
Abstract
This paper involves the numerical analysis of fatigue behaviour of welded joints made of steel SA-387 Gr. 91, with special attention devoted to its regions, which have very different mechanical and fatigue properties. Extensive experimental research, which was performed in order to obtain the coefficients necessary for the analysis of fatigue life of structures and parts made of this steel, was used as the base for the finite element method simulation, performed in ANSYS R19.2. Due to the typical applications of steels from this group, all experiments were performed at elevated temperature of 575 °C, which corresponds to the exploitation conditions for this material. Obtained results have shown noticeable difference in fatigue crack growth resistance of different welded joint regions, as was expected from the experimental results.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
The aim of this research was to numerically simulate fatigue crack growth through different regions of a welded joint regions, including the parent material, the weld metal and the heat-affected zone. To achieve this goal, finite element method [1,2,3,4,5] was used in combination with the experimentally obtained results. Welded joints were made of SA-387 Gr. 91 steel [6], typically used for structures which work at elevated temperatures. Due to this, finite element method simulations were carried out under such conditions, with mechanical and fatigue properties (Paris coefficients in this case) taken from experiments that were performed at 575 °C.
The obtained results for each welded joint region were then compared mutually, in terms of number of cycles, in order to determine which welded joint region had the highest resistance to fatigue crack growth, i.e. which one had the longest fatigue life in the presence of an initial crack. This research was inspired by similar work [7, 8], which also involved different types of steels, also focusing on the heterogeneity of welded joint regions [5, 9, 10] in terms of mechanical properties and its effect of fatigue behaviour of welded joints. In this way, the authors of the paper were able to further improve the methodology which was recently developed in Sedmak et al. [7], confirming its application to different types of materials.
2 Experimental Results
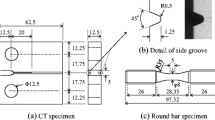
Experimental determination of C and m parameters from Paris law (da/dN = C⋅ΔKm) was performed in a standard way ASTM E647, at elevated temperature of 575 °C, using modified C(T) specimens for all three welded joint zones, Fig. 1.1.

C(T) specimens for different regions of the welded joint
Results are shown as the combination of C and m values which provides the highest fatigue crack growth in each welded joint zone:
-
C = 6.00 × 10 − 12 and m = 3.22 for the parent metal (PM).
-
C = 2.59 × 10 − 11 and m = 3.46 for the weld metal (WM).
-
C = 2.60 × 10 − 10 and m = 2.20 for the heat affected zone (HAZ).
3 Numerical Simulation
Numerical simulations of fatigue behaviour of C(T) specimens at elevated temperatures included the following steps:
-
Development of models based on the geometry of the modified specimens used in the experiment stage of this research.
-
Defining of mechanical and fatigue properties in the manner described in the previous section.
-
Defining of boundary conditions and loads which would correspond to the real experimental conditions as closely as possible.
-
Introducing a fatigue crack in the location where it had occurred in the real specimens.
-
Defining the number of substeps necessary for the fatigue crack to reach the limit length of 5 mm (according to the maximum measuring capacity of the measuring foils used in the experiment).
Since C(T) specimens are typically loaded via the two holes through which they are also supported, a similar approach was used in ANSYS. This version of the software has an option for defining a special boundary condition which prevents most displacements and rotations around the axes other than the one in which the load is acting—and it can be applied to the inner surfaces of the two holes. In this way, there was no need to define separate load and boundary conditions, since both could be introduced using the same option. An additional boundary condition was also applied to the middle section of the specimens curved surface, in order to fix the model itself and prevent it from having unexpected displacements once fatigue crack starts propagating, since at this point the load conditions are no longer necessarily symmetrical.
The loads, defined in the form of two tensile forces acting in the opposite directions, were defined in accordance with the tensile test results, with values taken from tables made based on force–displacement diagrams. For all three cases, force magnitudes were slightly above 7 kN and the loads in the models were defined accordingly. The load step was divided into a number of substeps, since these control the overall crack length. The total amount of substeps necessary for the crack length to reach 5 mm varied, depending on the mechanical properties and loads (the latter not being significant, due to very similar load magnitudes for all models). The needed number of substeps was determined iteratively, until the desired length of ~5 mm was reached. Finite element mesh was generated using TET elements, Fig. 1.4, with finer mesh near the crack tip.
3.1 Numerical Results
Results are given in Figs. 1.3, 1.4 and 1.5 in the form of crack length, a, dependence on number of cycles, N, for PM, WM and HAZ, respectively. Obtained results have shown significant differences in terms of the number of cycles to reach a = 5 mm, indicating significant differences in welded joint zones. Initial fatigue crack length in all three cases was 0.2 mm, and as was shown in Fig. 1.2, it was placed at the tip of the notch in the C(T) specimen model. These differences in all cases show that the effect of welded joint heterogeneity on the fatigue behaviour of C(T) specimens in this case was considerable.

a CT specimen and its b finite element model

Crack length versus number of cycles diagram for parent metal

Crack length versus number of cycles diagram for weld metal

Crack length versus number of cycles diagram for heat affected zone
As can be seen from the a-N diagrams shown in Figs. 1.5, 1.6, 1.7, the parent material had shown the best fatigue resistance of all three welded joint regions, reaching a total of 1729 cycles, almost three times as much as the heat-affected zone model (657 cycles). Weld metal performed the worst, compared to the other two regions, with a very low number of total cycles, at 65. This suggests that the behaviour of a welded joint made with steel SA-387 Gr. 91 under fatigue load would be significantly affected by the location of the fatigue crack in a real structure. Since the welded joint in this case was overmatched, the crack would typically initiate in the parent material, which would be a favourable scenario, since it has the highest resistance to fatigue crack growth. On the other hand, crack initiating in the weld metal would lead to quick failure due to fatigue, which should be taken into account as it is a possibility in the case of an inadequately defined/performed welding technology. All of this applies to elevated temperatures, which are characterised by noticeable changes in mechanical properties of materials involved, which suggests that similar tests should also be performed at room temperature, in order to determine if the relationship between the mechanical and fatigue properties of all welded joint regions would remain more or less the same.
4 Conclusions
The following conclusions were drawn based on the obtained results:
-
Simulations shown in this paper can achieve sufficiently good results in very little time, and it is easy to adjust the models to different materials.
-
Results for different regions can different significantly, and this needs to be further related to the microstructural aspect of welded joint heterogeneity.
References
Sedmak A (2018) Computational fracture mechanics: an overview from early efforts to recent achievements. Fatigue Fract Eng Mater Struct 41:2438–2474
Hemer A, Arandjelović M, Milović Lj, Kljajin M, Lozanović Šajić J (2020) J. analytical vs. numerical calculation of fatigue life for different welded joint regions, accepted for publishing Technical Gazette 27(6):1931–1937
Hemer A, Sedmak S, Milović Lj, Grbović A, Sedmak A (2020) FEM simulation of welded joint geometry influence on fatigue crack growth resistance. Procedia Struct Integrity 28:1827–183
Milović Lj, Vuherer T, Radaković Z, Petrovski B, Janković M, Zrilić M, Daničić D (2011) Determination of fatigue crack growth parameters in welded joint of HSLA steel. Struct Integrity Life 11(3):183–187
Mlikota M, Schmauder S, Božić Ž, Hummel M (2017) Modelling of overload effects on fatigue crack initiation in case of carbon steel. Fatigue Fract Eng Mater Struct 40(8):1182–1190
Čamagić I, Sedmak S, Sedmak A, Burzić Z (2019) Influence of temperature on fracture toughness values in different regions of A-387 Gr B welded joint. Procedia Struct Integrity 18:205–213
Sedmak A, Hemer A, Sedmak S, Milović Lj, Grbović A, Čabrilo A, Kljajin M (2021) Welded joint geometry effect on fatigue crack growth resistance in different metallic materials. Int J Fatigue 150:106298
Aranđelović M et al (2021) Numerical and experimental investigations of fracture behaviour of welded joints with multiple defects. Materials 14(17), special issue numerical and experimental analysis of fracture behaviour of heterogeneous welded structures. https://doi.org/10.3390/ma14174832
Berković M, Maksimović S, Sedmak A (2004) Analysis of welded joints by applying the finite element method. Struct Integrity Life 4(2):75–83
Aranđelović M et al (2021) Numerical simulation of welded joint with multiple various defects. Struct Integrity Life 21(1):103–107
Acknowledgements
This research was supported by the Ministry of Sciences and Technology of Republic of Serbia through the contracts 451-03-9/2021-14/200105 and 451-03-68/2020-14/200105.
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Jovanović, M., Sedmak, S., Sedmak, A., Burzić, Z., Čamagić, I. (2022). Numerical Simulation of Fatigue Crack Growth in Different Welded Joint Zones. In: Lesiuk, G., Duda, S., Correia, J.A.F.O., De Jesus, A.M.P. (eds) Fatigue and Fracture of Materials and Structures. Structural Integrity, vol 24. Springer, Cham. https://doi.org/10.1007/978-3-030-97822-8_1
Download citation
DOI: https://doi.org/10.1007/978-3-030-97822-8_1
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-97821-1
Online ISBN: 978-3-030-97822-8
eBook Packages: EngineeringEngineering (R0)