
Abstract
Laser photoresist removal in gaseous media is based on different parameters or factors like energy of laser pulse, frequency of pulse repetition and flow rate of gas. A statistical soft computing approach was applied in this article in order to determine which parameters have the most influence on the photoresist removal process by laser. As statistical approach adaptive neuro fuzzy inference system (ANFIS) was used since the methodology can handle strongly nonlinear data. By selected the most important factors one can adjust the photoresist removal process in order to produce the best final product. For the selecting process three input parameters are used: laser energy, rate of pulse repetition of laser and flow rate of hydrogen gas. These parameters are selected for the analyzing since these are independent variables. Pulse of laser repetition is selected as the most important factor for the photoresist removal process. Predictive models were created based on ANFIS network and corresponding results are compared with standard conventional approaches.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
In order to fabricate microsystem there is need for perform several steps which include deposition of thin-film, patterning of polymer resist and etching. There are positive-tone and negative-tone resists process. Photoresist removal is performed by wet cleaning by chemicals. However the chemicals are very expensive and could harm environment. There are many attempts to reduce cost and damage of environment of the photoresist removal process.
A concept for the laser-assisted removal of material has been proposed in article [1] for achieving nanoscale correction in next-generation functional microstructures such as nanostructured photoresist surfaces and micro 3-D objects fabricated using microstereolithography. Positive photoresists are photosensitive materials widely used in lithographic processes in microelectronics and optics for component relief manufacturing and when exposed to ultraviolet radiation, chemical reactions are induced that modify their physical–chemical properties [2]. Details of fabrication route for photoresist template has been presented in article [3], which is useful in surface texturing of technologically important thin films such as solar absorbers, transparent conducting oxides (TCOs) and metals. The highly crosslinked epoxy remaining after development is difficult to remove reliably from high aspect ratio structures without damaging or altering the electroplated metal [4]. SU-8 photoresist maintained good resolution in thick film. A new route for pattern formation based on atmospheric pressure plasma directed assembly during photoresist removal has been presented in article [5] where the results shown the potential of atmospheric plasma directed assembly for uniform, large-area and open-air pattern definition for application in modern nanofabrication. In the [6,7,8] further consideration are explained in detail. Hydrogen radical process for photoresist removal by use of hot W catalyst has been investigated for a possible application to advanced Cu/low-k dielectric interconnects in LSI and results suggested that the hydrogen radical process for resist removal with W catalyst is promising for production of advanced interconnects [9]. Ozonated water cleaning systems have been used to remove photoresist and organic contaminants on silicon wafers and natural organic matter and bacteria in drinking water [10]. All-wet processes are gaining a renewed interest for the removal of post-etch photoresist (PR) in semiconductor manufacturing but changes in regulations call for a reduction in the environmental, safety & health (ESH) impact of solvents used [11].
In this study was analyzed a technique of photoresist removal without hazard chemical and without high temperature. This is a dry process by laser ablation and under presences of hydrogen gas medium. The main goal was to investigate how the three operating parameters, laser energy, rate of pulse repetition and rate of gas flow, have impact on the photoresist removal process by laser in medium of hydrogen gas. In order to do the analyzing there is need for an advanced computational models like soft computing or computational intelligence. Therefore in this article is used adaptive neuro fuzzy inference system or ANFIS [12,13,14,15,16]. The output factor is etch depth of the photoresist surface.
2 Methodology
2.1 Experimental Procedure
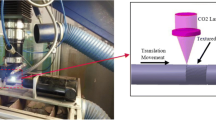
Figure 23.1 shows the total experimental procedure of the photoresist removal by laser ablation system. The laser pulse has wavelength of 248 nm with pulse duration of 25 ns. Frequency of pulse repetition is in range 10–50 Hz. In this study is performed mask projection technique. Gas handling setup is shown in Fig. 23.2. For the photoresist removal process cylindrical chamber is used which has inlet and outlet connections with valves. Photoresist polymer E1020 is used in this study. Table 23.1 shows the numerical values (minimum and maximum) of the input and output factors which are used and obtained during photoresist removal process.

Experimental setup of photoresist removal

Experimental procedure of gas handling for photoresist removal

ANFIS layers
2.2 ANFIS Methodology
As shown in Fig. 23.3, the ANFIS network contains five levels. The fuzzy inference system lies at the heart of the ANFIS network. Layer 1 accepts the inputs and uses membership functions to convert them to fuzzy values. The bell-shaped membership function is employed in this study because it has the maximum potential for non-linear data regression.
Bell-shaped membership functios is defined as follows:
where \(\left\{{a}_{i}, {b}_{i},{c}_{i}\right\}\) is the parameters set and \(x\) is input.
The second layer multiplies the first layer’s fuzzy signals and produces the rule’s firing strength. The rule layers are the third layer, and they normalize all of the signals from the second layer. The fourth layer does rule inference and converts all signals to crisp values. The last layers summed all of the signals and provided a clean output value.
3 Results
3.1 Accuracy Indices
Performances of the proposed models are presented as root means square error (RMSE), Coefficient of determination (R2) and Pearson coefficient (r) as follows:
-
RMSE:
$$ RMSE = \sqrt {\frac{{\sum\nolimits_{i = 1}^{n} {\left( {P_{i} - O_{i} } \right)^{2} } }}{n}} $$(23.2)
-
Pearson correlation coefficient (r):
$$ r = \frac{{n\left( {\sum\nolimits_{i = 1}^{n} {O_{i} \cdot P_{i} } } \right) - \left( {\sum\nolimits_{i = 1}^{n} {O_{i} } } \right) \cdot \left( {\sum\nolimits_{i = 1}^{n} {P_{i} } } \right)}}{{\sqrt {\left( {n\sum\nolimits_{i = 1}^{n} {O_{i}^{2} } - \left( {\sum\nolimits_{i = 1}^{n} {O_{i} } } \right)^{2} } \right) \cdot \left( {n\sum\nolimits_{i = 1}^{n} {P_{i}^{2} } - \left( {\sum\nolimits_{i = 1}^{n} {P_{i} } } \right)^{2} } \right)} }} $$(23.3)
-
Coefficient of determination (R2):
$$ R^{2} = \frac{{\left[ {\sum\nolimits_{i = 1}^{n} {\left( {O_{i} - \overline{{O_{i} }} } \right) \cdot \left( {P_{i} - \overline{{P_{i} }} } \right)} } \right]^{2} }}{{\sum\nolimits_{i = 1}^{n} {\left( {O_{i} - \overline{{O_{i} }} } \right)} \cdot \sum\nolimits_{i = 1}^{n} {\left( {P_{i} - \overline{{P_{i} }} } \right)} }} $$(23.4)
where Pi and Oi are known as the experimental and forecast values, respectively, and n is the total number of dataset.
3.2 ANFIS Results
Table 23.2 shows the prediction errors for the photoresist removal process for single input parameter and two parameters combinations as well. Training errors (trn) shows influence of the inputs for the photoresist removal process. Smaller training error more influence on the photoresist removal process. Checking errors (chk) is used for overfitting tracking between training and checking data.
Here one can see there is no overfitting since checking errors track training errors (Figs. 23.4 and 23.5). As can be seen input factor 2 or laser pulse repetition has the smallest training error or the most impact on the photoresist removal process. Furthermore combinations of 2 and 3 or laser pulse repetition and laser energy is the optimal combination for the photoresist removal process. This combination has the most influence on the photoresist removal process.

Single input RMS errors

Two inputs combinations RMS errors
Figures 23.6, 23.7 and 23.8 shows ANFIS prediction of etch depth based on combination of different input parameters. One can observe etch depth variation in depend on different input parameters.

ANFIS prediction of etch depth based on different parameter combination: a flow rate: 0.6 lpm and b flow rate: 0.8 lpm

ANFIS prediction of etch depth based on different parameter combination: a flow rate: 1 lpm, b flow rate: 1.2 lpm, c laser pulse repetition: 10 Hz, d laser pulse repetition: 20 Hz, e laser pulse repetition: 30 Hz, f laser pulse repetition: 40 Hz, g laser Energy: 40 mJ and h laser Energy: 50 mJ

ANFIS prediction of etch depth: Laser Energy 60 mJ
Figure 23.9 shows scatter plot of ANFIS prediction of etch depth during photoresist removal process. There can be noted high correlation coefficient therefore high prediction accuracy. There are small number of experimental points which are not aligned through the correlation line.

Scatter plot of ANFIS prediction of etch depth
Finally Table 23.3 shows statistical indicators for prediction of etch depth. As benchmark models for comparison purpose RSM (response surface methodology) [17] and ANN (artificial neural network) [17] are used.
4 Conclusion
Laser photoresist removal under gaseous media is based on different parameters. In this article a statistical soft computing approach was applied to determine which parameters have the most influence on the photoresist removal process by laser.
Adaptive neuro fuzzy inference system (ANFIS) was used to select the most important factors one can adjust the photoresist removal process in order to produce the best final product. For the selecting process three input parameters are used: laser energy, rate of pulse repetition of laser and flow rate of hydrogen gas. Based on obtained results pulse of laser repetition is selected as the most important factor for the photoresist removal process. ANFIS can eliminate the vagueness in the process in order to produce the best prediction conditions. In other words ANFIS network was used to convert the multiple performance characteristics into the single performance index.
References
Takahashi, S., Horita, Y., Kaji, F., Yamaguchi, Y., Michihata, M., Takamasu, K.: Concept for laser-assisted nano removal beyond the diffraction limit using photocatalyst nanoparticles. CIRP Ann. 64(1), 201–204 (2015)
Martins, J.S., Borges, B.G.A.L., Machado, R.C., Carpanez, A.G., Grazul, R.M., Zappa, F., Lima, C.R.A.: Evaluation of chemical kinetics in positive photoresists using laser desorption ionization. Eur. Polym. J. 59, 1–7 (2014)
Sathiamoorthy, S., Tiwari, K.J., Devi, G.R., Rao, M.R., Malar, P.: Photoresist template fabrication and template assisted growth for surface patterning of technologically important Cu2ZnSnSe4 thin films. Mater. Design 127, 126–133 (2017)
Dentinger, P.M., Clift, W.M., Goods, S.H.: Removal of SU-8 photoresist for thick film applications. Microelectron. Eng. 61, 993–1000 (2002)
Dimitrakellis, P., Smyrnakis, A., Constantoudis, V., Tsoutsou, D., Dimoulas, A., Gogolides, E.: Atmospheric pressure plasma directed assembly during photoresist removal: A new route to micro and nano pattern formation. Micro Nano Eng. 3, 15–21 (2019)
Oh, E., Na, J., Lee, S., Lim, S.: Removal of ion-implanted photoresists on GaAs using two organic solvents in sequence. Appl. Surf. Sci. 376, 34–42 (2016)
Yun, H., Lee, S., Jung, D., Lee, G., Park, J., Kwon, O.J., Park, C.Y.: Removal of photoresist residues and healing of defects on graphene using H2 and CH4 plasma. Appl. Surf. Sci. 463, 802–808 (2019)
Hashimoto, K., Masuda, A., Matsumura, H., Ishibashi, T., Takao, K.: Systematic study on photoresist removal using hydrogen atoms generated on heated catalyzer. Thin Solid Films 501(1–2), 326–328 (2006)
Takata, M., Ogushi, K., Yuba, Y., Akasaka, Y., Tomioka, K., Soda, E., Kobayashi, N.: Photoresist removal process by hydrogen radicals generated by W catalyst. Thin Solid Films 516(5), 847–849 (2008)
Lee, J., Park, K., Lim, S.: Improvement of photoresist removal efficiency in ozonated water cleaning system. J. Ind. Eng. Chem. 14(1), 100–104 (2008)
Kesters, E., Claes, M., Le, Q., Barthomeuf, K., Lux, M., Vereecke, G., Durkee, J.B.: Selection of ESH solvents for the wet removal of post-etch photoresists in low-k dielectrics integration. Microelectron. Eng. 86(2), 160–164 (2009)
Jang, J.-S.R.: ANFIS: Adaptive-network-based fuzzy inference systems. IEEE T. Syst. Man Cyb. 23, 665–685 (1993)
Petković, D., Issa, M., Pavlović, N.D., Pavlović, N.T., Zentner, L.: Adaptive neuro-fuzzy estimation of conductive silicone rubber mechanical properties. Expert Syst. Appl. 39(10), 9477–9482 (2012)
Petković, D., Ćojbašić, Ž: Adaptive neuro-fuzzy estimation of automatic nervous system pa-rameters effect on heart rate variability. Neural Comput. Appl. 21(8), 2065–2070 (2012)
Kurnaz, S., Cetin, O., Kaynak, O.: Adaptive neuro-fuzzy inference system based autono-mous flight control of unmanned air vehicles. Expert Syst. Appl. 37(2), 1229–1234 (2010)
Petković, D., Issa, M., Pavlović, N.D., Zentner, L., Ćojbašić, Ž: Adaptive neuro fuzzy con-troller for adaptive compliant robotic gripper. Expert Syst. Appl. 39(18), 13295–13304 (2012)
Jacob, J., Shanmugavelu, P., Balasubramaniam, R.: Investigation of the performance of 248 nm excimer laser assisted photoresist removal process in gaseous media by response surface methodology and artificial neural network. J. Manuf. Process. 38, 516–529 (2019)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Milovancevic, M., Petković, D. (2022). Identification of Important Parameters for Laser Photoresist Removal Process by ANFIS Methodology. In: Rackov, M., Mitrović, R., Čavić, M. (eds) Machine and Industrial Design in Mechanical Engineering. KOD 2021. Mechanisms and Machine Science, vol 109. Springer, Cham. https://doi.org/10.1007/978-3-030-88465-9_23
Download citation
DOI: https://doi.org/10.1007/978-3-030-88465-9_23
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-88464-2
Online ISBN: 978-3-030-88465-9
eBook Packages: EngineeringEngineering (R0)