
Abstract
Waste or end-of-life tires are generated in huge quantities all over the world and pose a serious challenge for the environment. Pyrolysis is a quite effective chemical route for recycling of waste tires, and produces three-phase products: liquid pyrolytic oil, gases, and solid tire pyrolytic char (TPC). The TPC is generally considered a by-product of waste tire pyrolysis process and has recently gained interest as an additive/modifier to road asphalt binders. Rutting in thick asphalt layers is a commonly observed distress on heavy-duty flexible pavements, which are quite preferred in India as well as throughout the globe. Rutting in the asphalt-bound pavement layers refers to the accumulation of permanent deformation under the influence of high pavement temperatures and heavy traffic. Asphalt binders play a significant role in imparting rutting resistance to an asphalt concrete pavement layer. Evaluation of rutting resistance of TPC modified binders and mixtures is thus quite important to support its wide-spread use in construction of asphalt pavements. This study first evaluated the rutting performance of TPC modified binders (prepared at five TPC contents) at multiple temperatures (40, 50, 60, and 70 °C) and stress levels through five rheological parameters: (1) Superpave rutting parameter; (2) Shenoy rutting parameter; (3) zero shear viscosity; (4) non-recoverable creep compliance (Jnr) from multiple stress creep and recovery (MSCR) test; and (5) non-recoverable strain rate (Δεnr) from the MSCR test. A dynamic shear rheometer was used to measure the TPC modified asphalt binder rutting characteristics. Asphalt mixtures were then fabricated using the TPC modified binders and evaluated for rutting performance using the Hamburg wheel-tracking device. Correlation analysis was performed for binder rutting parameters and mixture rut depth. Overall, the findings indicate that the addition of TPC enhances the rutting performance of both asphalt binders and the asphalt mixtures.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
There is an increasing emphasis across the globe, and in India, related to the use and development of alternative technologies for recycling scrap tires toward a circular tire economy [1, 2]. India generates about 6–7% of the world’s total waste tires estimated at 1.5 billion annually [3, 4]. Pyrolysis is receiving a wide popularity as an alternative technology for effective end-of-life treatment and extraction of useful products from waste tires. The thermochemical decomposition of waste tires through pyrolysis produces gases, liquid pyrolytic oil, and solid carbonaceous char [referred in this study as the tire pyrolytic char (TPC)]. While the process provides an opportunity to recover alternative energy products in the form of liquid pyrolytic oil and gases, the TPC is generally considered a by-product and finds limited applications [5, 6]. The TPC originates from carbon black and inorganic filler materials added during tire manufacturing in addition to the coke material generated during pyrolysis reactions [2, 6]. Being a carbonaceous product, its use as an asphalt binder additive/modifier will find an economical and large-scale application route. Asphalt binders are regularly modified in an effort to enhance the performance and service life of pavements against increasing axle loads, tire pressures, and temperature variations. Even though the earliest works on the use of TPC in asphalt date back to 1995–1997 [7, 8], the material has received a renewed attention for asphalt modification since the past 4–5 years [9,10,11].
Rutting in thick asphalt pavement layers is a commonly observed distress on heavy duty flexible pavements and refers to the accumulation of permanent deformation in the asphalt pavement layers under the influence of high pavement temperatures (encountered during summer) and heavy traffic. India being a tropical country with high air temperatures recorded up to 50 °C, it is not surprising that rutting is one of the two most common distresses (the other being fatigue cracking) observed on the country’s highways [12, 13]. An improvement in the rheological properties of asphalt binders through asphalt binder modification with the use of one or more additives to a neat binder is an effective approach to mitigate asphalt mixture rutting. Several research efforts have been made in the last three decades in the direction of recognizing binder rheological properties (or parameters) that can accurately represent the rutting resistance of asphalt mixtures [14, 15]. Some of the rutting parameters include: Superpave rutting parameter; Shenoy rutting parameter; zero shear viscosity (ZSV); and parameters (such as compliance) from repeated creep recovery (RCR) and multiple stress creep and recovery (MSCR) tests.
Although rutting is a high-service temperature phenomenon, it should be appreciated that the phenomenon does not occur at a single temperature and may mobilize over a range of ‘high’ temperatures that should reflect the high summer temperatures observed on a project location. Evaluation of rutting resistance of TPC modified binders under various temperatures and stress levels is thus important to support its use in road construction. Some previous studies have attempted the evaluation of rutting resistance of TPC modified asphalt binders [5, 9, 10]. However, the evaluation was either done at a single temperature or when performed at multiple temperatures, only the Superpave rutting parameter was used.
Therefore, the rutting performance of the TPC modified binder and that of the corresponding asphalt mixture needs to be studied and compared. To fulfil this research need, the main objective of the present study is the characterization of rutting performance of TPC modified binders and mixtures. In this study, four temperatures (40, 50, 60, and 70 °C) were used for the evaluation of binder rutting parameters of TPC modified binders at various dosages (0% (control), 5%, 10%, 15%, and 20% by weight of binder). The rutting performance of TPC modified binders was first evaluated at multiple temperatures using five binder rheological parameters: (1) Superpave rutting parameter; (2) Shenoy rutting parameter; (3) ZSV; (4) non-recoverable creep compliance (Jnr) from MSCR test; and (5) non-recoverable strain rate (Δεnr) from the MSCR test. A dynamic shear rheometer (DSR) was used to evaluate the TPC modified asphalt binders. Asphalt mixtures were then fabricated using the TPC modified binders and evaluated for rutting performance using the Hamburg wheel-tracking device (HWTD) test. Correlation analysis was performed for binder rutting parameters and mixture rut depth.
1.1 Background of Binder Rutting Parameters
The Superpave rutting parameter (G*/sin δ) is based on the complex shear modulus (G*) and phase angle (δ) measured on DSR at a particular frequency and strain. The expression for G*/sin δ assumes rutting as a stress-controlled, cyclic loading phenomenon and is based on minimizing the dissipated energy in each cycle of loading (Wc) given by Eq. (1):
where, σ0 is the shear stress. Equation (1) indicates that to reduce the work dissipated per loading cycle, the parameter G*/sin δ should be increased, and therefore a higher value of this parameter indicates a better rutting resistance. Despite being included in the Superpave PG specifications for asphalt binders [16], many researchers have highlighted the limitations of the parameter and have put forth some refinements.
Shenoy [17] proposed one such refinement termed as the Shenoy rutting parameter presented in Eq. (2). The parameter is based on unrecovered strain and emphasizes the effect of elasticity in terms of better sensitivity to δ. A lower unrecovered strain in the binder is associated with an increased value of this parameter, and is desirable for an improved rutting resistance.
ZSV is another parameter recommended for rutting characterization and it is an intrinsic characteristic of binder viscosity measured when the shear rate approaches zero and the binder reaches a steady state of flow. Some of the frequently used models to estimate ZSV use complex viscosity (η*) measurement from DSR with varying frequency. The Cross model, presented in Eq. (3), was used determine ZSV for asphalt binders from a frequency sweep test:
where, η* = complex viscosity at frequency ω (rad/s), η0 = zero shear viscosity, η∞ = infinite shear viscosity at infinite frequency, K and m = model parameters. A higher numerical value of ZSV is desirable for better resistance against rutting.
The most recent advancement in the rutting characterization of binder is the MSCR test that acknowledges the significant role of non-recovered deformation of bitumen on the rutting performance. The test methodology applies loading pulses with rest periods at multiple stress levels to simulate the actual traffic variables. The standard MSCR test [18] comprises 10 cycles at two different stress levels (0.1 and 3.2 kPa) where one cycle includes a 1 s creep and a 9 s recovery time without any time lag between the cycles. Non-recoverable creep compliance (Jnr) is the MSCR parameter used for rutting characterization and is the ratio of the unrecovered strain at the end of an MSCR cycle to the applied stress (Eq. 4). Percent recovery in an MSCR cycle is calculated from peak/creep strain and the unrecovered strain as shown in Eq. (5).
where, εp denotes the peak/maximum strain, εu denotes the unrecovered/residual strain and σ is the applied stress level in each cycle. Recent advances in the MSCR methodology for characterization of modified binders have indicated that a higher stress level than the currently used 0.1 and 3.2 kPa is needed to achieve a state of stress representative of that encountered by modified binders in pavements. A third stress level of 10 kPa was used in this study, as also used in previous study [19]. Further, thirty MSCR cycles were used, as recommended in some recent studies [20, 21], and the Jnr and recovery data were obtained from the last five creep-recovery cycles.
Moreno-Navarro et al. [20] pointed that the Jnr is calculated as the average value obtained for a specific number of creep-recovery cycles; however, it does not provide information on how the rutting behavior evolves with the increasing number of MSCR cycles. They proposed a new parameter called the non-recoverable strain rate (Δεnr) given by Eq. (6) and measured in the units of %/cycle:
where εnr,30 = cumulative non-recoverable strain after 30 cycles and εnr,30 = cumulative non-recoverable strain after 15 cycles. Δεnr is the fifth binder rutting parameter used in this study. A higher Δεnr would indicate a higher rate of the development of non-recoverable strain in the binder with the progression of MSCR cycles, and hence a lower rutting performance. In this manner, both Jnr and Δεnr have the same interpretation in terms of binder rutting resistance: lower values indicate better resistance.
It can be noted that the first three rutting parameters (Superpave, Shenoy, and ZSV) are measured within the linear viscoelastic domain of the binders (at low strains), whereas the MSCR based parameters (Jnr and Δεnr) at higher stress levels are measured in the nonlinear domain.
2 Materials and Methodology
A straight-run (neat) Viscosity Graded (VG30) binder meeting the requirements of Indian Standard IS 73 [22] was used as the base binder in this study. Table 1 shows the basic properties of the base binder. The high-temperature PG grade of the binder was found as PG 64. The TPC was supplied by Innova Engineering & Fabrication (Mumbai, India) in powdered form, which was again sieved in the laboratory on a 75 µm sieve and only the particles passing the sieve were used for binder modification. The industrial-scale pyrolysis process of waste tires is described elsewhere [11]. TPC particles had a specific gravity of 1.71. Figure 1a shows the physical appearance of TPC as black powdered material, whereas Fig. 1b shows the scanning electron microscopy (SEM) image of the TPC. TPC exhibits hierarchical morphological features, that is there are primary particles (sizes smaller than 100 nm) as well as aggregates and agglomerates of the particles in irregular shapes. The primary particles tend to form aggregates due to covalent bonds and van der Waal forces [23].

a Physical appearance of TPC, b SEM image of TPC
A high-shear mixing device (make: IKA T-25 Digital Ulta-Turrax) with a rotor–stator assembly was deployed for binder modification at four TPC dosages (5, 10, 15, and 20 by binder weight). TPC was added when the base binder attained a temperature of 160 °C and the mixing was performed for 30 min at a 12,000 rpm shear rate. Sulfur was then added to all TPC-asphalt blends for desired storage stability at 0.3% by weight of the modified binder. The addition of sulfur was followed by an additional 15 min high-shear mixing. The control and TPC modified binders were short-term aged using a rolling thin film oven (RTFO) at 163 °C for 85 min following ASTM D2872 [24]. The short-term aged binders so obtained were then used for rheological rutting characterization.
A measuring spindle of 25 mm diameter with a gap of 1 mm between the spindle and bottom plate was used during all DSR testing. Figure 2a shows the DSR setup. Superpave and Shenoy rutting parameters were measured in accordance with ASTM D6373 [16] (10 rad/s frequency and 10% strain). To measure ZSV, frequency sweep tests were conducted from 0.1 to 100 rad/s. A low strain of 0.1% was used to ensure the linearity of response of the binders at all frequencies and the four test temperatures (40, 50, 60, and 70 °C). The Cross model was used to fit the complex viscosity (η*) versus frequency data and estimate the ZSV. As described earlier, the MSCR test consisted of 30 creep-recovery cycles with 1 s creep and 9 s recovery. The test was performed at three stress levels: 0.1, 3.2, and 10.0 kPa. MSCR Jnr, recovery, and non-recoverable strain rate (Δεnr) were measured. Each test was performed in duplicate and the average results were reported.

a DSR setup, b HWTD test device
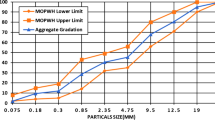
The asphalt mixture specimens were prepared using a dense-graded Bituminous Concrete (BC) gradation of 13.2 mm nominal maximum aggregate size (NMAS), specified by MoRTH [25]. To allow proper comparison with respect to the TPC dosages, the binder content (5.5% by mix weight) and mix volumetrics were kept constant across the BC mixtures. The HWTD test was conducted following the AASHTO T324 [26] specifications on a pair of identical 150 mm diameter and 60 mm height gyratory compactor specimens fabricated at controlled air voids of 7 ± 0.5% (Fig. 2b). The specimens were submerged in water at 50 °C and conditioned for 30 min before the application of 10,000 passes of steel wheel carrying a 705 N load. The rut depth at the end of 10,000 passes was then used as the main mixture rutting performance parameter in this study.
3 Results and Discussion
3.1 Binder Rutting Parameters
Figures 3 and 4 show the plots of Superpave and Shenoy rutting parameters at the four test temperatures. The Superpave and Shenoy rutting parameters, determined through the G* and δ values, showed a similar trend with respect to TPC dosage at all four test temperatures: the parameters increase with an increase in TPC content and decrease with the increase in temperature. The results indicate an improved rutting resistance of the binders with the addition of TPC. Wang et al. [10] also found similar results and reported the increased rutting resistance of binder with TPC due to the higher stiffness facilitated by the absorption of light fractions of the binder because of the high surface area of TPC. Similar improved rutting results with TPC were also found by Feng et al. [9] and Li et al. [5]. Averaged over all TPC dosages, the percent increase in Shenoy parameter over the Superpave parameter is 75%, 31%, 17%, and 10% at 40, 50, 60, and 70 °C temperatures, respectively. The Shenoy parameter takes into consideration the emphasized influence of phase angle (or elasticity) on the potential of binder against permanent deformation, leading to a higher value of the Shenoy rutting parameter than the Superpave.

Superpave rutting parameter

Shenoy rutting parameter
The ZSV was estimated using the Cross model fit to the complex viscosity versus frequency data. The model parameters of the Cross model given in Eq. (3) were estimated using nonlinear curve fitting analysis. Figure 5 shows the Cross model fit to the data for all binders at 60 °C. It is seen that the model fits the data well with a high coefficient of determination (R2 ≈ 0.99). Good fits were also obtained at other temperatures but are not presented here for brevity. The ZSVs of all TPC modified binders at the four temperatures were determined and are presented in Fig. 6. As per the trends observed in Fig. 6, the TPC modification increased the ZSV values at all the four test temperatures, which are also consistent with Superpave and Shenoy rutting parameters.

Cross model fit at 60 °C

ZSV results
The results of MSCR Jnr at the three stress levels are shown in Fig. 7 for the control and modified binders with different TPC dosages at the four test temperatures. In general, the Jnr values decreased with the addition of TPC indicating that the TPC modification lead to a lower plastic (unrecovered strain) at each stress level and each test temperature, and hence a better permanent deformation resistance. For example, the Jnr value of the control binder was found to be 1.58 kPa–1 at 3.2 kPa stress level at 60 °C. Jnr values with 5, 10, 15, and 20% TPC contents were 1.17, 1.02, 0.97, and 0.91 kPa–1.

MSCR Jnr results at a σ = 3.2 kPa and b σ = 10.0 kPa
Figure 8 shows the results of MSCR percent recovery for all binders. A slight improvement in recovery values is observed on the addition of TPC. As expected the recovery decreases with an increase in test temperature and stress level. The recovery at 70 °C temperature is omitted because negative recoveries were observed. Possible reasons for negative recovery include instrument inertia and tertiary creep response of the binder under the combined influence of high stress levels and high temperatures [27]. The current MSCR standard ASTM D7405 [18] recommends negative recovery to be treated as zero recovery. Similar findings have been reported in a previous study on TPC modified asphalt [10]. Figure 9 presents the results of the second MSCR rutting parameter Δεnr. The addition of TPC particles decreases the Δεnr values, which is beneficial for rutting resistance as it indicates a lower rate of progression of the non-recovered strain with the evolution of creep-recovery cycles. Similar to Jnr, the Δεnr parameter also increases with an increase in temperature and stress level. Averaged over the four temperatures and three stress levels, the TPC dosages of 5%, 10%, 15%, and 20% decrease the Δεnr values by 27%, 38%, 41%, and 49%, respectively. The numerical values of Δεnr are much higher than Jnr as the non-recovered strain values [constituting the numerator in Eq. (6)] increase rapidly with an increase in the stress level and temperature.

MSCR recovery results at a σ = 3.2 kPa and b σ = 10.0 kPa

MSCR Δεnr results at a σ = 3.2 kPa and b σ = 10.0 kPa
3.2 Mixture Rut Depth from HWTD Tests
The HWTD test was performed at 50 °C on the asphalt mixture specimens fabricated with the control and TPC modified binders. The rut depth after 10,000 passes was the main parameter used to characterize the mixture rutting performance. Figure 10 presents the results of rut depth after 10,000 passes. The TPC dosages of 5%, 10%, 15%, and 20% decreased the rut depth by 12%, 25%, 46%, and 65%, respectively, when compared to the control mixture. The mixture rutting results are consistent with the trend shown by the TPC modified asphalt binder rheological parameters.

Rut depth from HWTD
3.3 Rutting Resistance Improvement (RRI) with TPC Modified Binders
To estimate and compare the improvements in the five binder rutting parameters at different TPC dosages, a rutting resistance improvement (RRI) percentage was calculated. RRI was calculated as the percent increase (for Superpave, Shenoy, and ZSV) or percent decrease (for MSCR Jnr and Δεnr) in the binder rutting parameter with respect to that of the control binder. The trends of RRI for the TPC modified binders at the four test temperatures are shown in Fig. 11. The trend of RRI increases with the increase in TPC dosages for all five methods, indicating that a higher TPC content imparts a better RRI. At each temperature the RRI values corresponding to MSCR Jnr and Δεnr are very close to one another, implying that both Jnr and Δεnr are equally sensitive to the TPC modification at the four test temperatures. Another observation is that the TPC dosages of 10 and 15% yield closer RRI values as seen for temperatures 50, 60, and 70 °C. The RRI for Superpave, Shenoy, and ZSV are close to each other at 50, 60, and 70 °C temperatures, while ZSV RRI is considerably higher at 40 °C than RRI for other parameters. Further, Fig. 11b also includes the RRI for HWTD rut depth calculated as a percent decrease in rut depth of mixtures with TPC modified binders compared to the control mixture. It can be interpreted from Fig. 11b that the TPC modification has a more profound effect on the mixtures’ rutting resistance than the binders’ at TPC dosages of 15 and 20%.

RRI results at a 40 °C, b 50 °C, c 60 °C, and d 70 °C
3.4 Correlation Between Binder and Mixture Rutting Parameters
Table 2 shows the correlation matrix between all binder rutting parameters and the mixture rut depth. Each cell in Table 2 is the Pearson correlation coefficient (R). Since the HWTD test was performed at 50 °C, the correlations were made with binder rutting parameters measured at 50 °C only. It is seen that both MSCR based parameters Jnr and Δεnr have a very good correlation with HWTD rut depth (R > 0.96), whereas Superpave, Shenoy, and ZSV parameters have almost the same and good correlation (R ≈ 0.90) with mix rut depth. Further, the correlation coefficients between Jnr and Δεnr, and that between and Superpave and Shenoy parameters are found higher than 0.99. Both MSCR based parameters Jnr and Δεnr can be considered as the recommended binder parameters representing the rutting potential of TPC modified binders and mixtures. This is likely due to the MSCR test being more representative of the actual vehicular loading (since the test applies loading pulses followed by rest/recovery periods in between), and also due to the ability of the test to measure permanent deformation in the nonlinear response range of the binders.
4 Conclusions
Based on the results and analysis, the following conclusions can be drawn:
-
The modification of asphalt binder with TPC particles improved the rutting resistance of the neat binder, as evidenced by all five binder rutting parameters (G*/sin δ, Shenoy parameter, ZSV, MSCR Jnr, and MSCR Δεnr) at the four test temperatures.
-
The rutting resistance of asphalt mixtures fabricated with TPC modified was also higher than the control mix as found from the Hamburg wheel tracking test on the asphalt mixtures.
-
Both MSCR parameters Jnr and non-recoverable strain rate (Δεnr) had a very good correlation with the HWTD rut depth (coefficient of correlation >0.96).
-
At each test temperature, the RRI values corresponding to MSCR Jnr and Δεnr were very close to one another, implying that both Jnr and Δεnr were equally sensitive to TPC modification at the four test temperatures.
Pyrolysis is a clean way to dispose of tire wastes and also a sustainable method to produce energy-rich products. The tire pyrolytic char generated as a by-product of the process shows a good potential for use as a sustainable and economical asphalt binder modifier and will also give way for its large-scale utilization. More in-depth studies are needed to characterize and understand other performance properties of the resulting mixtures such as fatigue life, resistance to moisture-induced damages, and aggregate-binder bonding.
References
Murugan S, Ramaswamy MC, Nagarajan G (2009) Assessment of pyrolysis oil as an energy source for diesel engines. Fuel Process Technol 90(1):67–74
Williams PT (2013) Pyrolysis of waste tyres: a review. Waste Manage 33(8):1714–1728
Martínez JD, Puy N, Murillo R, García T, Navarro MV, Mastral AM (2013) Waste tyre pyrolysis–a review. Renew Sustain Energy Rev 23:179–213
Mishra L (2016) Turning waste tyre into ‘green steel’. The Hindu. https://www.thehindu.com/business/Turning-waste-tyre-into-%E2%80%98green-steel%E2%80%99/article14518524.ece. Last accessed 2021/01/28
Li C, Fan Z, Wu S, Li Y, Gan Y, Zhang A (2018) Effect of carbon black nanoparticles from the pyrolysis of discarded tires on the performance of asphalt and its mixtures. Appl Sci 8(4):624
Xu J, Jiaxue Y, Jianglin X, Chenliang S, Wenzhi H, Juwen H, Guangming L (2020) High-value utilization of waste tires: a review with focus on modified carbon black from pyrolysis. Sci Total Environ 742:140235
Lesueur DIDIER, Dekker DL, Planche JP (1995) Comparison of carbon black from pyrolized tires to other fillers as asphalt rheology modifiers. Transp Res Rec 1515:47–55
Park T, Lee K, Salgado R, Lovell CW, Coree BJ (1997) Use of pyrolyzed carbon black as additive in hot mix asphalt. J Transp Eng 123(6):489–494
Feng ZG, Rao WY, Chen C, Tian B, Li XJ, Li PL, Guo QL (2016) Performance evaluation of bitumen modified with pyrolysis carbon black made from waste tyres. Constr Build Mater 111:495–501
Wang H, Lu G, Feng S, Wen X, Yang J (2019) Characterization of bitumen modified with pyrolytic carbon black from scrap tires. Sustainability 11(6):1631
Kumar A, Choudhary R (2020) Use of waste tyre pyrolytic products for asphalt binder modification. Int J Pavement Eng Asphalt Technol 21:35–51
Ray M, Of the world’s 15 hottest places, 10 are in India. https://www.hindustantimes.com/india-news/of-the-world-s-15-hottest-places-10-are-in-india/story-i7z7pGDp8J6Tf9aN6LLg3H.html. Last accessed 2021/02/06
Nagabhushana MN, Tiwari D, Jain PK (2013) Rutting in flexible pavement: an approach of evaluation with accelerated pavement testing facility. Procedia Soc Behav Sci 104:149–157
Domingos MDI, Faxina AL (2016) Susceptibility of asphalt binders to rutting: literature review. J Mater Civ Eng 28(2):04015134
Hajikarimi P, Rahi M, Moghadas Nejad F (2015) Comparing different rutting specification parameters using high temperature characteristics of rubber-modified asphalt binders. Road Mater Pavement Des 16(4):751–766
ASTM D6373 (2021) Standard specification for performance-graded asphalt binder. ASTM international, West Conshohocken
Shenoy A (2001) Refinement of the superpave specification parameter for performance grading of asphalt. J Transp Eng 127(5):357–362
ASTM D7405 (2020) Standard test method for multiple stress creep and recovery (MSCR) of asphalt binder using a dynamic shear rheometer. ASTM international, West Conshohocken
Golalipour A, Bahia HU, Tabatabaee HA (2017) Critical considerations toward better implementation of the multiple stress creep and recovery test. J Mater Civ Eng 29(5):04016295
Moreno-Navarro F, Tauste R, Sol-Sánchez M, Rubio-Gámez MC (2019) New approach for characterising the performance of asphalt binders through the multiple stress creep and recovery test. Road Mater Pavement Des 20(sup1):500–520
Kumar A, Choudhary R, Kumar A (2020) Characterisation of asphalt binder modified with ethylene–propylene–diene–monomer (EPDM) rubber waste from automobile industry. Road Mater Pavement Des 1–25
IS 73 (2013) Paving bitumen—specification. Bureau of Indian Standards, New Delhi
Cardona N, Campuzano F, Betancur M, Jaramillo L, Martínez JD (2018) Possibilities of carbon black recovery from waste tyre pyrolysis to be used as additive in rubber goods-a review. In: IOP conference series: materials science and engineering, vol 437. IOP Publishing, pp 012012
ASTM D2872 (2012) Standard test method for effect of heat and air on a moving film of asphalt (rolling thin-film oven test). ASTM international, West Conshohocken
MoRTH (2013) Specifications for road and bridge works (Fifth Revision). Indian Roads Congress, Govt. of India, Ministry of Road Transport and Highways, New Delhi
AASHTO T324 (2019) Standard method of test for Hamburg wheel-track testing of compacted asphalt mixtures (AASHTO)
Liu H, Zeiada W, Al-Khateeb GG, Shanableh A, Samarai M (2021) Use of the multiple stress creep recovery (MSCR) test to characterize the rutting potential of asphalt binders: a literature review. Constr Build Mater 269:121320
Acknowledgements
The authors gratefully acknowledge Innova Engineering & Fabrication (Mumbai, India) for providing the tire pyrolytic char.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Kumar, A., Choudhary, R., Kumar, A. (2022). Evaluation of Rutting Properties of Asphalt Binders and Mixtures with Tire Pyrolytic Char. In: Pasindu, H.R., Bandara, S., Mampearachchi, W.K., Fwa, T.F. (eds) Road and Airfield Pavement Technology. Lecture Notes in Civil Engineering, vol 193. Springer, Cham. https://doi.org/10.1007/978-3-030-87379-0_60
Download citation
DOI: https://doi.org/10.1007/978-3-030-87379-0_60
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-87378-3
Online ISBN: 978-3-030-87379-0
eBook Packages: EngineeringEngineering (R0)