
Abstract
In the last decade, the paradigms concerning designing and enhancing manufacturing systems were changed due to an uncommonly fast development of computerization, automation and robotization. Unknown information technologies, such as virtual reality, artificial intelligence-based solutions and robots enter the industrial reality to an increasingly great extent. Development trend analysis allows one to assume that in the nearest future collaborative robots, capable of intelligent cooperation with people will constitute an element of manufacturing systems. The objective of this article is to present conditions that ought to be met in order to introduce intelligent collaborative robots as well as to employ Digital Twin technology in the process of cobot adaptation in terms of a certain manufacturing system.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Industry 4.0 revolutionised the production sector by integrating and implementing information technologies such as artificial intelligence (AI) Internet of Things (IoT), cloud computing or cyber-physical systems (CPS) [1, 2]. The main rule of Industry 4.0 is to make the manufacturing system “intelligent” by connecting machines and devices, which can control each other throughout their entire life cycle [3, 4]. The main priority of Industry 4.0 is process automation and therefore limiting human contribution to the manufacturing process [5, 6]. Industry 4.0 concentrates on enhancing mass production and effectiveness by providing intelligent connection between devices and applications using machine learning [7, 8]. Moreover, the fourth industrial revolution brought companies’ attention to the fact that data-driven management offers certain possibilities [9]. Data aggregated in real time present changing of production in overtime [10].
The more possibilities of measuring and analysing, the greater potential for optimizing. It is therefore to be stated that data aggregation in itself does not determine competitive advantage, but is a step towards a possibility of a full usage of production data potential [11]. It is also worth mentioning that each company is different and may collect a different range and volume of data [12]. The properly analysed data become a basis for management decision-making in manufacturing [13]. Due to this fact numerous question occur in terms of data analysis, mainly on selecting proper algorithms and determining the method of data aggregation and measure definition, that would allow one to assess the occurring changes [14]. Answering those questions poses a significant difficulty. Prior to answering, it is necessary to obtain a base – a place for data implementation – to obtain a coherent result.
The objective of this article is to present conditions and strategies resulting from current development trends in industrial systems, which influence and are used for implementing cobots. The possibility of using Digital Twin technology in the adaptation of cobots for certain manufacturing systems was especially examined.
2 Digital Twin as an Environment for Designing and Improving Modern Manufacturing Systems
2.1 General Idea of Digital Twin Technology
As far as optimization of processes and manufacturing systems, a concept of Digital Twin, promoted in terms of Industry 4.0 may prove helpful. Digital Twin is a structured method of digitalizing manufacturing systems. Digital Twins are defined as a digital representation of an active, unique product, service or manufacturing system characterized by certain characteristics or conditions used for analysing, understanding and improving the product, service or manufacturing system [15]. According to the research by Markets and Markets, the worth of the Digital Twins global market of Digital Twins was stated to be 3.1 billion dollars in 2020, whereas in 2026 it is estimated to reach 48.2 billion dollars [16].
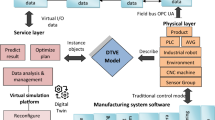
Digital Twin can be characterized by three basic elements: physical reality, virtual representation and interconnections that exchange information between the physical reality and virtual representation. It was presented in Fig. 1 in schematic form.

Digital Twin components and high-level processes [17].
The main motivation for the development of solutions on the level of Digital Twin is to improve the safety of manufacturing systems [18]. In this case it is focused on automatic fault-tolerant control, FTC. This structure allows process manufactures to continue predefined work in the case of equipment failure. The work may not be as efficient as normal, but the manufacturing system does not cease to operate [19].
2.2 Benefits of Digital Twin Implementation
The solutions of the Digital Twin are useful when a diagnose as well as prognosticating failures/errors of physical devices, planning movement by integrating with agent-based algorithms of fast optimization in a robotized production hall, modelling the real state of objects in order to increase their reliability, productive capacity or to plan the path of the robotic tool on the basis of transferring information between a reconfigured additive manufacturing system and its digital twin [16].
Management feedback using a digital twin is conducted by creating a model and its verification by what-if testing with another model proposition/suggestion. In the feedback phase of the digital twin, virtual start with the what-if tests combines simulation and automation. Virtual production modelling offers numerous benefits presented below [20].
-
1.
Finite production planning and task schedule testing to avoid unplanned production downtime.
-
2.
Supporting decision-making ‘to optimize production.
-
3.
Avoiding human errors in real production by virtual simulation and testing.
-
4.
Allowing for easy error/problem detection in the manufacturing system.
Environment and context area of a Digital Twin is represented by four dimensions: integration breadth, connection mode, update frequency and product life cycle.
Digital Twin behaviour or the wealth of opportunity include the remaining four dimensions, mainly CPS intelligence, simulation capabilities, digital model richness and human interaction. An eight-dimension model determined in such a way can help in the process of setting goals in the development of a new product by using the existing DT, upgrading the already existing product with the knowledge obtained from their operative DT, using standardization tool for the further development of DT as a single product or service (as a template), with the possibility of adding new functions along the eight dimensions as needed [15].
3 The Issue of Implementing Cobots in the Light of Current Trends
3.1 Motivation for Implementing Intelligent Collaborative Robots
Researchers indicate that the fourth industrial revolution decreases the need for a human component/factor in production, as it focuses on automation and seeking algorithm-based optimization. It is also frequently stated that numerous social consequences may ensue and the possibility of innovation is decreased, since it is an element characteristic for humans, as opposed to machines. Replacing humans with machines became naturally an area of research on new ways of a mutual (safe and effective) cooperation between human and machine. The term “cobot”, describing a robot able to work and cooperate with humans, has been introduced.
Cobot was designed (both in terms of construction and application/usage) to be safe operating in the vicinity of humans [21]. Moreover, the term “intelligent collaborative robot” can be found in literature more,21,and more frequently. Cobots are equipped with elements of artificial intelligence allowing one to broaden the range of intelligent interaction with objects nearby [22,23,24].
Introducing a human factor in the form of intelligence to the realization of processes with cobots is stated to be one of the elements of the fifth industrial revolution (Industry 5.0). The essence of Industry 5.0 is currently in the phase of concept formulation and is focused on the possibilities of using human intelligence and creativity to cooperate with powerful, intelligent and precise machines.
Numerous technical visionaries believe that Industry 5.0 will allow not only for using intelligence, but also the sense of touch (characteristic for humans) in the manufacturing industry. Industry 5.0 is expected to combine the high speed and precision of machines with critical and cognitive human thinking. Mass personalization is another important contribution of Industry 5.0, in which the customers may prefer personalized products, which suit their needs and taste. Industry 5.0 shall significantly increase production effectiveness and create versatility between humans and machines, allowing for responsibility in terms of interaction and constant monitoring [7].
Industry 5.0 acknowledges the industry’s ability to reach social goals exceeding workplaces and growth so as to support sustainable development (respecting the capability of the environment while concentrating on the wellbeing of the industry worker) [25]. This goal comprises of these three basic elements:
-
human-centric approach – instead of treating new technologies as a starting point and researching its potential for increasing effectiveness, human-centric approach places human needs and interests in the centre of the production process. Instead of focusing on the possible applications of the new technology, we ask what it can do for people;
-
sustainability; sustainability means decreasing energy consumption and greenhouse gas emission in order to avoid depletion and degradation of natural resources to fulfil the needs of current generations without jeopardizing the future generations;
-
resilience – focuses on the need to develop a higher level of resilience in manufacturing, bracing it against disruptions and ensuring its readiness to support critical infrastructure in the times of crisis [25].
A new perspective of developing manufacturing systems is introduced considering these three elements. This perspective would bring people back to factory halls, connecting people and machines to utilize the power and creativity of human mind in order to increase process effectiveness by combining the workflow with intelligent systems [26].
3.2 Cobots – Collaborative Robots
Industry 5.0 redefines the notion “robot”. Robots shall no longer be simply programmable machines suited for performing repetitive actions. Instead they could become a perfect companion for people in certain cases. The next industrial revolution will introduce a next generation of robots – cobots, which will know or learn quickly how to perform tasks.
These collaborative robots will be aware of human presence and therefore shall take care of safety and risk criteria. They will be able to notice, understand and feel not only a person, but also the goals and expectations of a human operator. Similarly to a student, cobots will observe and learn how to perform a certain task. Once the task is learned, it will be performed by the cobots as it was done by humans [25].
3.3 Cobots – Collaborative Robots
Despite a promising perspective presented by Industry 5.0, there is a lot to be done in terms of robot implementation, and especially its conditions. According to the authors, numerous requirements presented in literature ought to be met by Industry 5.0. These conditions can be divided into two main groups: technical and technological conditions and organisational conditions.
The first group is focused on technical and technological measures that ought to be used in creating solutions for Industry 5.0 and cobots. It is necessary for the solution to be cohesive in terms of the working environment for both humans and machines. It is also indicated that in order to consider such a solution it is necessary to present ready methods and tools in terms of both obtaining and processing data. Technologies supporting the implementation of cobots is a set of complex systems which combine technologies, such as intelligent materials with biology-inspired sensors. Therefore, each of the below presented elements can reach their potential only when combined with others, as a part of a system or a technological solution.
-
networked sensor data interoperability – ensuring the possibility of data flow between various machines and sensors (as required), energy-saving and safe technologies of transmission, storing and analysing of data,
-
multiscale dynamic modelling and simulation: digital twins – allowing one to map the production process in the virtual reality, digital twns and simulation technologies optimize production, test products and processes as well as detect possible consequencs,
-
shopfloor trackers – constituting a base for robot navigation in the production area;
-
virtual training – training in a simulated environment, allowing one to select a proper solution for the type of work, staff education,
-
intelligent autonomous systems – working without an operator, deep learning necessary for pattern recognition, ability to deal with and find correlations between complex, interconnected data from various sources and scales in terms of a system of systems,
-
advances in sensing technologies and machine cognition – a base for recognizing patterns and applying them in machines,
-
applying brain monitoring technology in order to recognize signals – encephalography (EEG). Functional Magnetic Resonane Imaging (fMRI) or functional near-infrared spectroscopy (fNIRS) (fNIRS is portable and easier to use due to a shorter configuration time and built-in wireless connection for transferring data in the majority of available headsets [26],
-
individualised human-machine-interaction –solutions allowing one to combine the work done by humans with technology, support people and combining human innovation with the capability of a machine, recognizing speech and gestures, predict intentions, control mental and physical burden and stress in workers, cobots, augmented, virtual or mixed reality, exoskeletons, bio-inspired work clothes and safety equipment,
-
bio-inspired technologies and smart materials – bio-inspired technologies and processes ensured by built-in sensors, adaptative-ergonomic properties of the surface,
-
technologies for energy efficiency, renewables, storage and autonomy – technologies require significant amounts of energy to properly function, therefore solutions obtaining carbon neutrality are required, mainly integration of renewable energy sources, Hydrogen and Power-to-X technologies support, intelligent dust sensors, energetically autonomous or low-energy data transmission and analysis [27].
The other group of conditions are organizational issues. Here, the issues regarding the influence of cobots on the work environment, employees, organizational structure and ethical or legal issues are discussed. The following issues are presented:
-
legal and regulatory issues:
There is still no coherent legal definition of a robot. Technical definitions are available, but only a legal definition is a basis for business and organizations. Moreover, the definition ought to allow one to discern a robot from other machines occurrin in the production environment. Apart from a clear definition, the law ought to consider at least the types of robots, which might be operated alongside human workers, roles and responsibilities of robots, types of decisions concerning humans that can be made by robots, types of malfunctions and responsibilities, distribution of responsibility in the even of robot malfunction, robot software regulations, the robot’s ability to learn adn develop, certificates necessary, certificating bodies and their responsibilities;
-
personal preference toward working with robots:
Some workers may be interested in working with robots, whereas some others might be against it. Organizations interested in implementing such solutions ought to be aware of those preferences, since they will influence the speed of implementation and the number of problems relating to it;
-
psychological issues resulting from human-robot co-working:
It is difficult to determine how human psyche will be influenced by the cooperation with robots. Could it cause phobias? At this point it can be stated that further research will be necessary;
-
social implications of human-robot co-working:
During work, numerous social interactions occur, also in a group. Some people might prefer robots presenting social behaviour. Others might claim that social behaviour exhibited by robots is unreal and, since it results from computer programming, false. The employees’ opinions will most likely vary;
-
the changing role of human resources departments:
Conducting work analyses, creating descriptions of workstations and identification of business processes are the most important tasks of the human resources department. HR departments will have to conduct their tasks again before introducing robots to their organizations;
-
the changing role of information technology departments and emerging of robotics departments:
Since robots take over important tasks, their conservation and modernisation ought to be performed in a safe and secure manner. It is important to ensure security of data obtained by the robots. This shall pose even more difficulty than securing the current IT infrastructures of an organization. Cooperating with robots will make it harder to ensure information and privacy in the workplace;
-
ethical issues resulting from human-robot co-working – ethical status of robots:
Commitment to work and a proper performance of duties are directly linked to humans and their work. In the case of robots, this ethics does not apply, since they perform certain strictly defined tasks. For this reason, people cannot compete with robots in terms of obtaining a good ethical norm in this aspect. It is hard to predict how work ethics will evolve in the area of human-robot cooperation;
-
preference toward types of robots to work with (learning or rule-based robots):
Robot learning method depends on the applied technique. It can either synthesize knowledge in terms of machine learning, or work according to strict rules. As a result, we will be faced with a compromise in terms of the types of robots used in the environments where humans cooperate with robots;
-
learning to work with robots:
We may be forced to learn how to behave towards a robot in order to achieve what we want. Non-verbal communication is an important part of interpersonal interactions. Robots can, but do not necessarily have to understand these nonverbal signals. People will take time to learn and get used to working with robots;
-
negative attitude toward robots due to shrinking human workforce:
Some might claim that using robots may increase unemployment. A counterargument, however, indicates that additional workplaces will be created. History validates this counterargument. Since machines would take over more “earthbound” tasks, people could focus on jobs requiring creativity, artistry, research and development;
-
humans competing with robots or robots complementing humans:
The majority of people may even prefer obedient robot-assistants. Such robots would help people with their tasks without a need for a human assistant. On the other hand, some people may claim that that robots can, and even should take up jobs for people, as it would increase the effectiveness of human workers. People compete for jobs in organizations and adding robots to this competition would complicate management and organisation [28].
A production system changes significantly as cobots are introduced to it. The awareness of organizational conditions of robots must be taken into account and might help to assess whether a solution would be beneficial for a certain production system.
3.4 The Role of Digital Twin in the Implementation of Cobots for Production Systems of Industry 5.0
Among numerous conditions relating to implementing cobots an area requiring attention occurs, mainly implementing the robot in certain industrial conditions. It is important to realise that the human-robot cooperation poses a challenge for both the cobot builders and the people operating the machines due to the variability of people. Even in the case of an identical task, each movement of a person performing it might be slightly different. On the other hand, cobots might perform various tasks and ae introduced to various production contexts. The cobot activity depends on the data availability and the quality of controlling algorithms. The more data, the better possibilities for robot parametrization, which means a better human-robot cooperation. Work safety increases similarly in the case of anormal or atypical situations.
In the case of purchasing a new cobot equipped with specialist sensory infrastructure (cameras, laser sensors etc.) and pre-defined algorithms it is necessary to adjust the cobot to the needs of a given organization.
Two strategies appear to be especially promising. In the first one, the cobot is implemented directly into the work environment, which would allow the algorithms to parametrize the behaviour on the basis of the sensors available. In this case, however, the cobot will be limited to the data it can obtain itself. In many cases this would suffice, but in the case of a complex machinery park or a production line that is constantly in motion (the workers moving, automated guided vehicles supplying materials etc.) it is impossible for a cobot to notice everything using cameras and sensors. For example, cobot will not be able to notice a person, whose view is obstructed by another person or an object.
For this reason and considering the development of Digital Twin solutions it is advised to consider the second, much more complex strategy, where the cobot is implemented using a Digital Twin. Moreover, the environment is characterised using the data from Digital Twins. This way, almost the entirety of the environment is represented by digital data – both the human workers and the machines have a representation in the virtual reality (Fig. 2). Data on the full spectrum of events in the workplace allows one to implement a greater number of boundary conditions. Depending on the needs, fulfilling the conditions can be seen as a safety or work effectiveness operations. In the case of humans, human robot collaboration approach is implemented and the human digital twin solutions are used [21].
In the case of machines, Digital Twin solutions are usually used. This approach offers a greater range of data, which allows both the robot builder and the robot itself to perform tasks both at the implementation stage and in everyday work in industrial conditions.
In the implementation stage (even before the physical implementation) it is possible to train the cobot on the basis of the aggregated real production data. The training is therefore not based on simulated or estimated data, but on data registered in the place where the robot is expected to operate. Such an approach shortens the implementation time and limits the risk of human-machine cooperation.

Information flow between digital and physical human-twin [21].
Upon completing the implementation period, new production launches are performed elastically. Cobot ought to be able to learn. In the case when data is supplied by Digital Twins, such an adaptation is based on the analysis of new data, which is in accordance with the current production requirements. In this, way the cobot becomes a fully functional tool, an open system.
4 Conclusions
Considering the above discussed conditions and strategies of implementing cobots, it is to be mentioned that this issue is of great importance for the development of production systems. It is necessary to determine how a certain solution realises technical, technological and organizational conditions when developing, planning or implementing such a solution. It is a basic step towards creating a fully functional solution meeting the needs of the robot builders, companies and production workers. The role and meaning of Digital Twin technology and cobots shall be researched further.
References
Gola, A.: Design and management of manfufacturing systems. Appl. Sci. 11, 2216 (2021)
Grznar, P., et al.: Modeling and simulation of processes in a factory of the future. Appl. Sci. 10(13), 4503 (2020)
Jasiulewicz-Kaczmarek, M., Żywica, P., Gola, A.: Fuzzy set theory driven maintenance sustainability performance model: a multiple criteria approach. J. Intell. Manuf. 32(5), 1497–1515 (2021)
Petrillo, A., De Felice, F., Cioffi, R., Zomparelli, F.: Fourth industrial revolution: current practices, challenges, and opportunities. Digit. Transform. Smart Manuf. (2018).https://doi.org/10.5772/intechopen.72304
Kluz, R., Antosz, K.: Simulation of flexible manufacturing systems as an element of education towards Industry 4.0. In: 6th International Scientific-Technical Conference on Advances in Manufacturing II (Manufacturing), pp. 332–341. Poznan (2019)
Lu, Y.: Industry 4.0: a survey on technologies, applications and open research issues. J. Ind. Inf. Integr. 6, 1–10 (2017)
Maddikunta, P.K.R., et al.: Industry 5.0: a survey on enabling technologies and potential applications. J. Ind. Inf. Integr. 26, 100257 (2021)
Musial, K., Kotowska, J., Górnicka, D., Burduk A.: Tabu search and greedy algorithm adaptation to logistic Task. In: Saeed, K., Homenda, W., Chaki, R. (eds.) Computer Information Systems and Industrial Management. CISIM 2017. LNCS, vol. 10244, pp. 39–49. Springer, Cham (2017). https://doi.org/10.1007/978-3-319-59105-6_4
Arrais-Castro, A., Varela, M.L.R., Putnik, G.D., Ribeiro, R.A., Machado, J., Ferreira, L.: Collaborative framework for virtual organisation synthesis based on a dynamic multi-criteria decision model. Int. J. Comput. Integr. Manuf. 31(9), 857–868 (2018)
Brzozowska, J., Gola, A.: Computer aided assembly planning using MS excel software – a case study. Appl. Comput. Sci. 17(2), 70–89 (2021)
Rymarczyk, T., Klosowski, G., Kania, K., Rymarczyk, P., Mazurek, M.: Tomographic ultrasonic sensors in insutrial applications. Przeglad Elektrotechniczny 97(1), 166–169 (2021)
Kłosowski, G., Gola, A., Thibbotuwawa, A.: Computational intelligence in control of AGV multimodal systems. IFAC-Papers Online 51(11), 1421–1427 (2018)
Relich, M., Nielsen, I.: Estimating production and warranty cost at the early stage of a new development project. IFAC Papers OnLine 54(1), 1092–1097 (2021)
Pizon, J., Kulisz, M., Lipski, J.: Matrix profile implementation perspective in industrial internet of things production maintenance application. J. Phys. Conf. Ser. 1736(1), 01236 (2021)
Stark, R., Fresemann, C., Lindow, K.: Development and operation of Digital Twins for technical systems and services. CIRP Ann. 68(1), 129–132 (2019)
Leng, J., Wang, D., Shen, W., Li, X., Liu, Q., Chen, X.: Digital twins-based smart manufacturing system design in industry 4.0: a review. J. Manuf. Syst. 60, 119–137 (2021)
VanDerHorn, E., Mahadevan, S.: Digital twin: generalization, characterization and implementation. Decis. Support Syst. 145, 113524 (2021)
Stączek, P., Pizoń, J., Danilczuk, W., Gola, A.: A digital twin approach for the improvement of and autonomous mobile robots (AMR’s) operating enviroment – a case study. Sensors 23(21), 7830 (2021)
He, R., Chen, G., Dong, C., Sun, S., Shen, X.: Data-driven digital twin technology for optimized control in process systems. ISA Trans. 95, 221–234 (2019)
Jeon, S.M., Schuesslbauer, S.: Digital twin application for production optimization. In: IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), pp. 542–545. IEEE, Singapore (2020)
Malik, A.A., Brem, A.: Digital twins for collaborative robots: a case study in human-robot interaction. Robot. Comput. Integr. Manuf. 68, 102092 (2021)
Doyle-Kent, M., Kopacek, P.: Industry 5.0: is the manufacturing industry on the cusp of a new revolution? In: Durakbasa, N., Gençyılmaz, M. (eds.) Proceedings of the International Symposium for Production Research 2019. ISPR (ISPR 2019) 2019. LNME, pp. 432–441. Springer, Cham (2020). https://doi.org/10.1007/978-3-030-31343-2_38
Castillo, J.F., Ortiz, J.H., Diaz Velasquez, M.F., Saavedra, D.F.: COBOTS in Industry 4.0: safe and efficient interaction, collaborative and humanoid robots. https://www.intechopen.com/online-first/77896. Accessed 06 Dec 2021
Saxena Dev, S.V.A., Saxena, A.: Emergence of futuristic HRM in perspective of human-cobot’s collaborative functionality. Int. J. Eng. Adv. Technol. 10, 2249–8958 (2021)
Javaid, M., Haleem, A.: Critical components of industry 5.0 towards a succesful adoption in field of manufacturing. J. Ind. Integr. Manag. Innov. Enterp. 5(3), 327–348 (2020)
Nahavandi, S.: Industry 5.0 - a human-centric solution. Sustainability 11(16), 4371 (2019)
Müller, J.: Enabling Technologies for Industry 5.0 - Results of a workshop with Europe’s technology leaders (2020). https://op.europa.eu/en/publication-detail/-/publication. Accessed 06 Dec 2021
Demir, K.A., Döven, G., Sezen, B.: Industry 5.0 and human-robot co-working. Procedia Comput. Sci. 158, 688–695 (2019)
Acknowledgments
The project/research was financed in the framework of the project Lublin University of Technology-Regional Excellence Initiative, funded by the Polish Ministry of Science and Higher Education (contract no. 030/RID/2018/19).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Editor(s) (if applicable) and The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Pizoń, J., Gola, A., Świć, A. (2022). The Role and Meaning of the Digital Twin Technology in the Process of Implementing Intelligent Collaborative Robots. In: Gapiński, B., Ciszak, O., Ivanov, V. (eds) Advances in Manufacturing III. MANUFACTURING 2022. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-00805-4_4
Download citation
DOI: https://doi.org/10.1007/978-3-031-00805-4_4
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-00804-7
Online ISBN: 978-3-031-00805-4
eBook Packages: EngineeringEngineering (R0)