
Abstract.
The future of materials engineering will be focused upon environmental sustainability. Improvements in material processing and properties have the potential to reduce greenhouse gas emissions. With the ongoing development of next generation vehicles, lightweighting of components must be promoted, property enhancement becomes critical, and sustainability challenges will need to be addressed. At the Center for Near-net-shape processing of materials, future focused research is being carried out. The current article summarizes our recent progress towards improving the properties of cast magnesium and aluminum alloys in the fields of grain refinement, thermal conductivity enhancement, melt cleanliness, and processing using modern techniques. Examples of our present research as well as the outlook of the materials science field will be presented.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords:
1 Introduction
With the ongoing crisis of global warming, increasing GHG emissions, and climate change, scientists from across the world have been directing their efforts toward lightweighting and high-strength alloys. The common goal is to replace higher density materials such as iron (Fe) and steel with lightweight alloys. However, despite the necessity to develop towards a sustainable future, carbon emissions are constantly increasing.
To achieve lightweighting, high specific-strength alloys such as aluminum (Al) or magnesium (Mg) are well-known candidates. For example, Mg alloys can be 70% lighter than steel and 30% lighter than Al [1]. However, despite the benefits of using Mg or Al alloys for lightweighting, they are not as predominant as Fe-based alloys, which is largely due to their low mechanical properties. Consequently, to promote the use of lightweight and high-strength alloys in the aerospace, transportation, and consumer electronics industries, their strength and ductility must be improved.
For many years, researchers have been exploring alternative methods for improving the properties of light alloys. Grain refinement has been identified as a potential method to achieve this goal [2]. It can be achieved through various methods, such as nucleation from particle substrates or grain growth restriction by alloying. Decreasing grain size can simultaneously improve the strength and ductility of alloys. Moreover, grain refinement helps reduce casting defects. Thus, grain refinement is an effective method for enhancing the properties of light alloys and promoting their increased use in industry.
The thermal properties of cast alloys must be improved as well. This is especially important for conventional internal combustion (IC) engines and electric vehicles (EV). For IC engines, the components that operate at higher temperatures, such as engine blocks, must maintain an even heat distribution and dissipate heat efficiently. If the heat is not sufficiently dissipated, thermo-mechanical stresses result from an uneven heat distribution, thereby leading to reduced engine efficiency and decreased component life. Heat dissipation is important for electric vehicles as well. Heat is generated from electric motors and batteries that must be dissipated through their housing components. Insufficient thermal management can reduce the performance of the battery and as a result the range and product life of EVs [3]. Therefore, maintaining an even heat distribution is crucial for efficient, safe, and reliable operation of EVs and IC-based automobiles.
Important modern technologies such as ultrasonic processing are also essential for encouraging the use of lightweight alloys. Recently, ultrasonic irradiation is one technology that has been used successfully in the refinement of lightweight alloys [4,5,6]. Potent grain-refining capability, ease of operation, and cost-effective equipment support its potential for industrial application. As well, since the molten viscosity of Mg is comparable to that of water, it can be processed with low-wave attenuation [7, 8]. Although the research in this field is growing, the process is largely undeveloped and requires further study.
In this review, various methods for improving the mechanical and thermal properties of lightweight alloys will be discussed. The authors wish to encourage a clearer understanding of fundamentals and innovative approaches to improving light alloys. The need for this article originates from the immense potential of lightweight metals in shaping our future. Materials scientists are constantly contributing to this global effort. However, the pursuit for developing innovative materials that can address the challenges of sustainability, environment and energy is still ongoing.
2 Grain Refinement
Grain refinement is an important method for enhancing the mechanical properties of cast alloys. Grain refinement can be achieved through various techniques. This article focuses on enabling grain refinement through heterogeneous nucleation from particle substrates. Grain refinement through heterogeneous nucleation involves the addition of nucleants to act as substrates for the formation of grains. During past several years, many compounds have been evaluated for their grain-refining efficiency in Mg alloys. In this section, some of the more recent research in this field will be presented.
When considering grain refinement through particle addition, selection of a suitable particle chemistry is extremely critical. Grain-refining particles must have a higher melting point than the liquid metal and be stable at elevated temperatures [9]. Grain refiner particle density should also be near that of the liquid metal [10, 11]. If particle density is higher than that of the melt, there is risk of rapid settling of refiner particles. Finally, to minimize the energy needed for effective nucleation, the particles and the host metal should have high crystallographic registry.
Nitride-based particle addition has shown great promise as nucleating particles for Mg alloys [12, 13]. In particular, AlN stands out as an excellent candidate for Mg nucleation. This is in part due to its similar density (3.03 g/cm3), high-temperature stability, and similar crystal structure to Mg (HCP) [14]. A recent study performed by Wang et al. [14] examined the effects of AlN nanoparticle addition to a Mg-3Sn-1Ca alloy. The experiments involved addition levels ranging from 0.1 to 1 wt.%. Significant grain refinement was observed by the researchers, as demonstrated by the 76% reduction in grain size through the addition of 1 wt.% AlN. This was attributed to heterogeneous nucleation from AlN particle substrates. However, the highest tensile properties were achieved through the addition of 0.5 wt.% AlN. This resulted in improvements in tensile strength, yield strength, and elongation of 38%, 34%, and 19%, respectively. The mechanisms contributing to the improved strength were Orowan strengthening, grain boundary strengthening, and refinement of CaMgSn-based secondary phases. The authors also noted that the tensile properties did not increase beyond 0.5 wt.% AlN addition, due to particle agglomeration.
Apart from direct addition of particles, grain refinement can be achieved through in situ formation of desired substrates either in the melt or through master alloy addition. This is often utilized for boride addition, such as TiB2 [15,16,17,18]. A recent study performed by Sahoo et al. [17] investigated the use of in situ formed TiB2 particles on the microstructure and mechanical properties of ZE41 Mg alloy. In the study, they reported a reduction in grain size from 95 μm in the base alloy to 32 μm in the alloy with 15 wt.% TiB2. However, it was reported that the mechanical properties at 15 wt.% TiB2 were compromised due to grain refiner particle agglomeration. The highest mechanical properties were attained at the 10 wt.% TiB2 addition level, which resulted in an improvement in YS, UTS and %Elongation of 138%, 113% and 5.3%, respectively. As a result, TiB2 was effective in improving the grain size and mechanical properties of ZE41.
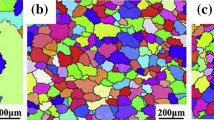
Judicious selection and addition of oxide particles can also lead to effective grain refinement. For example, a recent study performed by the authors examined the effects of 1 μm sized Al2O3 particles on the microstructure and mechanical properties of AZ91E Mg alloy [19]. The authors examined addition levels between 0.25 and 2 wt.%. Through the addition of 1 wt.% Al2O3, the grain size and yield strength improved by 61% and 11%, respectively (Fig. 1). The maximum levels of improvement for ultimate tensile strength and ductility, achieved through 0.5 wt.% Al2O3 addition, were 15% and 79%, respectively. In addition, refinement of the alloy secondary phases was also observed. These findings were attributed to a combination of grain refinement and coefficient of thermal expansion mismatch between the matrix and the reinforcement particles.

Optical micrographs, captured post-heat treatment and etching, displaying the typical grain structure of (a) AZ91E base alloy and (b) AZ91E + 1 wt.% Al2O3. (Reprinted by permission from: Springer Nature, Emadi et al., copyright (2022) [19]).
3 Factors Affecting the Thermal Conductivity of Aluminum Alloys
Thermal conductivity is a material property that characterizes the ability to transfer heat internally, from a high- to low-temperature region. Conduction through a material occurs through lattice vibration waves and free electrons, wherein both act as thermal energy carriers. Atomic vibrations within a crystal lattice involve the transfer of phonons through a material with a temperature gradient from high to low temperature, where thermal energy is converted into kinetic energy by free electrons. Hence, an increase in kinetic energy of free electrons promotes more efficient heat transfer. In this section, an overview of studies on factors that affect the thermal conductivity of Al alloys is discussed.
3.1 Alloying and Microstructure
Aluminum alloys are less conductive compared to pure Al due to the presence of alloying elements or impurities that act as scattering sites for thermal energy carriers. The solubility limit of alloying elements is a factor that determines if they can be in solid solution or precipitate as a secondary phase. The size, morphology, and volume fraction of secondary phases, as well as the concentration of alloying elements in solid solution, contribute to a reduction in thermal conductivity. It is known that elements in solid solution independently increase the resistivity of an alloy with increasing solute concentration. For example, the electrical conductivity of Al-Si-Mg alloys is known to decrease linearly with increasing silicon (Si) or Mg concentrations [20]. The decreases in conductivity were measured as 12% IACS per wt.% Si and 10% IACS per wt.% Mg. This was also demonstrated in a separate study where a TiBor grain refiner was added to an Al-Cu alloy. While grain refinement increased the hardness of the alloy, it was found that the conductivity subsequently decreased (Fig. 2) [21]. This was to be expected as both elements were dissolved into the Al matrix.

Electrical conductivity of HT200 alloys (Al-Cu) with and without TiBor grain refiner. (Reprinted by permission from: Springer Nature, Andilab et al., copyright (2022) [21]).
Secondary-phase morphology also affects the thermal conductivity of an alloy. The effect of Si morphology on electrical conductivity was previously studied by modifying the eutectic Si in B319 Al alloy through strontium (Sr) additions. It was found that the synergy between solidification rate and Sr addition was linked to their shared roles in eutectic silicon particle modification [22]. The results demonstrated that the electrical conductivity can improve from approximately 27% to 30% IACS with decreasing Si particle aspect ratio from approximately 2.4–1.5 or increasing sphericity from approximately 0.3–1.0. The finer, rounder, and less-elongated particles resulted in more efficient electron transport through the material compared to an unmodified Al-Si alloy [22]. The authors also noted that conductivity is diminished to a lesser extent by increasing the relative amounts of eutectic Si-phase in the alloy matrix rather than by increasing the level of Si in solid solution. Therefore, it has been concluded that there was clear indication of the dominant role of the Si modification level on the conductivity of 319 alloy.
The effect of grain refinement on conductivity has also been studied. For example, Vasquez Lopez et al. [23] demonstrated through casting by unidirectional solidification that as the solidification rate increased along the casting, dendritic refinement was achieved. As a result, the increased refinement of dendrites along the casting corresponded to an increase in thermal conductivity. Other studies have also shown that dendritic refinement results in increased conductivity of Al alloys [24, 25]. Conversely, it was found that while previous works determined that refinement by controlling cooling rate can result in increased conductivity, attention should be paid to the associated porosity formation during solidification as the presence of porosity can lead to reduced conductivity.
Casting porosity (shrinkage or gas) is known to have an influence on the mechanical properties of a material. Porosity has been reported to decrease thermal conductivity, since it effectively impedes heat transfer by acting as scattering sites for thermal energy carriers. This was demonstrated by Manzano Ramirez et al. [26], who introduced 0.43–10.35 vol.% of gas porosity through hydrogen dissolution in a 380 Al alloy by increasing the liquid melt temperature. As a result, the thermal conductivity decreased linearly with increasing pore volume fraction. Similar results were found in a separate study, where increases in percentage porosity (~1% to 8%) resulted in a decrease in thermal conductivity (~130 to 80 W/mK) [27]. The results were correlated to the cooling rate of the castings, where slower cooling resulted in increased porosity and consequently, a decrease in conductivity.
3.2 Heat Treatment
Heat treatment is an extremely important part of alloy processing. It can improve the as-cast properties of alloys for applications that require higher performance. Following casting, post-processing usually begins with solution heat treatment. During the heat treatment process, a wide variety of material properties can be achieved by controlling the process parameters [28]. In addition to increased Cu dissolution during solution treatment, many other microstructural changes can occur during the high-temperature treatment of Al alloys. For example, acicular eutectic Si particles in hypoeutectic Al-Si alloy systems have been found to fragment, spheroidize and coarsen during solution heat treatment [29]. Further, the spheroidization process is known to occur more readily in alloys containing fibrous Al-Si-eutectic structures, attained by prior chemical modification and/or increased solidification rates. Such modification of the microstructure, through heat treatment and Sr additions can lead to improvements in conductivity. This was demonstrated by Vandersluis et al. [30], where the electrical conductivity of A319 Al alloy was found to increase with increasing solution heat treatment time. The eutectic Si spheroidization processes promoted subsequent conductivity increases by up to 10%, relative to the as-cast conditions (26.7–30.4% IACS).
Age hardening is a well-known method for improving mechanical properties, and it is also known to improve the conductivity of Al alloys. It was found that artificial aging promoted significant changes in electrical conductivity [31]. Castings both with and without Sr were performed in molds preheated to either 500 or 200 °C. The samples were subsequently solution heat treated for 24 h and age hardened at 250 °C. It was found that the 0Sr-500C, 0Sr-200C, 150Sr-500C, and 150Sr-200C cast samples featured conductivities of approximately 33, 38, 35, and 38% IACS, respectively [31]. With increasing artificial aging time, electrical conductivity was consistently improved. This treatment promoted the highest conductivity achieved in this research, which corresponded to 25–30% improvements relative to their as-quenched levels. While these maximum values in conductivity can be achieved, it must be considered that for most practical purposes, an optimal aging time should be chosen for obtaining relatively high levels of strength and conductivity.
4 Melt Cleanliness
As the efforts toward decreased GHGs and light weighting of components gains momentum, increased use of Mg alloys is becoming important. However, the high molten reactivity of Mg at elevated temperatures is a barrier to its application in industry. Therefore, particular attention must be paid to Mg melt cleanliness. According to Lun Sin et al. [32], a primary factor in ensuring melt cleanliness is control of inclusions. Inclusions in Mg alloys can be categorized by two groups, nonmetallic inclusions such as oxides, chlorides, and nitrides as well as intermetallic inclusions such as Fe-bearing phases [33]. Inclusions can be formed in several ways, the most common of which are reactions with oxygen in air, turbulence effects during the casting process and interactions with flux agents or protective atmospheres.
During melting and casting, molten Mg can react with oxygen in the air to form magnesium oxide (MgO) [33, 34]. Oxide inclusions present themselves in different morphologies, such as particles or films. Magnesium can also react with the available nitrogen in air to form nitrides such as Mg3N2. As well, molten Mg can react with moisture in the air or on casting equipment to form MgO and hydrogen. The presence of these oxides and nitrides are unwanted as they are deleterious to the mechanical properties of Mg alloys. Further, such an occurrence is dangerous since it could cause a fire or explosion.
During the casting process, unwanted inclusions can form and become entrained in the final product. For example, improper mold design can lead to turbulence during filling [35]. Similarly, stirring using high RPM can break the surface of the molten metal and trap oxides in the melt. In addition, since Mg is extremely reactive, during pouring, an oxide film quickly surrounds the liquid metal. Care must be taken to pour in a steady manner in order to prevent the oxide film from breaking [36, 37]. Therefore, proper pouring technique, good mold design, and effective dross removal are important for producing high-quality cast Mg components.
Fluxes and protective atmospheres are used to prevent melt oxidation during casting, but, they can lead to unwanted inclusions as well [1, 38, 39]. During fluxing, if too much material is used, it can remain on the melt surface and become trapped in the final product [40]. Some examples of flux related inclusions are CaCl2, MgCl2, or FeB from boride-containing fluxes. Due to these concerns, more attention is paid to protective atmospheres for preventing oxidation. Some protective gases, including sulfur hexafluoride (SF6) and sulfur dioxide (SO2), modify the oxide film on the liquid metal surface, which suppresses Mg vaporization and removes reactive gases [41,42,43].
Alternatively, the use of steel mesh or ceramic foam filters can be effective in removing oxides already present in the melt and for controlling the melt velocity [44,45,46]. Another method that has demonstrated success in removing inclusions from the liquid metal is sparging with inert gas such as argon [47]. Essentially, inclusions are floated to the top of the melt by the gas bubbles and are skimmed away prior to pouring. Important parameters for this technique are processing time, flowrate of gas, bubble size, and melt temperature [47].
5 Processing
Recently, the treatment of liquid metal with high-intensity ultrasonic waves has gained considerable attention by researchers. One of the most crucial aspects of ultrasonic processing is cavitation, which refers to the formation of bubbles in the liquid metal that can become filled with dissolved gasses [48]. During the treatment process, these cavitation bubbles undergo expansion and compression stages. Ultimately, the bubbles will collapse, producing pressure pulses, changes in temperature, and increased fluid velocity. Researchers have reported that cavitation can facilitate the wetting of inclusions for enhanced nucleation, inclusion removal, melt degassing and secondary phase refinement [49, 50].
As well as cavitation, streaming is also a principal factor in ultrasonic processing. Ultrasonic processing can generate hydrodynamic flows in the liquid melt [49, 51, 52]. The flow can be characterized in two forms, first are acoustic streams that stem from the vibratory motion of the ultrasonic horn/sonotrode. The second type are forced convection flows arising in the bulk fluid and in the vicinity of the crucible walls. The streaming process is effective in distributing grain refiner and reinforcement particles in the liquid melt.
A study performed by the authors examined the effects of varying ultrasonic processing time on the microstructure and mechanical properties of an AZ91E Mg alloy [53]. The authors applied the treatment for 60–240 s at a constant frequency of 20 ± 1 kHz and an amplitude of 30 μm. The treatment led to significant grain refinement, with 180 s of treatment time, and the grain size decreased from 202 to 50 μm. The authors observed that the secondary phases of the alloy were also refined. Additionally, the mechanical properties of the refined alloys were also enhanced. The tensile strength, yield strength, and %Elongation increased from 138 MPa, 95 MPa, and 1.35% in the base alloy to 161 MPa, 111 MPa, and 2.2% respectively. The authors attributed the improvements to grain refinement, decreased eutectic phase volume fraction, and improved intermetallic distribution (Fig. 3). Therefore, ultrasonic treatment time was concluded to have a significant impact on the microstructure and mechanical properties of cast Mg alloys [53].

Backscattered electron micrographs of (a) as-cast alloy and (b) alloy sonicated for 240 s. (Reprinted by permission from: Springer Nature, Emadi and Ravindran, copyright (2021) [53]).
A similar study, but performed on an Al-Cu alloy, was performed by Li et al. [54]. The researchers used a 200 W sonication system with a frequency of 20 kHz. The treatment time was 15 min, but the amplitude of vibration was not disclosed. Li et al. evaluated the grain size of the resultant castings at three separate locations, the center, ½ radius, and the edge. They reported grain size reduction of 34%, 45%, and 42%, respectively. The researchers also reported a 9% increase in tensile strength relative to the base condition. The improvement strength was attributed to decreased shrinkage porosity and increased dissolution of Cu in the matrix leading to solid solution strengthening. Moreover, the authors also noted that increased Cu in solid solution led to reduction in the formation of coarse eutectic phases.
6 Alloying and Modification
As mentioned previously, materials such as Al or Mg are seen as potential candidates to replace steel components, as they have significantly lower density [55]. However, Al and Mg display reduced strength compared to steel. Therefore, they must be alloyed with other materials to increase their mechanical properties to a level appropriate for industrial application.
One method used to improve the strength of Al alloys is to modify the morphology of secondary phases that are detrimental to the mechanical properties of the material. In automotive-grade Al alloys (typically the Al-Si-X series), the silicon eutectic phases form as coarse flakes with sharp features. These phases can act as stress risers and crack initiation sites. Researchers have reported that reducing the size of these phases and altering their morphology to a more fibrous form can have a significant impact on the mechanical properties of cast alloys [56]. As demonstrated by Vandersluis et al. [56], adding elements such as Sr to molten Al alloys can provide the desired modification. Strontium content was found to significantly reduce the growth temperature of the Si-eutectic phases from 577 °C in the unmodified state to 551 °C with 30 ppm Sr. At a solidification rate of 5.89 °C/s and a Sr content of 40–50 ppm, the diameter of the Si-eutectic particles decreased from 10.0 to 3.6 μm. As the Sr content increased the morphology of the Si phases was transformed to a fine fibrous shape as seen in Fig. 4.

Optical micrographs of the eutectic Si morphology for casting conditions: (a) 2 ppm Sr 5.89 °C/s and (b) 154 ppm Sr 5.89 °C/s. (Reprinted by permission from: Springer Nature, Vandersluis et al., copyright, (2020) [56]).
Similar studies have been performed with the aim of achieving Si modification. Researchers have experimented with elements such as Ytterbium (Yb) and Europium (Eu). Nogita et al. [57] reported that Yb modification can result in a fine-plate-like structure which was more evenly distributed than the unmodified alloy. However, in the microstructure, the Si phase did not have the fibrous morphology one would observe if sodium or Sr were the modifying additive. The authors noted that Yb was not detected in the Si phases, which could explain why the desired eutectic modification was not achieved. Europium at an addition level of 2400 ppm showed a morphology more closely related to the ideal fibrous structure. It was suggested by Li et al. [58] that Eu may remove or deplete the Si-eutectic nucleation sites which acs as a hindrance to the growth of Si-eutectic phases.
Cooling rates are also an important factor that can impact the effectiveness of alloying elements on modifying Si-eutectic phases. It has been shown that at higher cooling rates, modifiers are more effective, since they are able to increase the angle of branching and twinning frequency [59]. This leads to an increase in the presence of Si-eutectic twins and reduces the size of the eutectic particles, leading to a more fibrous morphology and increased mechanical properties [59]. To produce Al-Si castings with increased mechanical properties, it is often recommended to determine the optimum cooling rate, in addition to using a modifier.
Alloying Al alloys with different elements has shown to be effective in modifying the Si-eutectic phase of the alloy. A potential method for improving mechanical properties is using low-density elements, such as lithium (Li), to modify the Si eutectic. As demonstrated by Chen et al. [60], the addition of 0.3 wt.% Li to an A356 alloy modified the Si-eutectic phase into small spherical phases that were more evenly distributed in the microstructure. The modification provided by the Li, combined with a reported reduction in Al alloy density when Li is added, would further improve the strength to weight ratio of the Al alloy thus, making it even more attractive as an alternative to heavy steel alloys in the automotive sector [61].
7 Future of Materials Innovation
The discovery and development of new materials is one of the driving forces of technological advancement. Materials innovation is currently at the forefront of solving societal challenges such as climate change. However, development of new materials still heavily relies on significant experimental work, involving trial and error, where repeated experiments are required to achieve statistical significance. Materials design is complex and involves multiple variables that are difficult to control. Hence, a large amount of data is needed to make informed decisions regarding material design and selection.
Materials and computer scientists across the globe have collaborated and launched a project in 2011, known as the Materials Genome Initiative [62]. This initiative involves the development and execution of proven computational techniques to predict, screen, and optimize materials at a high-scale rate. Through this process, material properties can be predicted and optimized by solving equations based on the fundamental laws of physics and quantum mechanics. An example of Computational Computer Science/Materials Genome can be seen in the work of Zhu et al. [63], where computational methods were used to optimize the alloy chemistry of a nickel-based super alloy, which are commonly used for turbine blades. However, optimizing the alloy chemistry is difficult due to the large number of alloying elements.
Due to the considerable number of possible combinations, a coarse iteration of the data was performed, where the variation in possible alloy compositions was large. This was done to identify the potential region where the optimal composition could be achieved. A second iteration, where the alloy composition was bound within the region determined from the first iteration was then performed. In the second iteration, the composition variation was reduced to determine the optimal composition. This enabled the authors to determine the optimal alloy composition with the lowest consumption of computing power, resulting in a faster simulation. The authors were able to search through 357,636 possible alloy compositions and analyze the combinations in terms of creep resistance, oxidation resistance, density, and cost [63]. As a result, potential alloy compositions can be selected from the computationally generated results and tested experimentally.
One of the challenges in the use of phenomenological approaches for calculating/predicting properties of multicomponent materials systems is high-throughput assessment of databases. An integral component of this method is the ability to produce high quantities of simulated material properties. This should be followed by experimentation that validates the results of the simulations. Additionally, open-access databases that combine various experimental results can aid in improving model predictions. Therefore, the next step is to leverage open-source development and interactive internet- or application-based technologies to enable user contributions throughout the scientific community.
8 Conclusion
It is clear that sustainability has become the central theme in materials science and engineering. Not only are researchers contemplating ways to improve the strength and in-service performance of materials, but they are also actively considering the aspect of environmental impact. Lightweighting is the focal point of these endeavors. The main challenge is developing lightweight materials that can outperform current alloys. In other words, scientists strive to reduce the environmental impact of materials and simultaneously ensure similar or improved performance. Increasing our knowledge of alloying, grain refinement and factors that affect thermal properties is crucial. Researchers must leverage modern manufacturing techniques and technologies that aid in improving material properties. As well, the development and execution of computational methods to predict and optimize materials at a rapid rate. To this end, efforts will continue to encourage tailor-made materials and processes with a sustainable future in mind.
References
Avedesian M, Baker H. Magnesium and magnesium alloys. Materials Park: ASM International; 1999.
StJohn D, Ma Q, Easton M, Cao P, Hildebrand Z. Grain refinement of magnesium alloys. Metall Mater Trans A. 2005;36:1669–79.
Perner A, Vetter J. Lithium-ion batteries for hybrid electric vehicles and battery electric vehicles. In: Advances in battery technologies for electric vehicles. Woodhead Publishing; 2015. p. 173–90.
Jian X, Geer T, Meek T, Han Q. Effect of power ultrasound on grain refinement of magnesium AM60B alloy. In: TMS Annual Meeting Magnesium Technology. San Antonio; 2006.
Gao Q, Wu S, Lü S, Xiong X, Du R, An P. Effects of ultrasonic vibration treatment on particles distribution of TiB2 particles reinforced aluminum composites. Mater Sci Eng A. 2017;680:437–43.
Atamanenko T, Eskin D, Zhang L, Katgerman L. Criteria of grain refinement induced by ultrasonic melt treatment of aluminum alloys containing Zr and Ti. Metall Mater Trans A. 2010;41:2056–66.
Brandes A, Brook B. Smithells metals reference book. Oxford: Butterworth-Heinmann; 1992.
Lide R. CRC handbook of chemistry and physics. Boca Raton: CRC Press; 2001.
Flemings M. Solidification processing. New York: McGraw-Hill; 1974.
Limmaneevichitr C, Eidhed W. Fading mechanism of grain refinement of aluminum silicon alloy with Al–Ti–B grain refiners. Mater Sci Eng A. 2003;349:197–206.
Schaffer P, Dahle K. Settling behaviour of different grain refiners in aluminium. Mater Sci Eng A. 2005;413:373–8.
Fu H, Zhang M, Qiu D, Kelly P, Taylor J. Grain refinement by AlN particles in Mg–Al based alloys. J Alloys Compd. 2009;478:809–12.
Cao G, Choi H, Oportus J, Konishi H, Li X. Study on tensile properties and microstructure of cast AZ91D/AlN nanocomposites. Mater Sci Eng A. 2008;494:127–31.
Wang S, Huang Y, Yang L, Zeng Y, Hu Y, Zhang X, Sun Q, Shi S, Meng G, Hort N. Microstructure and mechanical properties of Mg-3Sn-1Ca reinforced with AlN nano-particles. J Magnes Alloy. 2021. https://doi.org/10.1016/j.jma.2021.04.002.
Emadi P, Rinaldi M, Ravindran C. Grain refinement and fading behavior of MgB2-inoculated magnesium. Metallogr Microstruct Anal. 2021;10:367–76. https://doi.org/10.1007/s13632-021-00755-5.
Klösch G, McKay B, Schumacher P. Preliminary investigation on the grain refinement behavior of ZrB2 particles in Mg-Al alloys. Cham: Springer; 2016.
Sahoo S, Sahoo B, Panigrahi S. Effect of in-situ sub-micron sized TiB2 reinforcement on microstructure and mechanical properties in ZE41 magnesium matrix composites. Mater Sci Eng A. 2020;773:138883.
Elsayed A, Ravindran C. Effect of aluminum-titanium-boron based grain refiners on AZ91E magnesium alloy grain size and microstructure. Int J Met. 2011;5:29–41.
Emadi P, Andilab B, Ravindran C. Processing and properties of magnesium-based composites reinforced with low levels of Al2O3. Inter Metalcast. 2022;16:1680–92. https://doi.org/10.1007/s40962-021-00738-w.
Mulazimoglu M, Drew R, Gruzleski J. Electrical conductivity of aluminium-rich Al-Si-Mg alloys. J Mater Sci Lett. 1989;8:297–300.
Andilab B, Vandersluis E, Emadi P, Ravindran C, Byczynski G, Fernández-Gutiérrez R. Characterization of a cast Al-Cu alloy for automotive cylinder head applications. J Mater Eng Perform. 2022;31:1–10.
Vandersluis E, Emadi P, Andilab B, Ravindran C. The role of silicon morphology in the electrical conductivity and mechanical properties of as-cast B319 aluminum alloy. Metall Mater Trans A. 2020;51A:1874–86.
Vázquez-López C, Calderón A, Rodríguez ME, Velasco E, Cano S, Colás R, Valtierra S. Influence of dendrite arm spacing on the thermal conductivity of an aluminum-silicon casting alloy. J Mater Res. 2000;15:85–91.
Argo D, Gruzleski DR, Gruzleski J. A simple electrical conductivity technique for measurement of modification and dendrite arm spacing in Al-Si alloys. AFS Trans. 1987;95:455–64.
Narayan Prabhu K, Ravishankar B. Effect of modification melt treatment on casting/chill interfacial heat transfer and electrical conductivity of Al–13% Si alloy. Mater Sci Eng A. 2003;360:293–8.
Ramirez AM, Beltrán FE, Yáñez-Limón JM, Vorobiev YV, Gonzalez-Hernandez J, Hallen JM. Effects of porosity on the thermal properties of a 380-aluminum alloy. J Mater Res. 1999;14:3901–6.
Vandersluis E, Ravindran C. The role of porosity in reducing the thermal conductivity of B319 Al alloy with decreasing solidification rate. JOM. 2019;71:2072–7.
Sjölander E, Seifeddine S. The heat treatment of Al–Si–cu–mg casting alloys. J Mater Process Technol. 2010;210:1249–59.
Wang R, Lu W. Spheroidization of eutectic silicon in direct-electrolytic Al-Si alloy. Metall Mater Trans A. 2013;44:2799–809.
Vandersluis E, Ravindran C. Effects of solution heat treatment time on the as-quenched microstructure, hardness and electrical conductivity of B319 aluminum alloy. J Alloys Compd. 2020;838:155577.
Vandersluis E, Ravindran C, Bamberger M. Mechanisms affecting hardness and electrical conductivity in artificially-aged B319 aluminum alloy. J Alloys Compd. 2021;867:159121.
Sin SL, Elsayed A, Ravindran C. Inclusions in magnesium and its alloys: a review. Int Mater Rev. 2013;58:419–36.
Hu H, Luo A. Inclusions in molten magnesium and potential assessment techniques. JOM. 1996;48:47–51.
Bakke P, Karlsen DO. Inclusion assessment in magnesium and magnesium base alloys. In: Proc 1997 SAE Int Cong & Expo, Detroit; 1997.
Emley E. Principles of magnesium technology. Oxford: Pergamon Press; 1966.
Griffiths W, Lai N. Double oxide film defects in cast magnesium alloy. Metall Mater Trans A. 2007;38:190–6.
Mirak AR, Divandari M, Boutorabi SMA, Taylor JA. Effect of oxide film defects generated during mould filling on mechanical strength and reliability of magnesium alloy castings (AZ91). Int J Cast Met Res. 2012;25:188–94.
Cashion S, Ricketts N, Hayes P. The mechanism of protection of molten magnesium by cover gas mixtures containing sulphur hexafluoride. J Light Met. 2002;2:43–7.
Cashion S, Ricketts N, Hayes P. Characterisation of protective surface films formed on molten magnesium protected by air/SF6 atmospheres. J Light Met. 2002;2:37–42.
Friedrich HE, Mordike BL. Magnesium technology. Berlin/Heidelberg: Springer-Verlag; 2006.
Chen H, Liu J, Huang W. Oxidation behavior of molten magnesium in air/HFC-134a atmospheres. J Mater Sci. 2006;41:8017–24.
Ha W, Kim Y. Effects of cover gases on melt protection of Mg alloys. J Alloys Compd. 2006;28:208–13.
Xiong S, Liu X. Microstructure, composition, and depth analysis of surface films formed on molten AZ91D alloy under protection of SF6 mixtures. Metall Mater Trans A. 2007;38:428–34.
Bakke P, Engh TA, Bathen E, Oymo D, Nordmark A. Magnesium filtration with ceramic foam filters and subsequent quantitative microscopy of the filters. Mater Manuf Process. 1994;9:111–38.
Le C, Zhang ZQ, Cui JZ, Chang SW. Study on the filtering purification of AZ91 magnesium alloy. Mater Sci Forum. 2009;610-613:754–7.
Wang J, Zhou J, Tong W, Yang Y. Effect of purification treatment on properties of Mg-Gd-Y-Zr alloy. Trans Nonferrous Met Soc China. 2010;20:1235–9.
Yim CD, Wu G, You BS. Effect of gas bubbling on tensile elongation of gravity mold castings of magnesium alloy. Mater Trans. 2007;48:2778–81.
Eskin GI. Ultrasonic treatment of light alloy melts. Amsterdam: Gordon & Breach; 1998.
Li Y, Feng H, Cao F, Chen Y, Gong L. Effect of high density ultrasonic on the microstructure and refining property of Al–5Ti–0.25C grain refiner alloy. Mater Sci Eng A. 2008;487:518–23.
Liu X, Osawa Y, Takamori S, Mukai T. Microstructure and mechanical properties of AZ91 alloy produced with ultrasonic vibration. Mater Sci Eng A. 2008;487:120–3.
Gao D, Li Z, Han Q, Zhai Q. Effect of ultrasonic power on microstructure and mechanical properties of AZ91 alloy. Mater Sci Eng A. 2009;502:2–5.
Zhang S, Zhao Y, Cheng X, Chen G, Dai Q. High-energy ultrasonic field effects on the microstructure and mechanical behaviors of A356 alloy. J Alloys Compd. 2009;470:168–72.
Emadi P, Ravindran C. The influence of high temperature ultrasonic processing time on the microstructure and mechanical properties AZ91E magnesium alloy. J Mater Eng Perform. 2021;30:1188–99.
Li R, Dong F, Zhang Y, Chen P, Li X. Eutectic phase characterization and mechanical properties of Al-Cu alloy ingot solidified with ultrasonic treatment. Materials. 2022;15:1067.
Ahmed B, Wu SJ. Aluminum lithium alloys (Al-Li-Cu-X)-new generation material for aerospace applications. Appl Mech Mater. 2013;440:104–11.
Vandersluis E, Prabaharan N, Ravindran C. Solidification rate and the partial modification of 319 aluminum with strontium. Int J Met. 2020;14:37–46.
Nogita K, Yasuda H, Yoshiya M, McDonald S, Uesugi K, Suzuki Y, Takeuchi A. The role of trace element segregation in the eutectic modification of hypoeutectic Al-Si alloys. J Alloys Compd. 2010;489:415–20.
Li JH, Wang XD, Ludwig TH, Tsunekawa Y, Arnberg L, Jiang JZ, Schumacher P. Modification of eutectic Si in Al-Si alloys with Eu additions. Acta Mater. 2015;84:153.
Hegde S, Prabhu K. Modification of eutectic silicon in Al-Si alloys. J Mater Sci. 2008;43:3009–27.
Chen ZW, Ma CY, Chen P. Eutectic modification of A356 alloy with Li addition through DSC and Miedema model. Trans Nonferrous Met Soc China. 2012;22:42–6.
Zeka B, Markoli B, Mrvar P. Production and investigation of new cast aluminium alloy with lithium addition. Mater Geoenviron. 2020;67:13–9.
The materials genome initiative. https://www.mgi.gov/. Accessed 14 Feb 2022.
Zhu Z, Höglund L, Larsson H, Reed RC. Isolation of optimal compositions of single crystal superalloys by mapping of material’s genome. Acta Mater. 2015;90:330–43.
Acknowledgments
The authors would like to acknowledge the work and dedication of the scholars whose research was used in this review. We would like to thank the alumni and members of the Centre for Near-net-shape Processing of materials for their research and stimulating discussions. The authors would also like to acknowledge the financial support of the Natural Sciences and Engineering Research Council of Canada (NSERC), through Canada Graduate Scholarships to both Mr. Payam Emadi (CGSD3 – 535728 – 2019) and Mr. Bernoulli Andilab (CGSD3 - 559982 - 2021), and research grant RGPIN-06096.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Emadi, P., Andilab, B., Belcastro, A., Ravindran, C. (2023). Processing, Properties, and Applications of Lightweight Al and Mg Alloys. In: Proceedings of the 61st Conference of Metallurgists, COM 2022. COM 2022. Springer, Cham. https://doi.org/10.1007/978-3-031-17425-4_62
Download citation
DOI: https://doi.org/10.1007/978-3-031-17425-4_62
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-17424-7
Online ISBN: 978-3-031-17425-4
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)