
Abstract
Surface layers of forging dies are subject to thermal, mechanical and tribological influences during forging. These loads occur combined and result in a variety of tool damages, which shorten tool life. The predominant cause for tool failure is wear. While abrasive wear and crack formation directly cause tool failure, adhesive wear can be equally disruptive as it results in a geometrical deviation of the tool and the formed work piece. However, adhesive wear can also be beneficial in acting as a regenerating, protective layer to the surface of forging dies. This paper deals with the influence of process parameters and billet material on the formation of adhesive wear on forging dies. As adhesive wear is facilitated at elevated temperatures, high thermally loaded dies with a mandrel geometry are investigated in forging tests. During forging, thermal, mechanical and tribological loads on the tools are varied by changing cooling parameters, steel billet material and lubrication strategies. The study presents adhesion-promoting process parameters and tool areas of increased adhesive wear. The results show, that the formation of adhesive wear occurs predominantly at high tool temperatures and in areas with increased material flow, while lubrication and the billet material show little to no impact.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
During hot forming of steel, forging dies are exposed to high process related cyclic thermal, mechanical, tribological and chemical loads. Thermal loads are caused by frequent alternations between rapid heating of the tool surface area during forming and the application of cooling lubricants. Mechanical loads are induced by the forces on the tool surface during forging. Tribological stresses are a result of the relative movement between the tool and the deforming work piece [1]. All of these loads individually and combined can cause permanent damage to the tool surface area and ultimately lead to tool failure. However, the main reason for tool failure is wear [2]. Wear is defined as the progressive loss of material from the surface of a solid body. It occurs as detached particles and geometrical deviations in tribologically stressed surface areas [3]. The four wear mechanisms are adhesion, abrasion, tribo-chemical reaction and surface deformation. Adhesion occurs at direct contact between two friction bodies due to atomic interactions [4]. During forging, temperatures in the contact zone between tool and billet are in the range of 600−900 ℃, which reduces the wear resistance of the tool surface layer by thermal softening and strongly promotes adhesive processes. During plastic deformation of the billet, the surface layers are in contact with each other and cohesion causes a chemical bond between the two solids. Due to relative movement, the chemical bond leads to the shearing of micro-welded areas, with the softer material adhering to the harder. According to [1], cold welding can be reduced through the selection of suitable tool materials and cooling lubricants. Furthermore, the tool materials for forging dies should feature a high thermal resistance, carbide content and optimal working hardness.
To increase tool life and to reduce unwanted effects, e.g. cyclic thermal shock, forging dies are kept at optimal thermal levels by balancing the effects of indirect heating through contact with the warm billets and cooling through the application of the cooling lubricant. The amount of cooling lubricant has major influence on the die temperature and the tribological conditions on the surface area. In addition, the billet material can further influence the tribological conditions as well as mechanical loads during the forming process. This paper shows the investigation of the influence of these parameters on the promotion of adhesive wear on the surface of hot working tools. Tools are selected and equipped with thermocouples to measure their base temperature (i.e., minimum temperature per cycle) during forging. The amount of coolant and lubricant, as well as the billet material are varied, while billet temperature, tool material and forging cycle times are constant. After forging, the tools are examined optically and metallographically. Thus, the influence of the thermal, tribological and mechanical stresses on the structural changes in the tool surface layer during die forging is investigated.
2 Materials and Methods
2.1 Tools
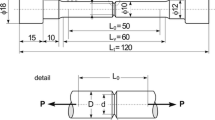
Forging tests are carried out on a rotationally symmetrical tool (see Fig. 1) with a mandrel surface area being subject to high thermal loads during. These loads occur especially at the convex radius due to the large contact area of the forged part. The tools made of AISI H11 hot working tool steel are heat treated to 48+2 HRC. The tools can display essential structural changes and associated wear, which mainly occurs on the convex tool radius [5]. High surface pressures and thermal loads occur in this area due to the relatively long time of contact and deep penetration of the tool into the work piece. Selected tools with inserted thermocouples are used to characterize the cyclic thermal loads. The temperatures are recorded continuously over the entire forging process during the heating and cooling phases. Therefore, encapsulated Type K thermocouples with a diameter of ø1.5 mm are inserted in machined tool cavity holes with a diameter of ø1.6 mm at a distance of 3 mm to the tool surface, with the thermocouple wiring led out from the tools laterally. Thermal paste is applied for increased heat transfer and decrease reaction time of the thermocouples.

Thermally loaded tool with channels for three mantled thermocouples.
The temperature development of the tools in the forging process is analysed and the tool cooling behaviour characterized. Cooling parameters for different tool base temperatures are determined.
2.2 Load Variation
Hot working tools are usually cooled and lubricated in a combined process. A suspension of water and lubricant (e.g. Graphite) is applied to the tool surface. The water evaporates and thereby dissipates heat from the tool surface area while the lubricant remains. To carry out forging tests with different cooling gradients while maintaining constant amounts of lubricant, cooling and lubrication are separated. The cooling is carried out by an air-water mixture, which is applied to the tool surfaces using a spraying system (co. Gerlieva). Spraying parameters such as pressure and duration can be specifically controlled during the spray cooling. The spray parameters are varied in such a way that four different tool temperature profiles (100, 200, 300 and 400 ℃) are realized. Therefore, tools equipped with thermocouples are used to determine optimal spraying parameters for each base temperature. Coolant spray duration is set to 1000 ms for 100 ℃ tool base temperature, 430 ms for 200 ℃ and 250 ms for 300 ℃. No water is applied to reach temperature values close to 400 ℃. All tools are preheated to a base temperature of 200 ℃ using heating cartridges.
The same spray nozzle (co. Gerlieva, type 300–55365) and constant spray pressures are used throughout all tests, while the spray duration is varied. Forging cycle times are constant and adjusted to 8.4 s, which is the minimum possible time at maximum spray cooling. Before and after water spraying, air is sprayed on the dies to remove scale and excess water.
In addition, electrostatic powder application technology is used for lubricant application. Powdered boron nitride (co. Henze BNP, type HeBoFill LL-SP 120) is applied as a lubricant. Lubrication is carried out with a powder coating system (co. ITW/GEMA Surface Technology). Studies have shown that this type of lubricant application can significantly reduce tool wear [6]. The feed movement is functionally separated and carried out in two stages, with stage I for cooling and stage II for lubricating the tools. The lubricant application is regulated by the voltage potential, the spray duration and the spray pressure in order to generate a homogeneous lubricating film on the tool surface.
To determine the influence of tribological stress, friction conditions during forging are changed. For this purpose, another test series is carried out without lubricatant, which should lead to a significant increase in friction while increasing the tool heat input. For tool cooling, the strategy for 200 ℃ base tool temperature is selected.
To determine the influence of superimposed mechanical stress on the structural changes, different billet materials are investigated. The material properties significantly affect the mechanical stress on the tool, resulting in a decisive influence on the wear behaviour. For this study, the steel AISI 4140 is selected which has lower flow stresses and thus lower resistance to deformation during hot forming than steel AISI 1045, which lowers the mechanical stress on the tools. The flow curve of AISI 1045 was measured in a forming simulator (co. DSi, type Gleeble 3800 GTC) through uni-axial cylinder compression tests, which are carried out at constant deformation rates of 10 s−1 at process-relevant temperatures of 1200 ℃. The flow curve of AISI 4140 was taken from [7] at equal conditions. An overview of the flow curves is shown in Fig. 2. As displayed, the flow resistance of AISI 1045 steel is higher and a more pronounced softening of AISI 4140 at higher strain rates is noticeable.

Flow curves of steel AISI 4140 [7] and AISI 1045 at 1200 ℃.
2.3 Forging
To attain repeatable results, serial forging tests are carried out on a fully automated eccentric press (co. Eumuco, type Maxima SP 30d), featuring a maximum nominal force of 3150 kN. Sawn blanks made of steel AISI 1045 and AISI 4140 are used as billets. Before forging, the billets are heated to a temperature of 1200 ℃ in a continuous induction furnace. The billet temperature is constant throughout all test series and the heated billets are transported automatically into the press by a robot. After each forging cycle, the formed billets are ejected and the scale remaining on the tools is removed with compressed air during pre-blowing. The tools are cooled and then lubricated before the initiation of the next forging cycle. To ensure the test’s comparability, the time for each forging cycle is adjusted to 8.4 s and the dies are each loaded with 50 forging cycles.
2.4 Wear Evaluation
The tool surface area is examined optically and high resolution photos are taken from different angles. 3D surface measurements are carried out with a Wide-Area 3D Measurement System (co. KEYENCE, type VR-3200) to determine geometric deviations on the tool contours. To highlight changes, the surface of the forging dies are recorded three-dimensionally before and after forging. All tool mandrels are then separated mechanically by a wet cut-off grinder to characterize the cross-section of the surface layer metallographically. Samples are embedded, polished, etched with 10% alcoholic nitric acid (10% HNO3) and the sample microstructures analysed with a light microscope (co. Reichert-Jung, type Polyvar Met).
3 Results
3.1 Thermal Parameters
Figure 3 shows the temperature measurements of the thermocouples for the four base temperatures, each starting at 200 ℃. To reach temperatures close to 100 and 300 ℃ it takes about 20 forging cylces. A temperature of 400 ℃ cannot be achieved even without coolant application, as much of the thermal energy dissipates during each forging cycle. Therefore, the highest measureable base temperature at a depth of 3 mm beneath the tool surface area with a forging cycle time of 8.4 s was 350 ℃, while peak temperatures of about 380 ℃ are measured. It can be assumed that the actual surface temperature was much higher, due to the thermocouples surface distance. Despite the complete lack of coolant, air was sprayed between all forging cycles for a duration of 0.1 s, which also cools down the dies.

Base temperature for each parameters set.
3.2 Optical Evaluation
After forging, the tools are cleaned from lubricant residues and optically evaluated. Due to high thermal loads, the mandrel of each tool was inspected (see Fig. 4). While the tool with a base temperature of 100 ℃ showed only little adhesive wear, it became increasingly noticeable at higher temperatures. Thus, the mandrels used at 300 and 400 ℃ show the most adhesive wear. The tool with no lubrication, as well as the one with AISI 4140 as billet material are both forged at 200 ℃ base temperature. When evaluated optically, both showed similar wear behaviour to the tool that was used to forge AISI 1045 billets at 200 ℃ base tool temperature. Turning grooves from manufacturing are still visible with all tools after 50 forging cycles.

Wear at the mandrels after forging depending on the tool base temperature.
3.3 3D Surface Measurement
Figure 5 shows the comparison of the tool scans taken before and after forging. Elevated areas are shown as red, unchanged areas green and lowered areas as blue. While even 50 forging cycles can lead to abrasive wear, the deep blue edge areas can be explained by inaccurate overlap between both scans. However, the scans show a correlation between adhesive wear and increased temperatures at the thermomechanically highly stressed mandrel. Due to the highest thermal load at the mandrel radius, most adhesion is localized in nearby surface areas. All tools show some amount of adhesion in the cross areas of the mandrel. In this area there is a slow material flow that supports the formation of adhesive wear.

3D-Scans of the surface layer changes of the tool thrones after forging.
Meanwhile, the mandrel face is subject to almost no material flow. Here, adhesion occurs at high tool temperatures. A total lack of lubricant seems to have only little impact on adhesion while the change of billet material from the firm AISI 1045 to the softer AISI 4140 does show a slight increase.
3.4 Metallographic Examination
The tools are separated and cross sections of the mandrel areas taken to examine the thickness of the adhesion. The selected cross sections show an increased amount of attached material at higher tool temperatures. The maximum values for visible adhesive thickness are at about 50 µm for the 300 ℃ tool and 80 µm for the 400 ℃ tool (see Fig. 6). The adhesion appears to be brittle in all cases and not firmly bonded with the tool material.

Cross sections of the tool mandrel surface layers after forging.
4 Summary
To understand the formation of adhesive wear on the surface of forging dies, an examination of the adhesion-promoting parameters is essential. For this purpose, a variety of cooling strategies were created. Forging tools were submitted to different thermal, mechanical and tribological stresses for 50 forging cycles each. It was shown, that high tool temperatures promote the formation of adhesive wear even in areas with little material flow, as long as the mechanical pressure is sufficient. This was shown on the mandrel face of a rotationally symmetrical tool. Lubrication strategies have shown a small impact on the formation on adhesive wear. Meanwhile, the billet material can have a larger influence on the formation of adhesive wear. This can be due to both the difference in flow stress, as well as the material specific adhesive properties.
References
Emamverdiana, A.A., Sun, Y., Wanga, Y.: Current failure mechanisms and treatment methods of hot forging tools (dies)—a review. Eng. Failure Anal. 129, (2021). https://doi.org/10.1016/j.engfailanal.2021.105678
Lange, K., Cser, L., Geiger, M.: Tool life and tool quality in bulk metal forming. CIRP Ann. Manuf. Technol. 41, 667–675 (1992)
Fleischer, G., Gröger, H., Thum, H.: Verschleiß und Zuverlässigkeit. Vieweg, Braunschweig (1992)
Chung, S., Swift, H.: Cup-drawing from a flat blank: part I experimental investigations, part II analytical investigations. In: Proceedings of the Institution of Mechanical Engineers, pp. 165. (1951)
Behrens, B.-A., Puppa, J., Lorenz, U.: Development of an intelligent hot-working steel to increase the tool wear resistance. In: The 11th Tooling 2019 Conference and Exhibition (2019)
Puppa, J., Behrens, B.-A.: Optimization of cooling and lubrication for nitrided and ceramic-coated hot forging dies. Appl. Mechan. Mater. 794 (2015)
Behrens, B.-A., Volk, W., Büdenbender, C.: Numerical investigation of thermal and mechanical deviations in a hot forging process of 16mncr5 and 42crmo4 steel. In: 28th International Conference on Metallurgy and Materials (2019)
Acknowledgement
The presented investigations are carried out within the project ID 349885770 “Influence of cooling of forging dies on the process-related microstructural changes in the surface zone and their effect on wear behaviour” of the German Research Foundation (DFG). We are thankful for the assistance provided.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Lorenz, U., Brunotte, K., Peddinghaus, J., Behrens, BA. (2023). Investigation on Adhesion-Promoting Process Parameters in Steel Bulk Metal Forming. In: Liewald, M., Verl, A., Bauernhansl, T., Möhring, HC. (eds) Production at the Leading Edge of Technology. WGP 2022. Lecture Notes in Production Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-18318-8_10
Download citation
DOI: https://doi.org/10.1007/978-3-031-18318-8_10
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-18317-1
Online ISBN: 978-3-031-18318-8
eBook Packages: EngineeringEngineering (R0)