
Abstract
Today, industrial ways of oil field development need new apparatus and machines with a significant cleaning result and a single ability, impenetrability, and ease of engineering produce and installation. The article represents an explanation of a hydrocyclone unit for handling wastewater from oilfields based on the application of inertial swirling flows. A new type of installation for wastewater treatment from oilfields has been developed. Due to the radial action in the hydrocyclone and the turbulent flows of the water stream, the oil droplets are damaged, they are increased, and the monodispersity of the liquid phase is growing. In systems with similar types of pollution, it is advisable to use multi-product multihydrocyclones and separators-coalescer with plates having holes and curves both for the removal of petroleum products and for the removal of suspended solids with a density higher than the density of water. Local treatment equipment, consisting of an average of four product hydrocyclones and separators with coalescent plates, will organize water purification systems at wells and use purified wastewater for formation pressure maintenance systems.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
- Energy efficiency
- Industrial growth
- Oil wastewater
- Purification
- Separation
- Process innovation
- Multihydrocyclone
- Hydrocyclone-separator unit
- Coalescing plate
1 Introduction
The creation and development of technology and installations to treat oilfield wastewater (OFW) for disposal in oil reservoir flooding systems is an actual problem. Wastewater contaminated with emulsified petroleum products and solid suspended solids are often formed during the production process. About 90% of oil is currently extracted from fields using oil reservoir flooding methods to maintain formation pressure.
Oilfield wastewater (OFW) has a suspension-emulsion character belonging to mineralized polydisperse microheterogenic systems [1, 2]. The properties of OFW, especially the state of the armor shells on the droplets of the dispersed phase of oil, determine the methods of destruction purification of OFW for a particular time [3].
The purification of OFW for flooding of productive horizons consists of removing oil and mechanical impurities from them to the specified industrial standards. The utilization of purified OFW in oil formation flooding systems is economically and environmentally beneficial to eliminate them in the oil fields.
During the development of oil fields, there is a change in the parameters and properties of the extracted fluids, the properties of reservoir waters, productive formations, residual oil reserves, and the technical and technological condition of oilfield equipment, including apparatuses in general, wastewater treatment plants. These factors determine the need for modernization, improvement, reconstruction of flooding systems, including OFW purification systems.
2 Literature Review
The quality of the OFW purification process assumes a reasonably complete and rapid decrease in the kinetic and aggregative stability of OFW by destroying the adsorption armor shell on oil droplets. This OFW movement mode ensures the enlargement of these droplets. These processes are qualitatively carried out with the help of a certain preliminary degree of turbulence of the OFW flow in the cavities of different hydrodynamic droplet generators with the following sedimentation. A high and steady cleansing impact can be reached by preliminary hydrodynamic treatment of the mixture in a swirling stream [4, 5].
The modernized technology of purification of OFW provides for the preliminary destruction of the armor shells on oil droplets’ enlargement and reduction of the polydispersity of oil droplets [6, 7] by preliminary hydrodynamic treatment of the initial OFW using centrifugal swirling flows. An installation has been developed for the separation of OFW that operates according to the multihydrocyclone block – separator tank (hydrodynamic purification unit) [8].
The multihydrocyclone block - separator tank for the treatment of oily wastewater, equipped with coalescing nozzles included in the sump design for thin-layer separation. At the same time, in pressure hydrocyclones, not only the destroying of the armor shells on oil droplets and partial delamination of oil-in-water emulsions is carried out, but also coalescence of oil droplets occurs, an increase in the monodispersity of oil emulsions, which significantly intensifies the subsequent process of purification of oily wastewater by settling in sedimentation tanks - separators [9, 10].
OFW also includes effluents generated during car washing, which are contaminated with petroleum products and suspended solids [10]. The cleaned drains from the car wash enter the recycling water supply system of car washes.
OFW may contain dissolved gases: nitrogen, hydrogen sulfide, carbon dioxide, oxygen, methane, ethane, propane, etc., in the amount of 15–180 l/m3 of water. During the discharge and purification of oily wastewater, 6–25 l of gases are released from 1 m3 of water; and in available treatment facilities, 6–100 l from 1 m3 of water for a period of several hours to two days. The OFW of settling tanks operating at a pressure of 0,2–0,6 MPa contains 3–4 times more gas than in the OFW of non-pressurized oil tanks. Dissolved gases worsen the sanitary condition of the environment, are explosive, increase the aggressiveness of water to metal and concrete [10, 11].
In this study, the scale of linear and angular dimensions of the hydrocyclone for the model is adopted as follows: diameter D = 150 mm, taper angle a = 5°; diameter: inlet pipe d = 50 mm, upper drain d = 40 mm, lower drain d = 50 mm, immersion depth of the upper drain pipe h = 100 mm. The mode of fluid movement in a hydrocyclone is characterized by the Reynolds number along the radius in the range of 30000–40000. The pressure at the entrance to the hydrocyclone is usually P = 0,2 MPa [12, 13].
3 Research Methodology
Separation processes are an integral part of production in the chemical, petrochemical, and oil refining industries. The problem of developing a theoretical approach to calculating a hydrocyclone separation apparatus for dispersed media of oily wastewater was solved. Research methods include analytical modeling. The calculation equations establishing the relationship between the parameters under consideration were obtained by methods based on the classical provisions of the theory of turbulent migration and mathematical modeling.
Based on the results of a systematic analysis of data from domestic and foreign literature sources [3,4,5,6,7,8,9,10,11,12,13] obtained from the experience of using several innovative solutions, mathematical modeling of the processes of inertial separation of mixtures [14, 15], a description of the process of purification of oily waters obtained in oil fields is given. In the study, the possibility of calculating the velocities of the phases in the hydrocyclone, the hydraulic resistance, and the efficiency of operation in terms of the size of the fixed particles was substantiated. The possibility of applying the theory of turbulent migration in the calculations of hydrocyclone installations without involving an extensive array of experimental data is shown.
4 Results
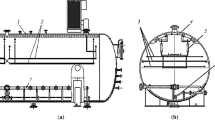
To improve the efficiency and reliability of the OFW purification units and oil mixture separation systems, a hydrocyclone was developed (Fig. 1), which contains cylindrical 1 and conical 2 shells, tangential inlet 3 for feeding the initial product, drain 4, and sand pipes 6 for removing purified water and sludge, respectively. A pipe 5 is installed inside the drainpipe, which provides the gas phase discharge contained in the wastewater. The separating permeable partition 8 forms a chamber 9 in the upper part of the apparatus for collecting purified water with an additional drainpipe 7.
Water containing coarse and fine mechanical particles and impurities of petroleum products and gases enters the tangential inlet 3 into the inner space. Here the flow swirls, while coarse particles with a density more significant than the density of water are thrown against the wall, lose speed, fall down along the conical part of the apparatus 2, and are discharged through the sand pipe 6. The central part of the clarified water is discharged through the drain pipe 7.

Hydrocyclone for complex purification of oily water: 1 – cylindrical shell, 2 – conical shell, 3 – tangential inlet, 4 – drain, 5 – drain pipe, 6 – sand pipe, 7 – additional drain pipe, 8 – permeable partition, 9 – chamber
Light fractions, when moving in a centrifugal field, are directed to the axis of the apparatus, are concentrated at the nozzle 4, and, due to the pushing force, are directed to the upper part of the apparatus and removed. The purified water passes into the chamber 9 then is discharged through an additional nozzle 7. Through nozzle 5, the gas phase is removed from the hydrocyclone. Thus, the combination of centrifugal separation processes in a hydrocyclone makes it possible to remove dispersed and floating organic impurities and gas from the wastewater. This reduces the multi-stage water treatment process, allowing to achieve the set goals.
Based on the mechanism of destruction of oil emulsions and the analysis of studies [3,4,5] of two-product cylindrical-conical hydrocyclones for the separation of OFW, an installation has been developed in which not only the destruction of the armor shells on oil droplets and partial separation of oil/water type emulsions is carried out, but also coalescence (enlargement) of oil droplets and an increase in the monodispersity of oil emulsions, which significantly intensifies the subsequent process of purification of oily wastewater by sedimentation. The efficiency of the OFW purification process due to the influence of gravitational forces in the separator-settling tanks is increased by the use of filter coalescing nozzles in which oil-containing effluents are treated before they enter the settling tanks of various designs.
The technological scheme of the installation is designed for oilfield wastewater treatment and consists of pressure cylindrical-conical multihydrocyclones, pressure separator tanks, pipelines, shut-off, and control valves.
Wastewater is supplied to the hydrocyclone for cleaning under an excess pressure of at least 0,4 MPa. Hydrocyclones work as hydrodynamic droplet generators and preliminary flow separators. Purified water, trapped petroleum products, sediment, and dissolved gases are discharged from the hydrocyclone – separator tank installation. The separator tank is divided into a preliminary compartment and an additional settling compartment. The coalescing nozzle through which the OFW passes when moving from compartment to compartment is used for pretreatment of OFW before settling. Their use significantly intensifies the process of oily water cleaning. Structurally, coalescing nozzles are placed in the separator and contribute to the coalescence of fine oil droplets remaining in the wastewater after pretreatment of wastewater in hydrocyclones and pre-settling, which increases the efficiency of installations of the hydrocyclone- separator tank block.
Block hydrocyclone installations complete with separator tanks with coalescing nozzles increase the efficiency of purification of oil-containing wastewater from oil fields, car washes, drainage water from fuel oil tanks, wastewater from cooling systems of technological equipment.
In multi-product hydrocyclones, heavy suspensions are separated through the lower slurry nozzle and petroleum products through a special nozzle located along the axis of the hydrocyclone in the upper part of the drain nozzle. At the second stage of water purification from residual contaminants, we suggest using [16] a coalescer separator with plates of various profiles.
Compact modular packages of corrugated plates made of various materials are used in such devices. The distance between the plates is usually from 6 to 20 mm. The plate supports included in their design guarantee the exact step of their placement.

Separator-coalescer for separation of water, petroleum, and solid suspensions.
The separator-coalescer for the second stage of water purification from petroleum products and solid suspensions is shown in Fig. 2. The plates in the first block are installed with an inclination to the horizon to facilitate the removal of suspended particles. The gaps between the plates in the first (in the direction of water movement) block are more significant than in the second to avoid contamination by contamination.
Water containing petroleum products flows through the channel between the plates, following the shape of the gap and turning alternately down and up. Drops of petroleum products having a lower density than water float up, touch the plates’ lower surface and are held by them due to the action of adhesion forces. As more and more oil droplets are captured, they coalesce into large droplets and finally form a film. Under the influence of the high-speed pressure of the liquid flow, the film migrates along the surface of the plates to the oil outlet holes, passes into the overlying channel, and subsequently collects on the water surface. The design creates conditions for effective capture of petroleum products and their rapid transportation to the surface.
The separator-coalescer makes it possible to purify water to residual concentrations of suspensions and petroleum products, which is sufficient for organizing a local water supply cycle or using water in formation pressure maintenance systems.
Hydrocyclones used for the OFW treatment are characterized by high performance, absence of moving parts, compactness, simplicity and ease of maintenance, low cost, and broad scope of application. In addition, more acceptable separation can be achieved in hydrocyclones with a higher discharge density and without enlargement (flocculation) of small particles.
The main parameters characterizing the operation of cyclones are the degree of purification and the amount of pressure loss of the medium on the hydraulic resistance. The primary size of the cyclone is the diameter of the cylindrical part. The remaining dimensions are usually determined depending on the diameter D [17].
Empirical formulas for the rate of turbulent deposition of particles are quite diverse [18, 19] and include such quantities as: \({u}_{t}^{+}={u}_{t}/{u}^{*}\) - dimensionless velocity of turbulent migration; \({l}_{t}^{+}={l}_{t}{u}^{*}/{v}_{L}\) - the average dimensionless length of the free inertial path of the particles; \({v}_{L}\)- the kinematic velocity of the medium, m2/s;\({\tau }^{+}\) - dimensionless relaxation time, \({\tau }^{+}={\tau }_{p}({u}^{*}{)}^{2}/{v}_{L}\).
The dependences obtained during the turbulent movement of aerosols and dusty gases in pipes cannot be used for calculation \({u}_{t}\) in hydrocyclones.
The migration rate \({u}_{t}\) characterizes the intensity of particle deposition from the turbulent flow to the channel wall \({u}_{t}=j/c\) or \(j={u}_{t}c\), where \(j\) - is the specific particle flow to the wall, kg/(m2s); \(c\) - average cross-sectional particle concentration, kg/m3.
The expression \(j={u}_{t}c\) is an analogue of the well-known mass transfer equation \(j=\beta \varDelta c\), where \(\beta \) - is the mass transfer coefficient, m/s; \(\varDelta c\) - is the driving force of mass transfer (the difference in concentrations in the core of the flow and on the surface).
It follows that \({u}_{t}={\beta }_{d}\) for the deposition process of fine disperse particles. The theoretical methods for determining the transfer coefficient of the dispersed phase \({\beta }_{d}\) allow us to calculate the efficiency of separators with minimal involvement of experimental data. To do this, we can use the method in which the turbulent deposition of a finely particulate phase is considered a kind of dispersion process using the usual equations from the mass transfer theory.
For very small particles (ωEτp << 1) (ωEτp - inertia index [18]), their motion practically does not differ from the motion of the carrier turbulent vortices of the medium and then \({D}_{d}={D}_{T}\), where \({D}_{d}\), \({D}_{T}\) are the coefficients of turbulent diffusion of particles and the medium, m2/s.
Let's write down the specific particle flux using an analogue of Fick's first law:
where \({D}_{br}\) - is the Brownian diffusion coefficient, m2/s.
The resistance to the transfer of particles in the wall layer, taking into account Brownian and turbulent diffusion [20], is written as
where \({j}^{*}\) - is the dimensionless particle flux density.
If the particles have some inertia and are not sufficiently carried away by turbulent pulsations, then the coefficient of turbulent diffusion of particles can be determined by the equation:
Usually, with a small error use the assumption \({D}_{T}\approx {v}_{T}\), where \({v}_{T}\) - is the coefficient of turbulent viscosity, m2/s.
In the Eq. (3).
In cyclones and hydrocyclones, the rotational motion of the medium is transferred by changing the rectilinear motion of the flow into a rotational-axial one as a result of tangential insertion or using a static twisting element with rigid guide walls. In this case, the separation efficiency increases with increasing speed and decreasing the radius of the apparatus.
The formula [21] is used for the coefficient of turbulent diffusion in a hydrocyclone
where \({V}_{t}\) - is the tangential component of the flow velocity, m/s; \(r\) - the calculated radius of the hydrocyclone, m.
The particle transfer coefficient based on (2), (3) and (4) can be determined by integrating the expression
With a known function \({V}_{t}(r)\), the equation for the calculation \({\beta }_{d}\) can be obtained in an analytical form.
The dynamic velocity on the hydraulic flow on the wall can be determined using the average coefficient of friction \({C}_{f}\) or the average volumetric energy dissipation \({\underset{\_}{\overline{\varepsilon}}}\).
Using the approach for \({u}^{*}\) determination, through the rate of energy dissipation, we can write [20]
where the average energy dissipation is expressed in terms of the pressure drop ∆\(P\):

and \({v}_{L}\) - the kinematic velocity of the medium, m2/s; \({\rho }_{L}\) - density of liquid suspension, kg/m3; \(S\) - the square area of the inlet pipe, m2; \({u}_{in}\) - the velocity of the medium in the inlet pipe, m/s;\({V}_{L}\) - the volume of liquid in the hydrocyclone, m3.
For example, in a hydrocyclone with a diameter of 150 mm, a liquid suspension with a density \({\rho }_{L}\) = 1100 kg/m3, a viscosity μ = 1,5 ⋅ 10–3 Pa ⋅ s with a particle density \({\rho }_{part}\) = 3000 kg/m3 is cleaned at a capacity Q = 1000 l/min. It is necessary to determine the minimum diameter of the captured particles and the diameter of the particles entrained by turbulent pulsations.
Let the walls of the hydrocyclone be smooth. The working length of the hydrocyclone according to known recommendations is \(L=5\cdot 150=750\) mm (0,75 m).
Diameter of the inlet pipe \(b=\mathrm{0,28}\cdot 150=42\) mm. We accept \(b=50\) mm (0,05 m).
The speed in the inlet pipe of the hydrocyclone is found by the formula:
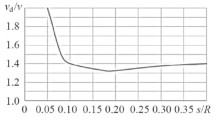
Given the ratio \({Q}_{1}/Q=\mathrm{0,9}\), the Euler criterion is calculated by the formula [20]:
where the value of A is determined according to chart (5)–(6) [22], A = 3,0.
The hydraulic resistance of the hydrocyclone is found by the formula

The minimum diameter of the captured particles is determined by the formula:

where \(\rm{k}={3,5}\), \(Q=1/60=\mathrm{0,01666}\) m3/s
Energy dissipation

Dynamic speed \({u}^{*}\) = 0,278 m/s.

Let ‘s make an estimate of the particle sizes by the equation

Thus, particles in a hydrocyclone with a diameter of 0.15 m with dimensions of \({d}_{part}<\mathrm{36,78}\cdot 1{0}^{-5}\) m will be wholly carried away by turbulent pulsations of the medium and the considered approach can be used to calculate the efficiency of turbulent separation.
5 Conclusions
Based on the analysis of wastewater from oil fields and methods of their purification, the following can be stated.
The composition of contaminants in the studied wastewater is very diverse, which determines the type of cleaning method [23, 24] and the choice of equipment for this purpose [25, 26].
In systems with similar types of pollution, it is advisable to use multi-product multihydrocyclones and separators-coalescer with plates having holes and curves both for the removal of petroleum products and for the removal of suspended solids with a density higher than the density of water.
Local treatment equipment, consisting of an average, of four product hydrocyclones and separators with coalescent plates, will allow organizing water purification systems at wells and using purified wastewater for formation pressure maintenance systems.
The article also provides a method for calculating the particle deposition process using the theory of turbulent migration of particles and the boundary layer theory. This approach helps to determine the effectiveness of hydrocyclones with minimal involvement of experimental data.
References
Shtepa, V.N., Chernysh, Y.Y., Danilov, D.V.: Preventive improvement of wastewater treatment efficiency. J. Eng. Sci. 8(1), H8–H15 (2021). https://doi.org/10.21272/jes.2021.8(1).h2
Alekseevsky, D.G., Chernysh, Y.Y., Shtepa, V.N.: Formalization of the task of creating a mathematical model of combined wastewater treatment processes. J. Eng. Sci. 8(2), H1–H7 (2021). https://doi.org/10.21272/jes.2021.8(2).h1
Tronov, V.P., Tronov, A.V.: Purification of various types of water for use in the PPD system. Kazan. Feng (2001)
Verin, D., Valeev, S.I., Bulkin, V.A.: Hydrodynamics of cylindrical-conical hydrocyclone for separation of emulsions. Bull. Kazan Technol. Univ. 15, 117–118 (2012)
Barkhatov, V.I.: Improving the Efficiency of Oil Refining and the Use of the Resulting Products: Monograph. Chelyabinsk State Publishing House, Chelyabinsk (2013)
Skydanenko, M., Sklabinskyi, V., Saleh, S., Barghi, S.: Reduction of dust emission by monodisperse system technology for ammonium nitrate manufacturing. Processes 5(3), 37 (2017). https://doi.org/10.3390/pr5030037
Pavlenko, I., et al.: Effect of superimposed vibrations on droplet oscillation modes in prilling process. Processes 8(5), 566 (2020). https://doi.org/10.3390/pr8050566
Nazarov, V.D., Rusakovich, A.A.: Preparation of water for flooding of oil reservoirs. Oil Gas 5, 34–36 (2003)
Adelshin, A.B.: Intensification of hydrodynamic purification of oily wastewater. St. Petersburg (1998)
Laptev, A.G., Basharov, M.M., Farrakhova, A.I.: Efficiency of turbulent separation of the shallow phase in thin-layer settling tanks. Energy Saving Water Treat. 73(5), 43–46 (2011)
Liaposhchenko, O., Moiseev, V., Starynskyi, O., Manoilo, E., Seif, H.: Equipment for oilfield wastewater treatment using swirling flows. In: Ivanov, V., Pavlenko, I., Liaposhchenko, O., Machado, J., Edl, M. (eds.) DSMIE 2021. LNME, pp. 237–246. Springer, Cham (2021). https://doi.org/10.1007/978-3-030-77823-1_24
Adelshin, A.A.: Modeling of processes and development of oil-containing wastewater treatment plants based on the use of swirling streams. Penza (2009)
Adelshin, A.A., Adelshin, A.B., Urmitova, N.S.: Hydrodynamic purification of oilfield wastewater on the basis of swirling flows usage. KSUAE, Kazan (2011)
Liaposhchenko, O., et al.: Improvement of parameters for the multi-functional oil-gas separator of ‘heater-treater’ type. In: 2019 IEEE 6th International Conference on Industrial Engineering and Applications (ICIEA), pp. 66–71. Tokyo, Japan (2019). https://doi.org/10.1109/IEA.2019.8715203
Pavlenko, I., Ivanov, V., Gusak, O., Liaposhchenko, O., Sklabinskyi, V.: Parameter identification of technological equipment for ensuring the reliability of the vibration separation process. In: Knapcikova, L., Balog, M., Perakovic, D., Perisa, M. (eds.) 4th EAI International Conference on Management of Manufacturing Systems. EICC, pp. 261–272. Springer, Cham (2020). https://doi.org/10.1007/978-3-030-34272-2_24
Ivanenko, A., Yablokova, M.A., Petrov, S.I.: Modeling of the process of separation of emulsified petroleum products from water in an apparatus with oleophilic plates of sinusoidal profile. Theor. Found. Chem. Technol. 44(5), 588–600 (2010)
Laptev, A.G., Farakhov, M.I.: Hydro-mechanical processes in petrochemistry and power engineering. Kazan (2008)
Mednikov, E.P.: Turbulent transfer and deposition of aerosols. Moscow (1980)
Sklabinskyi, V., Liaposhchenko, O., Pavlenko, I., Lytvynenko, O., Demianenko, M.: Modelling of liquid’s distribution and migration in the fibrous filter layer in the process of inertial-filtering separation. In: Ivanov, V., et al. (eds.) DSMIE 2018. LNME, pp. 489–497. Springer, Cham (2019). https://doi.org/10.1007/978-3-319-93587-4_51
Laptev A.G.: Boundary layer models and calculation of heat and mass transfer processes. Kazan (2007)
Adelshin, A.B.: Flow energy in the processes of intensification of oil-containing wastewater treatment. Part 1. Hydrocyclones. Kazan (1996)
Bushmelev, V.A., Volman, N.S.: Processes and apparatuses of pulp and paper production. Moscow (1969)
Bourgeoisa, F., Majumderb, A.K.: Is the fish-hook effect in hydrocyclones a real phenomenon. Powder Technol. 237, 367–375 (2013). https://doi.org/10.1016/j.powtec.2012.12.017
Dueck, J., Farghaly, M., Neesse, T.: The theoretical partition curve of the hydrocyclone. Miner. Eng. 62, 25–30 (2014). https://doi.org/10.1016/j.mineng.2013.10.004
Nageswararao, K.: Comment on: ‘experimental study of particle separation and the fish Hook effect in a mini-hydrocyclone’ by G. Zhu and J.L. Liow. Chem. Eng. Sci. 122, 182–184 (2014). https://doi.org/10.1016/j.ces.2014.08.062
Guofeng, Z., Jong-Leng, L.: Experimental study of particle separation and the fish-hook effect in a mini-hydrocyclone. Chem. Eng. Sci. 111, 94–105 (2014). https://doi.org/10.1016/j.ces.2014.02.017
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Liaposhchenko, O., Moiseev, V., Manoilo, E., Seif, H. (2022). Purification of Oilfield Wastewater by Inertial Methods. In: Ivanov, V., Pavlenko, I., Liaposhchenko, O., Machado, J., Edl, M. (eds) Advances in Design, Simulation and Manufacturing V. DSMIE 2022. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-06044-1_16
Download citation
DOI: https://doi.org/10.1007/978-3-031-06044-1_16
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-06043-4
Online ISBN: 978-3-031-06044-1
eBook Packages: EngineeringEngineering (R0)