
Abstract
Consumers demand for proteins is rising and therefore, many food manufacturers are formulating products enriched with wide range of plant-based proteins. As many industrial stakeholders are trying to increase their market share of plant-based protein foods including formulation of pseudo-grains, such as flax, quinoa, pulses, hemp and nuts. The manufacturers are finding their way to innovate dairy alternatives; plant-ingredients based bakery, snack and beverage products. This chapter was aimed at providing an updated overview of the identification of innovation needs to develop plant-protein based foods across protein supply for supporting ever-increasing demand surge in plant-based prions products and functional ingredients. The supply chains across the plant-based proteins must catch to keep pace with technological innovations in food science and technology keeping in view novel protein sources. Evolving innovative technologies like extrusion, shear cell technology and 3D printing have widen the spectrum to produce plant-based protein products by manufactures to mimic the taste, flavor, appearance, texture as well as eating experience resembling to that of animal-based proteins. The application of plant-protein delivery systems through micro and nanoparticles has gained popularity for various purposes like protection, encapsulation and controlled release of protein ingredients.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


1 Introduction
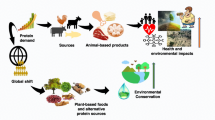
The demand for high-quality protein has been increasing over the past decade. The global protein ingredient market has seen a boon of approximately USD 38 billion and is expected to grow at compounds annual growth rate of 9.1% from time span ranging from 2020 to 2027. The rise in vegan, vegetarian and flexitarian communities has led to increased usage of plant-based proteins in food product formulations (Ismail et al. 2020). Owing to increasing population and increased consumer awareness on food supply sustainability issues, the food industry is keen on formulating products using plant-based protein ingredients derived from sustainable food crops to replace or partially replace animal proteins with plant-based protein ingredients for optimal delivery of flavor, functionality and nutrition to the intended consumers (Ismail et al. 2020; Loveday 2020).
In recent years, the consumer demand for plant-based food products has escalated, prompting the ingredient manufacturers to differentiate themselves to capture a share of the crowded marketplace (Ameer et al. 2017a, b; Etemadian et al. 2021). The average sales of plant-based foods and beverages raised to $3.7 billion in 2018 in United States and demonstrated about 17% rise as compared to 2017. About one-third (30%) consumers are actively trying to reduce meat consumption without sacrificing taste and making informed choices (Ameer et al. 2017c). Food manufacturers are constantly trying to develop innovative and better-tasting meat alternatives. Cargil Inc. conducted a comprehensive consumer research in October 2018, which showed that 60% of consumers expressed the satisfaction of getting enough and adequate nutrient from plant foods apart from meat and meat products (Good Food Institute 2020). Whereas about 79% of consumers are clean-label seekers who check on ingredients list especially proteins source and content (Ameer et al. 2017c; Daniel 2018).
Ongoing food science innovations must corroborate with the exponential rise in the demand of novel plant-based proteins. As extraction is the first step to achieve successful completion of production modalities, it is imperative to ensure the production of high-quality proteins with improved functionality, understanding of structure/activity relationship, and development of cost-effective protein functionalization strategies to overcome texture and flavor challenges. This chapter aims at providing an overview of innovation needed to develop plant-protein based foods.
2 Plant-Based Industrial Food Waste as Sources of High-Quality Proteins
2.1 Press Cakes/Oil Meals
Oil processing industry produces large quantities of industrial by-products, such as press cakes/oil meals after processing of oil-bearing fruits or seeds. Usually, the average proteins contents of these by-products are in a range of 15–50% in oil meals, which are potent sources for recovering high-quality proteins (Pojić et al. 2018). Major oilseed cops include sunflower, cottonseeds, rapeseed, peanut and soybean which yield significant amount of proteins meals on annual basis (about 200 million tones in 2015) (FAO 2018). Other significant oil-bearing crops are coconut, palm, olive and their residues which may as protein sources. Other alternative crops, such as hempseed, hazelnut, pumpkin seed, grape seed, sesame seed and walnut have also been cultivated for obtaining specialty oils and their meals are also high in protein contents (Ochoa-Rivas et al. 2017; Pojić et al. 2018). The initial pretreatment method (storage conditions, dehulling) affects the quality of oil meal/press cake and their protein contents. Processing of oilseed by either hulling or dehulling affects the resulting oil meal protein contents. In general, the dehulled meals consist of lower fiber and higher protein contents as compared to unhulled meals which are required to be fractionated into fiber and protein-rich fractions prior to carry out protein recovery (Roselló-Soto et al. 2015; Ochoa-Rivas et al. 2017). Chemically, the heat treatment to remove solvent from defatted meals increases protein aggregation and tightens bonding between carbohydrates and fiber. This not only leads to enhanced protein extraction from oilcake meals but also improves technological properties like emulsification, foaming and solublity, and so on (Rodsamran and Sothornvit 2018).
2.2 Cereals Processing By-products
Usually, cereal-processing by-products are excellent sources for protein recovery. After extracting oil, rice bran ranks at top followed by oat bran, brewer’s spent grain and wheat bran. Rice bran proteins and rice bran dietary fiber have garnered considerable attention of researchers owing to well-balanced amino acid profile, high nutritional value and health-beneficial effects like hypolipidemic, hypoallergenic, anticancer and hypocholesterolemic effects (Pojić et al. 2018). Drying processing of rice and rice bran oil extraction yields rice bran and defatted rice bran as unavoidable by-products as suitable sources of proteins. Rice bran comprises of proteins ranging from 12% to 20%, however dense agglomeration of proteins with starches in endosperm limits rice bran utilization and mechanical pretreatment demonstrated better results to break down this complex starch-protein agglomeration as compared to hydrothermal pretreatment (Xia et al. 2012; Apprich et al. 2014).
Wheat bran has protein contents in a range of 13–18%, however, these wheat bran proteins are found in in form of tightly enclosed polysaccharides matrix which hinder their digestibility and hence, about 15.5 million tons high-quality usable proteins are wasted (Xia et al. 2012; Pojić et al. 2018). Therefore, strong alkaline-based extraction conditions are needed for wheat bran protein extraction, which limit their exploitation. Conversely, wheat bran prion could be utilized in producing γ -aminobutyric acid (GABA), bioactive peptides and high-quality free amino acids (Connolly et al. 2014). Defatted wheat germ has well-balanced high proportion of essential amino acids like methionine, lysine, threonine and could also be employed for bioactive peptides isolation (Balandrán-Quintana et al. 2015; Amagliani et al. 2017). Brewing industry also produces large quantities of brewer’s spent grain as by-product comprising of 15–26% proteins. However, the protein interactions with other biopolymeric components cause impenetrable layer during spent grains processing operations like mashing that lowers protein extractability and necessitate modern extraction techniques to volarize cereals proteins (Apprich et al. 2014; Pojić et al. 2018).
2.3 Legumes Processing By-products
After cereals, legumes are ranked as the second-most significant source of high-quality proteins. Commercial milling of legumes produces several by-products, such as husks, powder, broken, shriveled and unprocessed seeds comprising of proteins contents of 14%, 12%, 13%, respectively (Pojić et al. 2018). The main issues in utilization of proteins from legumes is that legumes are processed in small-scale facilities and have specified market niches that limit their supply chain. Furthermore, the soybean processing to produce soy milk and tofu also yields soy pulp and such by-product known as okara which comprises of significant residual proteins in a range of 25–33%. Massive production of okara causes serious disposal issues until revalorization of the legume by-products (Oomah et al. 2011; Lu et al, 2016; Li et al. 2012).
3 Recent Technological Developments
Après® is one of plant-based beverage manufacturers, which recently developed a beverage enriched with plant proteins to replenish human body nourishment. In formulating this beverage, a blend of various plant proteins originating from chia, pea, cacao and hemp were blended with and coconut water and organic virgin coconut oil (Food Business News 2020). This drink is sufficiently enriched with all essential amino acids for lean physique and promotion of satiety. The blended coconut water provides electrolyte hydration and smooth texture to plant proteins while virgin coconut oil is a good source of energy and medium chain fatty acids (DrinkApres 2020).
NuGo Nutrition® is also expanding its plant-proteins based product line. They developed gluten-free pea protein cookies, which provide 10–12 g fiber and 16 g protein in 100 g cookie serving. Another venture is the introduction of low-sugar plant protein bars and antioxidant-rich chocolate prepared with natural cocoa butter proteins (NuGo Nutrition 2020).
Campbell Soup Co.® manufactured plant protein milk which contained 10 g of pea proteins per 8-oz serving. This plant-based product provides 50% more calcium as compared to conventional dairy milk. This is beverage for vegans and as non-GMO product, it does not contain common allergens like dairy, nuts and soy, nor intolerances like lactose and gluten (Food Business News 2020).
Until now, the seafood market share of plant-based protein alternative is limited; however, from an aquaculture product development technology perspective, the market has promising potent to replace animal-based counterparts with plant-based proteins. According to Good Food Institute, the sale of plant-based seafood alternatives raised to $9.5 million in 2019 (Good Food Institute 2020). Still the aquaculture market has potential to expansion up to $141 million due to lower manufacturing cost of plant-based alternatives, supply chain simplification, reliable production line, and longer shelf life potential (Yu et al. 2015; Food Business News 2020). Plant-based seafood proteins deem to be cheaper as compared to animal-based proteins due to less complex supply chain layer and direct processing of proteins to innovative food products. Plant-based proteins foods product line is highly controlled and may lead to the generation of finished products with higher degree of predictability as compared to animal-based products, which deals with biologically complex animals.
3.1 Technological Hurdles to Overcome Scale-Up Issues of Plant Proteins Globally
In order to scale up product development of plant-based proteins foods to full potential, there are significant technical hurdles, which need to overcome by food manufacturers. The most challenging task is to improve the taste and texture profiles of plant-based finished products to mimic taste similar to animal products (Bilek 2018). One example in this regard includes exploitation of Konjac powder to prepare shrimp, scallop alternatives by The Plant Based Seafood Co. (2020). Still, the plant-based ingredients options are limited for manufacturers, such as soy, chia, pea, cacao, and hemp proteins (Food Navigator 2020).
Soybeans are one of the main sources of plant-derived proteins. Moreover, new alternative plant sources have been already found in published literature and supermarkets and mainly include lentil, chickpea, sesame, peanuts, main, rice, potato, quinoa, walnut, hazelnut, hemp and wheat. Researchers have been even focusing on exploitation of aquatic flora as candidate plant-protein source. Even though, the plant-sources are rich in protein content, these have main issues of low bioavailability and digestibility (Bilek 2018; Fathi et al. 2018). One another main issue is their allegenicity owing to allergen compounds. In case of soybean, almost 15 antigens that bind to Ig-E antibodies have been identified to date. Gluten allergy is associated with celiac disease and gluten-based nutritional products increases the symptoms of this disease in affected people. Furthermore, some of the published reports have indicated exacerbation of cerebral ataxia and schizophrenia severity. Moreover, growing concerns about GMO food products have led to explore plant-based alternatives (Kammerer et al. 2014; Bilek 2018).
4 Development of Plant-Based Protein Hydrolysates
In food or feed industries, several technological strategies are employed to produce plant-based protein hydrolysate to improve human and livestock health for recovery of essential bioactive compounds (Etemadian et al. 2021). In this regard, microbial fermentation, enzymatic hydrolysis and solvent extraction technologies have been exploited. The enzymatic hydrolysis by far is the most preferable approach because of it is free from microbial, chemical or toxic contaminants (Moure et al. 2006). Moreover, the enzymatic hydrolysis is also favorable as compared to chemical hydrolysis due to mild reactions kinetics, recovery of high product quality, method performance and robustness, and low generation of undesirable products (Coscueta et al. 2019).
The processing units of soybean flour, rice, wheat, tomato, pea, etc. can be successfully scaled-up to identify effective bioactive compounds from plant matrices using high-efficiency innovative technologies to make economically affordable plant proteins by-products along with main product lines. Proteins of vegetables origin provide valuable bioactive compounds, which could be employed in preparing various food formulations (Ashaolu et al. 2017; Etemadian et al. 2021). Apart from nutritive value-addition, these vegetal proteins may be utilized as promising amino acid and energy sources for regulation of physicochemical properties of foods. It is evident from several published reports that plant hydrolyzed proteins exhibit better yield, physiological and functional properties in comparison with crude protein (Coscueta et al. 2019). This could be ascribed to the enhanced release of biologically active peptides of crude protein after subjected to enzymatic hydrolysis, which accelerates inhibition of lipid peroxidation (Ashaolu et al. 2017; Etemadian et al. 2021), and in a report by Fukudome and Yoshikawa (1992), it was implied that wheat gluten hydrolysis and exorphins play role in growth and survival and have opioid activity.
Generally, the safety of food products comprising of plant-derived hydrolysate as well as their multifunctional properties in regulation of chronic lifestyle disorders including oxidative stress, diabetes, cardiovascular, etc. have garnered attention of researchers and food manufacturers. One notable example in this regard includes soy proteins (Udenigwe and Aluko 2012). Soy comprises high glycine levels and owing to high proportion of proteins, isoflavones, and fatty acids, these soy compounds are regarded as the functional dietary components and exert beneficial physiological effect on human health (Etemadian et al. 2021). Hence, ingestion of these plant-derived peptides allows absorption of bioactive compounds which provide potent antioxidant, antimicrobial, cholesterol lowering, immunization and anticancer effects through various mechanistic approaches like scavenging of free radicals, electron donation or chelating of metal ions (Singh et al. 2017; Etemadian et al. 2021). Raw consumption of soy proteins may lead to several adverse health implications like anaphylactic shock and immune-mediated responses, such as asthma and hay fever. Moreover, raw and processed soy and soy products also comprise of anti-nutritive compounds like phytic acid and lectin, which adversely influence food absorption efficiency (Meinlschmidt et al. 2016). However, owing to plant protein hydrolysis yielding hydrolysate and biologically active peptides from soybean, canola, rice, peas, and wheat have shown a significantly increase in antioxidant capacity. Moreover, with regard to development of function met products, Zhang et al. (2010) have established that addition of soy protein hydrolysates in form of bioactive peptides, generated by enzymatic action of microbial proteases, to ground beef led to significant (p < 0.05) reduction in lipid peroxidation. Furthermore, the plant-based peptides from pea and chickpea proteins caused gastrointestinal stimulation which led to inhibition of angiotensin I-converting enzyme (ACE-1) (Etemadian et al. 2021) (Fig. 1).

Main manufacturing steps involved in production of plant-based protein ingredients and protein extracts from plants/plant by-products
4.1 Challenges for the Hydrolyzed Protein Production and Utilization
Despite the intense research by the researchers to exploit the bioactive peptides from plant hydrolysates until now, still the recognition of the best type of protein hydrlysates is challenging due to several inherent limitations. Pertaining to technological limitations, the main issues include the cost, lower degree of digestibility of thermally dried plant protein products and adverse effects on the structural conformations of the essential amino acids (specifically tryptophan) under acidic environment (Allaoui et al. 2019; Etemadian et al. 2021). The plant protein hydrolysate are inexpensive alternative natural replacer of animal-based counterparts, which stimulate the growth of intestinal absorption and improves digestibility of foods in animals and humans (Jahanbani et al. 2016). About utilization of plant-derived proteins, the hydrolysates does not comprise of all essential amino acids, and hence can be introduced in combination with aquatic protein hydrolysate as functional proteins. Still the research on optimization of hydrolyzed protein isolates and preparation of specific food formulations is lacking (Etemadian et al. 2021). Moreover, the recognition of molecular structures of peptide chains is essentially required. Moreover, plant-based proteins hydrolyastes can be essentially applied in formulations of foods intended for human consumption as emulsifiers, binders, and gel-producing substances as well as promising alternative to promote human health owing to excellent properties, e.g., anti-hypertensive property (Marcela 2017; Etemadian et al. 2021).
4.2 Plant Proteins as Replacer of Fish Meal in Aqua Feeds
In aquaculture, the feed constituents make up 60% of total operational cost, therefore, the plant proteins with economic affordability are great alternative to develop cheaper aqua feed. Fish meal is one of the key components in feed with good nutrient digestibility and deficient in anti-nutritional factors (FAO 2016). Fish meal compositional requirement of protein ingredient is 30–40% for omnivorous and 40% carnivorous. As non-traditional cost-effective alternative, researchers have recommended plant-based proteins (Daniel 2018). The main issues which have been highlighted by previous researches regarding plant-based proteins are as; presence of anti-nutritional constituents, deficiency of essential amino acids, poor nutrient digestibility and palatability and low bioavailability due to insoluble fibre and starches (Hardy 2010; Daniel 2017). Various processing modalities have been reported to prepare plant-based proteins aqua feed. These techniques include supplementation of dietary fish meal with deficient amino acids, aggregation of plant-proteins originated from different sources, hydrolysis by means of exogenous enzymes, adoption of meal provision strategy of one-day for plant-proteins based meal and next day fishmeal based feed, addition of certain additives and application of modern extraction techniques like microwave-assisted extraction, ultrasound-assisted extraction, and high-pressure processing (Bonaldo et al. 2015; Johnson et al. 2015; Daniel 2018).
4.2.1 Structure/Function Relationship
Structural configuration and characteristics mainly serve as the influential factors (involving amino acid sequence and composition) to determine functional properties. Other factors in this regard include physicochemical properties, such as cumulative presence of reactive groups like hydroxyl or sulfhydryl groups, net charge, hydrophobicity of surfaces as well as molecular configuration and sizes (Loveday 2020). These properties might be correlated to each other in such a way that hydrophobicity and net charge are usually affected by the amino acid composition, whereas molecular configuration could be affected by the sequencing which consequently exert significant effect on surface properties. Various functional properties of plant-based proteins like foaming, gelling, emulsifying capabilities as well as thermal stability and solubility are influenced by the surface properties of portions (Kumar et al. 2021). For example, soy proteins exhibit high molecular weight and high hydrophobicity and this may help to form polymers under specified conditions and hence could be subjected texturization to impart textural properties in the products similar to that of meat products. Any modification in protein structural configuration during purification or processing may cause significant change in plant-based proteins functionalities (Ismail et al. 2020).
4.2.2 Functionalization Strategies for Innovating Plant-Based Proteins Formulations
Various functionalization strategies are employed to improve functionality of protein powders. These functionalization strategies include high-pressure homogenization, lecithin coating, and agglomeration. These strategies usually exert significant influence on surface properties, shape configuration and particle sizes. Among these strategies, agglomeration leads to enhancement of particle sizes owing to formation of bridges through various binders, such as hydrocolloids, gums or starches (Ismail et al. 2020). This agglomeration process causes increased dispersibility and hence water diffusion may occur easily with the agglomerate. On the other hand, the lecithin coating improves wettability and prevents powder caking. Protein functionality is also modified through application of high-pressure homogenization accompanied by spray drying under controlled conditions (Ortega-Rivas et al. 2006). Viscosity and water-holding capacities tend to increase when proteins are subjected to high-pressure processing and these properties are desirable for plant-proteins applications as eco-friendly alternative of conventional meat products. Processing-induced manipulation of protein powder functionalization can also be carried out for targeted improvement of protein functionality (Ismail et al. 2020). Proteins exhibit sensitivity to various processing parameters, such as enzymatic activity, pH, temperature, and shear stress and these pose serious technological challenges in formulation of plant proteins-based products. Methods aimed at improvement of protein structure and functionality involve several facets, such as solubility improvement, flexibility enhancement, alternation of hydrophobic/hydrophilic equilibrium and promotion of protein cross-linking. The most commonly employed protein modification strategy is enzymatic hydrolysis (Ismail et al. 2020; Meinlschmidt et al. 2016).
Enzymatic hydrolysis has been utilized as one of the most researched technique for protein functionality improvement and provision of physiological benefits. Protein hydrolysates are produced through enzymatic hydrolysis and two prominent factors including choice of enzyme and degree of hydrolysis (DH) play pivotal role in determining functional properties of manufactured protein hydrolysate owing to exerting effect on peptide profile and protein structure (Meinlschmidt et al. 2016). DH at lower rates is of particular significance for functionality-enhanced protein ingredients because it provides enhanced control regarding the release of bitter peptides and structural loss, which is commonly attributable to the extensive hydrolysis with higher DH. Enzymatic hydrolysis at high DH might lead to production of protein products with higher proportion of free amino acids and short-chain peptides with minimal functionality enhancement (Ismail et al. 2020). Soy protein hydrolysis at limited scale with DH ranging 2–15% has been reported to cause improved solubility, emulsification, and foaming ability. Each hydrolysis process needs optimization depending on protein source to expedite the desired functionality enhancement (Sun 2011; Meinlschmidt et al. 2016).
Another widely employed protein modification modality is termed as Maillard-induced glycation . Glycation refers to the phenomenon involving addition of sugar molecules to the proteins or lipids for functionality enhancement. Although, researchers have explored the potential of Maillard-induced glycation at limited scale and in controlled manner for protein functionality improvement however, this has not been utilized at commercial scale until now. A review was published by de Oliveira et al. (2016) who gave an account of 31 studies on improved protein functionality enhancement through glycation. Various technological properties may results in significant improvement due to Maillard-induced glycation. The prominent characteristics include improved thermal stability, high foaming, gelation and emulsification capabilities because of increases in proteins cross-linking, viscosity and hydrophilicity while glycation also lowered the protein’s isoelectric point and hence prevented protein denaturation (Wang and Ismail 2012; Wang et al. 2013; de Oliveira et al. 2016). In this regard, the degree of functionality improvement and structural modification depend on several factors, such as Maillard-reaction, conditions, chain-length and polysaccharide characteristics, and protein conformation. Therefore, it may be implied that Maillard-induced glycation needs process optimization for achieving desired functionality of particular protein products while minimizing the changes of reaction propagation to the extent more advanced undesirable stages causing generation of off-flavors and browning. Moreover, industrial scale of Maillard-induced glycation is a dire need for producing protein products with high degree of feasibility (Ismail et al. 2020). Non-thermal protein modification techniques has also been reported in published literature, including use of ultraviolet radiation, oscillatory magnetic field, pulsed electric field, ozonation, and recently cold plasma discharge has gained wide traction among researchers (de Oliveira et al. 2016).
In cold plasma technology , proteins are exposed to plasma in terms of partially ionized gas. Generated discharge of cold plasma comprises of reactive oxygen and nitrogen species including commutative proportion of negative ad positive ions along with free radicals at ambient room temperature. The type of gas used during cold plasma discharge operation usually determine the composition of reactive oxygen and nitrogen species (Ikawa et al. 2010). Proteins might be subjected to various chemical reactions, such as bound cleavage, oxidation, and polymerization. On pilot scale, cold plasma has been employed for surface modification in intensive manner. Cold plasma preserves the quality of processed proteins products as well as microbial decontamination. Tolouie et al. (2018) also reported the impact of cold plasma on structural modification, functionality enhancement and control of allergenicity in proteins from various sources. Studies have indicated that type of cold plasma treatment govern the degree of changes in protein structures. However, reports are limited on linking functional changes to structural modification through cold plasma, and hence results cannot be implied in comprehensive manner. Gaining of basic knowledge regarding cold plasma exploitation could be helpful for targeted development of protein functionality for particularly desired applications (Ismail et al. 2020).
4.2.3 Taste and Flavor Challenges Posed by Plant-Based Proteins
Utilization of plant-based proteins such as legume proteins has posed challenged while application in food formulations. Main challenge includes production of off-flavors in consistent manner, which might be easily perceptible by the consumers. For example, off-flavor production by the soybean proteins is also attributed as “beany, grassy and painty”. Usually, the production of such off-flavoring or off-odorous compounds can be ascribed to peroxidation initiated by lipoxygenase enzyme in case of unsaturated fatty acids. In most cases, off-flavor production largely depends on type of raw materials, processing conditions and postharvest storage of plant-based proteinous foodstuff (Ismail et al. 2020). In a report by Malcolmson et al. (2014), pea flavoring compounds were investigated in cooked, raw and stored peas and flavoring components mainly comprised of methoxypyrazines, ester derivatives, alcohols, ketones, aldehydes as well as unsaturated alcohols. Similarly, in another report by Azarnia et al. (2011), have also reported that storage exerted significant influence on flavoring compounds of peas. Moreover, to the best of our knowledge, no published report until now has reported on retention of volatile flavoring compounds in pea protein isolates or concentrates or novel plant proteins ingredients. Hence, there is a need to innovate such production processes that ensure achieving yields of neutral products with bland taste profiles. Masking of flavoring profiles and taste attributes have been proved less successful in obtaining value-added plant protein products. Bitter after taste masking is acceptable, however, masking of off-flavor aromatic compounds is a complex process as the formation of aroma is governed by complex processes and involved patterns from wide array of receptors as compared to taste patterns which involve underpinning mechanistically single receptor type (Ismail et al. 2020).
4.2.3.1 Contemporary Technological Advancements for Alternative Protein Products
Alternative protein production from plant-based proteins is aimed at intended consumers to experience products similar to meat products accompanied by mimicry of taste, flavor, appearance, composition and structure to that of animal-based proteins. Complete generation of animal meat structure in reproducible manner is quite challenging when we take into account plant-based protein ingredients (Tolouie et al. 2018). Therefore, researchers around the globe has studied plant-based protein alternatives exhibiting functional and nutritional characteristics similar to that of animal proteins. Moreover, food scientists and technologists are working intensively on processing/structuring techniques to produce 100% plant-based protein products with desirable sensory attributes and provision of eating and appearance sensation similar to meat products. Various techniques are reported to produce traditional plant-based protein products with simple processing operations like chemical-based protein coagulation, fermentation, heating, pressing, steaming, washing and cooling (Malav et al. 2015). In recent years, modern processing techniques have been developed, such as three-dimensional (3D) printing, shear cell technology and extrusion. Continuous efforts are in progress to improve these processes as well as exploration is also underway regarding innovation of applicable processing technologies for plant-protein product manufacturing (Ismail et al. 2020).
4.2.4 Alternative Plant-Based Proteins Meat Production through Extrusion
Extrusion is a thermochemical process in which mechanical shear, pressure and heat are employed in synergistic manner. Several protienous raw materials of plant origins are being utilized during extrusion, including peanut protein, pea protein isolate and concentrate, defatted soybean meal, soy protein isolates and concentrates (Kyriakopoulou et al. 2019). On the basis of addition of water during extrusion, two types of processes have been reported, such as (1) high-moisture extrusion in which addition of water is ranged approximately 50–80% and (2) low-moisture extrusion which involves addition of water ranged 20–40%. In most cases, texturized proteins obtained through low-moisture extrusion need typically rehydration prior any further use with other ingredients. Whereas, proteins extrudates formulated through high-moisture extrusion do not require any processing prior to their usage as food products. Extrudates protein products exhibit significant functional characteristics, water and oil absorption capacities (if formed through low-moisture extrusion), particle size, shape, bulk and tapped densities (Ismail et al. 2020). Other important factors include secondary cutting, initial feed rate, die selection and specific extrusion conditions. Proteins flakes with low density may result in quick rehydration as compared to mince accompanied by slight loss of firmness. Excessive product expansion may result in formation of mush after re-hydration, during eating or processing. On the other hand, protein products with lower expansion may experience slower rehydration and seems to be hard chuck to intended consumers (Zhang et al. 2019; Kyriakopoulou et al. 2019). Protein extrusion involves preconditioning as a vital step that allows penetration of moisture to protein particles in uniform manner before their incorporation into the extruder. Elevated temperature and pressure during extrusion cause protein denaturation and melting. With movement of denatured proteins through screw, exposure of binding sites allow proteins to exhibit cross-linking. Such cross-linking in new way causes texturization of proteins and facilitate convention of globular protein structures to configurations resembling fibrous meat structures. Apart from generation/mimicking of meat-like structures, protein components may undergo changes in their flavors and colors. Most of the off-flavoring volatile compounds will dispose-off along with moisture evaporation during pressure release phase at end of extruder. Hence, extrusion is a versatile production method to improve proteins nutritional quality, however process control is one of the main challenge still posed until now and design specifications of proteins extrudates have not been defined in detailed manner (Ismail et al. 2020; Zhang et al. 2019).
4.2.5 Shear Cell Technology for Thermo-Mechanical Structuring of Plant-Based Proteins
A group of researchers based at Wageningen University, Netherlands first introduced this shear cell technology . This technique was primarily employed for formulation of plant-based meat analogues through combination of heat and shear and plan prions were prepared with layered fibrous structures that resembled to those of texture and mouth-feel of animal-based meat steak. The particular device which was used during this process was termed as shear cell whereby it was possible to apply shear stress in intensive manner. There are two kinds of reported shear cells; (1) cylindrical shape-Couette cell (originally developed for purpose of scaling-up) and (2) conical cell (on the basis of cone-plate rheometer) (Ismail et al. 2020). Overall, the structural configuration of finished protein products was reliant on the processing parameters and type of ingredients used. During shearing, well-defined product deformation occurs with low input energy requirement for structuring, hence shear cell technology may lead to plant proteins product with least variation in product quality in comparison with extrusion (Krintiras et al. 2016; Manski et al. 2007). Shearing capacity of the shear cell could be increased by increasing length and size of the Couette cell. In this regard, various combination based on plant proteins, such as wheat gluten with soy protein isolate and soy protein concentrate, and pectin and soy protein isolate were evaluated through use of shear technology for formulating fibrous protein structures (Dekkers et al. 2016; Manski et al. 2007). However, still the shear cell technology for production of plant-based proteins as potential alternative of meat cannot be scaled-up to commercial scale.
4.2.6 Three-Dimensional (3D) Printing for Developing Plant-Based Cultured Meat Products
3D printing has evolved in recent years as one of the most innovative and versatile technological development of ongoing era. 3D printing has encompassed wide array of practical applications in manufacturing sector in terms of prototyping. In 3D printing, usually recreation of muscle-like matrix is carried out though combining micro-extruding filaments originated from plant-based paste (Ismail et al. 2020). In 3D printer matrix, placement of this plant-based paste is usually performed through using a modeling software named Auto Computer-Aid Design (AutoCAD) (Carrington 2021). In another instance, NOVAMEAT food technology company has already initiated the production of plant-based meat products through 3D printing application and it was also announced by the company that recreation of steak with combination of pea protein, rice protein, seaweed, rapeseed fat, and beetroot juice was carried out to produce meat-analogue products exhibiting firm and fibrous texture with meat-like appearance (Liu et al. 2017; Carrington 2021). Another venture capitalist named Redefine Meat based in Israel also claimed to produce the meat-like products using plant-based proteins—mimicking the appearance, taste and flavor of animal-based muscle meat (Askew 2021). Usually the substrates are employed in the 3D printing of plant-based protein products and variety and speed of substrate may offer a significant opportunity to innovate plant-based protienous products in developing functional foods (Ismail et al. 2020).
4.2.7 Delivery of Protein Bioactive Ingredients by Micro- and Nano Particles
Better targeted delivery of bioactive peptides might be accomplished through micro and nanoscale particles formation with provision of properties like easy surface modification, scale-up feasibilities, microencapsulation etc. (Joye et al. 2014; Cirkovic Velickovic and Stanic-Vucinic 2018). Nanoparticles are usually exhibit greater preference over micro-particles for targeted nutrient delivery as nanoparticles have high extent of penetration in sub-mucosal tissue layers and possess high-nutrient bioavailability (Grancieri et al. 2019). Plant-based nutrient delivery systems in terms of micro or nanoparticles have several advantages, such as biodegradability, improved in vivo safety status, high loading capacity for plant-based peptides owing to multiple binding sites, amphiphilic structures possible binding mechanisms involving hydrophobic and electrostatic interactions, covalent and hydrogen linkages (McClements et al. 2007; Sagalowicz and Leser 2010; Joye et al. 2014; Pojić et al. 2018). Delivery of protein bioactive ingredients are described for various plant-based proteins in following sections.
4.2.8 Zein from Corn Gluten Meal
It is usually derived from corn gluten meal which exhibit α-helical structural conformation. Self-assembling capacity of zein protein form it an ideal candidate in formation of mesostructures with wide range of solvents and this peculiarity have significance with respect to processed foods and pharmaceuticals (Wang and Padua 2012; Wan et al. 2015). For hydrophobic active molecules, zein-based protein delivery systems have shown promising potential as compared to other plant proteins. In a report by Wang et al., self-assembled zein structures were used for encapsulation of lime and citral flavors in food, cosmetic and pharmaceutical industrials (Luo and Wang 2014; De Vries et al. 2014). For improvement of lading capacity of zein, a novel method of fabrication of hollow zein nanoparticles was developed by Yang et al. (2014) by employing sodium carbonate as sacrificial template for metformin delivery. Encapsulation of non-polar bioactive ingredients can be easily accomplished by zein nanoparticles occurring in dissolved state with aqueous alcohol solution (Zhong and Jin 2009a). Until now, published literature offer several examples of exploitation of zein-based micro and nanoparticles for various applications like stabilization, encapsulation, controlled release of targeted bioactive ingredients, such as food-grade antimicrobials, polyphenols, functional micronutrients, some food-coloring agents, polyphenols and bioactive lipids (Zhong et al. 2009b; Zhong and Jin 2009a; Chen et al. 2014).
Recently, some technological innovations pertaining to food processing have been developed for application of zein nanoparticles on industrial scale. Among these scalable approached include electrospraying, supercritical anti-solvent, and spray drying (Zhong et al. 2009a; Wan et al. 2015). In another research by Zhong and Jin (2009b), spray-dried zein microcapsules were prepared to render controlled release of antimicrobials including nisin, thymol, and lysozyme. Through supercritical anti-solvent process, the zein microparticles were also synthesized for controlled lysozyme release during extended period of 36 days. Similarly, controlled lutein release might also be achieved by means of using lutein-zein nanoparticles solution enhanced dispersion by supercritical fluid (SEDS) technique (Torres-Giner et al. 2010; Wan et al. 2015). Industrial scale-up of these techniques involve certain limitations. For example, the spray drying has not promising potential for encapsulation of temperature-sensitive bioactive compounds (Van Leeuwen et al. 2014).
4.2.9 Soy Proteins from Soy Oil Processing
Soy proteins are usually produced as a by-product from soy oil processing. Various food processing methods cause aggregates of proteins with diverse structures and functionalities. Along with zein, soy proteins-based micro-particles and nanoparticles are also employed in innovating nutraceutical delivery system (Guo et al. 2012). Several techniques including cold gelation, co-acervation and spray-drying have been reported to fabricate soy protein isolate (SPI)-based micro-particles (Wan et al. 2015). One such instance reported by Chen and Subirade (2009), cold gelation method was utilized to prepare SPI/zein complex to facilitate nutrient delivery of hydrophilic nutraceuticals (riboflavin). As compared to pure SPI or zein microspheres, the SPI-zien complex exhibited higher sustained riboflavin release for period of more than 4 h under both prandial and fasting states (Chen et al. 2010). Incorporation of SPI/zein microspheres into yogurt led to delayed release of riboflavin which would consequently enhance likelihood of gastric-sensitive nutrients for intestinal absorption (Tapal and Tiku 2012). Therefore, the exploitation of SPI/zein complex microspheres has promising potential to utilize as a nutrient-delivery vehicle to formulate novel functional foods, such as vitamins-enriched yogurt and potential carriers for hydrophobic and hydrophilic bioactive components, like vitamin B-12, cranberry polyphenols, resveratrol, curcumin, etc. with improved bioavailability, stability and water solubility (Teng et al. 2012; Roopchand et al. 2013; Wan et al. 2014). In another example, carboxymethyl chitosan and SPI nanoparticles were fabricated through Ca 2+ induced co-gelation method for targeted delivery of hydrophobic vitamin D-3 (Liu et al. 2016; Teng et al. 2013).
4.2.10 Barley and Wheat Gliadins Proteins
Gliadin protein from wheat has also been employed for fabrication of nanoparticles to improve nutrient delivery systems and controlled release applications. In on such instance, gliadin nanoparticles were effective used to serve as carriers for trans-retinoic acid (Wan et al. 2015). The gliadin nanoparticles exhibited stability in phosphate buffer for up to period of 4 days, and cross-linking through glutaraldehyde cross-linking further led to enhanced stability of nanoparticles (Ezpeleta et al. 1996). However, gliadin nanoparticles fabricated by anti-solvent precipitation showed pH, temperature and salt-concentration stability over narrow ranges, and hence their commercial application are limited pertaining to food processing (Duclairoir et al. 2003). Moreover, researchers also fabricated barley protein-based micro-particles by pre-emulsification and micro-fluidizing without involving use of any organic solvents and cross-linking (Wang et al. 2011). Micro-particles showed improved oil loading and encapsulation efficiencies and could be employed to protect fish oil from oxidation. In another study, barley proteins showed protection for encapsulated β-carotene in harsh gastrointestinal environment and facilitated steady release of β-carotene (Wan et al. 2015).
5 Conclusion and Future Perspective
As the population is increasing, the global demand for protein ingredients and protienous products is on verge of rise across the globe. Comparatively, plant and animal-based proteins differ significantly with respect to their functionality and quality. The supply chains across the plant-based proteins must keep pace with technological innovations in food science and technology keeping in view novel protein sources. Evolving innovative technologies like extrusion, shear cell technology and 3D printing have widen the spectrum to produce plant-based protein products by manufactures to mimic the taste, flavor, appearance, texture as well as eating experience resembling to that of animal-based proteins. The most challenging task is to improve the taste and texture profiles of plant-based finished products to mimic taste similar to animal products. Still, the plant-based ingredients proteins are limited for manufacturers, such as soy, chia, pea, cacao and hemp proteins. Further research is needed to develop the eco-friendly protein extractions methods and improvement of existing delivery systems like hydrogels, films, fibers, nano- and micro-particles-based nutrient delivery modalities.
References
Allaoui A, Gascón S, Benomar S et al (2019) Protein hydrolysates from fenugreek (Trigonella foenum graecum) as nutraceutical molecules in colon cancer treatment. Nutrients 11:724. https://doi.org/10.3390/nu11040724
Amagliani L, O’Regan J, Kelly AL, O’Mahony JA (2017) The composition, extraction, functionality and applications of rice proteins: a review. Trends Food Sci Technol 64:1–12
Ameer K, Bae S-W, Jo Y et al (2017a) Optimization of microwave-assisted extraction of total extract, stevioside and rebaudioside-A from Stevia rebaudiana (Bertoni) leaves, using response surface methodology (RSM) and artificial neural network (ANN) modelling. Food Chem 229:198–207. https://doi.org/10.1016/J.FOODCHEM.2017.01.121
Ameer K, Chun B-S, Kwon J-H (2017b) Optimization of supercritical fluid extraction of steviol glycosides and total phenolic content from Stevia rebaudiana (Bertoni) leaves using response surface methodology and artificial neural network modeling. Ind Crop Prod 109:672–685. https://doi.org/10.1016/j.indcrop.2017.09.023
Ameer K, Shahbaz HM, Kwon JH (2017c) Green extraction methods for polyphenols from plant matrices and their byproducts: a review. Compr Rev Food Sci Food Saf 16:295–315
Apprich S, Tirpanalan Ö, Hell J et al (2014) Wheat bran-based biorefinery 2: valorization of products. LWT Food Sci Technol 56:222–231
Ashaolu TJ, Yantiam N, Yupanqui CT (2017) Immunomodulatory effects of pepsin-educed soy protein hydrolysate in rats and murine cells. Funct Foods Heal Dis 7:889. https://doi.org/10.31989/ffhd.v7i11.400
Askew K (2021) Redefine meat targets meat-lovers with 3D printed plant-based solutions: we’re closer than you think. [accessed May 05, 2021]. https://www.theguardian.com/food/2020/jan/10/most-realistic-plant-based-steak-revealed
Azarnia S, Boye JI, Warkentin T, Malcolmson L (2011) Changes in volatile flavour compounds in field pea cultivars as affected by storage conditions. Int J Food Sci Technol 46:2408–2419. https://doi.org/10.1111/j.1365-2621.2011.02764.x
Balandrán-Quintana RR, Mercado-Ruiz JN, Mendoza-Wilson AM (2015) Wheat bran proteins: a review of their uses and potential. Food Rev Int 31:279–293. https://doi.org/10.1080/87559129.2015.1015137
Bilek SE (2018) Plant based protein sources and extraction Curr Investig Agric Curr Res 2 1. https://doi.org/10.32474/ciacr.2018.02.000130
Bonaldo A, Di Marco P, Petochi T et al (2015) Feeding turbot juveniles Psetta maxima L. with increasing dietary plant protein levels affects growth performance and fish welfare. Aquac Nutr 21:401–413. https://doi.org/10.1111/anu.12170
Carrington D (2021) Most realistic plant-based steak revealed. [accessed May 06, 2021]. https://www.theguardian.com/food/2020/jan/10/most-realistic-plant-based-steak-revealed
Chen L, Subirade M (2009) Elaboration and characterization of soy/zein protein microspheres for controlled nutraceutical delivery. Biomacromolecules 10:3327–3334. https://doi.org/10.1021/bm900989y
Chen L, Hébrard G, Beyssac E et al (2010) In vitro study of the release properties of soy-zein protein microspheres with a dynamic artificial digestive system. J Agric Food Chem 58:9861–9867. https://doi.org/10.1021/jf101918w
Chen J, Zheng J, McClements DJ, Xiao H (2014) Tangeretin-loaded protein nanoparticles fabricated from zein/β-lactoglobulin: preparation, characterization, and functional performance. Food Chem 158:466–472. 10.1016/j.foodchem.2014.03.003
Cirkovic Velickovic TD, Stanic-Vucinic DJ (2018) The role of dietary phenolic compounds in protein digestion and processing technologies to improve their antinutritive properties. Compr Rev Food Sci Food Saf 17:82–103. https://doi.org/10.1111/1541-4337.12320
Connolly A, Piggott CO, FitzGerald RJ (2014) In vitro α-glucosidase, angiotensin converting enzyme and dipeptidyl peptidase-IV inhibitory properties of brewers’ spent grain protein hydrolysates. Food Res Int 56:100–107. https://doi.org/10.1016/j.foodres.2013.12.021
Coscueta ER, Campos DA, Osório H et al (2019) Enzymatic soy protein hydrolysis: a tool for biofunctional food ingredient production. Food Chem X 1:100006. https://doi.org/10.1016/j.fochx.2019.100006
Daniel N (2017) Status of aquaculture with respect to nutrition and feed. Int J Fish Aquat Stud 5:333–345
Daniel D (2018) A review on replacing fish meal in aqua feeds using plant protein sources. Int J Fish Aquat Stud 6:164–179
de Oliveira FC, Coimbra JS, de Oliveira EB, Zuñiga AD, Rojas EE (2016) Food protein-polysaccharide conjugates obtained via the Maillard reaction: a review. Crit Rev Food Sci Nutr 56:1108–1125. https://doi.org/10.1080/10408398.2012.755669
De Vries A, Nikiforidis CV, Scholten E (2014) Natural amphiphilic proteins as tri-block Janus particles: self-sorting into thermo-responsive gels. EPL 107:58003. https://doi.org/10.1209/0295-5075/107/58003
Dekkers BL, Nikiforidis CV, van der Goot AJ (2016) Shear-induced fibrous structure formation from a pectin/SPI blend. Innov Food Sci Emerg Technol 36:193–200. https://doi.org/10.1016/j.ifset.2016.07.003
DrinkAprès (2020) Après, plant-based protein drink, clean ingredients. https://drinkapres.com/
Duclairoir C, Orecchioni AM, Depraetere P et al (2003) Evaluation of gliadins nanoparticles as drug delivery systems: a study of three different drugs. Int J Pharm 253:133–144. https://doi.org/10.1016/S0378-5173(02)00701-9
Etemadian Y, Ghaemi V, Shaviklo AR et al (2021) Development of animal/ plant-based protein hydrolysate and its application in food, feed and nutraceutical industries: state of the art. J Clean Prod 278:123219
Ezpeleta I, Irache JM, Stainmesse S et al (1996) Gliadin nanoparticles for the controlled release of all-trans-retinoic acid. Int J Pharm 131:191–200. https://doi.org/10.1016/0378-5173(95)04338-1
FAO (2016) The state of world fisheries and aquaculture. Report of the fisheries and aquaculture department, Food and Agriculture Organization. Rome Italy, 2016
FAO (2018) Food and agriculture organization of the United Nations. FAOSTAT database. FAO, Rome. https://www.fao.org/faostat/en/#home, Accessed date: 6 March 2018
Fathi M, Donsi F, McClements DJ (2018) Protein-based delivery systems for the nanoencapsulation of food ingredients. Compr Rev Food Sci Food Saf 17:920–936
Food Buisiness News (2020) Plant protein innovation is accelerating. https://www.foodbusinessnews.net/articles/13569-plant-protein-innovation-is-accelerating
Food Navigator (2020). https://www.foodnavigator-usa.com/Article/2020/09/29/New-proteins-processing-technologies-could-open-the-door-for-plant-based-seafood-to-gain-share
Fukudome S, Yoshikawa M (1992) Opioid peptides derived from wheat gluten: their isolation and characterization. FEBS Lett 296:107–111. https://doi.org/10.1016/0014-5793(92)80414-C
Good Food Institute (2020) Alternative proteins: state of the industry reports: discover the investments, top companies, and opportunities in the plant-based food, cultivated meat, and fermentation industries. https://www.gfi.org/industry
Grancieri M, Martino HSD, Gonzalez de Mejia E (2019) Chia seed (Salvia hispanica L.) as a source of proteins and bioactive peptides with health benefits: a review. Compr Rev Food Sci Food Saf 18:480–499
Guo J, Yang XQ, He XT et al (2012) Limited aggregation behavior of β-conglycinin and its terminating effect on glycinin aggregation during heating at pH 7.0. J Agric Food Chem 60:3782–3791. https://doi.org/10.1021/jf300409y
Hardy RW (2010) Utilization of plant proteins in fish diets: effects of global demand and supplies of fishmeal. Aquac Res 41:770–776
Ikawa S, Kitano K, Hamaguchi S (2010) Effects of pH on bacterial inactivation in aqueous solutions due to low-temperature atmospheric pressure plasma application. Plasma Process Polym 7:33–42. https://doi.org/10.1002/ppap.200900090
Ismail BP, Senaratne-Lenagala L, Stube A, Brackenridge A (2020) Protein demand: review of plant and animal proteins used in alternative protein product development and production. Anim Front 10:53–63. https://doi.org/10.1093/af/vfaa040
Jahanbani R, Ghaffari SM, Salami M et al (2016) Antioxidant and anticancer activities of walnut (Juglans regia L.) protein hydrolysates using different proteases. Plant Foods Hum Nutr 71:402–409. https://doi.org/10.1007/s11130-016-0576-z
Johnson RB, Kim SK, Watson AM et al (2015) Effects of dietary taurine supplementation on growth, feed efficiency, and nutrient composition of juvenile sablefish (Anoplopoma fimbria) fed plant based feeds. Aquaculture 445:79–85. https://doi.org/10.1016/j.aquaculture.2015.03.030
Joye IJ, Davidov-Pardo G, McClements DJ (2014) Nanotechnology for increased micronutrient bioavailability. Trends Food Sci Technol 40:168–182. https://doi.org/10.1016/j.tifs.2014.08.006
Kammerer DR, Kammerer J, Valet R, Carle R (2014) Recovery of polyphenols from the by-products of plant food processing and application as valuable food ingredients. Food Res Int 65:2–12. https://doi.org/10.1016/j.foodres.2014.06.012
Krintiras GA, Diaz JG, Van Der Goot AJ, Stankiewicz AI, Stefanidis GD (2016) On the use of the Couette Cell technology for large scale production of textured soy-based meat replacers. J Food Eng 169:205–213. https://doi.org/10.1016/j.jfoodeng.2015.08.021
Kumar M, Tomar M, Potkule J, Verma R, Punia S, Mahapatra A, Belwal T, Dahuja A, Joshi S, Berwal MK, Satankar V (2021) Advances in the plant protein extraction: mechanism and recommendations. Food Hydrocoll 115:106595. https://doi.org/10.1016/j.foodhyd.2021.106595
Kyriakopoulou K, Dekkers B, van der Goot AJ (2019) Plant-based meat analogues. In: Sustainable meat production and processing. Academic Press, pp 103–126. https://doi.org/10.1016/B978-0-12-814874-7.00006-7
Li B, Qiao M, Lu F (2012) Composition, nutrition, and utilization of okara (soybean residue). Food Rev Int 28:231–252. https://doi.org/10.1080/87559129.2011.595023
Liu JJ, Gasmalla MAA, Li P, Yang R (2016) Enzyme-assisted extraction processing from oilseeds: principle, processing and application. Innov Food Sci Emerg Technol 35:184–193
Liu F, Ma C, Gao Y, McClements DJ (2017) Food-grade covalent complexes and their application as nutraceutical delivery systems: a review. Compr Rev Food Sci Food Saf 16:76–95. https://doi.org/10.1111/1541-4337.12229
Loveday SM (2020) Plant protein ingredients with food functionality potential. Nutr Bull 45:321–327. https://doi.org/10.1111/nbu.12450
Lu W, Chen XW, Wang JM et al (2016) Enzyme-assisted subcritical water extraction and characterization of soy protein from heat-denatured meal. J Food Eng 169:250–258. https://doi.org/10.1016/j.jfoodeng.2015.09.006
Luo Y, Wang Q (2014) Zein-based micro- and nano-particles for drug and nutrient delivery: a review. J Appl Polym Sci 131
Malav OP, Talukder S, Gokulakrishnan P, Chand S (2015) Meat analog: a review. Crit Rev Food Sci Nutr 55:1241–1245. https://doi.org/10.1080/10408398.2012.689381
Malcolmson L, Frohlich P, Boux G, Bellido AS, Boye J, Warkentin TD (2014) Aroma and flavour properties of Saskatchewan grown field peas (Pisum sativum L.). Can J Plant Sci 94:1419–1426. https://doi.org/10.4141/cjps-2014-120
Manski JM, van der Goot AJ, Boom RM (2007) Advances in structure formation of anisotropic protein-rich foods through novel processing concepts. Trends Food Sci Technol 11:546–557. https://doi.org/10.1016/j.tifs.2007.05.002
Marcela G-M (2017) Bioactive peptides from legumes as anticancer therapeutic agents. Int J Cancer Clin Res 4:081. https://doi.org/10.23937/2378-3419/1410081
McClements DJ, Decker EA, Weiss J (2007) Emulsion-based delivery systems for lipophilic bioactive components. J Food Sci 72:R109–R124. https://doi.org/10.1111/j.1750-3841.2007.00507.x
Meinlschmidt P, Sussmann D, Schweiggert-Weisz U, Eisner P (2016) Enzymatic treatment of soy protein isolates: effects on the potential allergenicity, technofunctionality, and sensory properties. Food Sci Nutr 4:11–23. https://doi.org/10.1002/fsn3.253
Moure A, Domínguez H, Parajó JC (2006) Antioxidant properties of ultrafiltration-recovered soy protein fractions from industrial effluents and their hydrolysates. Process Biochem 41:447–456. https://doi.org/10.1016/j.procbio.2005.07.014
NuGo Nutrition (2020) NuGo launches “first and only” gluten-free pea protein cookie. https://www.nutritioninsight.com/news/nugo-launches-first-and-only-gluten-free-pea-protein-cookie.html#:~:text=Features%20of%20NuGo%20Protein%20Cookies,margarine%2C%20trans%20fat%20or%20cholesterol
Ochoa-Rivas A, Nava-Valdez Y, Serna-Saldívar SO, Chuck-Hernández C (2017) Microwave and ultrasound to enhance protein extraction from peanut flour under alkaline conditions: effects in yield and functional properties of protein isolates. Food Bioprocess Technol 10:543–555. https://doi.org/10.1007/s11947-016-1838-3
Oomah BD, Patras A, Rawson A et al (2011) Chemistry of pulses. In: Pulse foods. Elsevier Inc., pp 9–55
Ortega-Rivas E, Juliano P, Yan H (2006) Food powders: physical properties, processing, and functionality, 2nd edn. Kluwer Academix/Plenum Publishers, New York
Pojić M, Mišan A, Tiwari B (2018) Eco-innovative technologies for extraction of proteins for human consumption from renewable protein sources of plant origin. Trends Food Sci Technol 75:93–104
Rodsamran P, Sothornvit R (2018) Physicochemical and functional properties of protein concentrate from by-product of coconut processing. Food Chem 241:364–371. https://doi.org/10.1016/j.foodchem.2017.08.116
Roopchand DE, Kuhn P, Krueger CG et al (2013) Concord grape pomace polyphenols complexed to soy protein isolate are stable and hypoglycemic in diabetic mice. J Agric Food Chem 61:11428–11433. https://doi.org/10.1021/jf403238e
Roselló-Soto E, Barba FJ, Parniakov O et al (2015) High voltage electrical discharges, pulsed electric field, and ultrasound assisted extraction of protein and phenolic compounds from olive kernel. Food Bioprocess Technol 8:885–894. https://doi.org/10.1007/s11947-014-1456-x
Sagalowicz L, Leser ME (2010) Delivery systems for liquid food products. Curr Opin Colloid Interface Sci 15:61–72
Singh BP, Yadav D, Vij S (2017) Soybean bioactive molecules: current trend and future prospective. In: Reference series in phytochemistry. Springer, Cham, pp 1–29
Sun XD (2011) Enzymatic hydrolysis of soy proteins and the hydrolysates utilisation. Int J Food Sci Technol 46:2447–2459. https://doi.org/10.1111/j.1365-2621.2011.02785.x
Tapal A, Tiku PK (2012) Complexation of curcumin with soy protein isolate and its implications on solubility and stability of curcumin. Food Chem 130:960–965. https://doi.org/10.1016/j.foodchem.2011.08.025
Teng Z, Luo Y, Wang Q (2012) Nanoparticles synthesized from soy protein: preparation, characterization, and application for nutraceutical encapsulation. J Agric Food Chem 60:2712–2720. https://doi.org/10.1021/jf205238x
Teng Z, Luo Y, Wang Q (2013) Carboxymethyl chitosan-soy protein complex nanoparticles for the encapsulation and controlled release of vitamin D3. Food Chem 141:524–532. https://doi.org/10.1016/j.foodchem.2013.03.043
The Plant Based Seafood Co. (2020) Plant based seafood. https://plantbasedseafoodco.com/
Tolouie H, Mohammadifar MA, Ghomi H, Hashemi M (2018) Cold atmospheric plasma manipulation of proteins in food systems. Crit Rev Food Sci Nutr 58:2583–2597. https://doi.org/10.1080/10408398.2017.1335689
Torres-Giner S, Martinez-Abad A, Ocio MJ, Lagaron JM (2010) Stabilization of a nutraceutical omega-3 fatty acid by encapsulation in ultrathin electrosprayed zein prolamine. J Food Sci 75:N69–N79. https://doi.org/10.1111/j.1750-3841.2010.01678.x
Udenigwe CC, Aluko RE (2012) Food protein-derived bioactive peptides: production, processing, and potential health benefits. J Food Sci 77:R11–R24
Van Leeuwen YM, Velikov KP, Kegel WK (2014) Colloidal stability and chemical reactivity of complex colloids containing Fe3+. Food Chem 155:161–166. https://doi.org/10.1016/j.foodchem.2014.01.045
Wan ZL, Wang JM, Wang LY et al (2014) Complexation of resveratrol with soy protein and its improvement on oxidative stability of corn oil/water emulsions. Food Chem 161:324–331. https://doi.org/10.1016/j.foodchem.2014.04.028
Wan ZL, Guo J, Yang XQ (2015) Plant protein-based delivery systems for bioactive ingredients in foods. Food Funct 6:2876–2889
Wang Q, Ismail B (2012) Effect of Maillard-induced glycosylation on the nutritional quality, solubility, thermal stability and molecular configuration of whey protein. Int Dairy J 25:112–122. https://doi.org/10.1016/j.idairyj.2012.02.009
Wang Y, Padua GW (2012) Nanoscale characterization of zein self-assembly. Langmuir 28:2429–2435. https://doi.org/10.1021/la204204j
Wang R, Tian Z, Chen L (2011) A novel process for microencapsulation of fish oil with barley protein. Food Res Int 44:2735–2741. https://doi.org/10.1016/j.foodres.2011.06.013
Wang Q, He L, Labuza TP, Ismail B (2013) Structural characterisation of partially glycosylated whey protein as influenced by pH and heat using surface-enhanced Raman spectroscopy. Food Chem 139:313–319. https://doi.org/10.1016/j.foodchem.2012.12.050
Xia N, Wang JM, Gong Q et al (2012) Characterization and in vitro digestibility of rice protein prepared by enzyme-assisted microfluidization: comparison to alkaline extraction. J Cereal Sci 56:482–489. https://doi.org/10.1016/j.jcs.2012.06.008
Yang J, Zhou Y, Chen L (2014) Elaboration and characterization of barley protein nanoparticles as an oral delivery system for lipophilic bioactive compounds. Food Funct 5:92–101. https://doi.org/10.1039/c3fo60351b
Yu X, Bals O, Grimi N, Vorobiev E (2015) A new way for the oil plant biomass valorization: polyphenols and proteins extraction from rapeseed stems and leaves assisted by pulsed electric fields. Ind Crop Prod 74:309–318. https://doi.org/10.1016/j.indcrop.2015.03.045
Zhang L, Li J, Zhou K (2010) Chelating and radical scavenging activities of soy protein hydrolysates prepared from microbial proteases and their effect on meat lipid peroxidation. Bioresour Technol 101:2084–2089. https://doi.org/10.1016/j.biortech.2009.11.078
Zhang J, Liu L, Liu H, Yoon A, Rizvi SS, Wang Q (2019) Changes in conformation and quality of vegetable protein during texturization process by extrusion. Crit Rev Food Sci Nutr 59:3267–3280. https://doi.org/10.1080/10408398.2018.1487383
Zhong Q, Jin M (2009a) Zein nanoparticles produced by liquid-liquid dispersion. Food Hydrocoll 23:2380–2387. https://doi.org/10.1016/j.foodhyd.2009.06.015
Zhong Q, Jin M (2009b) Nanoscalar structures of spray-dried zein microcapsules and in vitro release kinetics of the encapsulated lysozyme as affected by formulations. J Agric Food Chem 57:3886–3894. https://doi.org/10.1021/jf803951a
Zhong Q, Jin M, Davidson PM, Zivanovic S (2009a) Sustained release of lysozyme from zein microcapsules produced by a supercritical anti-solvent process. Food Chem 115:697–700. https://doi.org/10.1016/j.foodchem.2008.12.063
Zhong Q, Tian H, Zivanovic S (2009b) Encapsulation of fish oil in solid zein particles by liquid-liquid dispersion. J Food Process Preserv 33:255–270. https://doi.org/10.1111/j.1745-4549.2009.00390.x
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

Cite this chapter
Murtaza, M.A., Ameer, K. (2022). Food Processing Industrial Byproducts as Raw Material for the Production of Plant Protein Foods. In: Manickavasagan, A., Lim, LT., Ali, A. (eds) Plant Protein Foods. Springer, Cham. https://doi.org/10.1007/978-3-030-91206-2_4
Download citation
DOI: https://doi.org/10.1007/978-3-030-91206-2_4
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-91205-5
Online ISBN: 978-3-030-91206-2
eBook Packages: Biomedical and Life SciencesBiomedical and Life Sciences (R0)