
Abstract
We present a research study aimed at selecting materials for the production of novel reference materials (RMs) intended for verification, calibration, and testing of instruments for measuring the viscosity of liquids, as well as for certification of methods for measuring the viscosity of liquid media at temperatures below 0 °C. The developed RMs are certified in the range of permissible temperature values from minus 40 °C to minus 5 °C, which allows a wide range of modern instruments for measuring the viscosity of liquids, such as glass capillary viscometers, rotational viscometers, rheometers, etc., to be provided with metrological supervision.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
- Approved reference materials
- Dynamic viscosity
- Temperature
- Traceability
- Ensuring the uniformity of measurements
Introduction
The oil industry plays an important role in the economy of any country, including the Russian Federation. Currently, 32 large oil refineries [1] and numerous small oil refineries operate in Russia with the processing volumes of more than one million tons per year. In terms of total capacity, the Russian oil refining industry ranks third in the world, behind the United States and China [2].
The five largest oil refining companies in Russia include Gazprom Neft PJSC, Surgutneftegaz OJSC, Rosneft PJSC, Oil Company Lukoil PJSC, and ANK Bashneft PJSC [3]. In accordance with the “Development of Energy” National Program [4] for the period from 2013 to 2024, it is planned to increase the depth of oil refining and the output of fuel that meets technical regulations, as well as to perform the construction, modernization and reconstruction of oil refineries.
All these measures should ensure not only an increase in the amount of oil products and a decrease in ineffective processing of raw materials, but also improve the quality of products. The main products of oil refineries include gasolines, kerosene, aviation, and rocket fuels, fuel oils, diesel fuels, oils, lubricants, bitumen, petroleum coke, etc.
When assessing the quality of petroleum products, along with such parameters as density and fractional composition, viscosity coefficient is widely used. In turn, the correctness of the decision taken during the technological control of the quality of manufactured products depends on the accuracy of determining this coefficient. The employed measuring instruments (MIs), measurement techniques (MTs), and the qualifications of the operator have the greatest influence on the accuracy of measurements.
Today, there is a huge amount of viscosity MIs, which are used in the oil refining industry, related to the field of state regulation of ensuring the uniformity of measurements. Thus, in accordance with No. 102-FZ Federal Law “On Ensuring the Uniformity of Measurements”, those MIs must undergo primary and periodic verification [5].
The verification of viscosity MIs, in accordance with the document “State system for ensuring the uniformity of measurements. State verification scheme for measuring instruments for viscosity of liquids”, approved by the order No. 2622 of the Federal Agency for Technical Regulation and Metrology dated 05.11.2019 [6], should be carried out using working reference materials (RMs) of the second category, which are RMs of fluid viscosity, or by the method of direct comparison using calibration fluids (comparators).
The need for a large nomenclature of RMs of fluid viscosity is determined by the variety of MI types in the field of viscometry, since there is a problem of metrological support for MIs determining the viscosity of liquids in the temperature range from minus 40 °C to minus 5 °C. Those measuring instruments, as a rule, are used to control the quality of engine oils and lubricants, which implies the verification of these MIs using RMs.
Thus, the development of stable and homogeneous RMs of fluid viscosity, certified in the range of permissible temperatures from minus 40 °C to minus 5 °C, is an urgent research task.
Materials and Methods
Development and Study of RMs
The development of RMs of fluid viscosity, certified in the range of permissible temperatures from minus 40 °C to minus 5 °C, was carried out within the framework of improving the GET 17–96Footnote 1 national primary standard.
RM development included six stages:
-
(1)
collection and analysis of the initial information; preparation of a specification of requirements for the development of an RM, its metrological examination and approval;
-
(2)
selection of starting materials, methods of RM preparation, methods of describing their characteristics, labelling, storage and transportation; development of a metrological traceability scheme;
-
(3)
preparatory work: calibration (verification) and equipment suitability check; ensuring the necessary conditions in the premises for the RM production, development and assessment of the suitability (validation, certification) of measurement procedures; staff training;
-
(4)
production of RM prototypes (batch) and their measurement to establish (assign) the values of RM characteristics;
-
(5)
assessment of the RM homogeneity and stability, as well as the uncertainty of the RM certified values;
-
(6)
preparation of documents for the developed RMs.
When selecting starting materials for the development of an RM of fluid viscosity, we conducted a study of the homogeneity of the Mobil 1 10 W-60 (Mobil passenger-vehicle-lube, Russia) engine oil, as a negative example of the use of such materials in the production of RMs of fluid viscosity.
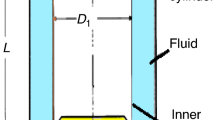
The material homogeneity of a Mobil 1 10 W-60 engine oil sample was tested using a capillary measurement method. A representative sample of the engine oil material was taken from the top half of the vial as well as from the bottom half of the vial as shown in Fig. 1.

The sampling scheme for the Mobil 1 10 W-60 engine oil
The results of measuring the kinematic viscosity of the Mobil 1 10 W-60 engine oil at minus 30 °C using the capillary measurement method are given in Table 1.
Table 1 shows that the relative sample standard deviation of the arithmetic mean obtained during this experiment reaches 0.4%. This is a rather large value, since this parameter usually does not exceed 0.1% [6] when measuring the viscosity of homogeneous liquids using the capillary measurement method and using RMs of the 1st category.
The repeatability of the results obtained for the kinematic viscosity of engine oil between sample No. 1 and No. 2, taken from one sample unit, is 1.4%. This also indicates that, although this material meets the requirements for the quality of engine oils of that class, it cannot be used as a RM material due to its significant heterogeneity [7]. Other experimental results also testify to the inappropriateness of using engine oil as a material for an RM.
The dynamic viscosity of a sample produced on the basis of the TNK Revolux D2 10 W-40 engine oil (Rosneft, Russia) by the rotary method at a temperature T = (–25.00 ± 0.05) °C on a Physica MCR 301 Rheometer (Anton Paar GmbH, Germany) was studied. The experiments were aimed at establishing the repeatability of the measured values of the dynamic viscosity of the TNK 10 W-40 engine oil at a shear rate of 38.6 s−1 and five loadings of the sample material (five series of measurements with 15 observations) into the measuring system by one operator using the same measuring instrument. The results are presented in Table 2 and Fig. 2.

The repeatability of the measured dynamic viscosity of a sample produced on the basis of the TNK engine oil at a constant shear rate
The research also found that this engine oil, containing a package of additives, is a non-Newtonian fluid [8], i.e. the dependence of the dynamic viscosity of the TNK 10 W-40 engine oil on shear rate is observed.
Figure 3 shows the dependence of the dynamic viscosity of the TNK 10 W-40 on the shear rate in the range from 0 min−1 to 60 min−1.

The dependence of the dynamic viscosity of a sample based on the TNK 10 W-40 engine oil on shear rate
According to quality certificates, ready-made for use engine oils contain mechanical impurities, whose mass fraction can reach 0.015%. This can also affect the quality of an RM produced from such a material.
Thus, it was concluded that the use of ready-made engine oils is not an acceptable option for the production of RMs of fluid viscosity, since the additives contained therein negatively affect the stability and homogeneity of such materials. In addition, such oils are non-Newtonian fluids, which entails the need to control the shear rate in the experiment.
In order to identify the most stable and homogeneous materials suitable for the production of viscosity RMs, we analyzed modern base oils, free from additives and mechanical impurities. For the research, synthetic and mineral motor oils, as well as mixtures of the latter, were selected.
For the production of low-temperature RMs, base synthetic motor oils of group 4— polyalphaolefins (PAO)—were selected.
The world’s leading manufacturers of polyalphaolefins are: Idemitsu Kosan Co. —Lenealene, Japan; Exxon Mobil—SpectraSyn, USA and France; INEOS—Durasyn, USA and Belgium; Chemtura—Synton, Canada; ChevronPhillips—SynFluid, USA; Tatneft—Nizhnekamskneftekhim, Russia.
To confirm the suitability of the selected materials as viscosity RMs, experiments were carried out to establish the repeatability of the measured values of dynamic viscosity using the rotary method and a Physica MCR 301 rheometer, similar to the experiments with engine oil. The speed of rotation of the measuring rotor was also 30 min−1, the number of the loads of the PAO-170 material was five.
The results of measuring the dynamic viscosity of a sample based on the PAO-170 at a temperature T = (–25.00 ± 0.05) °C are shown in Table 3 and Fig. 4.

The repeatability of the measured dynamic viscosity of a sample produced on the basis of the PAO-170 at a constant shear rate
In the course of the research, we also found that this base oil, containing no additives, is a Newtonian fluid, i.e. no dependence of the dynamic viscosity on the shear rate was observed. Experiments were carried out in the range of rotational speeds of the measuring rotor from 1 min−1 to 60 min−1.
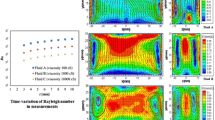
Figure 5 shows the dependences of the dynamic viscosity of the studied samples based on motor oil and polyalphaolefin. The experimental temperatures were selected such that the nominal values of the dynamic viscosity of the samples ranged from 3000 mPa·s to 5000 mPa·s, i.e. were comparable.

The dependence of the dynamic viscosity of samples based on motor oil and polyalphaolefin on shear rate
When carrying out the measurements of the kinematic viscosity of synthetic base and engine oils, structural changes in the material of the engine oil were visually established. Thus, when poured into a capillary glass viscometer and placed in a thermostatic bath with the temperature set to minus 30 °C, the oil from a yellow transparent liquid turned into a white-yellow cloudy substance. This effect was not observed when polyalphaolefin oils were placed under the same conditions.
Figures 6 and 7 present photographs of motor and polyalphaolefin oils placed in a capillary glass viscometer in a thermostatic bath.

Engine oils placed in a capillary glass viscometer in a thermostatic bath set at minus 30 °C

Polyalphaolefin oil placed in a capillary glass viscometer in a thermostatic bath set at minus 30 °C
Results and Discussion
We found that, although the Mobil 1 10 W-60 and TNK Revolux D2 10 W-40 engine oils are ready-to-use, i.e. containing a complex of additives and meeting the requirements for oils used in internal combustion engines, these oils cannot be used for preparing RMs due to their high instability and heterogeneity. The base motor oils of group 4 (polyalphaolefins from Idemitsu Kosan Co. —Lenealene, Exxon Mobil—SpectraSyn, INEOS—Durasyn, Chemtura—Synton, ChevronPhillips—SynFluid, and Tatneft—Nizhnekamskneftekhim), containing no additives and mechanical impurities, are not suitable for use in engines in their pure form. However, the high stability and homogeneity of these oils render them suitable for producing RMs of fluid viscosity.
We developed three CRMs: GSO 11,516–2020 REV-VNIIM-50, GSO 11,517–2020 REV-VNIIM-100, and GSO 11,518–2020 REV-VNIIM-200. The metrological characteristics of the developed CRMs, certified in the range of permissible temperature values from minus 40 °C to minus 5 °C, are presented in Tables 4, 5 and 6.
Conclusion
The developed CRMs were tested in more than 20 metrological projects, such as verification, calibration, and testing for the purpose of approving MI types. These CRMs solve not only the problem of the lack of verification tools for viscosity measuring instruments in the temperature range from minus 40 °C to minus 5 °C, but have also initiated comparisons of national standards for the unit of kinematic viscosity of a liquid. The proposal to launch international comparisons was announced by the representatives of Mendeleyev Institute for Metrology (VNIIM) at the meeting of the CCM.WGDV working group held on the 13th of May, 2019 in Sèvres (France).
Notes
- 1.
GET 17–96 National primary standard of the unit of kinematic viscosity of a liquid. In: Federal Informational Fund on Maintaining the Unity of Measurements. https://fgis.gost.ru/fundmetrology/registry/12/items/947620.
References
Ryabov VA (2019) On crisis problems in the oil refining and petrochemical industry. Siberian Oil and Gas 1(34). http://sib-ngs.ru/journals/article/978 (In Russ)
Refining of oil and gas condensate. https://minenergo.gov.ru/node/1209 (In Russ)
(2017) The largest oil refineries in Russia. Pronedra 25 Apr. https://pronedra.ru/oil/2017/04/25/krupneyshie-npz-rossii/
State program “Development of energy”: open ministry. https://minenergo.gov.ru/node/323
Federal Law (2008) № 102-FZ of 26/06/2008 “On Ensuring the Uniformity of Measurements” (as amended and supplemented). https://normativ.kontur.ru/document?moduleId=1&documentId=398044 (In Russ)
On the approval of the State verification scheme for measuring instruments for the viscosity of liquids: Order No. 2622 dated November 05, 2019. https://www.rst.gov.ru/portal/gost/home/activity/documents/orders#/order/126301 (In Russ)
GOST ISO Guide 34–2014 (2019) General requirements for the competence of reference material producers. Standartinform, Moscow, 2019, p 39 (in Russ)
McKelvey DM (1965) Processing of polymers, trans. from English. Chemistry, Moscow, p 444
Author information
Authors and Affiliations
Contributions
All authors have made an equivalent contribution to the preparation of the publication.
Corresponding author
Editor information
Editors and Affiliations
Ethics declarations
Conflict of Interest
The article was prepared on the basis of a report presented at the IV International Scientific Conference “Reference Materials in Measurement and Technology” (St. Petersburg, December 1–3, 2020). The article was admitted for publication after the abstract was revised, the article was formalized and the review procedure was carried out.
The version in the Russian language is published in the journal “Measurement Standards. Reference Materials” 2021;17(3):63–71. https://doi.org/10.20915/2687-0886-2021-17-3-63-71.
Rights and permissions
Copyright information
© 2022 D. I. Mendeleyev Institute for Metrology
About this paper

Cite this paper
Neklyudova, A.A., Demyanov, A.A. (2022). Selection of Materials for Novel Reference Materials of Fluid Viscosity Certified in the Interval of Permissible Temperature Values from Minus 40 °C to Minus 5 °C. In: Medvedevskikh, S.V., Sobina, E.P., Kremleva, O.N., Okrepilov, M.V. (eds) Reference Materials in Measurement and Technology . RMMT 2020. Springer, Cham. https://doi.org/10.1007/978-3-031-06285-8_11
Download citation
DOI: https://doi.org/10.1007/978-3-031-06285-8_11
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-06284-1
Online ISBN: 978-3-031-06285-8
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)