealing treatment at 850 °C; it is observed that, after 2 h of treatment, some grains grow randomly throughout thickness. A similar behavior is observed in samples with annealing at 950 °C, but in this case, the effect of temperature is less significant, Fig. 1g–k.

Microstructural evolution of hot-rolled steel strips after annealing at: 850 °C (a–f) and 950 °C (g–l), obtained by OM
Figure 2 shows the microstructural changes produced by annealing at 880 °C. Figure 2a shows schematically the analyzed area for microstructural analysis. The initial microstructure is characterized by equiaxed grains throughout thickness, Fig. 2b. As can be seen in Fig. 2c–h, annealing at 880 °C, promotes a selective growth, where some grains grow randomly throughout thickness, leading to large equiaxial-grained microstructures after 180 min. Images obtained by scanning electron microscopy show the presence of carbides at ferrite grain boundaries (white regions), Fig. 2i–n.

Scheme for microstructural analysis, shaded area (a), microstructure of hot rolled strips (b), and microstructures obtained by OM (c–h) and SEM (i–n) after annealing treatment at 880 °C
Figure 3 shows the microstructure obtained after cold rolling and final annealing, and the evolution of grain size during processing of steel. The microstructure after cold rolling is characterized by the presence of deformed grains and shear bands (Fig. 3b–d). Final annealing at 850 °C for 60 min, produces microstructures consisted of equiaxed grains (Fig. 3e–g). SEM images (Fig. 3d, g) show the presence of remaining carbides at ferrite grain boundaries. Grain size increases as a function of time during annealing at 880 °C, changing from about 19 µm (0 min) to about 386 µm after 180 min, however, after final annealing, a grain size of about 20 µm is obtained, Fig. 3h.

Scheme for the microstructural analysis, shaded area (a). Microstructure after cold rolling (b–d) and final annealing (e–g) by optical microscopy (b–c) and (e–f) and SEM (d, g). Grain size evolution during the processing route (h)
Figure 4 shows the magnetic properties obtained after cold rolling and final annealing. The hysteresis cycles shown in Fig. 4a correspond to cold rolled samples. It can be seen that, they are very similar for the three directions investigated, although the one of 45° exhibits a small difference for the maximum magnetization at 5 kA/m. Final annealing produces, in general, narrower hysteresis loops with respect those obtained in the cold rolling condition, Fig. 4b. Hysteresis loops of annealed samples are similar to each other for the three directions, but the one corresponding to 45°, also shows a slight difference when it is magnetized. Magnetic properties determined from the hysteresis loops are also presented in this figure: Hc (coercively, Fig. 4c), Bmax (maximum magnetic induction, Fig. 4d), µr (relative permeability, Fig. 4e) and W (core loss, Fig. 4f). Hc, µr and W of annealed samples show a significant improvement compared to those of cold rolled samples, but Bmax is very similar in both cases. In general, similar properties are obtained in annealed samples for the different directions, with the exception of µr, which shows different values depending on the direction of the magnetic field applied.

Hysteresis loops obtained after cold rolling (a) and after final annealing (b) measured at 0°, 45° and 90° with respect to the rolling direction. Magnetic properties determined at 50 Hz: Hc (c), Bmax (d), µr (e), and W (f), black and red lines correspond to cold rolled and final annealed conditions, respectively
Discussion
As shown in Fig. 1a–f, annealing treatment (at 850 °C), applied to hot rolled strips, promotes a selective grain growth leading to large equiaxial-grained microstructures. It has been reported that, using the same thermal treatment, but in a low carbon Si+Al+Sb electrical steel strip, produces columnar-grained microstructures. These results suggest that carbon content and treatment temperature within the intercritical range play an important role in the formation of columnar grains [10]. It has been reported that columnar grain growth is favored at temperatures where austenite and ferrite coexist (intercritical range) [12], however, as mentioned before, the Ac1 temperature determined for the experimental steel was 910 °C, which indicates that annealing, in the present work, was conducted at temperatures within the ferrite phase field, which can explain the difference between the results obtained in the present work, and the ones reported previously [12].
A similar behavior was observed during annealing at 950 °C (Fig. 1g–l), but in this case, the effect of temperature on grain growth was less significant. Some authors found that an increase in the annealing temperature, favors the steel oxidation rate, hindering both carbon removal during steel decarburization and grain growth [13], as it was observed in the present work. As observed in Fig. 1g–i, increasing the annealing time promotes a slight increase in grain size, however, larger times result in a decrease in grain size; the effect is more significant for an annealing time of 10 h (Fig. 1j–l). As mentioned before, annealing at 950 °C is conducted at temperatures withing the two-phase field, where ferrite and austenite coexist. Annealing of steel at temperatures above the critical transformation temperature Ac1, leads to the formation of austenite [7, 13]. Results of the present investigation suggest that there is competitive process between ferrite grain growth and austenite nucleation. Ferrite grain growth is more significant for annealing times equal or shorter than 6 h, which leads to larger grains. However, nucleation of austenite becomes more significant for longer times leading to a smaller grain size as shown after 10 h of annealing (Fig. 1k). An additional increase in grain size is observed after 12 h of annealing, and this is probably related to the austenite grain growth (Fig. 1l). Based on the changes produced in the hot-rolled material by annealing at 850 °C and 950 °C, it was decided to carry the thermal treatment for further experiments at 880 °C for 3 h. This to reduce oxidation and promote grain growth. As shown in Fig. 2, annealing at this temperature also promotes a selective grain growth in a random manner throughout steel thickness, but compared to the other two temperatures, grain growth is faster. Some authors found a similar grain growth and concluded that this grain growth is driven by the well-known strain induced grain boundary migration mechanism [4, 14, 15], which is favored by the low internal strain produced as a result of the high-temperature hot rolling process. The microstructure after cold rolling and after final annealing (Fig. 3) strongly affects the resulting magnetic properties. For cold-rolled samples, which present mainly deformed grains and shear bands, wide hysteresis loops are obtained. Annealed samples exhibit narrower hysteresis loops, showing and improvement in Hc, µr and W (Fig. 4). This behavior is directly related to the amount of dislocations [16], being higher for cold-rolled samples. In general, the steel presented an isotropic behavior for the magnetic properties Hc, Bmax and W, with the exception of µr after final annealing. In the magnetic properties for rotating electric machines, they are required to be isotropic [2]. The lowest value of core loss obtained in this work was 6.7 W/kg for a grain size of 20 µm. Core loss of 4.3 W/kg has been reported for a low carbon Si–Al–Sb steel with a grain size of 52.4 µm [10], although in the present work, annealing time used was considerably shorter (3 h vs 12 h). Other authors reported a core loss of 4.3 W/kg for an ultra-low-carbon steel with a grain size of 46.2 µm [8]. These results suggest that magnetic properties of the experimental steel can be enhanced by increasing grain size during final annealing.
Conclusions
The low internal strain in the hot-rolled material promotes the occurrence of an abnormal grain growth, which is strongly affected by the annealing temperature. The rate of grain growth increases with the increase in temperature from 850 to 880 °C, but decreases when temperature is increased to 950 °C, which is mainly attributed to the occurrence of the austenite phase transformation. Annealing at 880 °C leads to large equiaxial-grained microstructures after 3 h. Reducing the steel thickness to about 0.25 mm produces a high number of nucleation sites, resulting in a very small grain size after final annealing, opening the possibility to improve magnetic properties by a further grain growth. The experimental Si–Sb steel presented isotropic magnetic properties after cold rolling and after final annealing except for relative magnetic permeability.
Data availability
The dataset generated and analyzed during the current study are available from the corresponding author on reasonable request.
References
M. Heller, A. Stöcker, R. Kawalla, N. Leuning, K. Hameyer, X. Wei, G. Hirt, L. Böhm, W. Volk, S. Korte-Kerzel, Materials. 15, 32 (2023)
Y. Du, R. Omalley, M.F. Buchely, Appl. Sci.. Sci. 13, 6097 (2023)
Y. Wang, G. Zu, D. Zhang, Y. Han, W. Zhu, H. Sun, B. Wang, X. Ran, Met. Mater. Int. 28, 2849–2862 (2022)
A. Ling-Zi, W. Yin-ping, W. Guo-Dong, L. Hai-Tao, J. Magn. Magn. Mater. 546, 168907 (2022)
Y. He, E.J. Hilinski, Metals. 12, 17 (2022)
J. Cong, F. Guo, J. Qiao, S. Qiu, H. Wang, Metals. 12, 64 (2022)
A. Ling-Zi, W. Yin-Ping, W. Guo-Dong, L. Hai-Tao, J. Magn. Magn. Mater. 567, 170358 (2023)
Q. He, C. Zhu, Y. Liu, W. Yan, X. Wan, G. Li, J. Mater. Res. Technol. 23, 4454–4465 (2023)
Y. Xu, G. Zu, J. Liang, Y. Wang, Y. Han, W. Zhu, Y. Zhao, X. Ran, J. Mater. Sci. 58, 1783–1797 (2023)
F. Hernández-Navarro, E. Gutiérrez-Castañeda, V.E. Salazar-Muñoz, A. Bedolla-Jacuinde, R. Deaquino-Lara, A. Salinas-Rodríguez, P. Zambrano-Robledo, J. Magn. Magn. Mater. 569, 170431 (2023)
N. Calvillo, M. de Jesús-Soria, A. Salinas, E.J. Gutiérrez, I.A. Reyes, F.R. Carrillo, Metals. 7, 229 (2017)
E.J. Gutiérrez-Castañeda, C.N. Palafox-Cantú, A.A. Torres-Castillo, S. Salinas-Rodríguez, R. Deaquino-Lara, F. Botello-Rionda, F. Márquez-Torres, S. García-Guillermo, Mater. Sci. Eng. B 243, 8–18 (2019)
E. Gutiérrez-Castañeda, A. Salinas-Rodríguez, R. Deaquino-Lara, F. Márquez-Torres, Oxid. Met. 83, 237–252 (2015)
Y. Sidor, F. Kovac, T. Kvackaj, Acta Mater. 55, 1711–1722 (2007)
M. Domenjoud, L. Daniel, Mech. Mater. 176, 104510 (2023)
H. Ortiz-Rangel, A. Salinas-Rodríguez, O. García-Rincón, Metals. 10, 957 (2020)
Acknowledgments
F. Hernández-Navarro would like to thank CONAHCYT for the financial support through the postdoctoral fellowship. E. Gutiérrez-Castañeda would like to thank CONAHCYT for the Cátedra assigned at the Institute of Metallurgy of the Autonomous University of San Luis Potosi (IM-UASLP). The facilities at the IM-UASLP and the technical assistance from Lorena Hernández, Izanami López Acosta and Francisco Botello Rionda are duly recognized.
Funding
The financial support from CONAHCYT through the Project No. SEP-CONAHCYT A1-S-35877 is duly recognized.
Author information
Authors and Affiliations
Contributions
FH, EG: Conceptualization, FH: Methodology, EG: Writing—original draft preparation, FH: Writing—review and editing, EG: Funding acquisition, AB: Resources, RD, AS: Formal analysis, AT: Validation, SR, IR: Supervision All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Hernández-Navarro, F., Gutiérrez-Castañeda, E., Torres-Castillo, A. et al. Effect of annealing treatment prior to cold rolling on the final microstructure and magnetic properties of an ultra-low carbon non-oriented Si–Sb electrical steel. MRS Advances 8, 1123–1128 (2023). https://doi.org/10.1557/s43580-023-00700-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1557/s43580-023-00700-4