
Abstract
This work evaluates the stress state and strength of the cutting tool under the combined action of external factors. At the same time, a numerical method for calculating the stress state of the complex shaped carbide tool’s cutting part for machining railway wheels was used, taking into account the hardening chamfer and various values of its front surface angle. The changes in the physical and mechanical properties of the tool material under the temperature field influence and various laws of loads distribution on the tool contact surfaces, leading not only to elastic, but also to plastic deformations of the hard alloy, are taken into account. The article evaluates the static strength of the cutting tool when processing the wheels of different hardness, taking into account temperature and power effects. The technology of reuse of cutting tools for machining railway wheelsets has also been presented.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
- Simulation
- Stress state
- Railway wheel
- Cutting tool
- Reinforcing chamfer
- Temperature field
- Load
- Hardness
- Stresses
- Strength
1 Introduction
The role of railway transport in the economic system of any country is growing every year. To meet the growing needs for the transportation of goods, it is necessary to take into account the operational reliability and traffic safety on the railways [1,2,3]. This largely depends on the trouble-free operation of wheelsets, which are one of the main rolling stock elements [4,5,6,7,8,9].
During the rolling stock operation, wear and damage to its chassis and, in particular, the profile of the wheelsets’ rolling surface occurs. The worn profile of the rolling surface is periodically restored by machining using a cutting tool equipped with carbide plates. Statistical data on the machine tools use indicate that a significant proportion of equipment downtime (up to 40%) occurs due to low tool life and reliability. An increase in the hardness and strength characteristics of wheel steel also leads to a decrease in the cutting tool durability, which causes an increased consumption of it and, as a consequence, increases the repairing wheels’ cost. All this, together with fluctuations in the cut and hardness depth, causes a change in temperature and power loads in the process of restoring the wheel profile over a wide range, which together negatively affects the cutting tool, equipment and, in general, the processing process productivity.
One of the directions of improving the technological process of restoring wheelsets and saving the wheel and tool resource is to ensure its reliability [10,11,12,13,14,15]. The paper evaluates the stress-strain state and strength of the cutting tool in the process of temperature-force loading on the basis of a systematic approach under various operating conditions.
2 Assessment of the Stress State and Strength of the Cutting Tool Under Force Action from External Factors
In general, the forceful nature of the tool cutting edge loading is due to the resistance reaction to the cutting tool into the wheel body. This factor depends on the physical and mechanical characteristics of the processed wheel material, first of all, on the wheel hardness fluctuation along the depth and contour of cutting due to the presence of hard-to-machine defects on the rolling surface.
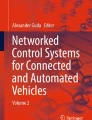
The removal (exploration) of the modeling data was carried out in a checkerboard pattern near the plate top, in the places where its configuration changes along the front and back surfaces, as well as in the places of maximum equivalent stresses concentrations (Fig. 1).

Static nodal principal stresses in the main cutting plane of the wedge: a) σ1; b) σ2; c) σ3; d) section of the main cutting plane with indication of exploration locations
The point samples with probable contours of equal equivalent stresses \({\sigma }_{\eta }\) and the idealized picture of their distribution under the force action on the cutting plate of different configuration when restoring the wheel profile with the parameters: v = 20 m/min, t = 5 mm., s = 1.1 mm/rev are graphically presented in Fig. 2 (a - stress isolines, c - stress distribution pattern).
Based on the analysis of the equal equivalent stresses isolines \({\sigma }_{\eta }\) and the idealized picture of their distribution under force (Fig. 2), it was found that there is a contact stresses’ high concentration region in the cutting tool.
This area is about \({\raise0.5ex\hbox{$\scriptstyle 1$} \kern-0.1em/\kern-0.15em \lower0.25ex\hbox{$\scriptstyle 4$}} - {\raise0.5ex\hbox{$\scriptstyle 1$} \kern-0.1em/\kern-0.15em \lower0.25ex\hbox{$\scriptstyle 3$}}\) width of the hardening chamfer and is located vertically below it at the depth of 1…3 values of the wheel contact on the rear surface of the tool. This zone extends deep into the coulter body approximately along the bisector of the tapering angle closer to the back surface of the tool to a depth (6–7)·∆, and horizontally it is equal to approximately half of the cutting waste contact length along the front surface, where the approximate maximum is located (Fig. 3).

Distribution of equal equivalent stresses in a tangential carbide configuration γ = 7º, γy = –15º, fy = 0.5 mm, α = 6° when processing steel with hardness 300 HB

Distribution of equal equivalent stresses in a tangential carbide configuration γ = 0º, γy = –15º, fy = 0.5 mm, α = 6° when processing steel with hardness 300 HB
3 Assessment of the Stress State and Strength of the Cutting Tool Under Temperature Action from External Factors
The heat released in the process of cutting materials is one of the main indicators of the process intensity, since it determines the cutting tool durability and the restoration processing productivity.
Arising as a result of the cut material deformation to be cut and friction on mating surfaces, heat, heating the cutting zone, affects the process and the tool state and determines its strength and wear resistance. The heat of deformation occurs in a certain volume located in the shear plane, and the heat of friction - in the layers located at the contact surfaces. The studies on the deformation in the cutting zone show that the areas in which heat release occurs, with an increase in cutting speed, occupy less and less volume. Therefore, for the practically applied operating modes of the tool during restorative machining of wheels, the heat loads distribution on the cutting tool surfaces was taken to be concentrated flat, i.e., evenly distributed over the contact area (according to the rectangle law). In addition, it was believed that the contact surfaces do not give off heat to the environment, and thus the heat exchange process of the cutting zone with the surrounding air was neglected.
The average temperatures on the tool’s contact surfaces of the (along the front and rear surfaces) arising during the restoring machining of the wheel profile were determined on the basis of the recommendations of the similarity theory developed by professor S.S. Silin.
Point samples with probable contours of equal equivalent stresses ση and an idealized picture of their distribution under temperature action on a cutting plate of different configuration when restoring the wheel profile at v = 20 m/min, t = 5 mm, s = 1,1 mm/rev are graphically presented in Figs. 4 and 5 (a - stress isolines, c - stress distribution pattern).
The temperature character of the loading of the cutting part of the tool is characterized by the appearance of a second region of contact stresses’ high concentrations. This area is located near the front surface of the cutter on the rounded lateral surface of the hole closer to the cutting edge and is “embedded” in concentric circles and extends into the tool body to decrease. It should be noted that under temperature exposure, the stresses’ value in absolute terms in the region of high stress concentrations is 10…15% higher than with a separate force action.

Distribution of equal equivalent stresses in tangential carbide configuration γ = 7º, γy = –15º, fy = 0.5 mm, α = 6° when processing steel with hardness 300 HB

Distribution of equal equivalent stresses in tangential carbide configuration γ = 0º, γy = –15º, fy = 0.5 mm, α = 6° when processing steel with hardness 300 HB
4 Assessment of the Stress State and Strength of the Cutting Tool under the Combined Action of External Factors
According to the data on the above-made stress state calculations, a complex stress state arises in the cutting wedge. Therefore, the long-term strength under the conditions characterized by isothermal creep must be selected based on the total value of the equivalent stresses ση, obtained on the basis of the temperature fields and stress state calculation with a constant and pulsating (for the dynamic cutting condition) component from the force factor of loading the tool’s cutting part.
Idealized picture of the distribution of equivalent stresses ση from the total impact of external factors on the cutting plate of different configuration when restoring the wheel profile at v = 20 m/min, t = 5 mm, s = 1,1 mm/rev are graphically presented in Figs. 6 and 7 (a - temperature-force loading, b - dynamic cutting conditions (combined nature, temperature-force taking into account the impact character).

Graphical model of temperature-force loading of a tangential carbide configuration γ = 7º, γy = –15º, fy = 0.5 mm, α = 6° when processing steel with hardness 300 HB

Graphical model of temperature-force loading of a tangential carbide configuration γ = 0º, γy = –15º, fy = 0.5 mm, α = 6° when processing steel with hardness 300 HB
It follows from the calculations that the power and thermal loads on the cutting tool, as well as the nature of their distribution, are not constant during the cutting process; a change in loads leads to a change in the stress state of the cutting wedge. The maximum stresses are concentrated at the leading edge near the cutting edge and are due to the temperature loading factor. When working with a hard-alloyed tool with a difficult-to-machine material, the impact nature of loading has a significant effect on the stress state, the strength is limited by the cutting speed, which limits the processing productivity.
Sufficient tool strength (\(n={\sigma }_{B}/{\sigma }_{\eta }\ge 1\)) especially at the initial cutting stage is a necessary, but not a sufficient condition for the tool’s effective operation. When choosing a tool material, in addition to the strength indicator, it is necessary to take into account the parameters of the tool material’s wear resistance in aggregate.
As a result of solving the optimization problem, the following final values of the resulting geometric parameters of the optimized plate were obtained, taking into account its installation in the holder body, determined by the plate front surface configuration and the holder socket support surface inclination, in comparison with the standard one (Table 1). The table also presents their calculated and predicted strength characteristics.
The geometric shape of the cutting part of the plate is shown in Fig. 8.

Geometric shape of the cutting part of the plate when it is installed in the holder at an angle α
Thus, for the effective instrumental support organization of the rolling stock repair, it is necessary to organize the serial production of remanufactured replaceable carbide cutting plates of high quality and low cost. For this, a technology for restoring their cutting ability from the plates that have worked out their resource has been developed and successfully tested (patent for a useful model No. 139749). The utility model relates to machine-tool construction, relates to grinding and can be used in the repair and manufacture of hard-alloy multifaceted plates for assembled cutting tools, as well as the plates used for processing parts, mainly of railway transport. The proposed system makes it possible to obtain a high-quality and cheap tool due to a rational approach to quality management issues at the stage of designing remanufactured plates, their production and subsequent operation of finished products.
The introduction of instrumental support for the rolling surface profile machining of the rolling stock wheelsets based on the re-restoration technology of only one standard size cutting tools usage of replaceable carbide plate reduces tool costs for wheel machining by at least four times compared to the initial costs. Thus, reducing the carbide tool materials consumption by increasing the resource of the cutting tool for machining during the rolling stock parts’ repair is an economically important task.
5 Conclusions
-
1.
A plane complexly stressed state of various configuration prismatic type cutting hard-alloy plates, used for machining railway wheels, in the section of maximum external loads is investigated. The analysis of force and temperature-force effects during the processing of wheels with different hardness has been carried out.
-
2.
A picture of the ultimate stresses’ distribution in the cutting tool body has been established, based on the analysis of which two centers of stress concentration have been identified. In this case, the numerical value of the main focus manifests itself when the temperature loading factor is taken into account and coincides with the concentration place of the maximum equivalent stresses.
-
3.
The safety factors of a hard-alloy plate of a cutting part with a standard shape when processing the wheels of different hardness are analyzed. A significant decrease in the safety factor was revealed when taking into account the influence of temperatures accompanying the process of restoring the wheel profile.
-
4.
As a result of solving the optimization problem, a rational version of the configuration that provides the smallest stresses in the body of the plate when machining wheels has been found, taking into account the temperature and force effect.
-
5.
Reconditioned (in practically applicable sizes) worn-out carbide plates by sharpening and brought by grinding can be used in the repair and manufacture of multi-faceted carbide plates for prefabricated cutting tools, as well as the plates used for processing parts, mainly of railway transport. The safety margin of the investigated standard sizes of plates (tangential and round) restored by sharpening is not inferior (within ±3%) replaceable multi-faceted plates of new manufacture.
-
6.
The use of serial restoration of old-year replaceable multifaceted carbide plates makes it possible to introduce a system of cost-effective and rational operation of used assembled cutting tools for processing parts during rolling stock repair.
References
Kononov, D., Gubenko, S., Ivanov, I., Urushev, S.: Using fractal characteristics to analyze the development of whole-rolled wheel destruction. MATEC Web Conf. 329, 02009 (2020)
Yo, O.: Design technologies for railway wheels and future prospects. Nippon Steel Sumitomo Metal Tech. Rep. 105, 26–33 (2013)
An, B., Wang, R., et al.: Dynamic response of wheel-rail interaction at rail weld in high-speed railway. Shock Vibr. 2017, 5634726 (2017)
Grachev, V.V., Grishchenko, A.V., Kruchek, V.A., Andreev, V.E., Kim, S.I., Fedotov, M.V.: An intelligent wheelset spinning detection system in a direct current traction drive. Russ. Electr. Eng. 90(10), 675–681 (2019). https://doi.org/10.3103/S1068371219100043
Gavrilov, T., Kolesnikov, G., Khoroshilov, K.: Tangential forces in the contact area of upper road layer with the base. MATEC Web Conf. 239, 05012 (2018)
Smirnov, V.I.: Fracture assessment diagram for solid with circular crack subjected to concentrated forces. Mater. Phys. Mech. 31(1–2), 71–74 (2017)
Iakushev, A., Homonets, I.: The effect of residual stresses on the railcar wheel strength. In: Proceedings of the Mini Conference on Vehicle System Dynamics, Identification and Anomalies, pp. 93–100 (2019)
Gubenko, S., Ivanov, I., Kononov, D., Urushev, S.: Improving the properties of wheeled steel during thermal repair. IOP Conf. Ser. Mater. Sci. Eng. 971, 052067 (2020)
Boronenko, Yu.P., Rahimov, R.V., Lafta, W.M., Dmitriev, S.V., Belyankin, A.V., Sergeev, D.A.: Continuous monitoring of the wheel-rail contact vertical forces by using a variable measurement scale in Joint Rail Conference, JRC 2020 (2020)
Ivanov, I., Evseev, D., Ovsyanikova, I., Tarapanov, A.: Analysis of forming tread wheel sets. Transp. Prob. 12(3), 35–42 (2017). https://doi.org/10.20858/tp.2017.12.3.3
Vorobev, A.A., Krutko, A.A., Shadrina, N.U., Badamshin, A.M.: Study of the stress-strain state of the wheel pair of a freight car during braking. J. Phys. Conf. Ser. 1260(7), 072019 (2019)
Blagoveshchenskaya, E.A., Gruzdev, N.V., Bochkarev, S.V., Zuev, D.V.: The use of self-learning systems to solve the problems of finding failures on the railway. CEUR Workshop Proc. 2556, 21–28 (2020)
Vorobev, A.A., Konogray, O.A., Krutko, A.A., Malakhov, I.I.: A study of the contact of the wheel with the rail for various conditions of freight car. J. Phys. Conf. Ser. 1441(1), 012127 (2020)
Molyneux-Berry, P., Davis, C., Bevanhttps, A.: The influence of wheel/rail contact conditions on the microstructure and hardness of railway wheels. The influence of wheel rail contact conditions on the microstructure and hardness of railway wheels. Sci. World J. 2014(4), 209752 (2014). https://doi.org/10.1155/2014/209752
Prokopev, V.I., Zhdanova, T.V., Kushkhov, B.S.: Modeling of the stress-strain state of railway wheel and rail in contact. Adv. Intell. Syst. Comput. 982, 603–614 (2020). ISSN: 2194-5357
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Vorobev, A., Kharlov, M. (2022). Assessment of the Stress State and Strength of the Cutting Tool Used in the Rolling Stock Wheels’ Repair. In: Manakov, A., Edigarian, A. (eds) International Scientific Siberian Transport Forum TransSiberia - 2021. TransSiberia 2021. Lecture Notes in Networks and Systems, vol 402. Springer, Cham. https://doi.org/10.1007/978-3-030-96380-4_51
Download citation
DOI: https://doi.org/10.1007/978-3-030-96380-4_51
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-96379-8
Online ISBN: 978-3-030-96380-4
eBook Packages: EngineeringEngineering (R0)