
Numerical methods were used to analyze the hydrodynamic structure of flows in horizontal electric dehydrators at coil desalting plants. Based on the calculation results, new technical solutions and recommendations are proposed for improving their performance. Analysis of the velocity field in the apparatus with due regard for uniform laminar flow in its main section indicated that it is expedient to introduce crude oil (with presupplied washing water) into two tiers and to use an additional system of electrodes and sedimentation shelves. The proposed solutions ensure the most optimal flow movement in all areas of the horizontal electric dehydrator with effective use of the space of the apparatus throughout its cross section.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Development and updating of equipment design for pretreatment of crude oil (units for initial desalting of crude oil produced from wells as well as units for final dehydration and desalting of oil at refineries) is an urgent task because of variations of crude oil properties during well production, increase in times between equipment servicing, and the need for energy and resource saving.
Use of modern tools of modeling hydromechanical processes taking place in electric desalting units is promising for formulation of new technical solutions and for updating known designs of electric dehydrators. Use of numerical methods of investigation of hydrodynamics of flows in the working space of the apparatuses for these purposes [1,2,3] provides the possibility of considerable shortening of designing time, determining the influence of the key parameters on operation efficiency of the apparatuses and selection of optimum designs of apparatuses with due regard for the required parameters of the technological process.
For implementation of numerical calculation methods, commercial software packages (ANSYS, Solidworks, Comsol Multiphysics, etc.) as well as freely available software packages usually containing three units, namely, preprocessor (Editor) of numerical modeling for construction of models, processor (Solver) for calculating hydrodynamic models, and postprocessor (Viewer) for visualization and analysis of the received data are used.
Earlier [4,5,6,7], the authors of this article proposed a generalized method for calculation and investigation of electric hydrodynamic mixers and dehydrators for optimizing design and operating parameters of dehydrators by numerical method using the software products Salome, Code-Saturne, Paraview, Elmer FEM, and/or COMSOL Multiphysics).
In this work, use has been made of methods in [4,5,6,7] to analyze the hydrodynamics of electric dehydrator and the analysis results were used to determine the options of intensification of processes in electric dehydrators of electric desalting plants.
To implement the above-referred methods, software packages Salome-Meca, Code-Saturne, and Paraview were used.
The functions of Salome-Meca preprocessor are creation of a geometric model of the investigated object using the Geometry module, selection of groups of elements for setting boundary conditions generation of grids in the module for construction of calculation grid Mesh, and export of the obtained model to an external file for subsequent calculations.
The function of processor Code-Saturne is to solve Navier−Stokes equations for a three-dimensional fluid flow. For numerical solution of the equations of fluid movement (throughout the space of the studied channels in the apparatuses), the velocity field, pressure distribution, distribution of specific kinetic energy of turbulence and other characteristics are determined.
The function of the postprocessor Paraview is to display and analyze the calculation results (in the form of scalar fields of pressure and vector fields of velocity of flows in the working space of the apparatuses).
Let us examine the results of comparative analysis of intensity of hydrodynamic processes in horizontal electric dehydrators used in electrical desalting plants and of the new technical solutions and recommendations for improving the performance of the plants proposed based on these results.
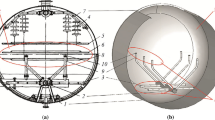
A large proportion of oil produced in Russia is refined at high-capacity plants equipped with built-in blocks for electrical desalting with horizontal electric dehydrators with a capacity of 160 m3. Both two- and threeelectrode electric dehydrators developed by VNIIneftekhim (All-Russian Scientific Research, Planning and Design Institute Petroleum Machine Building) are in operation (Fig. 1).

Schematic diagram of two-electrode (a) and three-electrode (b) horizontal electric dehydrators with bottom supply of feedstock (crude oil): 1 — housing; 2, 3 — electrodes; 4 — removal of dehydrated oil; 5 — suspended isolator; 6 — preassembled water manifold; 7 — longitudinal stock supply manifold.
It is known [8] that in electric dehydrators of this type, because of ineffective design of the oil feeding manifold, there is a possibility of vortex formation with disruption of laminar oil movement conditions in the apparatus, which leads to considerable decrease of electric dehydrator operation efficiency.
In view of this, an investigation was made of the influence of shape and dimensions of the internal devices of the horizontal electric dehydrators on the change in the velocity field and on the formation of stagnant and circulation zones to determine the conditions of uniform and effective operation of the whole apparatus space (i.e., optimum hydrodynamic conditions for mixing of the crude oil with fresh water in the oil desalting process, and then for desalting of the obtained emulsion in the oil dehydration process).
1. With increase of the flow rate of the oil supplied for processing in the horizontal electric dehydrators the process of coalescence of water drops (highly mineralized stratal and fresh washing water) accelerates in all stages of operation of the electric desalting plant [8]. The maximum oil flow rate (consequently, also the oil movement speed) is limited in this case by conditions of precipitation of water drops.
2. With increase of the velocity of water outflow from the nozzles, dispersion of the oil streams into individual droplets begins at a smaller distance from the nozzle and ends in the section of the larger length. In this process, oil drops of smaller size are formed, the rate of floating of which in the settled water diminishes. Due to reduction of sizes of drops their specific interphase surface increases and, in consequence, the mass exchange efficiency increases.
3. The intensity of oil and freshwater contacting inside the electric dehydrator increases with increase of oil flow rate in the apparatus (due to increase of drainage water injection from the adjacent space to each oil stream).
Thus, with increase of the throughput of the electric dehydrator the desalting process accelerates and the technoeconomic indicators of operation of the electric desalting plants improve, i.e., desalting quality improves, consumptions of freshwater and demulsifying agent decrease. For confirming these conclusions, the flow structure was analyzed in a standard EG 160 electric dehydrator by numerical methods.
Conditions of Three-dimensional Modeling of Electric Dehydrator:
1. The processes of oil dispersion and subsequent coalescence of drops occur in a standard electric dehydrator (diameter 3.4 m and length of cylindrical section 16.4 m, Fig. 1) rated for 1.8 MPa pressure. For the calculation, a part of the apparatus between the sections (perpendicular to the apparatus axis) where the side outlets of the bottom oil supply manifold are located, was chosen, which made it possible to use two symmetry planes for calculation. To reduce the number of calculation mesh nodes, calculation can be performed only for a half of this space (cut off by the vertical plane passing through the apparatus axis).
2. In the top part of the electric dehydrator (Fig. 2), there is a dehydrated oil collector 2 for uniform collection and discharge of the marketable oil. The collector is made of perforated metal sheets set at the corners, behind which the dehydrated oil discharge nozzles are located.

Boundary surfaces of three-dimensional solid-body models (a) and mesh of boundary surfaces (b) for calculating hydrodynamics in individual component of electric dehydrator: 1 — body, 2 — feedstock supply manifold, 3 — dehydrated oil discharge.
3. The oil (mixed with washing water) is supplied to the bottom tier of the apparatus under the mirror of the settled water through two feedstock distributers (manifolds) of 150 mm in diameter, which are installed at a height of 700 mm from the lower generatrix of the electric dehydrator housing shell. The oil flows into the two feedstock supply manifolds 3 (Fig. 2) of 150 mm diameter and then is distributed through 16 horizontal transverse perforated outlets (diameter 76 × 6 mm), holes of 15 mm diameter are made in the outlets 200 mm apart along the length (in the direction of the apparatus axis). The oil flows out from the holes (along the apparatus axis) as jets, which disperses into drops in the settled water layer, the drops rise upward and pass through the oil−water interface. The average rate of oil rise through the interelectrode space based calculated to be 1.5–3.0 mm/sec based on the whole section of the apparatus.
4. The original oil (crude) is heated to 120–140 °C, the kinematic viscosity of the oil is 2–4 mm2/sec, and the density is 850 kg/m3.
Based on the results of numerical calculations of the influence of oil viscosity on the rate of oil outflow (in immediate vicinity of the original oil supply manifold) it is established that the viscosity field remains practically unchanged when the kinematic viscosity rises from 0.3 to 300 mm2/sec (correspondingly, when dynamic viscosity rises from 0.00025 to 0.25 Pa·sec) for a liquid with 850 kg/m3 density (Fig. 3).

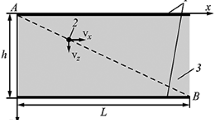
Schematic diagram of velocity field of the medium flowing out from feedstock supply manifold at oil viscosities: (a) — 0.25 Pa·sec and (b) — 0.00025 Pa·sec.
In this regard, the influence of the velocity of oil outflow through the holes on the velocity field in the apparatus is manifested vividly (Fig. 4).

Schematic diagram of velocity field of fluid flowing out from the feedstock supply manifold at the velocity of oil outflow from the manifold holes: (a) — 1 m/sec and (b) — 2 m/sec.
Based on analysis of the velocity field in the apparatus and taking account of formation of a uniform laminar flow in the main section of the apparatus it is proposed to supply the crude oil (mixed with washing water) not only to the bottom tier of the apparatus (Figs. 3 and 4) but also to two tiers, i.e., top and bottom tiers (Fig. 5).

Three-dimensional solid-state model (a), mesh (b), and results of calculation of velocity field (c) in a component of electric dehydrator with two original oil supply tiers.
It is expedient to supply 30 % of the crude oil to the top tier of the apparatus (Fig. 5) through 18 disk distributors located between the electrodes in risers with a diameter of 50 mm (placed 1.5 m apart in two rows of 9 pieces each). It is expedient to supply the main volume of the crude oil (70 %) to the bottom tier of the apparatus (under mirror of the settled water) through two manifolds installed at a height of 700 mm above the bottom generatrix of the housing shell (just as the longitudinal feedstock supply manifold 7 in Fig. 1).
This way of feedstock supply to two tiers in the electric dehydrator creates optimum conditions for intensification of collision, coalescing (enlargement), and precipitation of water drops.
For intensifying precipitation of water drops in the apparatus it is proposed also to use a system of electrodes, i.e., precipitation shelves (Fig. 6). The fluid velocity field in the electric dehydrator with two tiers of crude oil supply and additional system of electrodes depends on the location of oil injection nozzle in the top tier of the apparatus. In Fig. 6b, the nozzle is located in the lower section opposite to the charged electrodes 3 which form a coalescer-mixer; in this case, the main flow of the oil from the nozzle bypasses the electrodes, whereupon the velocity of the ascending flow increases markedly, water drop precipitation conditions change, and the amount of water in the oil increases at the apparatus inlet. In Fig. 6c, the nozzle is located in the section with the smallest surface between the electrodes; analysis of the flow structure shows that in this version of design the additional system of electrodes performs effectively.

Boundary surfaces of a three-dimensional solid-state model of electric dehydrator with two tiers of crude oil supply and additional system of electrodes (a), results of calculation of velocity field in a component of the electric dehydrator for various options of location of the oil supply nozzle (b), (c): 1 — bottom manifold; 2 — riser of top tier; 3 — oppositely charged electrodes forming coalescer-mixer; 4 — crude oil supply nozzle; 5 — central rod electrode; 6 — precipitation shelves; 7 — dehydrated oil discharge.
Based on the results of modeling of hydrodynamics an analysis was made of the structure of flows in the electric dehydrator (Fig. 7) and the following conclusions were drawn.

Schematic diagram of structure of flows in electric dehydrator: I — entry of original water−oil emulsion; II — flow from manifolds for distribution of original water−oil emulsion along housing walls; III — crude oil injected into working space between electrodes; IV — dehydrated oil to collection manifold; V — water drops running down the precipitating surface of electrode (over precipitation shelves); VI — large water drops precipitated under gravity; VII — discharge of settled water.
The water−oil emulsion I (Fig. 7) is fed into the housing of the electric dehydrator through two manifolds. From the holes in the bottom manifold the emulsion flow II moves along the housing wall. The dehydrated oil V is removed from the housing through the dehydrated oil collection manifold. The water is removed from the housing through the water collection manifold (flow VII). The flows of the original oil I and the injected water−oil emulsion III jointly pass through the fluctuating unidirectional electric field. Under the action of the forces of the electric field the adsorption shells of water drops break up and these drops coalesce, due to which water drops become larger and precipitate under gravity. The path of the precipitating water drops is reduced considerably by using precipitation shelves and, consequently, the precipitation time decreases, i.e., the load per unit space of the apparatus increases. The water drops coalesce on the hydrophilic surface of the shelves (flow V), run downward through the phase interface and collect in the water layer in the bottom part of the apparatus.
The described set of phenomena characterizes the structure of the flows in the whole apparatus. The initial factors determining the specific aspect of the phenomena in the apparatus are the design features of the apparatus, such as layout of the inlet and outlet pipes, presence and shape of the deflectors, expanders, reducers, distributive devices, etc. Each area of the apparatus is characterized by specific hydrodynamic and mass exchange conditions manifest in the specific nature of the force, velocity, thermal, and concentration fields. Analysis showed four stages in the apparatus, i.e., areas with different conditions of operation with different hydrodynamics of the emulsion flow and electric field intensity (Fig. 7).
The First Stage is located right near the central electrodes-nozzles (area A). In this stage occur dispersion, coalescence, and mixing of fresh and stratal water drops in a turbulent emulsion flow right near the central electrode under the action of a high-intensity electric field.
The Second Stage lies between plate electrodes (area B). Here, the drops coalesce in a flow moving in transitional flow mode. Under the action of an electric field in area B, the collision and coalescence of fine droplets of fresh and stratal water in the oil intensify. The fine water droplets separate from the oil very slowly, but under the action of the electric field (due to disintegration of the protective shells of the drops and their lining up into chains along the force lines of the electric field) coalesce into larger drops.
For intensification of settling of the emulsion it is expedient to use in the electric dehydrator design several settling baffles (to reduce the path of movement of settling drops) made of hydrophilic material (for additional coalescence of water drops under the action of capillary forces).
The drops enlarged in area B fall into area C with laminar mode of oil movement.
The Third Stage (area C) lies under the system of electrodes where the drops settle in laminar mode and the emulsion separates into oil and water layers. The electric field intensity in area C is not enough for formation chains of water drops.
The Fourth Stage (area D) is for separation of water drops from the crude oil flowing out of the manifold of the bottom tier in the process of its movement in the layer of the settled water.
The location of the proposed system of manifolds for two-tier supply of oil in the horizontal electric dehydrator will make it possible to exclude superfluous circulation of flows in the apparatus, prevent the oil from bypassing the electrode grids, minimize turbulence, and ensure laminar flow of the liquid along the vertical. As a result, it will be possible enhance the efficiency of the process of electric demulsification of the oil and, consequently, the throughput of the electric dehydrator.
Thus, based on the results of numerical modeling of the hydrodynamics of the apparatus, the velocity field for a specific electric dehydrator design with due regard for hydrodynamic and electrophysical properties of the oil has been determined and analyzed. Technical solutions have been proposed for organizing interrelated operation of inlet and outlet manifolds of the electric dehydrator are, taking account of the received data. As a result, effective flow movement in all areas of the horizontal electric dehydrator, and, consequently, efficient utilization of the entire space of the apparatus has been ensured due to creation of the required epure of the oil flow velocity throughout the cross section and along the length of the apparatus (with increase of the throughput of the electric dehydrator, change in shape and size of the electrodes, and organization of two-tier supply of feedstock).
References
A. G. Mukhametzyanova, Intensification of Hydromechanical and Heat and Mas Exchange Processes in Small Tubular Apparatuses [in Russian], Doctoral dissertation, Kazan (2012), p. 356.
A. G. Mukhametzyanova, G. S. Dyakonov, and E. I. Kulmentieva, “Modern computer engineering in research on flows in channels of various geometries,” Vestn. Kazan. Tekhnol. Univ., No. 2, 164–172 (2005).
K. V. Tarantsev, E. G. Krasnaya, V. A. Chirkov, and I. A. Ashikhmin, “Optimization of designs of electric dehydrators by computer simulation,” Khim. Neftegaz. Mashinostr., No. 6, 12–14 (2013).
K. V. Tarantsev and I. A. Proshin, “Development of design of a mixer-electric dehydrator for getting water-in-oil emulsion using numerical methods,” Khim. Neftegaz. Mashinostr., No. 4, 10–12 (2015).
K. V. Tarantsev, A. V. Коrosteleva, and I. A. Proshin, “Development of design of an electric dehydrator for dehydration of wateroil emulsions using numerical methods in Salome environment,” Khim. Neftegaz. Mashinostr., No. 5, 3–6 (2015).
K. V. Tarantsev, S. I. Ponikarov, and K. R. Tarantseva, “Analysis of possibility of use of modern computer engineering for investigating hydrodynamics of incompressible fluid in the working space of the apparatus,” Khim. Neftegaz. Mashinostr., No. 5, 40–42 (2019).
K. V. Tarantsev, S. I. Ponikarov, and K. R. Tarantseva, “Development of design of a mixer taking account of hydrodynamics of flows in the working space using numerical methods,” Khim. Neftegaz. Mashinostr., No. 6, 14–16 (2019).
S. Sh. Gershuni and M. G. Leibovsky, Equipment for Oil Dehydration and Desalting in Electric Field: Review Information [in Russian], TsINTIkhimneftemash, Moscow (1983).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Khimicheskoe i Neftegazovoe Mashinostroenie, Vol. 58, No. 7, pp. 22–26, July, 2022.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Tarantsev, K.V., Tarantseva, K.R. Analysis of Hydrodynamics of Horizontal Electric Dehydrators for Determining Ways of Intensification of Electrical Crude Oil Desalting and Dehydration. Chem Petrol Eng 58, 573–580 (2022). https://doi.org/10.1007/s10556-023-01131-6
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10556-023-01131-6