
Abstract.
Non-metallic inclusions less than 50 μm remain harmful to liquid steel quality. These deleterious inclusions are difficult to be monitored and even more difficult to be removed during steel processing. LiMCA (Liquid Metal Cleanliness Analyzer) is one method to monitor such inclusions. Its development since its inception to date is now reviewed. This will include the successful contributions of the McGill Metals Processing Centre, Alcan, Bomem, and ABB in the development of LiMCA for the detection of inclusions in aluminum, magnesium, or copper melts, as well as the contribution of Heraeus Electro-Nite and Sumitomo Metals in the development of the (LiMCA) ESZpas for the detection and monitoring of inclusions in liquid steel.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords:
- Electric Sensing Zone–Particle Analyzer (ESZpas)
- Inclusions
- LiMCA
- Aqueous Particle Sensor (APS III) System
- Microbubbles
1 Technical Development of Liquid Metal Cleanliness Analyzer (LiMCA and ESZpas)
In establishing methods for measuring and/or detecting inclusions in liquid metals, the LiMCA technique is the only commercial method available for the in-situ, online detection of inclusions [1, 2]. The technique analyzes both the number concentration and size distributions of inclusions in molten metals. Developed at McGill University in the early 1980s, it saw rapid development in collaboration with ALCAN and BOMEM, ABB, and Heraeus Electro-Nite over the past three decades [2]. The initial research initiated by two inventors Dr. R. I. L. Guthrie, with his student, now Dr. D. Doutre, related to analyzing soluble salt particles in frozen aluminum samples by employing the Coulter Counter Technology, previously used for aqueous solutions [3]. Initial tests performed at McGill utilized room temperature liquid gallium and a mixture of flour as inclusions. Due to the higher conductive medium of all liquid metals, a larger DC current was required. More specifically, whereas a DC current of 20 mA was used for an aqueous solution, here 60 A would be required. As shown in Fig. 1, inclusions were able to be detected as voltage peaks or signals. As a result of using liquid metal, undesired signal interferences or “white noise” were subsequently corrected via the “Faraday Cage” effect. This permitted legible generation of micro-signals within the liquid metal, as made visible by a standard oscilloscope [1].

Schematic of the ESZ (electric sensing zone) principle of LiMCA [1].
Ten years after the initial development work started at McGill and continued with Alcan, the arrival of LiMCA II with its integrated, compact, and improved performance, developed for commercial uses by ALCAN and BOMEM, opened the door for the wide use of this technology by the metallurgical industry [4].
Following the commercial application of the LiMCA technique to aluminum, other liquid metals such as zinc, lead solders, gallium, copper, and magnesium were also tested, and appropriate sensors were developed. The development of an inclusion sensor for liquid steel represented the ultimate materials challenge. LiMCA II has now been successfully used in plants producing high-quality thin gauge or surface critical applications (aluminum can body, and can end stock, foils, or anodizing or lithographic sheet material) [4].
Following this successful evolution, LiMCA III was developed by ABB for use under harsh industrial production conditions to provide an accurate indicator of the metal cleanliness of aluminum alloys. The LiMCA III took advantage of a lighter measuring head for more versatile and flexible positioning within the molten metal, vs the LiMCA II analyzers. Its lower center of gravity also made it more stable and easier to maneuver. Furthermore, the LiMCA III came with a laser level sensor that enabled automatic raising and lowering of the measurement head to adapt to the varying levels of molten metal during a casting [5].
Since then, ABB has developed another successful in-line sensor, called LiMCA CM ©, shown in Fig. 2, for the continuous monitoring of inclusions to ensure the quality of aluminum in real-time, as measured by the total concentration and size distribution of inclusions. This new system was designed in keeping with the need for it to be an automated, in-situ instrument for continuous, maintenance-free operation [6].

Liquid metal cleanliness analyzer for continuous monitoring of melt quality (LiMCA CM ©) [6].
Identification and classification of inclusions are essential aspects of establishing clean steel practices. As such, methods of evaluation are essential in determining population distributions, sizes, compositions, and shapes of inclusions, for every process.
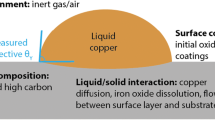
Some 30 years later since LiMCA’s invention for moderate temperature melts, researchers at McGill University’s MMPC, in collaboration with Heraeus Electro-Nite and Sumitomo Metals Industries, were instrumental in developing a one-shot probe for liquid steel. Nonetheless, the challenge remains in use, and proper design of a LiMCA probe, with a sampling probe suitable for operating continuously in liquid metal environments at temperatures of 1500 °C or more. Past designs for liquid steel included probes of pure silica but were met with varying degrees of success. This was due to their extensive softening and erosion during operation. Such a probe is shown in Fig. 3. As seen in Fig. 4, it was for this reason that the current industrial design for the LiMCA “ESZpas” probe is a “single-grab” design for steel melts [2] which proved to be successful.

Instrumentation and sensor of LiMCA for liquid steel [2].

Internal probe construction before and after a sampling sequence; “single-grab” design [2].
This version was achieved, exhibiting minimal erosion of the sampling orifice (with a maximum diameter of 500 μm) while liquid steel flowed through the ESZ. The exact degree of erosion depended upon the steel grade and was compensated for in the monitoring software [2].
Users’ feedback and analysis have demonstrated that the LiMCA ESZpas provide satisfactory results for medium to high carbon heats. However, the performance of the LiMCA ESZpas has not been as successful for ultra-low carbon (ULC) steel grades, owing to their lower superheat temperatures needed for casting. Nonetheless, LiMCA ESZpas continues to be a field of interest and continued research [2].
In fact, to address these latter factors, including orifice blockage issues at the orifices, owing to the accumulation of inclusions forming a “raft” at their entrances, McGill research also focused on modeling various orifice shapes of LiMCA probes for various metals applications [7,8,9]. In keeping with the prevailing principles that have dominated the LiMCA ESZpas design, it has been important to evaluate various geometric orifice designs, combined with resistant material construction, capable of withstanding the more abrasive and “chemically corrosive” nature of liquid steel melts. For this reason, a more tapered or “fluted” design is used in the “single-shot” steel probe, while a parabolic orifice design is used for the continuous use of Al-LiMCA sensors, as shown in Fig. 5a, b, respectively [7].

(a) Fluted ESZ for steel-LiMCA (b) Centered parabolic ESZ for Al-LiMCA [7].
2 Operating Principles for LiMCA Analyzers
LiMCA is primarily based on the ESZ principle, enunciated in the fundamental work of J.C. Maxwell. Thus, for measuring the size of non-conducting (or non-metallic) inclusions, the ESZ method is often illustrated and represented schematically in Fig. 6, shown below:

Working principle of the electric sensing zone principle [1].
The essential theoretical problem of the sensor is to record the resistive variation of the ESZ caused by the passage of inclusion through the orifice. It provides metrics on the volume concentration of inclusions within a melt and the size distribution of these inclusions within a melt. The LiMCA technique, by using a signal amplifier, can detect micro-ohmic changes in resistance during the flow of inclusions through the ESZ in the presence of large DC currents, to measure non-conducting inclusions.
When inclusions flow through the orifice, they displace their volume of the conducting fluid, causing a momentary rise in the electrical resistance of the orifice. This resistance variation, in the presence of an applied DC current, causes a μV pulse of duration approximately equal to the transit time of the particle as it passes through the orifice. The amplitude of the voltage change is, to a first approximation, proportional to the electric current and the volume/diameter of the particle.
Thus, by counting the number of pulses and measuring their respective amplitudes, the number, concentration, and size distribution of the inclusion population within a melt can be inferred. As mentioned, on-line, in-situ, LiMCA is currently used successfully in quality and process control operations by leading aluminum-producers such as Rio Tinto-Alcan, Alusuisse, Alcoa, Reynolds, and Pechiney. Some hundreds of units are now in commercial use.
According to the ESZ principle, every particle generates a voltage pulse when passing through the ESZ, in the presence of an electric current. Non-conducting particles, of the same size, but of a different type, can generate a voltage pulse of the same magnitude. This would appear to preclude the discrimination of hard deleterious solid particles, from harmless microbubbles, and/or liquid droplets, but this is not the case, as discovered by further research work at McGill.
3 Metal-Based LiMCA Systems
Thus, the principal issue in developing a LiMCA system for molten metals, compared with aqueous electrolytes, lies in the very low electrical resistivity values vs. aqueous systems (≈1,000,000 times lower). This renders the changes in electrical resistance when a non-conducting inclusion displaces liquid metal changes when passing through the ESZ in the micro-ohm region. The changes in the microvolt pulses are correspondingly small and are given by the following equation:
where f(d/D) is a correction factor referenced and defined in Refs. [1, 7, 10].
This factor is needed when the inclusion size approaches that of the orifice. So, to obtain substantial and measurable voltage pulses, the DC electrical current needs to be increased substantially, from ≈ 1 mA, for an aqueous-ESZ, to ≈60 A for an Al-ESZ and ≈24 A for an ESZpas steel system. Similarly, the initial pulse height for particle detection is greatly lowered into the microvolt range. Fortunately, extraneous background ambient electrical noise is eliminated in liquid metals, owing to their highly mobile clouds of electrons. In fact, a LiMCA probe submerged in liquid metal is equivalent to it being enclosed within a Faraday cage or Faraday shield. So, the critical problem is to amplify these signals into the millivolt range for recording and classification.
4 Review of Previous Research at McGill’s MMPC
Various materials have been used for the fabrication of the LiMCA probe to date based on the specific melt. For instance, alumino-silicate tubes are used for aqueous and aluminum media. The Type II ESZ LiMCAprobes were manufactured by a glass-blowing method. Other probe materials used for melts of magnesium alloys have used insulated concentric steel cylinders, separated by a boron nitride ESZ. More recently, silica tubes have been used for the type III ESZ probe for steel melts. As any proposed new probe for steel melts must be used for continuous, in-situ, applications, a material resistant to flow rates ranging from 1–5 m/s, and resistant to a relatively corrosive environment needs to be found. For this, any validation of a new LiMCA probe for steel must include further industrial steel plant tests.
Previous work presented by Mei Li and R.I.L. Guthrie on an Al-LiMCA probe has attempted to establish an optimal geometric design for the ESZ orifice configuration. The research addressed problems with possible blockage of the orifice with clusters of inclusions, and the accumulation of inclusions on the sidewall of the extension of the Al-LiMCA. It was determined that with the applied DC current, the separation of larger from smaller inclusions is affected by orifice size, orifice length, orifice geometry, extension length and radius, as well as the mean fluid velocity through the orifice, and the DC current. Increasing the DC current, or decreasing the orifice size, lowers the flow-through fraction of inclusions of any size. A longer orifice gives rise to a lower flow-through fraction, and this will in-turn decrease as the length increases up to 500 μm (or 0.5 mm). It has been found that the geometry of the orifice has little effect on the flow-through fraction of the inclusions. However, it is critical to have a smooth inlet to avoid creating a recirculation zone within the ESZ orifice. It was found that by increasing the extension radius, the flow-through fraction of small inclusions increased, while larger ones decreased. Furthermore, the flow-through fraction also increased for both increases in the extension length, and the mean fluid velocity through the orifice [11, 12].
Further research has been conducted in analyzing the effects of particle conductivity, density, and size. M. Li and R.I.L. Guthriealso demonstrated that non-conductive inclusions follow a trajectory through the ESZ closer to the sidewall, while inclusions that are more conductive than the molten steel follow a trajectory closer to the central axis. It was also shown that flow rates are affected by the density and size of the inclusions. For instance, microbubbles tend to lead flow in the axial direction and travel faster than Al2O3 particles, which are denser than the fluid and lag the metal flow. These impact particle transit times through the ESZ, as larger particles have longer transit times than smaller particles. Microbubbles demonstrate even shorter transit times versus alumina particles of a similar size, with the difference in transit times more significant for larger particles [11, 12].
Wang, Isac, and Guthrie have provided numerical studies to evaluate a new sensor inlet geometry for the in-situ measurement of inclusions in liquid steel using the LiMCA-ESZ technique. In that study, a theoretical approach of a two-phase fluid flow model was used to measure the effects within the ESZ by estimating the electromagnetic fields and forces and their impact on the flow fields and particle motions. This study confirmed the results of previous studies by Mei Li and RIL Guthrie, in that given the introduction of relatively high currents, these can be used to reverse the flow of liquid aluminum from the central region of the ESZ, thereby breaking up any inclusion agglomerations at the entrance to the ESZ. As such, these strong electrical currents can combine with varying entrance geometric configurations of typical ESZ’s. More specifically, for fluted and parabolic orifice designs, these can cause metal flow recirculation of inclusion, and variable flow-through fractions [8, 9].
Relatively recent research in 2009 by Wang, Isac, and Guthrie, further highlighted a preferred “fluted” geometric design of the ESZ for the Steel-LiMCA and its influence on the electromagnetic field. There, it was shown that a design that had a non-divergent outlet from the ESZ would avoid recirculation of the fluid flow back into the orifice. In addition, improved flow parameters have provided a relatively wider resistive pulse peak, enabling improved inclusion discrimination. Optimal design parameters for the ESZ include (i) a fluted orifice, with an entrance to throat radii ratio of approximately 1.6:1, (ii) a configuration that consists of a slight parabolic inlet and rectangular cylinder to avoid recirculating flows into the ESZ, and (iii) n optimal operating DC current that should be about 20 A, with an orifice conditioning current of 120 A [8, 9].
5 Experimental Measurement Results
The control of non-metallic inclusions represents an essential step in the production process of aluminum alloys, including furnace preparation, alloying practice, feedstock mix, settling time, and their effect on melt cleanliness. Figure 7 below shows LiMCA III developed by ABB [5].

ABB LiMCA III [5].
LiMCA technology has been widely used to characterize and improve alloy preparation techniques, in-line treatment units, and casting practices. The size distribution and total concentration of inclusions are displayed in real-time on the computer screen. LiMCA proved essential in monitoring the effects of settling on cleanliness, or filter efficiency or measuring inclusion release from a sudden metal level change while casting [4, 5].
As demonstrated in the following Figs. 8, 9, and 10, the need to report specific information regarding the time to settle, the number of inclusions present or released at each casting change, and information related to the efficacy of the in-situ filtration system are important parameters that have been made available by some of the features developed for the use of ABB’s LiMCA CM system [6].

LiMCA Showing the effects of settling on cleanliness [5].

LiMCA results showing filter efficiency [5].

LiMCA measuring inclusion release from a sudden metal level change while casting [5].
5.1 Measurements in a Steelmaking Tundish
The population of large inclusion through the casting process could also be visualized by using the distribution charts shown in Fig. 11. The chart displays the particles sized greater than 20 μm in 1 kg of steel. However, due to the limitation of the measurement system, the small particles sized below 35 μm could not be well resolved [13].

Size distribution determined from various Heats (resolution set at below 30 μm) [13].
5.2 Measurements in Ladle
As indicated in Fig. 12, the inclusions in the ladle are larger than that in tundish; and the inclusion size varies by the process step, such as wire injection and time.

Inclusion scatters for various measurements at ladle station [13].
Also, the number of inclusions is strongly influenced by the degree of argon stirring, which drives the inclusions to float up [13].
6 Conclusions and Future Development
Several variations of LiMCA have come to pass over the past four decades. From LiMCA’s initial research and work developed at McGill’s MMPC using the principles developed by JC Maxwell, and the Coulter Counter Technology, to efforts developed by ALCAN, Heraeus Electro-Nite, BOMEM, and later ABB, a marketable system has been manufactured and successfully used for the Aluminium industry. As discussed, a multitude of disciplines come into play for the successful development and use of LiMCA for liquid metals. Successful research at the MMPC has shown that the theory behind LiMCA can be successfully used to distinguish between conventional solid inclusions, liquid droplets, and air microbubbles [14].
However, applications to molten steel metal at high temperatures have yet to be materialized, and this remains an interesting and challenging area for future research.
References
Guthrie RIL, Isac M. In-situ sensors for liquid metal quality. J High Temp Mater Processes. 2012;31(4/5):633–43.
Isac MM, Guthrie RIL. On-line sensors for monitoring steel quality. 5th ICS 2012 Proceedings, Dresden (Germany).
Doutre D. The development and application of a rapid method of evaluating molten metal cleanliness. Doctorate Thesis, Department of Mining and Metallurgical Engineering, McGill University, May 1984.
BOMEM Hartmann & Braun Brochure: LiMCA II system – description and specifications.
ABB Measurement & Analytics Brochure: LiMCA III – liquid metal cleanliness analyzer.
ABB Measurement & Analytics Brochure: LiMCA CM – liquid cleanliness analyzer for continuous monitoring.
Guthrie RIL, Mei L. In situ detection of inclusions in liquid metals: part I. mathematical modelling of behaviour of particles traversing the electric sensing zone. Metall Mater Trans B. 2001;32B:1067–79.
Wang X, Isac M, Guthrie RIL. Numerical studies on the in-situ measurement of inclusions in liquid steel using the E.S.Z. or LiMCA technique. ISIJ Int. 2009;49(7):975–84.
Wang X, Isac M, Guthrie RIL. Modeling investigation of a new sensor for detecting inclusions in liquid steel. Dresden, EMP 2009, 19–23 Oct 2009.
Guthrie RIL, Isac M. In-situ sensors for the direct detection of inclusions in liquid steel. International Conference on Clean Steel 2012, Budapest.
Li M, Guthrie RIL. On the detection and selective separation of inclusions in liquid metal cleanliness analyzer (LiMCA) systems. Metall Mater Trans B. 2000;31B:767–77.
Li M, Guthrie RIL. Liquid metal cleanliness analyzer (LiMCA) in molten aluminum. ISIJ Int. 2001;41(2):101–10.
Liu CC, Conti RF. Inclusion counter-an on-line measurement system for steelmaking. USA: Heraeus Electro-Nite Co.
Guthrie RIL, Wang X, Isac M, Conti R, Stone R. An overview of recent developments in experimental and numerical studies for the in-situ Measurement of large inclusions (≈50 – 400 microns) in liquid steel processing vessels. Mater Sci Technol. 2009;2:1163–74.
Acknowledgments
The authors acknowledge the financial support of NSERC, as well member companies of the McGill Metals Processing Centre, Rio Tinto Iron and Titanium, Nippon Steel Corporation, Japan, as well as Quebec Centre of Aluminum Research and Development.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Di Silvestro, G.D., Tiwari, R., Isac, M.M., Guthrie, R.I.L. (2023). Development of LiMCA (Liquid Metal Cleanliness Analyzer) Since Its Invention to Date. In: Proceedings of the 61st Conference of Metallurgists, COM 2022. COM 2022. Springer, Cham. https://doi.org/10.1007/978-3-031-17425-4_59
Download citation
DOI: https://doi.org/10.1007/978-3-031-17425-4_59
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-17424-7
Online ISBN: 978-3-031-17425-4
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)