
Abstract
Light amplification by stimulated emission of radiation (laser) as a coherent and monochromatic electromagnetic radiation with high power density has widely been exploited for various kinds of material processing covering melting, machining, joining, depositing, and surface engineering. The most exciting application of laser now concerns laser-assisted additive manufacturing (LAM) that can fabricate a component, tool, device, machine, or a complete engineering system starting from a very small volume of material through an intelligent scheme of molten droplet integration continued along lateral and vertical direction following a computer-aided design protocol. Successful implementation of LAM has now made it possible to design and develop not just simple but complex components of most intricate design, novel composition, and challenging application. In this chapter, a comprehensive review of the utility and success of LAM of Ni-based superalloy components covering relevant aspects of dimensional precision, microstructural evolution, compositional heterogeneity or segregation, and mechanical properties of interest is presented along with a brief commentary on a few commercialized components already adopted by the aerospace industry. Finally, the scope of adopting LAM in reduced gravity extraterrestrial space is elucidated as a future scope of investigation to explore and understand the origin and evolution of solid matter in the universe.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others
Keywords
1 Engineering Materials
The progress of human civilization is intimately related to discovering or developing new materials and exploiting the same for specific purpose. At the very beginning, this “new” possibly was as rudimentary as stone (harder, sharper, heavier, and more durable than clay or wood) in the Stone Age and as exotic as steel, glass, silicon, diamond, carbon nanotube, or cubic boron nitride in the modern times. No wonder why different era of early stages of human civilization is identified with specific solids (such as stone, copper, or iron) or the level of proficiency of utilization of them that made living better in some way or the other. History proves that a new material, compositionally or structurally, has often led to a crucial breakthrough in performance and functionality and enabled translation of innovative ideas and design into new components, devices, and machines and eventually opening up a new possibility (e.g., electrical machines and semiconductor devices) or greater level of efficiency (e.g., internal combustion and turbine engines). Materials science, engineering, and technology have been the key enabler in this journey as this seamless caucus has continuously endowed human society with improved standard of living and security against exigencies. Survival, growth, and prosperity of mankind, therefore, have hugely depended on the level of exploitation of engineering materials, be it for developing rudimentary tools or weapons in the pre-historic period to the most sophisticated components, devices, machines, and systems in the modern era. One must admit advancement in processing of materials plays a key role, too.
All the solids materials may not be used for engineering application. The materials needed for any engineering purpose, naturally occurring or synthesized, and useful to fabricate an engineering component, device, appliance, structure, amenity, or a complete system can only qualify to be engineering materials. Imagination and innovation allow exploitation of engineering materials to design and develop a new and novel solution that either nature does not offer as a ready solution or does not exist as yet. Water that ensures existence of life on earth is not an engineering material, but steam from water needed to generate electricity or locomotion certainly qualifies as engineering material. Frankly, almost all matter in any physical state can offer some utility and hence qualify as engineering materials.
Undoubtedly, metals should head that list not just for historical legacy but purely because of the sheer volume of application and utility. From the oldest metal artifact, a copper awl [1] (a drill or a conical tool) unearthed in Tel Tsaf village of Israel dating more than 7000 years, all the way to the most wonderful and useful metal of modern era, the superalloys (material for aeroengine turbine blades) that has survived even after sustained use in the most challenging conditions and has still been evolving since its earliest formulation nearly a century ago, the history of metals or more precisely metallic alloys is replete with an amazing number and fascinating documentary of development over centuries. Let us take superalloy as an example.
2 History of Superalloy
All crystalline solids, pure element or multicomponent alloys, soften as they approach and eventually melt or liquefy above the respective melting, fusion, or liquidus temperatures. Retaining strength at elevated temperatures, not necessarily close to fusion but even above half of its melting temperature, is an ambition that alloy designers have always keenly pursued. This challenge arises because strengthening mechanism of crystalline solids undergoes a major change from boundary dominated to grain body-controlled regime at such high temperatures. The principal motivation for developing alloys with high-temperature strength comes from the applications that demand operating at high temperature for the sake of enhancing efficiency, conducting specific jobs or functions, and exploring operations not feasible at ambient conditions. In case of steel, the most widely exploited workhorse metallic solid used for structural applications has undergone a series of experimentation over the years with the primary objective of retaining strength at elevated temperature. The outcome was evolution of a series of structural materials like alloy steels, tools steels, stainless steels, high-speed steels, maraging steels, and superalloys, though the last two being technically more appropriate to be called nonferrous alloys than steels going by composition.
Superalloys are based on a multicomponent recipe with nickel, nickel-iron, or cobalt as the main or matrix element, offering excellent combination of mechanical strength, creep, and fatigue properties and resistance to oxidation and corrosion at elevated temperature. These heat-resisting alloys are practically the ultimate choice for aircraft jet engines, gas turbines, chemical process industries, heat exchanger tubes, nuclear reactors, coal conversion and gasification plants, and all other applications operating at temperatures well above half of their melting/fusion temperatures [2]. Superalloys are classified into three groups based on the major or matrix element present, namely, (a) Fe-based superalloys, (b) Ni-based superalloys, and (c) Co-based superalloys. The usual alloying elements include Cr, Al, Ti, Nb, V, Mo, etc.
Fe- or Fe+Ni-based superalloys with up to 25 wt.% Ni are essentially austenitic or face-centered cubic (FCC) matrix alloys strengthened both by solid solution and precipitation hardening that offer good mechanical strength at room temperature as well as at elevated temperature [2]. These alloys are also characterized by resistance to oxidation, wear, creep, and hot corrosion. Fe-based superalloys are relatively cheaper compared to Ni- or Co-based superalloys.
On the other hand, Ni-based superalloys are the most widely used in the hottest parts of turbine and similar applications. More than 50% by weight of the aircraft engine components are made from Ni-based superalloys due to greater phase stability of Ni-rich FCC matrix and associated ordered precipitates that arise following precipitation hardening [2]. Presence of alloying elements like Cr and Al readily enhances the corrosion and oxidation resistance. Ni-based superalloys usually retain strength up to about 1100 °C.
In comparison, Co-based superalloys can retain their strength at even higher temperature, though offering strength slightly inferior to that of Ni-based superalloys. Presence of refractory metal carbides (e.g., WC, Mo2C) along grain boundaries is the main reason for retaining strength at higher, nearly close to melting temperatures in these alloys. Higher level of Cr makes these alloys more corrosion and oxidation resistant (through formation of Cr2O3 film on the surface). Co-based superalloys are also fairly thermal shock resistant.
Inconel series of alloys, say Inconel 718 (55Ni-21Cr-5Nb-3Mo), belong to Ni-Cr-based superalloys and are available in a wide composition range (containing varying amounts of Fe, Al, Nb, Ti, and Mo). These superalloys offer very attractive combination of mechanical properties mainly due to solid solution and precipitation hardening. The key allotriomorphic or idiomorphic precipitates in the Ni-rich γ matrix (FCC) are γ″ (Ni3Nb) and γ′ (Ni3TiAl), along with some amounts of interstitial carbide compounds of Ti or Nb, despite having very low C content. Mo enhances solid solution hardening. Inconel 718 (IN718) is very effective in registering steady diffusion-controlled parabolic-rate oxidation resistance at atmospheric pressure in air over a large temperature range (950–1300 °C) [3]. At still higher temperature, strength deteriorates rapidly and oxidation is almost catastrophic [4]. Inconel alloys are suitable for several applications like nuclear reactors, aero/gas turbines, and rocket motors, as already stated, because of significant resistance to creep, thermal fatigue, oxidation, hot corrosion, and erosion. Further extension of life and reliability is often ensured at elevated temperatures by providing a protective layer at the surface, called thermal barrier coating [5].
3 Laser Additive Manufacturing (LAM)
Additive manufacturing is an innovative approach based on sequential integration of microscale melting and solidification events in one-, two-, and three-dimensional space following a definite design and geometry. Laser is useful for a wide variety of materials processing like cutting, joining, fabricating, surface engineering, and repairing of components [5]. As a logical extension, laser-assisted additive manufacturing (LAM) has now emerged as the most versatile, flexible, and effective method of additive manufacturing widely applied for direct manufacturing of finished net shape or near-net shape metallic components with the aid of computer-aided design tools. LAM adopts two main approaches: laser-based powder bed fusion (LPBF) and laser-assisted direct energy deposition (LDED) techniques [6]. LPBF process may be conducted by selective laser melting (SLM), selective laser sintering (SLS), or laser metal fusion (LMF) methods, while LDED may involve laser-engineered net shaping (LENS), direct metal deposition (DMD), or laser metal deposition (LMD) methods, respectively [7].
Historically, the concept of additive manufacturing including LAM can be considered as an extension of rapid prototyping of polymeric materials and rapid tooling technology of metallic components [8]. The process sequence in additive manufacturing involves computer-aided design (CAD) of the component → creation of three-dimensional (3D) view with two-dimensional (2D) slices in standard template library of digital files → transfer of design to LAM machine console → development and adoption of manufacturing routine → cleaning and withdrawal from the powder bed in the machine → post processing operations, if any. In general, additive manufacturing process may be classified into the following categories: vat photo-polymerization, binder jetting, materials jetting, sheet lamination, materials extrusion, powder bed fusing, and direct energy deposition [9].
As narrated above, the final product, miniature or large, is never made all in one single operation like metal casting or ceramic powder sintering but in multiple identical steps with provisions for changing the composition, process parameters, and accompanying thermal history. In simple words, like in calculus, integration is a mathematical process of joining multiple small differentials, and in engineering, additive manufacturing is a similar physical process of integration of infinitesimally small steps that eventually delivers a finished product. The overall scope and novelty of LAM lies not just in producing a finished product of intricate and novel geometry and functionality but also in developing a product with microstructure, phase aggregate, and properties quite different from what is expected from an engineering solid fabricated by conventional processing techniques of melting, solidification, sintering, or deposition.
Imagine a machine tool, a bone or dental implant, a metallic valve or nozzle, or an expensive die that needs a change in design for customized fabrication or repair after severe wear and tear. It will not be an easy proposition by conventional route even if it appears simple. This is because conventional manufacturing offers limited freedom to fabricate components of complex shapes, change in dimensions or geometry, vary raw material and composition, and repair a worn or broken component with a fracture surface of irregular or random contour. Even if such improvisation is possible, it will not be economical or convenient, particularly when the number or volume of product or cost per component is small. However, change in shape, dimension, contour, and even composition, partially or wholly, may be necessary, that too in small volumes or quantity say, for a human patient with cancer-afflicted bone or a brake pad or bearing of an expensive racing car. In this respect, additive manufacturing, popularly called 3D printing , is a very attractive proposition for direct fabrication of a wide range of solid structures with variable size, shape, geometry, and complexity from the corresponding 3D CAD model in terms of flexibility, precision, cost, space, time, and novelty. As already explained, the process of LAM will simply involve integration of droplets and successive deposition or printing of successive layers as per the predetermined design.
The pioneering effort of developing such 3D products of polymers by Charles Hull in 1986 using stereo-lithography (SLA) of polymeric precursor was the earliest precursor of additive manufacturing [10]. Though the concept of additive manufacturing using polymers may be fairly old, the exponential growth in the interest and application of this processing route, not just for prototyping but for direct manufacturing of engineering components and products using metallic alloys, is barely a decade old. Once proven feasible, use of metallic powders to develop metallic components was vigorously pursued by powder bed fusion, fused deposition modelling, inkjet printing, and contour crafting approaches. Obviously, application of laser has made the process much more versatile and precise. As a result, LAM is now adopted in almost all sectors of engineering like metal manufacturing, aerospace, automobile, defense, electronics, civil construction, biomedical prosthesis, and many more.
Some of the potential benefits and novelty of LAM products can be (a) direct translation of design to finished product with minimum lead or development time; (b) direct manufacturing of components to final or near-net dimension and shape with minimal or no additional processing; (c) scope of greater customization with no additional tooling or manufacturing cost; (d) introduction of design novelty of retaining hollow volume, complex contour, controlled porosity, and special internal features; (e) approach to a practically zero-waste manufacturing practice; (f) improvisation on demand with no or minimal cost or downtime; and (g) linear scalability. However, it is important to note that LAM products do suffer from inherent flaws, deficiencies, and defects ranging from porosity, cracks, shrinkage, inclusion, contamination, segregation, surface roughness, distortion, and poor mechanical properties as compared to those achievable by conventional practices.
Established components developed and utilized in large scale by additive manufacturing of metals are mostly based on various grades of steel and aluminum alloys for limited structural (load-bearing) and functional (non-load-bearing) applications in ambient condition. Since most components made by additive manufacturing possess metastable microstructure which may transform toward equilibrium state when exposed to high temperature for extended period continuously or in cycles, application of additively manufacture components at elevated temperature is rare and sparsely explored. However, superalloys are meant for prolong use at elevated temperature under constant or cyclic loading condition. Presence of aggressive environment like air, dust, and combustion products demands even more rugged resistance against environmental and mechanical degradation. Thus, studies on development and evaluation of performance and reliability of additively manufactured superalloy components are warranted before fresh attempts are made to employ superalloy-based components in hitherto unexplored critical applications and even substitute the conventional products.
4 Additive Manufacturing of Ni-Based Superalloys
As a group of Ni-/Co-/Fe-based multicomponent alloys with a unique ability to retain mechanical strength at temperatures close to melting or fusion temperature, superalloys find wide and ever-increasing application for key structural components in aviation, aerospace, and power generation industry. Melting to final fabrication of superalloy component requires elaborate, multistage, expensive, and time-consuming processes that is neither common nor easy to practice. Single crystal or even directionally solidified Ni-based superalloy blades for aero-turbine engine are possibly one of most sophisticated and challenging material processing exercises that can easily be cited as a triumph of material technology of recent times. For the advantage of shortening the production time, minimizing the material waste and manufacturing cost, additive manufacturing is gradually becoming the most sought tool for development and repairing of components in various sectors like aerospace, automotive, and medical sectors. In particular, LAM provides the flexibility to fabricate components with controlled microstructure, composition, and texture with minimum defects by proper selection of laser parameters. The extremely rapid cooling rate associated with LAM can create novel and finer microstructure with minimal segregation that can compete with superalloy components developed by conventional methodology of melting and casting. Despite significant success in recent times, the technology concerning LAM is far from being matured enough to foresee the possibility of LAM altogether replacing conventional processing route to develop the entire gamut of all superalloy components currently in use in various industry sectors. In order to understand the current status of developing and exploiting superalloy-based engineering components by LAM and hurdles faced or anticipated by the user industry, an attempt will now be made to review the literature and examine the key advancements and challenges with regard to microstructural evolution, mechanical properties, dimensional compliance, defects, processing difficulties, reliability, and life assessment.
4.1 Powder Bed Processing by LAM
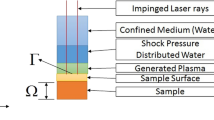
Broadly, LAM can be conducted either by fixed powder bed or loose powder fed systems where the laser-matter interaction in micro-millisecond period allows melting and solidification in a small volume. As Fig. 22.1 shows, this process in a typical powder bed system creates a solid layer of limited depth and continues in directions guided by the computer-aided design that drives the laser beam [11]. Each new layer on solidification welds with the preceding one laterally and vertically. The phase aggregate of this layer will depend on the laser (wavelength, beam profile, and intensity), process parameters (power density, interaction time/speed, focus position, powder composition, size, shape, and packing density), and material properties (melting/fusion point, specific heat, density, surface energy, thermal conductivity, reflectivity, absorptivity). The resultant microstructure for a given powder bed composition is a complex function of the thermophysical parameters like heating/cooling rate, thermal gradient, melt pool geometry and convection, etc. The main handle to control the microstructure and properties of the product developed by LAM are the two independent process parameters, namely, laser power density and interaction time.

Schematic of various physical phenomenon taking place in SLM process during laser interaction with pre-sprayed powder bed [11]
4.2 Effect of Process Parameters
Selective laser melting (SLM) and direct energy deposition (DED) are the two major techniques for additive manufacturing of metals and alloys. Jia and Gu [4] have shown that inadequate power density tends to spheroidize or ball up powder particles and reduces relative density of the solid. A reasonable power density is needed for near-full densification. The typical microstructures of SLM-processed IN718 parts may manifest morphological changes from coarsened columnar dendrites to clustered dendrites or even thin and uniformly distributed columnar dendrites. This resulted in uniform microhardness distribution, reduced wear rate, and low friction coefficient [12].
Xia et al. [13] have reported that scanning speed or interaction time largely determines the size, shape, and distribution of porosities in the SLM-processed IN718 components. It appears that open porosities form on the surface and also between the layers when laser is processed with a high scanning speed of 500 mm/s due to limited or incomplete melting and wetting of powder. In contrast, laser processing with relatively lower scanning speed of 200 mm/s results in formation of smooth surface with lower porosity on the top surface and cross-sectional plane indicating good metallurgical bonding between successive layers in the growth direction.
Figure 22.2 shows a process or weldability map for IN718 as a function of the independent process parameters of effective laser power and beam velocity [14]. It is apparent that an appropriate choice of laser power and scan speed is essential for fabricating a smooth and dense solid by LAM. LAM is usually carried out in an enclosed chamber either in air or in positive inert gas atmosphere. Though melting happens in a miniscule small volume (compared to the full bed size) at a time, both experimental data and thermodynamic analysis suggest that partial oxidation of the powder cannot be completely ruled out during beam-powder interaction. The fracture surfaces reveal the presence of both Al2O3 and Cr2O3 films in LAM coupons of IN718 [15], which leads to poor wetting and bonding between layers and, hence, formation of internal cracks. In case of proper wetting, the oxide film may develop intermetallic compound layer , such as Laves phases, δ-Ni3Nb, Nb-rich MC, and γ′ compounds.

Weldability process map for IN718 [14]
4.3 Macro- and Microdefects
The process of LAM, as opposed to bulk processing, involves transient melting and solidification in small volume integrated over space and time to develop a 3D product. While flexibility and novelty are advantages, several micro- and macroscale defects are inevitable, perhaps in greater variety and density than that in conventional products, and are undeniable disadvantages of LAM. Insufficient melting and wetting of powders cause entrapment of porosity and cracks, reducing density and bulk mechanical properties. Fig. 22.3 shows that apparent or relative density improves with higher laser power density simply because of greater degree of melting and intermixing in the melt pool [12]. Besides porosity or voids, other common defects include segregation, inclusion, anisotropy or directionality, hot cracks, precipitation of intermetallic compounds/phases, internal oxidation, etc. (Fig. 22.4).

Effect of laser parameter (energy density) on production of densified components of IN718 by SLM [12]

Defects in AM-produced parts of nickel-based superalloy [17]
Elemental segregation is very common in LAM due to solute rejection and redistribution during rapid solidification. Post LAM stress-relief or homogenization heat treatment of LAM-produced Inconel 625 (IN625) parts is reported to produce undesirable precipitation of δ-phase with a rapid kinetics (<5 min) [16].
Dimensional precision and surface finish is better in powder bed (e.g., SLS, SLM) processing than that direct energy deposition (DED) methods. In some cases, post LAM processing is needed like annealing, homogenization, surface polishing, densification by hot isostatic pressing, etc.
4.4 Evolution of Microstructure and Phase Aggregate
LAM produces cast microstructure characteristics of nonequilibrium solidification mainly comprising of dendritic and columnar features of varying length, width, morphology, and population density. Zhang et al. [18] compared the microstructures of IN718 produced by powder bed LAM and conventional casting and indicated that SLM produced microstructure with dendritic morphology and with different inter-dendritic arm spacing and length depending on the process parameters. Nie et al. [19] found that small dendrite arm spacing obtained by high cooling rate and low temperature gradient to growth rate (G/R) ratio was beneficial for forming discrete Laves-phase particles in solidification during LAM of Nb-bearing Ni-based superalloy. In contrast, large columnar dendrite arm spacing under a low cooling rate and high G/R ratio tends to produce continuously distributed coarse Laves phase particles that are known to adversely affect the bulk mechanical properties. Chen et al. [20] reported that forced cooling imposed by continuous water flow below the substrate during LAM of IN718 was effective to produce highly directional and ordered columnar dendrites; however, directionality was found to be reduced by decreasing the supplementary cooling rate (Fig. 22.5).

Optical micrographs of IN718 casting sample in (a) transverse, (b) vertical cross section, and SLM-produced sample in (c) vertical cross section parallel to building direction and (d) transverse to building direction [18]
Dinda et al. [21] have reported that unidirectional laser beam scanning pattern develops a fiber crystallographic orientation or texture, while a reciprocating (back and forth) scanning leads to development of a rotated cube texture in the IN718 DED deposit over IN718 substrate. Besides IN718, IN625 also develop elongated columnar crystal in the <001> preferred direction (fiber component) due to possible epitaxial growth and heat conduction [22]. Following post LAM annealing, this microstructure changes into two morphologically distinct aggregates, namely, rectangular grains formed within the molten pool and equiaxed grains with triangular-shaped carbides along the molten boundaries. Long et al. [23] have confirmed that faster cooling can suppress segregation of Nb and reduce formation of brittle Laves phase in LAM of IN718.
Ni et al. [24] have observed ultrafine columnar grains with randomly dispersed γ" allotriomorphs as well as idiomorphs in as-fabricated IN718 by SLM. Consequently, the as-fabricated longitudinal samples show lower ultimate tensile strength (about 1101 MPa) with higher elongation (24.5%) in comparison to the transverse samples which register higher tensile strength (1167 MPa) and lower elongation (21.5%). The improved mechanical properties can be attributed to grain refinement due to high cooling rate associated with SLM. The anisotropy in across longitudinal and transverse direction is attributed to the {100} fiber texture and columnar grain morphology.
Huebner et al. [25] have demonstrated that LAM allows not only deposition of atomized powder of the base composition but also blending of incoherent ex situ interstitial, intermetallic, and even oxide phases by blending the powder appropriately prior to LAM. In laser composite surfacing of IN625 + 30 wt.% WC, partial dissolution of WC in IN625 matrix leads to formation of topologically close-packed (TCP) phases along grain boundaries. Subsequently, WC, W2C, NbC, W6C2.54, and (W,Cr,Ni)23C6 have been detected by XRD including faceted carbides and spherical oxide phases.
Superalloys attain peak strength not in as-cast or grown condition but following suitable precipitation annealing. Diepold et al. [26] have discussed in detail the effect of post LAM heat treatment on the evolution of microstructure and mechanical properties, as summarized in Fig. 22.6. During LAM, rapid solidification at 104 K/s or higher in combination with a thermal gradient of around 107 K/m leads to introduction of large tensile residual stresses that may cause hot cracking. Preheating the base plate or stage may reduce residual stresses. The ratio of thermal gradient (G) to solidification rate (R), i.e., G/R ratio, determines columnar or equiaxed/cellular morphology of the primary phase. Presence of a large dislocation density, small dendritic size, high dissolved solute content, and coherent precipitates all contributes to overall strengthening of the LAM product. However, as-cast (in conventional) or as-deposited (in LAM) condition yields softer product, and coherent γ′′- and γ′-precipitates form only after precipitation aging. This aging treatment is usually conducted in two stages, at 620 °C for 8 h followed by 720 °C for 8 h. A prior solution heat treatment at between 930 and 1070 °C may dissolve Laves phase, homogenize Nb-content, and reduce residual stresses.

Schematic of evolution of the microstructure and phases of SLM-produced IN718 parts [26]
4.5 Mechanical Properties
Figure 22.7 shows the range of mechanical properties of IN718 measured after proper heat treatment of products made by LAM. Directional columnar microstructure with Laves phases and carbides in the inter-dendritic spaces characterize the microstructure of LAM products of IN718 after aging. Popovich et al. [27] suggested that post LAM processing by hot isostatic pressing improves mechanical properties due to dissolution of undesirable Laves/δ-phase and collapsing of pores. This way, LAM or SLM can yield mechanical properties better than that produced by conventional processes. Furthermore, solution aging and hot isostatic pressing at 900–1000 °C of IN718 after SLM can show improved oxidation resistance [28]. Standard heat treatment schedule (solution treatment at 2 h at 1150 °C, water quench, and aging at 800 °C for 8 h then air cooling) solutionizes and, subsequently, develops precipitate hardening alloy. The microstructure consisted of about 10–12% of nano-dimension (30 nm diameter) γ′-Ni3(Al,Ti) precipitates with the presence of M23C6 carbides in the grain boundary regions. On the other hand, in the as-processed samples, there were presence of the high dislocation density in the microstructure with the presence of ultrafine precipitates of γ′ -Ni3(Al,Ti) in <10 nm size at the dislocation cores [29]. Heat treatment at 600 °C for 8 h. was beneficial in relieving the residual stresses developed due to laser processing.

Mechanical properties of IN718 processed by SLM in as-fabricated, solution and aging (SA)-treated, and homogenization, solution, and aging (HAS)-treated states [30]
5 Successful Fabrication of Engineering Components by LAM
LAM is no longer a concept under exploration. Several engineering sectors have successfully developed and commercialized a number of engineering components or even complete systems mostly for structural applications based on steel and stainless steel, superalloys, Al-alloys, Ti-alloys, polymers, and composites. These components cover a wide range of applications like heat exchangers, bearing assembly, ordinary or mountain bikes and bicycles, dental and orthopedic implants, space and aircraft components, footwear manufacturing, electronic devices and parts, polycarbonate lenses and glasses, decorative pieces, hydraulic machine components, automobile parts, power generation and turbine parts, and many more.
5.1 Turbomachinery Parts
LAM as one of the most flexible and innovative alternatives to casting and machining is widely exploited to manufacture several routine and special components for turbomachinery components such as impellers, rotors, swirlers, burners, pumps, and compressors used in rockets, jet engines, power plants, windmills, and hydropower plants, both for prototyping as well as direct manufacturing. The incentives for LAM emanate from faster product development and production, flexibility in design and manufacturing, and scope for rapid repair and refurbishment. By constant innovation and improvisation, LAM technology is nearing its limit of perfection to create defect-free, high-performance, direct, printed, multifunctional components capable of enduring high thrust, temperatures, and stress cycles with minimal distortion and damage. Figure 22.8 shows an isometric view of a part of a typical turbo-engine with impellers, blades, shafts, nozzles, etc. [31]. Many of these parts are now manufactured by LAM.

Photograph of a turbomachine (isometric view) showing various important parts [31]
5.2 Anti-scatter Grids
Computed tomography (CT) scanners are now routinely used to visualize various parts of a human body in order to monitor and diagnose disorder, disease, or injury, in addition to conducting medical, surgical, or radiation treatment. One of the critical components of CT scanners is anti-scatter grids meant for absorbing and reducing unwanted scattered radiation that only enhances background noise and enhancing image resolution. These grids are usually tungsten-based metallic structures with high precision shape and geometry (with a thickness of about 100 μm and a positional accuracy of 25 μm). Tungsten is used because of its high melting point (3422 °C), wear resistance, and absorptivity. However, tungsten is very strong and hard posing immense difficulty in processing through usual melting, casting, and machining route and, hence, is ideally suited to fabrication by LAM that ensures a very precise and reliable manufacturing with micrometer-level resolution [32]. Anti-scatter grids are now more in demand due to developing precision CT systems to fight the coronavirus. Figure 22.9 shows the 3D-printed anti-scatter grid made of tungsten developed by LAM.

Additive-manufactured anti-scatter grid of tungsten used in CT scanning device [32]
5.3 Bimetallic Combustion Chamber
LAM now enables manufacturing of a 10-ton-force liquid rocket engine combustion chamber and injector assembly as a single component, made of Cu-Cr-Zr alloy, as per customized design for space launching vehicles. Besides smooth changes in diameter and curvature, the combustor also contains geometrically distributed holes for air passage and cooling across the wall. Subsequently, this entire assembly is coated by laser deposition or cladding with IN625 to enhance oxidation resistance [33]. Initially, a prototype was developed using AlSi10Mg alloy powders for examining dimensional accuracy and design compliance. The final CuCrZr alloy component is used in the first stage of orbital launch vehicle to install minisatellite to geostationary orbit (Fig. 22.10) [33].

3D-printed combustion chamber of CuCrZr [33]
5.4 Hybrid Laser Processing Technology
Though selected laser melting (SLM) is a popular technique, however, SLM is a relatively slow process and requires a finite-size powder bed and, hence, a larger chamber dimension than the final component. In comparison, direct energy deposition (DED) with powder feeding nozzles is a much faster process that does not suffer from the limitation of maximum chamber or component size. However, DED is inferior to SLM in terms of dimensional accuracy and control and final mechanical properties of the component. A novel hybrid approach combining both SLM and DED techniques is capable of developing products with the maximum efficiency and superior quality as compared to the same developed independently by either of the techniques. The advantages associated with application of hybrid technology include faster processing rate, economy, and flexibility in processing. This hybrid technique is more appropriate for large and complex components with compositional variation or difference in functions [34]. Hybrid SLM and DED technology has successfully been applied for the development of strut end filling part made of IN718 for space application (Fig. 22.11).

Strut end filling part made of IN718 fabricated by hybrid SLM and DED technique [34]
5.5 Injector Head for Rockets
Additive manufacturing of metals is drawing increasing attention for designing and developing tailored components for aerospace industry to improve efficiency and introduce design innovation without incurring large time and cost penalty. Development of injector head for Ariane 6 is one of the earliest and most notable successes in that direction [35]. Usually, injector heads are developed from a large number of independent or separate parts, requiring elaborate machining and joining. As a result, time, cost, skill, and manpower requirements are high. In contrast, LAM enables manufacturing of these components by a single-step processing. Figure 22.12 shows the LAM-processed injector head of Ariane 6 launcher. In this case, adoption of LAM significantly reduced the processing complexity and time of development from 3 months in conventional processing to 30–40 h by LAM. As a result, overall cost was reported to be reduced nearly by half.

Image of an actual injector head for Ariane 6 launcher fabricated by LAM [35]
5.6 Fuel Nozzle Tip
Another very successful example of developing a complex finished component by LAM is the fuel nozzle tip based on Co- or Ni-based superalloy, routinely used in the LEAP engine for aircrafts developed by General Electric, USA [36]. Figure 22.13 shows the schematic of fuel injector nozzle tip for LEAP aero-turbine engine developed by LAM [36]. Instead of using 20 different parts to be assembled, LAM allows developing this geometrically and functionally complex component for rocket or satellite launching vehicle by single-step processing without any machining, welding, or brazing. This product was successfully developed and deployed over 30,000 in field application by General Electric. LAM accounted for nearly 25% weight reduction in addition to process flexibility, product novelty, and cost benefits [36].

Fuel injector nozzle tip for LEAP aero-turbine engine developed by LAM [36]
5.7 Combustor Based on Inconel 718 Alloy
Ni-based superalloys like IN625, IN718, IN939, and HX alloys are ideally suited materials for component development by LAM for a wide range of applications [37]. To ensure good flowability and weldability, atomized powder is essential in LAM. It is established that LAM-fabricated parts made of IN718 or IN625 possess superior tensile property, creep and rupture strength, and heat and corrosion resistance properties compared to that of the conventionally processed ones. As a result, the process may be applied for developing parts for aerospace, energy, and marine sectors. Figure 22.14 shows the real-time photograph of a combustor made of IN718 using LAM.

Combustor based on IN718 made by LAM [37]
6 Concluding Remarks – A New Proposition
It is now well accepted that the true utility and novelty of LAM is not just confined to fabrication of finished products by a single-step manufacturing operation but lies in its ability to seamlessly vary the composition along a given dimension or direction and, thereby, achieve functional gradation. Even for a given alloy subjected to LAM, the microstructure and phase aggregate can be significantly varied as a function of thermophysical conditions governed by LAM parameters. This novelty of material processing by LAM can be exploited to pursue a very novel and interesting issue, namely, to investigate origin of solid in space.
Creation of matter in outer space has always evoked questions and curiosity in the scientific community. Properties of solids on earth crucially depend on structure, composition, and prior history. Similar paradigm, even if true, is not yet established or verified about matter in outer space or outside the earth’s environment. For instance, the theories on nucleation and growth; evolution of shape, size, and morphology of solid on solidification; values of diffusion coefficient; interfacial energy; thermal or electrical conductivity; density; principles of phase transition, solubility, and solute transport; response to thermal, mechanical, or any other activation; and many more such phenomena intimately related to structure and properties of solids are not known or inadequately understood as they happen in space. In other words, knowledge about all these phenomena needs systematic evaluation with regard to the difference or similarity between behavior in earth’s gravitational environment and zero-/microgravity condition in the outer space.
Some, if not all, of these issues may be systematically pursued and resolved by designing complementary experiments on ground and in space using either International Space Station (ISS) facility or parabolic test flight operations simulating micro or reduced gravity condition using laser as a contactless source of heating for material processing or manufacturing as in LAM. The advantage of using laser lies in the fact that (i) heat input in pulse or continuous mode can be totally quantified, (ii) the heating/cooling rate and solidification velocity can be measured and controlled, and furthermore, (iii) all usual manufacturing operations like heating, melting, joining, cladding, machining, and forming can be conducted in small volume using the same setup by varying only two independent process parameters (interaction time and power density), as explained in this review article on LAM of Ni-based superalloys, cited as a model multicomponent system.
Typical LAM experiments that can provide important clues of material behavior with different model systems, not just superalloy, may cover (i) melting or solidification of glassy solids (isomorphous or phase separated), (ii) invariant phase changes (eutectic/peritectic/eutectoid), (iii) solubility limit or its extension, (iv) miscibility or segregation behavior, (v) size dependence of first-order changes (e.g., melting point), and (vi) measurement of thermophysical properties (surface energy, conductivity, diffusivity, density, viscosity, etc.). Since condition in outer space is likely to be different and away from equilibrium due to ultrahigh to ultralow temperature, rarefied atmosphere, and zero- to-microgravity, laser-based experiments on ground and repeated in space through parabolic flights or in ISS can reveal important differences and produce excellent repository of knowledge to understand the origin and behavior of matter in outer space vis-à-vis on earth.
References
Y. Garfinkel, F. Klimscha, S. Shalev, D. Rosenberg, The beginning of metallurgy in the southern Levant: A late 6th millennium CalBC copper Awl from Tel Tsaf, Israel. PLoS One. 9, e92591 (2014). https://doi.org/10.1371/journal.pone.0092591
E. Akca, A. Gürsel, A review on superalloys and IN718 nickel-based INCONEL superalloy. Period. Eng. Nat. Sci 3 (2015). https://doi.org/10.21533/pen.v3i1.43
G.A. Greene, C.C. Finfrock, Oxidation of Inconel 718 in air at high temperatures. Oxid. Met. 55, 505–521 (2001). https://doi.org/10.1023/A:1010359815550
Q. Jia, D. Gu, Selective laser melting additive manufactured Inconel 718 superalloy parts: High-temperature oxidation property and its mechanisms. Opt. Laser Technol. 62, 161–171 (2014). https://doi.org/10.1016/j.optlastec.2014.03.008
J. Dutta Majumdar, I. Manna, Laser material processing. Int. Mater. Rev. 56, 341–388 (2011). https://doi.org/10.1179/1743280411Y.0000000003
C.K. Yong, G.J. Gibbons, C.C. Wong, G. West, A critical review of the material characteristics of additive manufactured IN718 for high-temperature application. Metals (Basel) 10, 1576 (2020). https://doi.org/10.3390/met10121576
B. Graf, A. Gumenyuk, M. Rethmeier, Laser metal deposition as repair technology for stainless steel and titanium alloys. Phys. Procedia. 39, 376–381 (2012). https://doi.org/10.1016/j.phpro.2012.10.051
J.-Y. Lee, J. An, C.K. Chua, Fundamentals and applications of 3D printing for novel materials. Appl. Mater. Today. 7, 120–133 (2017). https://doi.org/10.1016/j.apmt.2017.02.004
T. DebRoy, H.L. Wei, J.S. Zuback, T. Mukherjee, J.W. Elmer, J.O. Milewski, A.M. Beese, A. Wilson-Heid, A. De, W. Zhang, Additive manufacturing of metallic components – Process, structure and properties. Prog. Mater. Sci. 92, 112–224 (2018). https://doi.org/10.1016/j.pmatsci.2017.10.001
T.D. Ngo, A. Kashani, G. Imbalzano, K.T.Q. Nguyen, D. Hui, Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 143, 172–196 (2018). https://doi.org/10.1016/j.compositesb.2018.02.012
K. Moussaoui, W. Rubio, M. Mousseigne, T. Sultan, F. Rezai, Effects of selective laser melting additive manufacturing parameters of Inconel 718 on porosity, microstructure and mechanical properties. Mater. Sci. Eng. A. 735, 182–190 (2018). https://doi.org/10.1016/j.msea.2018.08.037
Q. Jia, D. Gu, Selective laser melting additive manufacturing of Inconel 718 superalloy parts: Densification, microstructure and properties. J. Alloys Compd. 585, 713–721 (2014). https://doi.org/10.1016/j.jallcom.2013.09.171
M. Xia, D. Gu, G. Yu, D. Dai, H. Chen, Q. Shi, Porosity evolution and its thermodynamic mechanism of randomly packed powder-bed during selective laser melting of Inconel 718 alloy. Int. J. Mach. Tools Manuf. 116, 96–106 (2017). https://doi.org/10.1016/j.ijmachtools.2017.01.005
S.S. Babu, N. Raghavan, J. Raplee, S.J. Foster, C. Frederick, M. Haines, R. Dinwiddie, M.K. Kirka, A. Plotkowski, Y. Lee, R.R. Dehoff, Additive manufacturing of nickel superalloys: Opportunities for innovation and challenges related to qualification. Metall. Mater. Trans. A. 49, 3764–3780 (2018) 10.1007/s11661-018-4702-4
Y.N. Zhang, X. Cao, P. Wanjara, M. Medraj, Oxide films in laser additive manufactured Inconel 718. Acta Mater. 61, 6562–6576 (2013). https://doi.org/10.1016/j.actamat.2013.07.039
F. Zhang, L.E. Levine, A.J. Allen, M.R. Stoudt, G. Lindwall, E.A. Lass, M.E. Williams, Y. Idell, C.E. Campbell, Effect of heat treatment on the microstructural evolution of a nickel-based superalloy additive-manufactured by laser powder bed fusion. Acta Mater. 152, 200–214 (2018). https://doi.org/10.1016/j.actamat.2018.03.017
P. Kontis, E. Chauvet, Z. Peng, J. He, A.K. da Silva, D. Raabe, C. Tassin, J.-J. Blandin, S. Abed, R. Dendievel, B. Gault, G. Martin, Atomic-scale grain boundary engineering to overcome hot-cracking in additively-manufactured superalloys. Acta Mater. 177, 209–221 (2019). https://doi.org/10.1016/j.actamat.2019.07.041
D. Zhang, Z. Feng, C. Wang, W. Wang, Z. Liu, W. Niu, Comparison of microstructures and mechanical properties of Inconel 718 alloy processed by selective laser melting and casting. Mater. Sci. Eng. A. 724, 357–367 (2018). https://doi.org/10.1016/j.msea.2018.03.073
P. Nie, O.A. Ojo, Z. Li, Numerical modeling of microstructure evolution during laser additive manufacturing of a nickel-based superalloy. Acta Mater. 77, 85–95 (2014). https://doi.org/10.1016/j.actamat.2014.05.039
Y. Chen, F. Lu, K. Zhang, P. Nie, S.R. Elmi Hosseini, K. Feng, Z. Li, Dendritic microstructure and hot cracking of laser additive manufactured Inconel 718 under improved base cooling. J. Alloys Compd. 670, 312–321 (2016). https://doi.org/10.1016/j.jallcom.2016.01.250
G.P. Dinda, A.K. Dasgupta, J. Mazumder, Texture control during laser deposition of nickel-based superalloy. Scr. Mater. 67, 503–506 (2012). https://doi.org/10.1016/j.scriptamat.2012.06.014
S. Li, Q. Wei, Y. Shi, Z. Zhu, D. Zhang, Microstructure characteristics of Inconel 625 Superalloy manufactured by selective laser melting. J. Mater. Sci. Technol. 31, 946–952 (2015). https://doi.org/10.1016/j.jmst.2014.09.020
Y. Long, P. Nie, Z. Li, J. Huang, X. Li, X. Xu, Segregation of niobium in laser cladding Inconel 718 superalloy. Trans. Nonferrous Met. Soc. China. 26, 431–436 (2016). https://doi.org/10.1016/S1003-6326(16)64131-6
M. Ni, C. Chen, X. Wang, P. Wang, R. Li, X. Zhang, K. Zhou, Anisotropic tensile behavior of in situ precipitation strengthened Inconel 718 fabricated by additive manufacturing. Mater. Sci. Eng. A. 701, 344–351 (2017). https://doi.org/10.1016/j.msea.2017.06.098
J. Huebner, D. Kata, J. Kusiński, P. Rutkowski, J. Lis, Microstructure of laser cladded carbide reinforced Inconel 625 alloy for turbine blade application. Ceram. Int. 43, 8677–8684 (2017). https://doi.org/10.1016/j.ceramint.2017.03.194
B. Diepold, N. Vorlaufer, S. Neumeier, T. Gartner, M. Göken, Optimization of the heat treatment of additively manufactured Ni-base superalloy IN718. Int. J. Miner. Metall. Mater. 27, 640–648 (2020). https://doi.org/10.1007/s12613-020-1991-6
V.A. Popovich, E.V. Borisov, A.A. Popovich, V.S. Sufiiarov, D.V. Masaylo, L. Alzina, Impact of heat treatment on mechanical behaviour of Inconel 718 processed with tailored microstructure by selective laser melting. Mater. Des. 131, 12–22 (2017). https://doi.org/10.1016/j.matdes.2017.05.065
Y.-J. Kang, S. Yang, Y.-K. Kim, B. AlMangour, K.-A. Lee, Effect of post-treatment on the microstructure and high-temperature oxidation behaviour of additively manufactured inconel 718 alloy. Corros. Sci. 158, 108082 (2019). https://doi.org/10.1016/j.corsci.2019.06.030
T. Vilaro, C. Colin, J.D. Bartout, L. Nazé, M. Sennour, Microstructural and mechanical approaches of the selective laser melting process applied to a nickel-base superalloy. Mater. Sci. Eng. A. 534, 446–451 (2012). https://doi.org/10.1016/j.msea.2011.11.092
D. Zhang, W. Niu, X. Cao, Z. Liu, Effect of standard heat treatment on the microstructure and mechanical properties of selective laser melting manufactured Inconel 718 superalloy. Mater. Sci. Eng. A. 644, 32–40 (2015). https://doi.org/10.1016/j.msea.2015.06.021
Application Spotlight: 3D Printing for Turbine Parts – AMFG, (n.d.). https://amfg.ai/2020/02/06/application-spotlight-3d-printing-for-turbine-parts/. Accessed 28 May 2021
3D printer for medical. Anti-Scatter Grids for CT equipment (n.d.). https://www.eos.info/en/landing-pages/distributed-production-additive-manufacturing/local-level/3d-printer-tungsten-anti-scatter-grids. Accessed 28 May 2021
Launching into space with 3D printed rocket engines | AMCM (n.d.). https://amcm.com/success-stories/customized-large-frame-system-for-launcher-aerospace. Accessed 28 May 2021
M. Godec, S. Malej, D. Feizpour, Č. Donik, M. Balažic, D. Klobčar, L. Pambaguian, M. Conradi, A. Kocijan, Hybrid additive manufacturing of Inconel 718 for future space applications. Mater. Charact. 172, 110842 (2021). https://doi.org/10.1016/j.matchar.2020.110842
Industrial Applications of 3D Printing: The Ultimate Guide – AMFG (n.d.). https://amfg.ai/industrial-applications-of-3d-printing-the-ultimate-guide/. Accessed 28 May 2021
Manufacturing Milestone: 30,000 Additive Fuel Nozzles | The GE Aviation Blog | Aerospace & Flight News (n.d.). https://blog.geaviation.com/manufacturing/manufacturing-milestone-30000-additive-fuel-nozzles/. Accessed 28 May 2021
Nickel alloys for industrial 3D printing | EOS GmbH (n.d.). https://www.eos.info/en/additive-manufacturing/3d-printing-metal/dmls-metal-materials/nickel-alloys. Accessed 28 May 2021
Acknowledgments
Partial financial support from the Department of Science and Technology (DST), New Delhi, for the project “JCP” (SR/S2/JCB-16/2012, Dt. 16.10.17), “DGL” (DST/TSG/AMT/2015/636/G, Dt. 18-06-2018), and “TDT” (DST/TDT/AMT/2017/074(G), Dt. 12-09-2018); SERB project (IMPRINT-2/SERB PART); SERB POWER project (SPF/2021/000073); ISRO-sponsored project “ONC” and “NCH”; and MHRD-SPARC project LSL_SKI is gratefully acknowledged. A part of this study was conducted under the aegis of the project “ThermoLab” at the University of Ulm.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Minerals, Metals & Materials Society
About this chapter

Cite this chapter
Kumar, M., Majumdar, J.D., Fecht, HJ., Manna, I. (2022). Laser-Assisted Additive Manufacturing of Ni-Based Superalloy Components. In: Fecht, HJ., Mohr, M. (eds) Metallurgy in Space . The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-89784-0_22
Download citation
DOI: https://doi.org/10.1007/978-3-030-89784-0_22
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-89783-3
Online ISBN: 978-3-030-89784-0
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)