
Abstract
The coal-based direct reduction characteristics of low-grade iron ore during lignite pyrolysis were investigated. Especially, the coal used as reducing agent contains a high percentage of volatile matter and a low percentage of fixed carbon, which could produce a large amount of H2 and CO during pyrolysis at high temperature and improve the speed of reduction reaction. The results show that appropriately increasing the reduction temperature, increasing the amount of reducing agent, and prolonging the reduction time can all improve the index of DRI. At reduction temperature of 1150 ℃, lignite ratio of 20 wt.%, and reduction time of 40 min, the metallization degree of 92.71%, the index of DRI with iron grade of 90.94%, and iron recovery rate of 85.07% were obtained. The results could be useful for comprehensive utilization of low-grade refractory iron ore by the coal-based direct reduction process.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
Introduction
Effective utilization of low-grade iron ore is essential in order to reduce production cost and solve the problem of gradual depletion of high-grade iron ore. There are abundant resources of low-grade iron ore in China; nevertheless, it commonly has the characteristics of low iron content, fine iron minerals, complicated composition, and high content of harmful elements [1, 2]. More than 97% of iron ores need to be processed before entering the blast furnace for smelting. It also contains iron silicate gangue minerals with similar physical and chemical properties. As a result of these characteristics, it is difficult to concentrate the ore by conventional processing methods [3,4,5]. Efficient and economical use of these mineral resources remains a challenge [6,7,8].
Coal-based direct reduction followed by magnetic separation is an effective way to deal with this type of iron ore [9,10,11,12]. Iron oxides can be reduced to pure metallic iron and then separated from the ores by magnetic separation. Products with a degree of metallization exceeding 85% can be obtained from raw ores, which were reduced at high temperature (1100–1250 ℃) for 60–100 min [9, 10, 13], from which 80% of the iron content could be recovered (TFe ≥ 90%) by magnetic separation. However, these laboratory studies recommend a high reduction temperature range, which is impractical for commercial production such as the high energy consumption and the formation of massive fayalite phases [14,15,16,17]. The fayalite is formed by the solid-phase reaction between SiO2 and FeO during the reduction process, which is difficult to reduce, and its low magnetism can result in loss of iron during magnetic separation process. In addition, fayalite will melt at 1177 ℃ and form liquid phase [18], which will hinder the further reduction of iron oxides. So, accelerating reduction presence of iron oxide to iron and avoiding forming large numbers of fayalite are important.
It is well known that the amount of volatile matter produced by low-rank coals, such as lignite coal and subbituminous coal, is higher (25–65 wt.%) than that produced by high-rank coal. Based on the previous works, the low-rank coal showed high reactivity as a reducing agent, because volatile matter could produce large amounts of reducing gas and deposited carbon during pyrolysis process, which can ameliorate reducing atmosphere, improve reduction rate of the iron oxide, and decrease the generation of fayalite. In this study, a method of reduction roasting and magnetic separation of iron ore with high volatile coal as reducing agent was used to deal with a low-grade refractory iron ore. The reduction characteristics of low-grade iron ore during lignite pyrolysis were investigated to seek a feasible route for efficient utilization of low-grade iron resources.
Experimental
Materials
The iron ore sample used for this investigation was obtained from Xiaohebian Iron Mine in Yunnan Province of China. The chemical multi-element analysis for the compositions and the phase analysis of iron are given in Table 1 and Table 2, respectively. The results of multi-element analysis demonstrated that the main valuable metal in the sample was Fe, with a content of 22.35 wt.%. The amounts of impurities like P and S were very low by 0.026 wt.% and 0.299 wt.%, respectively.
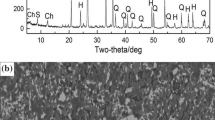
From Table 2, the iron elements were mainly found to exist in the form of magnetite, hematite, and limonite in the low-grade iron ore sample, and nearly half of the iron is difficult to recover by conventional methods.
The lignite, a low-rank coal, used in this study was obtained from Xinjiang Province of China. The proximate analyses were based on GB/T212-2008 in China as shown in Table 3, respectively. Table 3 shows that the lignite has a low fixed carbon content of 43.60 wt.%, high volatile content of 41.05 wt.%, and low ash content of 10.74 wt.%, which is suitable for coal-based reduction of iron ores. The low-rank coal is able to produce deposited carbon at temperatures of 400–600 ℃ and a large amounts of reducing gas (H2 and CO) above 700 ℃, which significantly promotes the reduction reaction [19]. The gasification rate of fixed carbon in coal has reached to 87.98% at temperatures of 950 ℃, respectively, guaranteeing the process will achieve rapid reduction. The coal was crushed to 5–20 mm size.
Methods
Four group experiments were designed to investigate the effects of different parameters on iron recovery from iron ore, such as reduction temperature, the ratio of coal to iron ore, reduction time, and gringing time. The experimental flowsheet included preheating, electric heating rotary kiln reduction, cooling, grinding, and magnetic separation procedures, as shown in Fig. 1. Firstly, 1000 g of low-grade ore had a controlled particle size distribution from 0 to 15 mm. Secondly, the iron ore was charged into a laboratory scale electric heating rotary kiln with a diameter of 80 mm and a length of 1000 mm, rotating at 1 rpm when the temperature was raised to a given value. Ten min later, divide the lignite into ten parts on average and put them into the rotary kiln, respectively. After a given time, the reduced samples were taken out when cooling down to 100 ℃ in the airtight kiln. Next, the cooled reduced sample was ground with a ball grinding mill to a given particle size. Finally, the ground material was separated to produce crude iron powders with the Davis magnetic tube at an optimized intensity of 0.1 T. Eventually, the wet iron powders and the tailing were filtered and dried in a vacuum oven. The grades of magnetic concentrate were analyzed by chemistry method.

Schematic diagram of reduction and magnetic separation process of low-grade iron
Results and Discussion
The effects of main process parameters, which included reduction temperature, lignite ratio (the mass ratio of lignite to raw ore), reduction time, and milling time, on the separation and recovery of iron were examined.
Effects of Reduction Temperature on Iron Recovery
Reduction temperature is the main factor that impacts the reaction. In this experiment, reduction temperatures were selected as 950, 1050, 1150, and 1250 ℃. Other parameters were kept constant as following: lignite ratio of 20 wt.% (200 g lignite: 1000 g raw ore), reduction time of 40 min, milling time of 10 min. Results were shown in Fig. 2.

Effects of reduction temperature on iron recovery (lignite ratio: 200:1000, reduction time: 40 min, milling time: 10 min)
From Fig. 2, with the increasing of reduction temperature, the metallization degree of roasted samples and iron grade of crude iron powders (magnetic concentrate) and iron recovery rate increased gradually. The recovery rate of iron increased rapidly as the reduction temperature increased from 950 to 1250 ℃, and then decreased slightly. The maximum recovery rate of iron is about 85.07%, the metallization degree is 92.71%, and iron grade is 90.94 wt.%.
It is well known that coal pyrolysis generates gas products such as H2, CO, CO2, and CH4, which were strongly effected by the pyrolysis conditions such as temperature, gas flow rate, and type of catalyst [20,21,22]. At high temperatures, coal pyrolysis resulted in a larger amount of gas products; hence, the indirect reaction of iron ore with gas components such as CO and H2 was accelerated. As a result, the metallization degree of iron ore increased at higher temperatures, which was beneficial to improve iron recovery and iron grade.
Effects of Lignite Ratio on Iron Recovery
In order to investigate the optimum content of lignite, different ratios of lignite to iron ore were studied, respectively. Under the conditions of reduction temperature 1150 ℃, reduction time 40 min, and milling time 10 min, the effect of lignite ratio on the separation and recovery of iron was studied, and the ratio of lignite to iron ore was selected as 100:1000, 150:1000, 200:1000, and 250:1000. Results were shown in Fig. 3.

Effects of the lignite ratio on iron recovery (reduction temperature: 1150 ℃, reduction time: 40 min, milling time: 10 min)
As shown in Fig. 3, with the increasing of lignite ratio, iron grade and iron recovery rate of magnetic concentrate slowly increased. The metallization degree of roasted product rapidly increased as the lignite ratio increased from 10 to 20 wt.%, and then leveled off after lignite ratio at above 20 wt.%. Theoretically, the higher the quality of coal, the longer the duration of strong reduction atmosphere, which is more conducive to the reaction. However, the high quality of coal will also bring a series of problems. First, the increase of cost. Secondly, the sulfur content in coal is generally high, which not only pollutes the environment, but also may lead to the problem of too high sulfur in the final iron concentrate. Hence, the optimal lignite ratio was determined to be 20 wt.%.
Effects of Reduction Time on Iron Recovery
By keeping lignite ratio of 20%, the samples were roasted at 1150 ℃ for different time. The effect of reduction time on the recovery of iron is shown in Fig. 4.

Effects of reduction time on iron recovery (reduction temperature: 1150 ℃, lignite ratio: 200:1000, milling time: 10 min)
As shown in Fig. 4, the metallization degree of roasted samples and iron grade of crude iron powders (magnetic concentrate) and iron recovery rate increased rapidly as the reduced time increased from 20 to 40 min, but leveled off after reduced time passing 40 min. It was inferred that when the reduction temperature was 1150 ℃, the optimum reduction time was about 40 min, during which iron oxides reducing was mostly completed except for some difficult reduction phases such as Ca2Fe2O5 and CaFe2O4 [23].
Effects of Milling Time on Iron Recovery
Because of the complex dissemination characteristics of roasted products, they needed to be milled before magnetic separation. The effect of milling time of the roasted samples on the recovery of iron was tested here. The conditions of magnetic reducing were as the following: the reduction temperature of 1150 ℃ for 40 min, with the proportion of lignite and iron ore at 200:1000. The results were shown in Fig. 5.

Effects of milling time on iron recovery (reduction temperature: 1150 ℃, reduction time: 40 min, lignite ratio: 200:1000)
With the increasing of milling time, the percentage of minus 74 μm and iron grade in the concentrate increased rapidly, while recovery rate of iron decreased slightly. The decrease of particle size was beneficial to monomer dissociation of metallic iron particles in reduced product feeding to magnetic separation. The monomer dissociation is extremely important to metallic iron particles to be effectively recovered by magnetic separation. At 97.32% of particles less than 74 μm, sufficient monomer dissociation of metallic iron particles was obtained. The crude iron powders, produced under this particle size, contained 90.94% iron grade with iron recovery rate of 86.13%.
Conclusion
This iron ore is characterized by its low iron grade, high silicate content. Quartz, magnetite, hematite, limonite, calcite, mica, and kaolinite existed in the iron ore as main phases, and nearly half of the iron is difficult to recover by conventional methods. Effective utilization of low-grade iron ore by lignite pyrolysis was proposed to increase the degree of reduction and iron recovery. The behavior of the reduction reaction during lignite pyrolysis over low-grade iron ore was evaluated. The reduction temperature, lignite ratio, reduction time, and milling time of roasted samples are four main factors which affect the iron recovery. Optimized process conditions are obtained by one factor at a time tests for recovery iron from low-grade iron as the following: roasting at 1150 ℃ for 40 min, lignite ratio of 20 wt.%, milling 10 min, and particle size of 97.32% less than 74 μm in the roasted product. Under the optimum reducing conditions, the metallization degree of roasted samples was 92.71%, and the iron grade of magnetic concentrate was 90.94% with iron recovery rate of 85.07%.The results demonstrate that coal-based direct reduction followed by magnetic separation for recovery iron from low-grade iron is the feasibility using lignite as reductant. Lignite pyrolysis at high reduction temperatures is beneficial to accelerate the conversion of iron oxides to iron.
References
Man Y, Feng JX, Li FJ et al (2014) Influence of temperature and time on reduction behavior in iron ore-coal composite pellets. Powder Technol 256:361–366
Park H, Sahajwalla V (2014) Effect of alumina and silica on the reaction kinetics of carbon composite pellets at 1473 K. Trans Iron Steel Inst Jpn 54(1):49–55
Zhang JS (2007) Status and trend of exploitation and utilization of iron ore resources in China. Iron Steel 17(1):1–6
Yuan ZT, Gao T, Yin WZ et al (2007) Status quo and development orientation of China’s refractory ore resource utilization. Metal Mine 367(1):1–6
Hou ZL (2005) Current situation and potential of iron ore resources in China. Exposition Geol Prospect 20(4):242–247
Yu W, Sun TC, Hu TY (2015) Desulfuration behavior of low-grade iron ore-coal briquette during the process of direct reduction followed by magnetic separation. ISIJ Int 55(1):329–331
Seifelnassr AAS, Moslim EM, Abouzeid AZM (2013) Concentration of a Sudanese low-grade iron ore. Int J Miner Process 122:59–62
Rath SS, Rao DS, Mishra BK (2016) A novel approach for reduction roasting of iron ore slime using cow dung. Int J Miner Process 157:216–226
Yang CC, Zhu DQ, Pan J et al (2017) Simultaneous recovery of iron and phosphorus from a high-phosphorus oolitic iron ore to prepare Fe-P alloy for high-phosphorus steel production. JOM 69:1663–1668
Swagat S, Hrushikesh R, Sahoo B et al (2013) Optimization of flotation variables for the recovery of hematite particles from BHQ ore. Int J Miner Metall Mater 20(7):605–611
Rashid R, Salleh HM, Ani MH et al (2014) Reduction of low-grade iron ore pellet using palm kernel shell. Renew Energy 63:617–623
Sun YS, Han YX, Gao P et al (2014) Distribution behavior of phosphorus in the coal-based reduction of high-phosphorus-content oolitic iron ore. Int J Miner Metall Mater 21(4):331–338
Sun YS, Han YX, Peng G et al (2013) Recovery of iron from high phosphorus oolitic iron ore using coal-based reduction followed by magnetic separation. Int J Miner Metall Mater 20(5):411–419
Ye Q, Peng ZW, Li GH et al (2019) Microwave-assisted reduction of electric arc furnace dust with biochar: an examination of transition of heating mechanism. ACS Sustain Chem Eng 7:9515–9524
Ma BZ, Xing P, Yang WJ et al (2017) Solid-state metalized reduction of magnesium-rich low nickel oxide ores using coal as the reductant based on thermodynamic analysis. Metall Mater Trans B 48:2037–2046
Liu WC, Yang JK, Xiao B (2009) Application of Bayer red mud for iron recovery and building material production from alumosilicate residues. J Hazard Mater 161:474–478
Kim WH, Lee YS, Suh IK et al (2012) Influence of CaO and SiO2 on the reducibility of wustite using H2 and CO gas. ISIJ Int 52:1463–1471
Fu JY et al (1996) Sintering and pelletizing. Central South University Press, Changsha
Cahyono RB, Rozhan AN, Yasuda N et al (2013) Catalytic coal-tar decomposition to enhance reactivity of low-grade iron ore. Fuel Process Technol 113:84–89
Folgueras MB, Díaz RM, Xiberta J (2005) Pyrolysis of blends of different types of sewage sludge with one bituminous coal. Energy 30(7):1079–1091
Pütün E (2010) Catalytic pyrolysis of biomass: effects of pyrolysis temperature, sweeping gas flow rate and MgO catalyst. Energy 35(7):2761–2766
Park SW, Jang CH (2012) Effects of pyrolysis temperature on changes in fuel characteristics of biomass char. Energy 39:187–195
Yang HF, Jing LL, Zhang BG (2011) Recovery of iron from vanadium tailings with coal-based direct reduction followed by magnetic separation. J Hazard Mater 185:1405–1411
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Feng, L., Chen, J., Zhang, X., Zuo, H., Guo, H. (2022). Highly Efficient Iron Recovery from Low-Grade Refractory Iron Ores by Coal-Based Direct Reduction. In: Peng, Z., et al. 12th International Symposium on High-Temperature Metallurgical Processing. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-92388-4_49
Download citation
DOI: https://doi.org/10.1007/978-3-030-92388-4_49
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-92387-7
Online ISBN: 978-3-030-92388-4
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)