
Abstract
This work investigates an underground mine equipment dispatching problem under equipment stochastic working times. First, a mathematical model is developed for solving the Equipment Dispatching problem while considering the machines working times as deterministic parameters. Then, Monte Carlo simulation is implemented in order to assess the reliability of the deterministic dispatching under stochastic environment, i.e. stochastic working times that include travel times between stopes, settlement times, and breakdown times. For this challenging problem, an illustrative variability effect analysis is proposed. Promising preliminary results highlight the importance of considering machines working times as stochastic parameters in the case of medium and high variability levels.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
With a worldwide high consumption of mineral products, and with a huge resurgence to “Open pit to underground mining transition” (King et al. 2017) in mining industry, underground mining projects are considered among the most significantly rewarding businesses (Campeau and Gamache, 2020). Consequently, it is crucial for underground mining companies to optimize their processes, mainly, their equipment dispatching process in cited rigid environments (Yu et al. 2017). A real fact leading to controlling several uncertain parameters related to machines performance, that can be tracked and recorded easily by IoT sensors in the context of mining 4.0 era.
In a real-world context, the uncertainty of underground mining equipment parameters, particularly machine working times, have a significant impact on the dispatching process and the mining activities short-term planning. However, such stochastic processing times have not been clearly investigated in the existing literature on underground mine dispatching problems, as highlighted in the recent study of Hou et al. (2020). It is worthy to note that machines working times could include effective processing times, machines settlement times and mobile equipment traveling times between stopes etc. (Samatemba et al. 2020). In fact, the work of Hou et al. (2020) is among the very few works that have considered uncertainty and in particular only breakdowns are taken as uncertain, and not the other parameters affecting the mining dispatching problem.
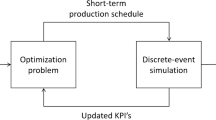
Underground mine mobile equipment dispatching is defined as the process of allocating available equipment of the mine to the different developed stopes, for the execution of the production operations, and scheduling working times of the allocated machines for every phase of the same production sequence (Hou et al. 2020). In this context, our study aims at quantifying the effect of stochastic processing times on an underground mine mobile equipment dispatching problem, in order to highlight the risk of not considering stochastic equipment working times. For that purpose, we first develop a mathematical model to solve the equipment dispatching problem while considering the machines working times as deterministic. Then, Monte Carlo simulation (MCS) is implemented to assess the reliability of the deterministic dispatching under stochastic environment. This relevant resolution scheme has been recently used in transportation context (Elgesem et al. 2018; Guimarans et al. 2018; Layeb et al. 2018) to measure the risk of ignoring the real stochastic nature of the environment.
The rest of the paper is structured as follows. Section 2 reviews the most related work on machines dispatching issues in underground mines, and highlights the importance of considering stochastic working times for such problems. Section 3 presents the main characteristics of the considered equipment dispatching problem. Section 4 reports the deployed mathematical model as well as the MCS-based approach. Section 5 discusses our preliminary experimental results. Finally, Sect. 6 draws conclusions and avenues for future research.
2 Related Work
Mobile equipment dispatching is defined as the process of allocating available equipment of the mine to the different developed stopes, mining production sites, for the execution of the production operations, and scheduling working times of the allocated machines for every phase of the same production sequence (Hou et al. 2020). During the last decades, some studies were conducted in order to treat dispatching issues in the mining industry, especially in the context of mining short-term scheduling. Beaulieu and Gamache (2006) implemented an enumeration tree based algorithm for solving a fleet management problem in underground mines. The sequence of the tree’s states presents the shortest routes for the vehicles. The proposed dynamic algorithm showed efficiency in controlling underground mines’ fleet system at the short-term level. Paduraru and Dimitrakopoulos (2019) worked differently on real time dispatching and scheduling issues in mining complex. Precisely, the authors introduce the reinforcement learning to respond to the insertion of new information that can be related to geological characteristics, availability of material transportation; i.e. mobile equipment availability, and processing characteristics. Geostatistical simulations were used to model these features in order to determine adequate destinations policy of extracted material, in real time. After determining several causes of uncertainty related to mines’ processing activities (material extraction and transportation), Paduraru and Dimitrakopoulos (2019) state that this uncertainty is triggered by the interactions between several field’s activities such as relations of cause effect between equipment queuing times and cycle times, extraction rates etc. Recently, Manríquez et al. (2020) introduced a Simulation-Optimization framework for the consideration of operational uncertainty in the generation of the mine’s short-term schedule based on equipment KPIs: Availability and Utilization as introduced by Mohammadi et al. (2015). The yielding underground mine short-term schedule includes mobile machines allocation to stopes while considering uncertainty affecting their performance indicators.
Hou et al. (2020) investigated the problem of simultaneously dispatching the mobile equipment and sequencing stopes. The authors established a link between production process and dynamic resource scheduling. A multi-objective optimization model was proposed to minimize the gap time between two consecutive phases of mining production as well as the makespan of the stopes’ production cycle. For the problem resolution, Hou et al. (2020) used a stope production phase algorithm that allows having possible scenarios of stopes schedule. The algorithm helps finding a coherent equipment assignment responding to the problem dynamic properties. After preparing different scenarios of stopes sequencing with equipment assignment, a genetic algorithm is introduced to reach the best solution meeting the two objectives of the main model, with the initial individuals being the established scenarios of the equipment assignment algorithm.
Differing from (Hou et al. 2020), our work considers clearly stochastic working times for the dynamic mobile equipment dispatching problem in underground mines and assesses the effect of their variability on the generated deterministic solution.
In the context of transportation, Jaoua et al. (2020) considered urban vehicles travel times as stochastic variables, fitted with the skewed Lognormal distribution, to investigate the effect of the flow pattern on the reliability of routes planning. They measured the risk of missing predefined time windows for vehicles when stochastic travel times are not considered. They found that at high variability levels, the deterministic solution is no longer efficient, thereby the need to consider stochastic work times for route planning.
Analogically to the transportation context, underground mining equipment working times are herein fitted with the unimodal Lognormal distribution. Their impact on the reliability of the deterministic dispatching is evaluated using Monte Carlo simulation.
3 Problem Description
3.1 Production Sequences in Underground Mines
Let’s begin by presenting underground mines production main characteristics. Although several methods of ore extraction are used within underground mines, the production cycle remains the same and is based on six-unit operations: Rock drilling, charging, blasting, ventilation support, stope supporting, ore extraction, loading and transporting (Åstrand et al. 2018a,2018b; Hou et al. 2020; Song et al. 2015).

A stope’s production sequence
Figure 1 presents the six phases of production sequences. In an underground mine, every existing stope is in one of these six phases. Moreover, underground mining production sequence defines stopes’ states or phases. The equipment dispatching realized in the present study is based on these phases.
3.2 Hypotheses Consideration
This study aims at resolving the problem of mobile equipment dispatching in an underground mine which consists of assigning machines executing the different phases of a stope production cycle to the different stopes being operated or planned to beoperated. This is a process evoked by the short-term planning of the mine under consideration.
Precisely, to solve the yielding equipment dispatching problem, the following assumptions are considered:
-
The underground mine is composed of N stopes planned to be-operated for ore extraction. Every stope is operated according to the above mentioned six-phase production sequence.
-
For each phase of the production cycle, a specific fleet of mobile equipment is dedicated. For each of the first five phases, a particular fleet of Jumbos is associated and for the extracting phase, a set of Load Haul Dumps (LHDs) is dedicated.
-
For every phase, the machines are not identical. In fact, every single machine of a certain phase is characterized by its capacity, expressed in mass unit per time unit. It is worth to mention that capacity differs from one equipment to another which leads to variations in machines working times. For the computational experimentation, we used the average working times of the machines per stope and per phase.
-
Each machine can break down during working time. breakdowns are possible at any time during the effective work in the mine and are part of the factors that create uncertainty in the working times of the machines.
-
Based on the ore reserve and average machine working times, a predetermined set of machine types required for each stope is established.
-
It is assumed that the work of the machines in each stope cannot be interrupted by moving to other stopes.
-
Each machine cannot be operated in two or more stopes in parallel, and when a machine is inactive, it is considered to be available for each stope that requires it.
-
It is possible to have many stopes of a same phase being operated at the same time.
3.3 Equipment Stochastic Working Times
Underground mines have always been known for their rigid environment due mainly to natural factors. This fact makes underground mining a difficult process, since its rigidity leads to uncertainty in production cycles, affecting the working times of mobile machines, the travel times of machines between stopes, and the human teams carrying out the different processing tasks.
In our study, we focus on the uncertainty associated to mobile equipment in underground mines. According to Mohammadi et al. (2015) and Samatemba et al. (2020), for underground mining equipment, the time to complete its assigned task, which refers to the machine’s working time, is equal to the sum of the effective processing time, the machine’s settlement time, and delays. Precisely, the equipment effective processing time is the time of executing the real task for which the machine is constructed; for example, for a drilling jumbo, it is the real time spent in drilling stopes. Here, the notion of effective processing time is considered as presented by Manríquez et al. (2020). Then, the settlement time is the time spent setting up the machine to perform a specific task. It can be considered in the case of the same mobile machine ensuring two or more different tasks. Finally, delays present the time spent waiting for the start time of the processing. For our case, delays can include machines failure or breakdowns or travel times between the different stopes of the underground mine. All of these parameters related to the machine’s working time are considered as uncertain. It is assumed that working times are stochastic input parameters to our problem.
At this stage, it is worthy to note that when fitting an equipment working times, for a specific production phase at a specific stope, with the Lognormal distribution at different variability levels (as defined later in Sect. 4.2), the higher the coefficient of variation (CV), the greater the variability in equipment working time. Illustrative histograms are reported in Fig. 2.

Histogram of the working time of machine 1 of phase 1 at stope 1, respectively from the left: CV = 20%, CV = 40%, and CV = 70%
4 Problem Formulation
4.1 Mathematical Model
Now, let’s turn our attention to proposing a mathematical model for this challenging equipment dispatching problem.
Sets
I = {1…, N}:Set of N stopes,
P = {1…, L}:Set of L possible phases,
Kp = {1…,E}:Set of available equipment for phase p.
Indices
i refers to stope i.
p refers to phase p.
p′refers to the phase following the phase p. For example, if phase p is “charging”, p′is “blasting”.
k refers to machine k of the set Kp of phase p.
Parameters
PRipk: Working time of machine k of phase p at stope i,
Nip: Number of required machines for the execution of phase p at the stope i,
B: Big positive number.
Decision Variables
Sipk: continuous non-negative variable that reflects the start time of the execution of phase p at stope i by equipment k,
Eipk: continuous non-negative variable that reflects the end time of the execution of phase p at stope i by equipment k,
Wipk: continuous non-negative variable that reflects the start time of phase p at stope i of assigned equipment k,
Vipk: continuous non-negative variable that reflects the end time of phase p at stope i of assigned equipment k,
STip: continuous non-negative variable that reflects the start time of phase p at stope i,
ETip: non-negative variable that reflects the end time of phase p at stope i,
Xipk: binary decision variable that takes value 1 if equipment k is assigned to phase p at stope i, 0 otherwise,
H: continuous non-negative variable that reflects the completion time of the execution of the planned stopes.
Using these notations, a mathematical formulation can be derived as follows:
The objective function (1) minimizes the weighted sum of the non-productive time between two consecutive phases and the end time of stopes processing completion H. Expression (1) should be minimized subject to the following constraints:
Constraints (2) express the end working time of each machine k of phase p at stope i.
To express the prohibition of a same machine parallel work in two different stopes or more, an “either-or” relationship is defined in (3). It avoids overlapping both intervals of working times of the same machine k at two different stopes.
Constraints (4) ensure that the sum of machines operating at phase p for every stope is equal to the defined required number of machines per specific phase, for the same stope.
In order to define working start times of assigned machines, “If, then” relationships are introduced in (5).
Relationships (6) allow the start time of equipment that is not assigned to a specific stope at a phase p to be ignored when calculating the start time of that phase at that stope.
Relationships (7) express the working end times of the assigned equipment.
Relationships (8) enable the end time of equipment that is not assigned to a specific stope at a phase p to be ignored when calculating the end time of that phase at that stope.
Constraints (9) define the start time of each phase per stope.
Constraints (10) define the end time of each phase per stope.
Constraints (11) establish the end time of stopes process completion time as it is the maximum of different phases end times of all planned stopes.
Constraints (12) ensure that the start time of the next phase is necessarily greater than or equal to the end time of the current phase.
Constraints (13)-(14) define the nature of the decision variables.
To conclude, Model (1)-(14) is a valid formulation for the considered mobile equipment dispatching Problem in underground mine.
4.2 Monte Carlo Simulation-Based Sampling Approach
To analyze the effect of equipment stochastic working times on the underground mine machines dispatching problem, a MCS-based sampling approach is used. It consists of introducing stochastic input parameters, i.e. stochastic machines working times, to Model (1)–(14), for generating objective functions values of different stochastic instances. More precisely, M independent scenarios of equipment working times per instance are considered. A scenario is composed of machines sets of working times per phase and stope. Let f1l, f2l…, fMl denote stochastic objective functions of the problem, for instance l. For scenarios generation, the Lognormal distribution is adopted with three different coefficients of variation. After obtaining stochastic objective functions values of the problem, the absolute gap between both, the deterministic objective function value Zl and the stochastic one, is calculated for every scenario realization. The absolute gap and the mean absolute gap are defined as follows:
Moreover, let T be the vector of random working times variables of machine per phase and per stope. Actually, each machine working time per phase and per stope is a random variable following the Lognormal distribution. Thus, T is defined as follows:
T = (T1,…,Ts) where \(s = \sum\limits_{p = 1}^{L} {K_{p} } N\).
Then, the location and the scale parameters of the lognormal distribution are calculated as follows:
where E[Tt] is the arithmetic mean of Tt, and Var[Tt] is its variance.
5 Results and Discussion
The mathematical model (1)–(14) was implemented in OPL language and solved using the commercial state-of-the-art solver CPLEX, version 12.6 with its default settings, on a computer processor intel Core i5, 7th generation running at up to 3.1GHz. In order to understand the utility of the mathematical formulation, an illustrative example is first introduced. Then, the results of six different instances of equipment dispatching problem for an underground mine are presented. Results for the stochastic case are reported to extract some useful insights about its effect on the proposed dispatching solution.
5.1 The Deterministic Case
Let’s begin by treating an illustrative example that presents the case of three to-be-operated phases for three different stopes. We assume having as number of available machines K1 = 3, K2 = 3, K3 = 4 (and as weights in the objective function (1) w1 = w2 = 0.5).
For the first phase’s execution, 3 machines are required for the different stopes. For the second phase, 3 machines are required at the first stope, and 2 machines are needed at stopes 2 & 3. And finally, for the third phase’s execution, 2 machines are required at the different stopes. Mean equipment working times are extracted from (Hou et al. 2020).
The optimal assignment for this illustrative example is deployed in Fig. 3.

Diagram of stopes production phases for the illustrative example of 3 phases & 3 stopes
Considering the execution of Phase 2, it is noticed that Stope 2 and Stope 3 use both the same equipment, namely Machine 2. In fact, Machine 2 starts operating Phase 2 at Stope 2 (the priority is for the second stope for this case), at time h1 = 10.5 h. It finishes its job at time h2 = 14.75 h, and becomes then “Available”. At h3 = 15.75 h, Machine 2 starts operating Phase 2 at Stope 3, and finishes its work at h4 = 19 h. It is also the same case for Machines 1, 2, and 3 of Phase 1. The priority is first considered for the first stope, after that the second stope is processed, and the three assigned machines finish their work at the third stope. We do not have overlapping working intervals for a same machine proceeding at two different stopes. It is the case for all of the shared machines of different phases. The end completion time of stopes processing H is equal to 27.25 h.
Depending on the start and end times of the phases per stope, the production cycles of the phases differ from one stope to another. This can be due to the difference between the working times of the machines for the same phase and the different stops, and to the dispatching generated. For example, the first phase’s execution lasts 5.25 h for both Stopes 1 and 3, whereas it lasts 6h for the second stope. The second phase lasts 3.75 h, 4.25 h and 3.5 h for stopes 1, 2, and 3, respectively. For the first and second phase, the gap between phases’ production cycles for many stopes is not large when compared with the gap between stopes phase 3 execution times. In fact, a gap of 4.5 h is found between the execution times of Phase 3 for Stope 3 and Stope 2.
Now, based on this illustrative example and the case of “Sanshandao” gold mine in china treated by Hou et al. (2020), six realistic instances are derived by varying the number of stopes and phases. Deterministic results are as reported in Table 1. Precisely, Model (1)–(14) was solved to optimality while taking the mean values as the machines working times, for each instance. The column headings of Table 1 are as follows: Inst. = name of the instance; Z* = value of the optimal solution in hours, H* = end time of the stopes processing in hours, CPU Time = CPU time required to compute Z*.
Recall that the objective function presents the equally weighted sum of the total production end time and between-phases gaps. Table 1 shows that Model (1)–(14) were successful in achieving equipment dispatching with zero inter-phase deviations. This fact may be due to the limited size of the considered instances. Not surprisingly, by increasing the constraints and variables of the model (i.e., increasing the number of stops and phases), its CPU time increases.
5.2 The Stochastic Case
In order to measure the variability effect of stochastic machines working times on the underground mine equipment dispatching problem, we use the MCS Sampling. This method is tested on instances Inst.1- Inst.6. 100 stochastic objective functions are generated, for every variability level, and for every instance, basing on the absolute gap between the stochastic and the deterministic optimal solutions, and the mean absolute gap are calculated. Numerical results showed that the higher the variability level is, the higher the Mean Absolute Gap (MeanGap) is, for all of the instances. The highest MeanGap is noticed for Inst.4, for an arithmetic coefficient of variability CV = 70%; MeanGap = 5.329 h. It presents 50% of the instance’s deterministic objective function. For low variability level, MeanGap is of low values indicating that for low working times variability rate, the objective function of the dispatching problem lightly varies. For medium variability levels (CV = 40%), MeanGap values present higher values when compared to MeanGap of low variability. The impact of variability is clearer at the high level.
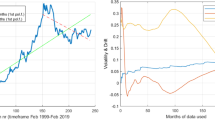
For a detailed study of the absolute gap between stochastic and deterministic solutions, Box & Whisker plots representation are used, as shown in Fig. 4.

Box & Whisker Plots
For a low variability level (CV = 20%), maximum values of absolute gap (Gap) do not exceed 1.8 h for Inst.1, Inst.2 and Inst.3 instances. For a medium variability level (CV = 40%), 50% of Gap values do not exceed 1.6 h, and 75% of the Gaps data do not exceed the value of 2 h for the three first instances. However, for a high variability level (CV = 70%), 75% of the first instance Gap values are below 4 h (below 46% of the deterministic objective function of Inst.2), and maximum Gap values can reach 8.3 h for the first instance and 5.5 h for the Inst.3 instance. As for the last three instances, for low variability level, 75% of absolute gap is below 2 h. For high variability, maximum Gap can reach 44% of the objective function for Inst.5, and 49% of the deterministic objective function of Inst.6. For medium variability level, maximum Gap values can reach 27% of the deterministic solution. So as a first conclusion, for the medium variability (CV = 40%) and high variability (CV = 70%), it may be necessary to consider stochastic equipment working times for the dispatching problem: The problem’s deterministic solution is no longer optimal, so there is a need to use other approaches for solving the problem such as the simulation-based optimization approach (Jaoua et al. 2020).
Beside their effect on the variation of the objective function, equipment stochastic working times affect the assignment of machines within the underground mine. This effect can be illustrated in the case of the illustrative example by comparing one of its stochastic solutions to the optimal deterministic solution. The example of the 76th stochastic generation at a high variability level (CV = 70%) is displayed in Fig. 5. The gap between stochastic and deterministic solutions is equal to 7.94 h. Ac: for this specific generation, the end time of the total production cycle has increased up to 43.12 h and the assignment has changed too for specific stopes at phase 2 and phase3. With the change of assignment, clearly considering this stochasticity level induces a complete change of priorities as well as phases start and end times per stope.

Diagram of stopes production phases for the illustrative example at the 76th stochastic working times generation
These preliminary computational results illustrate the validity of the implemented model and confirm the intuitive outcomes of the proposed approach. It is clearly seen, that at low variability levels, the solution of the mathematical program is robust, which is not the case for higher variability levels. For enhancing the effectiveness of the planning system optimization, it may be necessary for underground mines planners to refer to the historical data analysis of the machines working times. Precisely, if the coefficient of variation is of low value, the optimal solution remains valid. Otherwise, if the coefficient of variation is of high value (superior to 70%), it is necessary to use another appropriate approach such as the simulation-based optimization approach, as detailed in (Jaoua et al. 2020) and (Layeb et al. 2018) in the context of transportation planning. Besides, the simulation-based optimization approach is consequently validated for the deterministic case, with our mathematical program. In the same context, extensive empirical experiments should be conducted on larger dataset that could be derived from big data analytics within a Mining 4.0 framework.
6 Conclusion
This work investigated the variability effect of the equipment working times on the equipment dispatching in the context of underground mines. It underlines the disadvantages of not taking into account the stochastic working times of the mobile equipment on the quality of the equipment dispatching solution, for the short-term planning of an underground mine.
The proposed approach consists of first, generating the fleet dispatching by solving a mathematical model that considers deterministic mean values of the equipment working times. Then, MCS is used to assess the reliability of the deterministic dispatching under stochastic environment, i.e. under stochastic working times. In the present work, mobile equipment working times of six realistic instances are fitted with the skewed unimodal Lognormal distribution. Preliminary computational results illustrative that for high variability level of the equipment working times, the mean absolute gap between the stochastic solution and the deterministic one, can exceed the value of the deterministic objective function, by 50% of its value. Whereas for low variability level, the deterministic objective function of the dispatching problem lightly varies. Furthermore, results reveal that for high variability level, absolute gap per scenario can reach 49% and 27% of the deterministic objective function, for respectively high and medium variability levels. In the case of low variability level, i.e. for CV = 20%, objective functions of generated scenarios lightly vary when compared to the deterministic solution. In consequence, for low variability, the deterministic dispatching, that is obtained by using mean values of equipment working times, remains efficient.
However, for higher variability levels, it is recommended to use the simulation-based optimization approach to handle stochastic mobile equipment working times. The decision of the appropriate approach, simulation-based optimization or mathematical programming, for different variability intensity is based on the analysis of the equipment historical data.
As a future work, we aim to conduct an extensive computational experimentation on larger dataset to assess the proposed approach. Such larger sets of data could be obtained using big data analytics in the new mining era: Mining 4.0. In the same vein, the stochastic waiting and queuing times of mobile machines, which are included in stochastic working times, could be obtained from real-time records of connected IoT sensors in the mining environment.
References
Åstrand, M., Johansson, M., Greberg, J.: Underground mine scheduling modelled as a flow shop: a review of relevant work and future challenges. J. South Afr. Inst. Min. Metall. 118(12), 1265–1276 (2018a)
Åstrand, M., Johansson, M., Zanarini, A.: Fleet scheduling in underground mines using constraint programming. In: van Hoeve, W.-J. (ed.) CPAIOR 2018. LNCS, vol. 10848, pp. 605–613. Springer, Cham (2018b). https://doi.org/10.1007/978-3-319-93031-2_44
Beaulieu, M., Gamache, M.: An enumeration algorithm for solving the fleet management problem in underground mines. Comput. Oper. Res. 33(6), 1606–1624 (2006)
Campeau, L.P., Gamache, M.: Short-term planning optimization model for underground mines. Comput. Oper. Res. 115, 104642 (2020)
Elgesem, A.S., Skogen, E.S., Wang, X., Fagerholt, K.: A traveling salesman problem with pickups and deliveries and stochastic travel times: An application from chemical shipping. Eur. J. Oper. Res. 269(3), 844–859 (2018)
Guimarans, D., Dominguez, O., Panadero, J., Juan, A.A.: A simheuristic approach for the two-dimensional vehicle routing problem with stochastic travel times. Simul. Modell. Pract. Theory 89, 1–14 (2018)
Hou, J., Li, G., Wang, H., Hu, N.: Genetic algorithm to simultaneously optimise stope sequencing and equipment dispatching in underground short-term mine planning under time uncertainty. Int. J. Min. Reclam. Environ. 34(5), 307–325 (2020)
Jaoua, A., Layeb, S.B., Rekik, A., Chaouachi, J.: The shared customer collaboration with stochastic travel times for urban last-mile delivery. In: Sustainable City Logistics Planning: Methods and Applications, vol. 1, chapter III, pp. 63–96. Nova science publishers (2020)
King, B., Goycoolea, M., Newman, A.: Optimizing the open pit-to-underground mining transition. Eur. J. Oper. Res. 257(1), 297–309 (2017)
Layeb, S.B., Jaoua, A., Jbira, A., Makhlouf, Y.: A simulation-optimization approach for scheduling in stochastic freight transportation. Comput. Ind. Eng. 126, 99–110 (2018)
Manríquez, F., Pérez, J., Morales, N.: A simulation–optimization framework for short-term underground mine production scheduling. Optim. Eng. 21(3), 939–971 (2020). https://doi.org/10.1007/s11081-020-09496-w
Mohammadi, M., Rai, P., Gupta, S.: Performance measurement of mining equipment. Int. J. Emerg. Technol. Adv. Eng. 5(7), 240–248 (2015)
Paduraru, C., Dimitrakopoulos, R.: Responding to new information in a mining complex: fast mechanisms using machine learning. Min. Technol. 128(3), 129–142 (2019)
Samatemba, B., Zhang, L., Besa, B. Evaluating and optimizing the effectiveness of mining equipment; the case of Chibuluma South underground mine. J. Cleaner Prod. 252, 119697 (2020)
Song, Z., Schunnesson, H., Rinne, M., Sturgul, J.: Intelligent scheduling for underground mobile mining equipment. PLoS One, 10(6), e0131003 (2015)
Yu, X., Zhou, L., Zhang, F.: Self-localization algorithm for deep mine wireless sensor networks based on MDS and rigid subset. In: 2017 IEEE 2nd International Conference on Opto-Electronic Information Processing (ICOIP), pp. 6–10. IEEE, July 2017
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Switzerland AG
About this paper

Cite this paper
Hammami, N.E.H., Jaoua, A., Layeb, S.B. (2021). Equipment Dispatching Problem for Underground Mine Under Stochastic Working Times. In: Mes, M., Lalla-Ruiz, E., Voß, S. (eds) Computational Logistics. ICCL 2021. Lecture Notes in Computer Science(), vol 13004. Springer, Cham. https://doi.org/10.1007/978-3-030-87672-2_28
Download citation
DOI: https://doi.org/10.1007/978-3-030-87672-2_28
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-87671-5
Online ISBN: 978-3-030-87672-2
eBook Packages: Computer ScienceComputer Science (R0)