
Abstract
Numerical and hydraulic models were established for a 120 ton elliptical ladle, and the influence of the arrangement of the purging plugs and the flow rate of argon blowing on the flow field and mixing time in the ladle was studied. The results showed that the mixing time was 66 s and dead volume percentage of 18% for the prototype location of the purging plugs. The arrangement of the double plugs with 120° at 0.6R of the major axis off-centered positions in the bottom of ladle was the considered to be the optimal scheme, with the mixing time decreased from to 46 s and dead volume percentage of 16% under the flow rate of 500 NL/min, and the practical application showed the satisfied performance.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
Introduction
Argon stirring is one of the most widely used metallurgical methods in the ladle refining process for the production of clean steel [1] due to its performance on uniform composition and temperature of liquid steel, removal of impurities as well as the advantage of facilitating operation and low cost [2]. To improve the performance of the bottom argon blowing ladle refining, many studies have been carried out about the influence of the purging plugs arrangement and gas supplying system on mixing time and temperature distribution of liquid steel. Till now, most of the studies have been conducted concerning the circular (bottom) ladle [3, 4], and there is little research on elliptical ladle. It is easy to understand, the flow field in an elliptical ladle should be different to the circular ones, and thus the refining performance is influenced.
Therefore, the present work investigated the influence of the purging plugs arrangement on flow field and temperature distribution of liquid steel by numerical and physical simulation based on a practical elliptical ladle, for the purpose of providing some key technological parameters to improve the performance of bottom argon blowing in practical production.
Study Methods
Physical Simulation
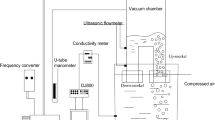
Based on the similarity principle [5], a 1: 4 scale model ladle of transparent plastic was fabricated. In the water modeling process, water was used to simulate liquid steel and air was used to simulate argon. The mixing time was obtained by measuring the electric conductivity of the aqueous solution using stimulus-responsiveness method, and the flow field was displayed using color ink as tracer.
According to the similar third law, under the condition that the modified Froude criterion Fr’ is equal [6], the corresponding relationship between the ladle prototype and the bottom blowing flow rate of the model is shown in Table 1.
Numerical Simulation
Mathematical Model and Model Hypothesis
The Euler-Euler method was used for numerical simulation. During the process of bottom argon blowing, the molten steel was in a complex turbulent flow state. In this paper, 1/2 of the ladle was selected for equal-scale modeling, and the hexahedral structure grid was used for division. The total number of grids was about 270,000. This experiment was based on the following assumptions:
-
(1)
The molten steel in the ladle is an incompressible viscous fluid, and the ladle molten pool is full of the liquid phase in the initial state.
-
(2)
Bubble buoyancy is the driving force that drives the circulating flow of molten steel. Ignoring the influence of slag on the flow on the upper surface of the molten steel, the upper surface of the ladle is regarded as a non-slip horizontal plane.
-
(3)
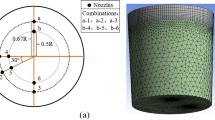
The bubbles are rigid spheres of uniform size with the same diameter. The aggregation and fragmentation of bubbles are ignored (Fig. 1).
Fig. 1 
Ladle meshing

Control Equations and Boundary Conditions
The continuity equation, the momentum conservation equation, and the standard k-ε model [7] were used in the numerical simulation. The boundary conditions were given according to the experimental conditions.
-
(1)
Each argon blowing hole was set as the inlet boundary condition. The volume fraction of molten steel at the entrance was 0, and the volume fraction of argon was 1. The flow of argon was determined according to the flow of working conditions.
-
(2)
The vacuum chamber and the free liquid surface of the ladle were set as the exit boundary conditions, and the shear stress on the surface was ignored. The gas reaches the exit boundary and escapes freely at the above floating velocity. It was the standard that the molten steel cannot flow out there.
-
(3)
The non-slip boundary condition was adopted for all walls, and the pressure normal gradient was set to zero. The wall function method was used to process the nodes in the near-wall area.
Study Scheme
Figure 2 is a schematic diagram of the original arrangement of purging plugs and the arrangement of the ladle bottom venting elements in the design scheme. The position marked in red represents the layout of the prototype, which is a major axis off-centered of 0.67R and an included angle of 100°. The blue position is the optimized scheme, located at the major axis off-centered of 0.6R and an included angle of 120°.

Schematic diagram of the dimensions of the model ladle and the arrangement of purging plugs
Results and Discussion
Influence of Bottom Blowing Arrangement on Mixing Time
Figure 3 shows the influence of the arrangement of purging plugs on mixing time under various flow rates of the bottom gas blowing. It is observed that the mixing time was changed with the included angels under the various blowing gas flow rate for all the three radial position of the purging plugs, and it is observed that the included angel of 100°–120° showing minimum values of time. In addition, it is observed that the mixing time slightly decreased with increasing the radial position of the purging plugs from 0.5R to 0.67R. As well known, it is necessary to consider the circulation of molten steel in the ladle and the washing of the gas on the ladle wall, and the position of the purging plugs is generally arranged at 0.5R–0.67R. Comprehensively considering the stirring performance and gas washing to the ladle wall, it is considered that the arrangement of the double purging plugs with 0.6R and the included angle of 120° is the optimized scheme.

Influence of bottom blowing arrangement on mixing time under various gas flow rates
Figure 4 shows the comparison of the mixing time between the original scheme and the optimized ones under various argon blowing flow rates. It can be seen that the mixing time decreased sharply with increasing argon blowing flow rate to 300 NL/min for both schemes, and then decreased gradually. Therefore, it is considered that the proper flow rate of argon blowing should be around 300 NL/min for ladle refining. It is also observed from the figure that the mixing time is obviously shorter for the optimized scheme comparing to the original ones in the low argon blowing flow rate region (less than 300 NL/min), this result indicates that the optimized scheme should have a better refining performance.

Effect of different arrangement on mixing time under various gas flow rates
Figure 5 shows the streamline diagram of molten steel in the original scheme and the optimal scheme. The molten steel forms a gas–liquid two-phase flow driven by the bottom blowing argon gas, and the surrounding molten steel was continuously drawn in due to the large center velocity of the stream. At the liquid level on the top of the ladle, the gas escapes the molten pool. After the molten steel reaches the liquid level, it returns to the molten pool and flows down the sidewall of the ladle. The molten steel is driven by the gas to form a cycle again and again. The velocity of the molten steel in the gas–liquid two-phase flow area is the highest, but the circulation has a small effect on the center area of the vortex and the angle area between the bottom of the bag and the bag wall. The molten steel has a low flow rate and poor activity, that is, a dead zone is formed.

Influence of the purging plug arrangement on circles of the flow field
The ladle is elliptical, so the influence of the circulation on the molten steel in the long axis direction is very important, and the corrosion of the ladle wall in the short axis direction should be considered. When the angle between the two purging plugs was 0.6R at 120°, the formed circulation can effectively improve the flow of molten steel in the long axis direction and reduce the erosion of the ladle wall by the gas in the short axis direction. Since the purging plugs of the original scheme were installed on the circumference of 0.67R, the formed eddy current corrodes the ladle wall surface more seriously, and the included angle of the purging plugs of 100° was not conducive to improving the mixing effect. When the optimized scheme was adopted, it was beneficial to reduce the dead volume percentage and improve the mixing effect to reduce the corrosion of the ladle wall surface. When the angle between the two purging plugs was 0.6R at 120° the argon blowing flow rate is 500 NL/min, the dead volume percentage was the smallest, which is 16%.
Practical Application
Considering the mixing time in the bottom blowing process, the scouring of the gas–liquid mixed flow on the ladle wall, the fluctuation of the liquid level, and the volume of the dead zone, the bottom blowing hole are selected at a distance of 0.6R from the center of the bottom of the ladle, and the included angle of the purging plugs is 120°. Renovate the original ladle bottom blowing system. Using the optimized scheme increases the inclusion removal rate of Q345B steel by 4% and the inclusion removal rate of 82B steel by 3.5%, which is a significant improvement compared with the original scheme.
Conclusions
Through the establishment of the physical model and numerical, the influence of the bottom blowing flow rate on mixing time and dead volume percentage were studied. Through the analysis and calculation of the data, the mixing time and dead volume percentage of the ladle were obtained and the conclusions are as follow:
-
(1)
The mixing time and dead volume percentage in the ladle were affected by the angle of the purging plugs and blowing flow rate. Under the same Circle radius and blowing conditions, the mixing time decreased first and then increased, with the increase of the angle from100° to 180°. The mixing effect was perfect when the double plugs with 120° at 0.67R of the major axis off-centered positions and the flow rate of 500 NL/min.
-
(2)
By measuring the mixing time at different angles of 0.5R, 0.6R, and 0.67R, it can be seen when double plugs were arranged at a distance of 0.6R from the major axis off-centered positions of 120°, and the flow rate of 500 NL/min, the mixing time in the ladle Shorten to 46 s. The mixing efficiency of the ladle has been significantly improved, and the erosion of the ladle wall can be effectively reduced.
-
(3)
When purging plugs were arranged at 0.6R and the angle of 120°, the proportion of dead zone in the ladle decreases first and then increases with the increase of the argon blowing flow rate. When the argon blowing flow rate was 500 NL/min, the proportion of dead volume percentage in the ladle was 16%. The dead volume percentage of the original scheme was 18%. Compared with the original scheme, this scheme reduces the dead volume percentage.
-
(4)
The impurity removal rate of Q345B steel produced by the optimized scheme was increased by 4%, and the impurity removal rate of 82B steel was increased by 3.5%.
References
Yang J, Jin HY, Zhu MY et al (2019) Physical simulation of molten steel homogenization and slag entrapment in argon blown ladle. Processes 7(8):14–15
Maldonado-Parra FD, Ramirez-Argaez MA, Conejo AN et al (2011) Effect of both radial position and number of purging plugs on chemical and thermal mixing in an industrial ladle involving two phase flow. ISIJ Int 51(7):1110–1118
Wang Y, Ai XG, Liu F et al (2017) Physical simulation of mixing behavior of symmetrical alternate bottom blowing in ladle with double plugs. China Metall 27(7):18–21 (in Chinese)
Kaizawa A, Kamano H, Kawai A et al (2010) Thermal and flow behaviors in heat transportation container using phase change material. Energy Convers Manag 49(4):698–706
Zhan ZH, Qiu ST, Yin SB et al (2017) Research on bottom argon blowing process water model of 135t LF ladle furnace. Hot Work Technol 46(15):98–101 (in Chinese)
Llanos CA, Garcia-hernandez S, Ramos-Banderas JA et al (2010) Multiphase modeling of the fluid dynamics of bottom argon bubbling during ladle operations. ISIJ Int 50(3):396–402
Xiao ZQ, Zhu MY (2006) Application of numerical simulation analysis technology in metallurgical process [M]. Metallurgical Industry Press (in Chinese)
Acknowledgements
The authors gratefully acknowledge the National Natural Science Foundation of China (No. 51974080, 52174301), which has made this research possible.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Wang, S., Chen, M., Xuan, MT., Yang, XL. (2022). Numerical and Physical Simulations of Bottom Blowing Process Optimization of 120t Refining Ladle. In: TMS 2022 151st Annual Meeting & Exhibition Supplemental Proceedings. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-92381-5_4
Download citation
DOI: https://doi.org/10.1007/978-3-030-92381-5_4
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-92380-8
Online ISBN: 978-3-030-92381-5
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)