
Abstract
To increase the refining efficiency of the Ruhrstahl–Heraeus (RH) reactor used in steelmaking, extra gas was blown into the molten bath through the bottom of the ladle. Both water experimental and numerical simulation models were established to analyze the flow field behavior to select the optimal bottom-blowing position and to study the effects of the bottom-blowing flow rate on the flow field of the molten bath, slag eye formation, and snorkel refractory materials. The results show that the recirculation flow rate increases and the mixing time decreases with an increase in the bottom-blowing flow rate. When blowing at the optimal position, the velocity of the molten steel in the ladle increases with increasing gas flow rate, and the low-velocity zone between the down-snorkel and ladle wall disappears, but the slag eye is easily formed. The simulation and experimental results were applied to an industrial 150 t RH reactor, where the optimal bottom-blowing flow rate and position improved the refining effect without forming a slag eye or having adverse effects on the snorkel refractory. To reduce the mass fraction of hydrogen to 2.0 ppm, the required processing time was shortened by 16.40 pct, and the dehydrogenation rate was increased by 19.51 pct.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
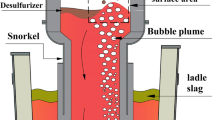
The Ruhrstahl–Heraeus (RH) metallurgical reactor plays a very important role in secondary refining of steel[1,2,3,4,5,6,7,8,9,10,11,12,13,14,15,16,17,18,19,20,21,22,23,24,25] as it provides the functions of dehydrogenation, decarburization, and inclusion removal, while producing molten steel with a uniform temperature and composition. The RH reactor generally consists of a ladle, vacuum chamber, up-snorkel, and down-snorkel.[7] During operation, driving gases such as Ar are blown from several nozzles distributed within the up-snorkel. The gas expands under the high-temperature and low-pressure conditions, which causes the density of the mixture in the up-snorkel to decrease, and the molten steel circulates between the vacuum chamber and the ladle.[7,8] In general, the refining efficiency of the RH reactor is mainly affected by the recirculation flow rate and mixing time, and increasing the recirculation flow rate can reduce the mixing time and obtain a better refining effect.[3,8,9,10,11,12,13]
Many detailed studies have been conducted with the aim of increasing the recirculation flow rate of an RH reactor and reducing the mixing time. The recirculation flow can be increased by modifying the equipment, such as increasing the inner diameter of the snorkels,[14,15] using several snorkels instead of two,[17,18,19] using oval instead of round snorkels,[12,16,25] or by applying a magnetic field to the up- or down-snorkel.[20,21] In terms of the operating parameters, the argon flow rate through the up-snorkel is the main factor affecting the recirculation flow rate and mixing time. However, when the gas flow rate exceeds a critical value, the recirculation flow rate saturates at a maximum value,[3,4,5,22] and excessive flow will cause violent splashing of molten steel in the vacuum chamber. Other studies effectively increased the recirculation flow rate and reduced the mixing time without changing the equipment, by blowing gas into the bottom of the ladle.[8,11,13,23,24]
Through physical simulation,[13] it was found that blowing gas into the bottom of the ladle under the up-snorkel can increase the liquid recirculation flow rate and reduce the mixing time. Numerical simulations showed that adding bottom-blowing below the up-snorkel can increase the recirculation flow rate and reduce the mixing time significantly, while the addition of two bottom-blowing nozzles at appropriate positions can further shorten the mixing time.[8] A study of the effect of the position of a single bottom-blowing nozzle[11] showed that, when the nozzle was placed directly below the up-snorkel, a larger recirculation flow rate could be achieved. Although the nozzle position giving the minimum mixing time was not directly below the up-snorkel, the two times were not significantly different. Furthermore, bottom-blowing can also increase the decarburization and inclusion removal rates, where some inclusion aggregation phenomena disappear.[23] Another study demonstrated that, when the blowing nozzle was placed directly below the up-snorkel, the slag eye was avoided, the shortest mixing time was achieved, and the decarburization rate was increased.[24]
Overall, the results of previous studies showed that under the premise of avoiding equipment modifications, bottom-blowing under the snorkel can optimize the recirculation flow rate and mixing time, where a better effect is achieved with a high gas flow rate. However, the selection of the optimal flow rate also needs to consider the formation of the slag eye and the effect of the gas on the snorkel refractory to avoid adverse effects during production. The RH reactor of Nangang experiences a slow dehydrogenation rate and long vacuum treatment time, which limits the production of high-quality steel. It is desirable for the dehydrogenation rate to be increased (to shorten the refining time) without changing the equipment. Although the recirculation flow rate can be increased and the mixing time can be decreased by increasing the gas flow rate, an excessively high flow rate will cause severe splashing of the molten steel in the vacuum chamber, resulting in cold steel nodulation that reduces the dehydrogenation efficiency.
In this study, water experiments were used to model the influence of the bottom-blowing flow rate at two positions in the Nangang 2#RH reactor on the recirculation flow rate and mixing time, and to select better position for bottom-blowing. In addition, numerical simulations were performed to compare the flow fields generated with and without bottom-blowing at the optimal position, and the effect of different flow rates on the slag eye formation and shear stress of the snorkel refractories. Finally, the influence of increasing bottom-blowing on the dehydrogenation rate, inclusion removal, and slag eye formation in the RH reactor under industrial production conditions was analyzed.
Water Experimental Model
Experimental Equipment
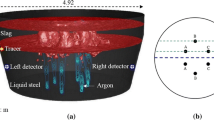
A water experimental model of a 150 t RH reactor with bottom-blowing was established with a geometric ratio of 1:4, as shown in Figure 1. The model RH reactor and ladle were made of plexiglass. Water and compressed air were used to simulate the molten steel and argon, respectively. A porous plug was used to simulate the bottom-blowing process. A TDS-100H handheld ultrasonic flowmeter was used to measure the liquid flow rate in the down-snorkel. A U-tube manometer was used to measure the vacuum chamber pressure, and a frequency converter was used to adjust the pressure in the vacuum chamber. In the experiments, water was added to the plexiglass model according to Table I, and the insertion depth of the snorkels and vacuum pressure was adjusted. Then, the flow of the compressed air through the porous plug was started. After 5 minutes, 100 mL of saturated KCl solution was added as a tracer, and the change in the tracer concentration over time was evaluated based on the change in conductivity. Further details of the experimental procedure can be found in a previous study.[13] Two conductivity electrodes were installed at different locations to measure the tracer concentrations in the bath, as shown in Figure 2(a). In this study, the mixing time was defined as the time when the concentration of the tracer at the monitoring point reached 98 pct of the average concentration in the bath. The average mixing time tm (s) was calculated from the arithmetic average of the mixing time measured by the two conductivity electrodes (t1 and t2):

Experimental setup for the bottom-blowing tests with the water experimental model

Schematics showing the positions (unit is mm) of the (a) conductivity electrodes and (b) bottom-blowing nozzle and up-snorkel
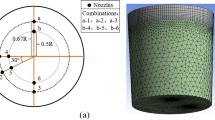
The positions of the two bottom-blowing nozzle centers relative to the up-snorkel center used for the tests with the water experimental model are presented in Figure 2(b). The nozzle centers were not directly below the up-snorkel, but offset toward the ladle wall. To optimize the bottom-blowing position and study the effect of the bottom-blowing flow rate on the recirculation flow rate and mixing time, two bottom-blowing positions and three flow rates (0, 50, and 100 L min−1) were compared with the reference condition without bottom-blowing. All other factors remained the same, among which the volumetric flow rate of the driving gas in the up-snorkel was 120 m3 h−1.
Experimental Principle
The water experimental model was based on kinetic and geometric similarity with an industrial 150 t RH reactor. Because the Reynolds numbers of the model and the prototype are in the second modeling zone, the relationship between the model and the prototype’s blowing flow can be determined by ensuring that the modified Froude number of both systems is equal,[13] as shown by Eq. [2]:
Here, ρAr and ρAir are the densities of argon and air, respectively, under standard conditions (kg m−3), νp and νm are the fluid velocities of the prototype and model (m s−1), respectively, g is the acceleration due to gravity (m s−2), ρsteel and ρwater are the densities of molten steel and water (kg m−3), respectively, and dp and dm are the inner diameters of the snorkels used in the prototype and model (m), respectively.
Because the gas pressure and flow meters were calibrated under standard conditions, the gas pressure and density were corrected according to the ideal gas state equation, giving Eq. [3].
Here, Vp and Vm are the volumetric flow rate of the driving gas for the prototype and model (m s−3), respectively, and Psteel and Pwater are the gas pressures used in the prototype and model (MPa), respectively, and Tsteel and Twater are the temperature of molten steel and water (K), respectively. The prototype and model parameters are presented in Table I.
Numerical Model
Modeling Assumptions
To compare the changes in the flow field when bottom-blowing was used at the better position, and to analyze the effects of the bottom-blowing flow rate on the slag eye formation and shear stress of the refractory, a three-dimensional model considering the multiphase flow distribution was established. The discrete phase model (DPM) was used to track the rising process of the bubbles that blowing form bottom of ladle and up-snorkel in molten steel and slag.[6,7,24,25,26,27,28] The volume of fluid method (VOF) was used to track the free interface between the molten steel, slag, and gas.[6,26,28] During the numerical simulation, the DPM and VOF models were solved simultaneously, and the flow rates of the driving and bottom-blowing gases were the same as those used in the water simulation prototype. The assumptions of the numerical simulation were as follows:
-
(a)
The fluid flow in the RH reactor is an isothermal process,[11,29,30] and all calculations were performed at 1833 K. Each phase in the flow field is an incompressible Newtonian fluid, and the viscosity of each phase is constant.[6,24]
-
(b)
There is no top slag in the vacuum chamber.[21,23] For simplicity, the gas above the ladle slag level was considered to have the same properties as the gas in the vacuum chamber.
-
(c)
Each discrete bubble is a sphere of the same size with a shape coefficient of 0.5.[27,28] Many studies have shown that changing the bubble diameter within a certain range has a negligible effect on the multiphase flow of argon and molten steel.[31,32] Therefore, the coalescence and breakup of bubbles were ignored.[5,6,7,8,17,21,24]
-
(d)
The no-slip condition was adopted for all walls, and the standard wall function was used to solve the average velocity near the wall.
Governing Equations
Discrete phase model
In the DPM model, the bubble is treated as a discrete phase, and the trajectory is predicted by integrating the force balance, including buoyancy, drag force, virtual mass force, and pressure gradient force, which is written in a Lagrangian reference frame. This force balance equates the bubble inertia with the forces acting on the bubble, as described by Eq. [4].
where \( \vec{u}_{b} \) and \( \vec{u} \) are the velocities of bubbles and fluid (m s−1), ρb and ρm are the densities of the bubbles and fluid (kg m−3), respectively, \( \vec{g} \)is the acceleration due to gravity (m s−2), \( \vec{F} \) is an additional acceleration (force per unit bubble mass) term, and \( F_{\text{D}} \left( {\vec{u}_{\text{m}} - \vec{u}_{b} } \right) \) is the drag force per unit bubble mass, where FD is written as:
Here, μ is the molecular viscosity of the fluid, db is the bubble diameter (m), and Re is the relative Reynolds number, which is defined as:
According to assumption (c), the drag law of a spherical object proposed by Liu et al.[33] was adopted. In this work, the \( \vec{F} \)term includes the virtual mass force (\( \vec{F}_{\text{VM}} \)) and the pressure gradient force (\( \vec{F}_{\text{PG}} \)), described as follows, where CVM is the virtual quality factor, or shape factor.
VOF model
The VOF model can model two or more immiscible fluids. In this study, the continuity equation of the volume fraction of each phase was solved to track the phase interface of the molten steel, slag, and gas phase. For the ith phase, this equation has the following form:
Here, αi, ρi, and ui are the volume fraction, density, and velocity of the ith phase, respectively. Further, αi is bound by\( \sum\limits_{i = 1}^{n} {\alpha_{i} } = 1 \). When the VOF model is used, it is assumed that the velocity field is shared among the phases, and a single momentum equation is solved for the entire domain. It is dependent on the volume fractions of all phases through properties ρ and μ. The momentum equation is as follows:
where the pressure P and the surface tension fσ are calculated using the continuum surface force model.[34] Further,\( \vec{F}_{b} \)represents the force exerted by the bubble on the fluid:
where Nb,cell is the number of bubbles in a particular cell, Qb is the gas flow rate (m3 s−1), and Δt is the time step (s). The standard k–ε model was used to simulate the turbulence parameters.[6,7,24]
Estimation of bubble properties
The driving gas is blown into the flow field through 12 nozzles embedded in the up-snorkel refractory material. We assumed that each nozzle generates only one bubble at a time. Therefore, the bubbles exiting the nozzles enter the flow field in a single manner, and the bubble diameter was calculated using the formula proposed by Sano et al.[35]
where σl and ρl are the surface tension and density of steel, respectively, and ub,o is the gas velocity at the nozzle outlet.
Because the bubbles blown from the bottom of the ladle are blown in from a round surface, it is reasonable to blow in by the way of surface. The diameter of the bottom-blowing bubbles was calculated using the formula proposed by Satyanarayan et al.[36] When the bottom-blowing flow rate was 3 and 6 m3 h−1, the diameters of the bottom-blowing bubbles were 8 and 9 mm, respectively.
Boundary Conditions and Calculation Methodology
In the numerical simulation, the geometric ratio of the model of the 150 t RH reactor to the prototype was 1:1. The thermophysical properties and specific parameters of the multiphase model are listed in Tables I and II, respectively. Assuming that there is atmospheric pressure on the free surface above the ladle and 67 Pa on the free surface above the vacuum chamber, they are considered as the boundary conditions of the pressure inlet and pressure outlet, respectively, where the dispersed bubbles are allowed to escape and free surfaces are permissible to move. Non-slip conditions were set at the walls, where the bubbles could be reflected. The region near the wall was modeled using a standard wall function.
The computational fluid dynamics software Fluent (version 2019R1) was used to solve the multiphase flow problem in the RH reactor. The number of cells was approximately 800,000. The residual convergence criterion for all dependent variables was set to 10−4. During the numerical simulation process, the pressure–velocity was coupled in pressure implicit with the splitting of operators (PISO) scheme with the unsteady solution mode. The pressure-staggering option (PRESTO!) and a geometric reconstruction scheme were used to calculate the pressure based on the gravity of the molten bath and the interface interpolation method, respectively. The other equations were calculated using second-order upwind schemes.
Results and Discussion
Analysis of Water Experiments
The larger recirculation flow rate means the more molten steel enters the vacuum chamber per unit time. Increasing the bottom-blowing of the ladle below the up-snorkel can increase the flow velocity, and subsequently the recirculation flow rate. The effect of the bottom-blowing gas flow rate on the recirculation flow rate for the two bottom-blowing positions used in this study is shown in Figure 3(a). The recirculation flow rate increased with an increase in the bottom-blowing gas flow rate in both cases, but the recirculation flow rate at position 2 is much less than that at position 1 for the same bottom-blowing flow rate. When the prototype bottom-blowing flow rate is 100 L min−1, the recirculation flow rate at position 1 is increased 0.62 m3 h−1, but only 0.17 m3 h−1 at position 2. Comparing these values to those with no bottom-blowing, the recirculation flow rate increased by 8.32 and 2.28 pct for positions 1 and 2, respectively.

Effect of the bottom-blowing gas flow rate at different positions on the (a) recirculation flow rate and (b) mixing time
In general, the mixing time can represent the mixing effect of the molten bath, and the mixing effect improves with a decrease in the mixing time. The relationship between the mixing time and bottom-blowing gas flow rate is shown in Figure 3(b). With increasing bottom-blowing flow rate, the mixing time decreased. The mixing times determined for position 1 were shorter than those for position 2 for both flow rates. However, in contrast to the recirculation flow rate, with increasing bottom-blowing gas flow rate, the mixing time for position 1 was not much lower than that for position 2. When a bottom-blowing flow rate of 100 L min−1 was used, the mixing time was reduced by 9.5 and 5.0 seconds at position 1 and 2, respectively, corresponding to 17.37 and 9.14 pct, respectively, compared with no bottom-blowing.
These results showed position 1 was optimal for bottom-blowing as it resulted in larger changes in the recirculation flow rate and mixing time compared to position 2. This is attributed to position 1 being closer to the up-snorkel, which should provide a better refining effect as the gas can more easily enter the up-snorkel. Therefore, the following numerical simulation analyses were performed with bottom-blowing at position 1.
Analysis of Numerical Simulation
Figure 4 compares the bubble distribution determined from the numerical simulation and water experiments with a bottom-blowing gas flow rate of 100 L min−1. The calculated bubble distribution was similar to that observed during the experiments.

Bubble distribution. (a) Numerical simulation, (b) water experiment, (c) enlarged view of the region just below the up-snorkel in the water experiment
Figure 5 shows the velocity distribution of the longitudinal section of the RH reactor under different blowing modes when the flow field was stable for 50 seconds. This section is the symmetry plane of the RH reactor. The values are shown in the figure. Without bottom-blowing, the flow velocity under the up-snorkel in the ladle is low, and there is a large recirculation area. With bottom-blowing, the velocity of the molten steel above position 1 increased significantly because of the influence of the rising bubbles, and the area of recirculation decreases with increasing bottom-blowing flow rate. In the case of bottom-blowing at a gas flow rate of 50 L min−1, the movement of the molten steel flowing from the down-snorkel to the ladle wall and the flow into the up-snorkel from below resulted in the bubbles moving to the ladle wall close to the bottom of the ladle, and then rising directly below the up-snorkel. However, when the gas flow rate was 100 L min−1, due to the increasing speed of the bubbles, when approaching the up-snorkel inlet, many bubbles seemed to break away from the “attractive force”, and did not enter the up-snorkel, but flowed through the gap between the up-snorkel and the ladle wall. This may result in the formation of a slag eye, which degrades the refining effect. The tilt of the ascending path of the bottom-blowing bubbles is similar to that observed previously,[8,11] and is also verified by the images in Figure 4.

Velocity nephogram and vector distribution of molten steel in the RH reactor. (a) Without bottom-blowing, (b) bottom-blowing at a flow rate of 50 L min−1, and (c) bottom-blowing at a flow rate of 100 L min−1
As shown in Figure 6, the velocity at 0.55 m from the bottom of the ladle and along the center of the down-snorkel increases with bottom-blowing, especially above the blowing position. However, as a large number of bubbles do not enter the up-snorkel but escape from the slag layer when the bottom-blowing flow rate is high, there is a very small difference in the velocity along the center of the down-snorkel (see Figure 6(b)) between the two bottom-blowing flow rates. The regions with a velocity below 0.05 m s−1 are defined as “dead zones,” which account for 8.16, 7.03, and 6.31 pct of the total flow field for bottom-blowing flow rates of 0, 50, and 100 L min−1, respectively.

Velocity comparison of the different bottom-blowing modes. (a) Along the radial direction at a height of 0.55 m from the bottom of the ladle, and (b) along the center of the down-snorkel
A larger turbulent kinetic energy can promote the collision between and coalescence of inclusions, increase the inclusion removal rate,[11] and enhances mass transfer between molten steel. As shown in Figure 7(a), there was a large low-turbulent-kinetic-energy region (labeled A) with a value of ~ 0.013 m2 s−2 under the up-snorkel without bottom-blowing, and a low-velocity region (B) between the down-snorkel and the ladle wall. With bottom-blowing, the turbulent kinetic energy under the up-snorkel increased, reaching a value of ~ 0.07 m2 s−2 with a gas flow rate of 100 L min−1 under the up-snorkel. In addition, the low-velocity zone between the down-snorkel and the ladle wall disappears.

Turbulent kinetic energy of molten steel in a RH reactor. (a) Without bottom-blowing, and bottom-blowing at a flow rate of (b) 50 L min−1 or (c) 100 L min−1
The slag covers the surface of the molten steel during the refining process in the RH reactor, preventing the oxygen in the air from reacting with the molten steel. Figure 8 shows the change in the slag volume fraction in the ladle under the different bottom-blowing conditions. The slag completely covered the molten steel without bottom-blowing. When the bottom-blowing gas flow rate was 50 L min−1, the slag volume fraction in the up-snorkel near the ladle wall decreased slightly, and an obvious slag eye was observed for the higher flow rate of 100 L min−1. The reason for this is as follows; when the gas flow rate is low, the upward component of the velocity of the molten steel caused by bottom-blowing is small, and most of the bubbles flow into the up-snorkel with the molten steel. With an increase in the flow rate, the upward component of the velocity of the molten steel increases, and the direction of movement of the molten steel changes (offset to the ladle wall, as Figure 5(c)). Many bubbles move upward with the molten steel so that they cannot enter the up-snorkel effectively, but flow to the gap between the up-snorkel and the ladle wall, resulting in slag being blown away to form a slag eye, where the molten steel is exposed to the air. Therefore, in industrial production, the flow rate of the bottom-blowing gas should be limited to avoid the formation of the slag eye.

Volume fraction of slag in the RH Reactor. (a) Without bottom-blowing, or with bottom-blowing at a flow rate of (b) 50 L min−1 or (c) 100 L min−1
Figure 9 shows the change in the wall shear stress of the snorkels for the different bottom-blowing conditions. It can be seen that the wall shear stress of the snorkel mainly occurred at the wall of the up-snorkel. With an increase in the bottom-blowing flow rate, the wall shear stress of the up-snorkel near the ladle wall (zone C) and down-snorkel increased significantly. This is mainly because the bubbles drive the movement of the molten steel, which impacts the refractory on the lower face of the snorkels, while the slag-intensified movement causes the refractory on the side of the snorkels to be impacted. If the wall shear stress is too large, the operational lifetime of the snorkels may be reduced.

Wall shear stress of snorkels. (a) Without bottom-blowing, or with bottom-blowing at a flow rate of (b) 50 L min−1 or (c) 100 L min−1
According to the numerical simulation results, the formation of the slag eye and the increase in shear stress on the side of the up-snorkel are mainly caused by the rising bubbles that cannot enter the up-snorkel effectively. If the bottom-blowing position can be adjusted so that the bubbles enter the up-snorkel effectively, the critical value of the bottom-blowing flow should be increased when the slag eye is formed, so that the gas flow can continue to increase without adverse effects on the RH reactor.
Industrial Application
Considering both the water experiment and numerical simulation results, the optimal recirculation flow rate and mixing time were obtained for bottom-blowing at position 1 in the RH reactor. However, an excessive bottom-blowing gas flow rate causes the molten steel in the ladle to exposed and form a slag eye. In industrial smelting, the formation of a slag eye will allow the molten steel to come into direct contact with the air, resulting in air suction and secondary oxidation of the molten steel, which degrades the refining effect. In addition, the fluidity of the slag in the industrial smelting process is lower than that set in the numerical simulation. An excessive bottom-blowing gas flow rate also has a significant effect on the refractory material of the up-snorkel, which could reduce the service life of the snorkels, and even cause them to detach from the bottom of the vacuum chamber. To obtain a better refining effect, the flow rate of the bottom-blowing gas must be optimized. Combined with the numerical simulation results, bottom-blowing at position 1 with gas flow rates of 30 and 50 L min−1 was performed in the industrial trial. The influence of these bottom-blowing gas flow rates on the dehydrogenation performance, inclusion removal, and slag eye formation in the RH reactor was analyzed.
In the industrial trial, the mass fraction of hydrogen in the molten steel under different vacuum time was measured online using a Heraeus multi-lab Hydris system. Because the mass fraction of hydrogen required by the Nangang refinery is < 2.0 ppm, the time required to achieve a level of 2.0 ppm was used as a reference in this study. The fitting parameters of the dehydrogenation curves shown in Figure 10(a) for the industrial trials with different bottom-blowing gas flow rates are shown in Table III. Compared to the case without bottom-blowing, the dehydrogenation effect was improved when bottom-blowing was performed at position 1. For similar initial hydrogen contents, it took 8.60, 8.12, and 7.19 minutes to reduce the mass fraction of hydrogen to 2.0 ppm without bottom-blowing and with bottom-blowing at gas flow rates of 30 and 50 L min−1, respectively, corresponding to dehydrogenation rates of 0.123, 0.135, and 0.147 ppm min−1, respectively. Compared with the case without bottom-blowing, the dehydrogenation time to achieve 2.0 ppm was reduced by 5.58 and 16.40 pct, and the dehydrogenation rate increased by 9.76 and 19.51 pct, with bottom-blowing at 30 and 50 L min−1, respectively.

Dehydrogenation in industrial trials with different bottom-blowing flow rates. (a) Mass fraction of hydrogen as a function of vacuum time, where the data were fit to extract the dehydrogenation rates. The mass fraction of hydrogen at time zero is that measured at the time when the ladle reached the RH treatment station. (b) Dehydrogenation rate as a function of the hydrogen mass fraction
Figure 10(b) shows that the dehydrogenation rate increased with an increase in the bottom-blowing gas flow rate, even at the same hydrogen mass fraction. With an increase in the mass fraction of hydrogen, the difference in the dehydrogenation rate between the different bottom-blowing gas flow rates increases, and the dehydrogenation effect of the larger bottom-blowing gas flow rate was the best. This was mainly due to the fact that with the addition of bottom-blowing, the rising power of the molten steel no longer comes only from the kinetic energy provided by argon blowing into the up-snorkel, but also from the buoyancy of the bubbles rising from the bottom of the ladle. Compared with the case without bottom-blowing, the molten steel at the bottom of the ladle can obtain higher kinetic energy and velocity under bottom-blowing, which optimizes the flow and mixing of the molten steel in the ladle. Furthermore, part of the bottom-blowing gas enters the up-snorkel, which is equivalent to increasing the driving gas flow, which increases the velocity of the molten steel and the recirculation flow rate. In addition, the greater number of bubbles inside the molten steel increases the dehydrogenation reaction area and hence, the dehydrogenation rate.
As shown in Figure 11, there was no major change in the size distribution of the inclusions before and after dehydrogenation without bottom-blowing. However, with the addition of bottom-blowing, the fraction of 0 to 2 μm inclusions increased after dehydrogenation for both flow rates, while the fraction of 2 to 5 μm inclusions decreases. In addition, when the bottom-blowing flow rate was 30 L min−1, the fraction of inclusions larger than 5 μm decreased significantly; in contrast, this fraction increased slightly for a flow rate of 50 L min−1, probably due to the slight slag entrapment caused by the higher fluidity of the molten slag near the slag. Hence, bottom-blowing had a positive effect on inclusion removal in the RH reactor process, attributed to the increase in the velocity and turbulent kinetic energy in the ladle, optimization of the flow field, and enhanced collision and growth of inclusions. Moreover, the floating velocity of larger inclusions is generally higher, which leads to an increase in the fraction of smaller inclusions and a decrease in the fraction of larger ones.

Relative fraction of inclusions of various sizes in the Initial condition (when the molten steel reaches the RH reactor) and End condition (after vacuum treatment for 12 min). (a) Without bottom-blowing, or with bottom-blowing at a flow rate of (b) 30 L min−1 or (c) 50 L min−1
It can be seen from Figure 12 that there was no obvious slag eye formed during the experiment with a bottom-blowing flow rate of 50 L min−1, and the upper crust of the slag had a partial fracture compared to that without bottom-blowing, indicating that the fluidity of the molten steel near the slag was higher with bottom-blowing. In addition, the service life of the snorkels was not affected by the addition of bottom-blowing during the statistical time. After 95 heats of refining, the snorkels were normally offline. The results of the water experiments and numerical simulations were in good agreement with the increase in the dehydrogenation effect and the changes in the slag condition with the addition of bottom-blowing. To increase the refining efficiency, the effect of bottom-blowing from other positions in the RH refining reactor will be investigated in a future study.

Photographs of the slag layer in the industrial trial. (a) Without bottom-blowing, (b) with bottom-blowing at a flow rate of 50 L min−1
Conclusions
The influence of increasing the flow rate of the ladle bottom-blowing on the recirculation flow rate and mixing time was studied by water simulations based on two existing bottom-blowing positions in the Nangang RH reactor, and position 1 was verified as the optimal position of the two. Then, the effect of bottom-blowing at the optimal position on the RH reactor was studied by numerical simulation and industrial trials. Under these conditions, the main results of this study are summarized as follows:
-
(1)
Bottom-blowing increases the velocity, turbulent kinetic energy, and recirculation flow rate of the molten steel in the ladle and reduces the mixing time. In addition, the low-velocity zone between the down-snorkel and ladle wall disappears, and the ratio of the dead zone decreased slightly with bottom-blowing, resulting in the optimization of the flow field in the ladle.
-
(2)
Although the additional gas blowing from the bottom of the ladle is beneficial to RH refining, excessive gas flow leads to slag eye formation and erosion of the refractory material of the up-snorkel. To optimize the overall process, the bottom-blowing gas flow should not be too large.
-
(3)
When blowing at a suitable flow at the optimal location, the refining effect can be improved in industrial production without adversely affecting the slag layer and the snorkel refractory. In this work, for the hydrogen mass fraction of 2.0 ppm required by the industrial reactor, the optimal bottom-blowing flow rate resulted in a decrease in the dehydrogenation time by ~ 16 pct and an increase in the dehydrogenation rate of ~ 20 pct compared to the case without bottom-blowing.
References
B.S. Liu, G.S. Zhu, H.X. Li, B.H. Li, and A.M. Cui: Int J Miner, Metall Mater, 2010, vol. 17, pp. 22–27.
Y.T. Guo, S.P. He, B.Y. Shen, G.J. Chen, and Q. Wang: Metall. Mater. Trans. B, 2015, vol. 46B, pp. 585–94.
Y.G. Park, K.W. Yi, and S.B. Ahn: ISIJ Int., 2001, vol. 41, pp. 403–09.
Y.G. Park, W.C. Doo, K.W. Yi, and S.B. An: ISIJ Int., 2007, vol. 48, pp. 749–55.
D.Q. Geng, H. Lei, and J.C. He: Metall. Mater. Trans. B, 2010, vol. 41B, pp. 234–47.
G. Chen, S. He, and Y. Li: Metall. Mater. Trans. B, 2017, vol. 48B, pp. 2176–86.
H. Ling, F. Li, L. Zhang, and A.N. Conejo: Metall. Mater. Trans. B, 2016, vol. 47B, pp. 1950–61.
G.J. Chen and S.P. He: Vacuum, 2016, vol. 130, pp. 48–55.
Y.H. Li, Y.P. Bao, M. Wang, R. Wang, and D.C. Tang: Ironmaking Steelmaking, 2015, vol. 42, pp. 366–72.
G.R. Demaglie, P. Tangari, S. Fera, and V. Colla: Ironmaking Steelmaking, 2013, vol. 37, pp. 257–61.
D.Q. Geng, H. Lei, and J.C. He: Ironmaking Steelmaking, 2012, vol. 39, pp. 431–38.
T. Kuwabara, K. Umezawa, K. Mori, and H. Watanabe: Trans. ISIJ, 1988, vol. 28, pp. 305–14.
C.A.D. Silva, I.A.D. Silva, C.M.E.M. Dev, V. Seshadri, C.A. Perim and G.A. VargasFilho: Ironmak. Steelmak., 2004, vol. 31, pp. 37–42.
S.K. Ajmani, S.K. Dash, S. Chandra, and C. Bhanu: ISIJ Int., 2004, vol. 44, pp. 82–90.
M.Y. Zhu, J. Sha, and Z.Z. Huang: Acta Metall. Sin., 2000, vol. 36, pp. 1175–78.
H. Ling, L. Zhang, and C. Liu: Ironmaking Steelmaking, 2018, vol. 45, pp. 145–56.
P.A. Kishan and S.K. Dash: ISIJ Int., 2009, vol. 49, pp. 495–504.
B.K. Li and F. Tsukihashi: ISIJ Int., 2000, vol. 40, pp. 1203–09.
F. Obata, R. Waka, K. Uehara, K. Itou, and Y. Kawata: Tetsu-to-Hagané, 2000, vol. 86, pp. 225–30.
B.K. Li and F. Tsukihashi: ISIJ Int., 2005, vol. 45, pp. 972–78.
D.Q.Geng, H. Lei, and J.C.He: ISIJ Int., 2012, vol. 52, pp. 1036–44.
J.H. Wei and H.T. Hu: Steel Res. Int., 2006, vol. 77, pp. 91–96.
D.Q. Geng, J.X. Zheng, K. Wang, P. Wang, R.Q. Liang, H.T. Liu, H. Lei, and J.C. He: Metall. Mater. Trans. B, 2015, vol. 46B, pp. 1484–93.
S. He, G. Chen, and C. Guo: Ironmaking Steelmaking, 2017, vol. 46, pp. 1–6.
Y. Luo, C. Liu, Y. Ren, and L. Zhang: Steel Res. Int., 2018, vol. 89, 1800048
Q. Cao and L. Nastac: Ironmaking Steelmaking, 2019, vol. 47, pp. 1–9.
L. Wei, H. Tang, M. Wang, J. Li, Q. Liu, and J. Liu: Metall. Mater. Trans. B, 2018, vol. 49B, pp. 2681–91.
L.M. Li, Z.Q. Liu, M.X. Cao, and B.K. Li: JOM, 2015, vol. 67, pp. 1459–67.
M. Iguchi, Z. Morita, H. Tokunaga, and H. Tatemichi: ISIJ Int., 1992, vol. 32, pp. 865–72.
M. Iguchi and H. Tokunaga: Metall. Mater. Trans. B, 2002, vol. 33B, pp. 695–702.
W.T. Lou, M.Y. Zhu: Metall. Mater. Trans. B, 2013, vol. 44B, pp. 1251–63.
G.J. Chen, S.P. He, Y.G. Li, Y.T. Guo, Q. Wang: JOM, 2015, vol. 68, pp. 2138–48.
A.B. Liu, D. Mather, and R.D. Reitz, Modeling the Effects of Drop Drag and Breakup on Fuel Sprays, SAE Technical Paper 930072, Warrendale, PA: SAE, 1993.
J.U. Brackbill, D.B. Kothe, and C. Zemach: J. Comput. Phys., 1992, vol. 100, pp. 335–54.
M. Sano, K. Mori, and Y. Fujita: Tetsu-to-Hagané, 1979, vol. 65, pp. 1140–48.
A. Satyanarayan, R. Kumar, and N.R. Kuloor: Chem. Eng. Sci., 1969, vol. 24, pp. 731–47.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Manuscript submitted December 27, 2020; Accepted April 5, 2021.
Rights and permissions
About this article

Cite this article
Dong, J., Feng, C., Zhu, R. et al. Simulation and Application of Ruhrstahl–Heraeus (RH) Reactor with Bottom-Blowing. Metall Mater Trans B 52, 2127–2138 (2021). https://doi.org/10.1007/s11663-021-02174-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-021-02174-x