
Abstract
Glazed pottery is a vivid symbol of the Golden Horde culture. The production of glazed dishes, mosaic architectural tiles, and toys was established almost everywhere in the Golden Horde cities. The products of these workshops are currently well studied from the standpoint of the morphology of products, stylistics of decor, but practically without taking into account the data of chemical and technological analyses. Based on the results of the analysis of glaze and clay matrix of the vessels obtained by scanning electron microscopy in combination with energy dispersive spectral analysis (SEM–EDS), this article presents the results of the chemical and technological analyses of Golden Horde glazed ceramics. The materials came from the pottery workshop in the eastern suburb of Saray al-Jedid of the Tsarevskoye medieval city. The pottery workshop on Estate III worked exclusively with a lead transparent glaze of the PbO-SiO2 type. The entire manufacturing process represents sustainable craft specialization and standardization of all stages of the production cycle from the selection and processing of reliable and limited raw materials and fixtures to finished products.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
- Golden horde
- Fourteenth century
- Glazed ceramics
- Chemical composition
- Technological characteristics
- Scanning electron microscopy
- Energy dispersive spectral analysis
1 Introduction
The collections of the Archaeological Museum of the Kazan Federal University contain materials obtained during the study of the Tsarevskoye medieval city (the Volgograd region, Russia), carried out by the Volga Region Archaeological Expedition (under the leadership of G. Fedorov-Davydov) (Bocharov 2020). A team of the Kazan State University (headed by I. Vayner) excavated the site from 1963 to 1968, studying the eastern suburbs of the medieval city. The total studied urban area is about 3000 m2. It received the provisional name “The Three Estates” (Fedorov-Davydov et al. 1974). The materials of the consolidated excavation “The Three Estates'’ on the territory of the eastern suburb made up the collection of the Tsarevskoye medieval city, deposited in the Kazan Federal University Museum. During the study of Estate III, two kilns for firing glazed red clay bowls and stamped (muld) ceramics were found in the adjacent territory. Kiln 1 was located 18 m south of the buildings of Estate III. The lower part of the firing chamber was preserved. The kiln was rectangular, 120 × 220 m, made of bricks. Kiln 2 was located 0.5 m from the outer side of the eastern wall of Estate III. It was built of bricks; the firing chamber retained the foundations of the three arches of the vault. The kiln had a rectangular shape; 1.20 × 3.00 m in dimensions. Disposed products from the pottery workshop were thrown into an abandoned reservoir on a neighboring estate, into irrigation ditches and utility pits. During the excavation, a large number of stove supplies, fragments of bowls with sgraffito ornaments (not covered with glaze), and kalyps (molds for pottery making) were found (Fig. 1). The authors of the excavations attributed the beginning of the functioning of the pottery workshop on Estate III to period IIIb with the date of the mid-70 s of the fourteenth century. In their opinion, the estate survived until 1395 in a state of neglect (Fedorov-Davydov et al. 1974).

Fragments of glazed pottery from a workshop of the Tsarevskoye medieval city
This study aims to establish the recipe and chemical composition of glaze and raw clay matrix materials and to recover the mechanism of the pottery emergence.
2 Material and Methods
The analytical sample of our research was made up of workshop products, including 8 fragments of vessels and stove supplies (stands, a kalyp-matrix form), smudges, and drops of glaze. Glazed bowls made by local potters are shaped by pulling from a lump of clay (RFK-6–7). Bowl ring bases are molded and made separately. Clay is brown–red, it has medium plasticity and sand inclusions. For all samples, both glaze and clay matrix were analyzed (Table 1). A chemical-technological study of glazed glassware was carried out using scanning electron microscopy combined with energy-dispersive spectral analysis (SEM–EDS), samples were analyzed directly. The study of the samples in back-scattered electrons was carried out on a scanning electron microscope Carl Zeiss EVO 50 inconjunction with the energy dispersive X-ray spectral analysis (SEM–EDS). Samples were sprayed with a thin layer of carbon, which was not taken into account in quantitative and qualitative analysis, to ensure the drainage of the charge from their surfaces. The samples were taken at a beam current of 800–1200 pA, an accelerating voltage of 20 kV, and a working distance of 20 mmfrom the front lens to the sample’s surface; the signal accumulation time was 120 s. The X-ray spectral analysis was performed using the Esprit Bruker software. Correction of the readings of the energy dispersive spectrometer was carried out using the ZAF-correction program module. Each sample was analyzed by 5 spectrums, which were collected from several regions. This method ensures high accuracy for detecting major and minor (for example, dyes) elements and the elimination of point analysis brings the loss in the determination of alkali metals to the minimum. For statistical processing, the data from at least three measurements of each sample with similar indicators were taken into account. The analysis average results are presented in oxides in the maximum oxidation states, oxygen was calculated by stoichiometry (Table 1). The detection limit was 0.1–0.5%. The entire “stratigraphy” of the sherd’s profile was differentiated and studied separately, with each layer analyzed by five spectra followed by the calculation of average values (see Table 1).
3 Results and Discussion
The analysis established that the pottery workshop of Estate III in the southeastern suburb of Saray al-Jedid (the Tsarevskoye medieval city) produced red clay dishes and bowls with or without engobe-engraved decor, coated with transparent, green or yellow, and brown glaze. In all spectrum, the analysis finds only one recipe for high-lead glaze double glass batch, which consisted of two glass-forming components: lead oxide varying from 41.03 to 58% with the average value is 50%, and silicon dioxide (quartz or quartz sand) varying from 27.79 to 42.73%, on average −35.09% (see Table 1). As the main source of raw materials in both glass and glazes of the PbO-SiO2 type, galena (monometallic lead ore) and lead sulfide (PbS) were typically used. The pyrometallurgical technology was used to obtain the pure lead. In the process of ore roasting (oxidative roasting), lead was oxidized, sulfur was removed, and lead litharge (PbO) was formed. Further, the resulting product was crushed into powder, mixed with crushed quartz or sand, and sintered in the oven to achieve the homogeneous substance (Tite et al. 1998). It is much easier to establish what was used as a siliceous raw material in high-lead glass—quartz pebbles or sand. This is because all impurities, expressed in units of percent, got into the charge together with sand, and if their concentration was noted at the level of trace impurities, then sufficiently pure quartz was added to pure lead.
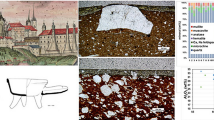
It is difficult to resolve this issue unambiguously for glaze; on the one hand, lead glaze usually has a thin covering layer. On the other hand, it has a layer of interaction between glaze and clay matrix. The nature of this diffusion layer is a reflection of almost all heat engineering processes during firing: the atmosphere and physicochemical processes in the firing chamber, temperature, firing time and cooling time, the composition of clay matrix and engobe, the presence or absence of glazeless firing, etc. In this regard, the visual-microscopic and analytical study of the vertical cleavage of the sample is important (Fig. 2, 1).

Macro photos of the SEM–EDS analysis: 1—sample C 64/1157; 2—sample C 64/354–660; 3—sample C 68/10–2; 4—sample C 64/14–2; 5—sample C 68/ 16–2
Macro photographs of the cross-section of the sherd provide information on the interaction between the ceramic base and the overlying glaze layer (Fig. 2, 2).
The processes of diffusion between the layers are reflected in the chemical composition of the interaction zone; this process is most clearly illustrated by the samples Nos 68/107 and 354/660 (see Table 1, 3–5; 15–17; Fig. 2, 3–5).
The width of the interaction zone in the samples of our analytical sample varies from 40 to 160 µm. At the same time, the narrowest diffusion zone was noted on the support for the firing of the vessels No. 68/10 (Table, 6–7) and on the wall of the matrix-form No. TsK/30 (Table 1, 17–18), on which random drops of glaze were recorded. The width of the lead glaze interfaces in the Tsarevskoye settlement workshop corresponds to the established parameters of the transition zones of lead glazes from other collections. It differs from the wider zones of interaction between alkaline glazes (Rehren and Yin 2012). The narrow interaction zones (usually 40–130 µm in the lead glaze samples) indicate a high melting rate of lead glass in a smaller temperature range (Rehren and Yin 2012).
The microstructure of the samples’ profiles reflects the physicochemical processes during firing, including movement—the penetration of the glaze into the body. The first firing of products (without glaze) ensured the maximum removal of gases from the clay matrix, but residual gas exchange processes took place during the second firing. Macro photographs show the concentration of bubbles in the clay matrix at the border with glaze and, to a lesser extent, on the boundary layer of glaze. Closer to the surface of the glaze layer there are practically no bubbles, as well as other defects (Fig. 2, 3, 5). We see two opposite movements: gases from clay go into the glaze, and how glaze fills the resulting gaps. In a thin and low-melting layer of high-lead glaze, gases find a free outlet without disturbing (damaging) the smooth and even surface. Since lead glaze has a low melting point with a coefficient of thermal expansion similar to that of ceramic, cracking and flaking of this glaze is much less common than alkaline glazes (Henshaw et al. 2005). This is the situation in which we can observe o- + n our samples (see Fig. 1).
High-lead glasses are characterized by a small amount of alkali metal compounds. In our sample, there is 1.8% on average, as well as calcium oxides—1.35% and magnesium—1.10% (see Table 1). These elements, like aluminum, are primarily natural inclusions in silicon dioxide. At the same time, the glaze of all samples is distinguished by a rather high Al concentration, ranging from 3.71 to 7.39%, with the average value being 6%. The source of aluminum oxide in glaze could be the deliberate addition of clay to the batch to increase the viscosity (Tite et al. 1998; al-Saad 2002; Henshaw 2010). Saiko (1963) admits this option, relying on ethnographic data and the practice of handicraft ceramists in Central Asia. It should be borne i mind that the diffusion process also could cause the entry of these elements into glaze from the clay matrix of vessels, and calcites from engobe (Henshaw 2010).
The concentration of lead in the glass of the PbO-SiO2 type defines it as a glass-forming element, but in combination with copper oxide, it could also function as a dye in green glazes, and, being a strong flux, lowering the melting point of Si. The main dye is iron compounds (Table 1), on average 2.84%. At the same time, a lower concentration of iron compounds was sufficient to achieve the coloring effect as silicate raw materials—the sand of the Lower Volga region—contains a significant amount of iron (Kuznetsov et al. 1981).
In five samples, in addition to iron, copper average 0.88% are active dyes producing different shades of green (Table 1, 1, 3, 6, 11, 13). A high percentage of iron, especially with a low concentration of copper (0.08–0.25%), gives the glaze a yellow (Table 1, 9, 15) or brown (Table 1, 17). Copper in glaze provided color and additionally also greatly lowered the melting point (Saiko 1963).
The glaze of all eight samples is transparent: the results of the analysis show the absence of tin and antimony oxides. Neither antimony nor manganese was used as bleaching agents-clarifiers in the recipe. The analysis shows an almost uniform glaze composition, which is caused by a stable and standard technology as well as the raw materials of the narrow region of the Lower Volga region.
The results of the clay matrix analysis also demonstrate a narrow localization of values (Table 1), reflecting the general source of raw materials. The unity of the raw material base is also confirmed by the fact that there are also technical ceramics in addition to dishes in the analytical sample – stands for firing (Table 1, 1,2) and a kalyp-matrix form for making a relief ornament (Table 1: 17). Most of the clay matrix samples were taken from the area of active diffusion of the glaze and the clay matrix itself, so the analysis showed the presence of the glaze lead (on average 4.65%); this impurity is especially significant in the clay matrix of the green dish 12.91% (Table 1: 5). In this regard, a high percentage of lead oxide in two samples of engobe 29.75% and 27.66% looks natural; engobe is an interface between the glaze and the clay matrix (Table 1: 4,8). Two more samples were taken from the crock edge opposite to the glaze coating; this area did not experience the glaze diffusion process and there is no lead oxide at all (Table 1: 7, 17).
In this study, the determination of the temperature regime of glaze firing was not an original task, but we have an opportunity to assume this matter, relying on the publication of the results of studies of Islamic ceramics in other regions, which should be considered as the starting point for the beginning of the Golden Horde tradition of pottery. The melting points for Iranian alkaline glazes were determined at 800–900 °C and for Iranian lead glazes at about 650 °C (Hill 2004). In Central Asian lead glazes, the lowest calculated firing temperatures were 700–760 °C. The Tsarevskoye samples must also have similar values. During the excavation of the Tsarevskoye workshop, Guseva (1974) drew attention to the fact that the bulk of the scrap and broken products belonged to fragments of vessels without glaze, i.e. blanks that have failed the first firing, while there were incomparably fewer defective glazed items. This fact was explained by the lower temperature of the second firing (Guseva 1974). Microscopic examination of clay of the vessels showed the presence of glassy neoplasms,Footnote 1 reflecting the initial stage of the polymorphic transformation of silica into tridymite, which occurs at temperatures above 870 °C (Valiulina 2005). At the same time, there are rare carbonate grains with signs of temperature transformations, but not destroyed. Carbonates are destroyed at a temperature of 950 °C, i.e. it can be concluded that the temperature of the first firing was not higher than 900 °C.
4 Conclusion
The pottery workshop on Estate III in the eastern suburb of the Tsarevskoye medieval city worked exclusively with a lead transparent glaze of the PbO-SiO2 type. The entire manufacturing process represents sustainable craft specialization and standardization of all stages of the production cycle from the selection and processing of reliable and limited raw materials and fixtures to finished products.
Based on materials from the pottery workshop, the technological characterization and expediency of the formulation of high-lead glazes of a double charge (PbO-SiO2) have been described. Currently, the technological advantages of lead raw materials have been proven: such raw materials are easier to process, they are more predictable in production, glaze covers the surface with a smooth, even layer; it has a shiny surface and a clear color. All these qualities have provided a wide chronological and geographical range of the existence of high-lead glaze. The chemical and technological characteristics of the Tsarevskoye glazed pottery confirmed the affinity of the production of glazed dishes with the craft tradition of lead glazes of Central Asia. But if the formation of the technological tradition of using lead glaze in Akhsiket, Sughd, Shash, and other cities of Central Asia, was formed over 6–7 generations (Henshaw 2010), then there was no “period of apprenticeship” in the craft of the Golden Horde. Instead, it appropriated ready-made cultural and technical achievements of the conquered peoples.
Notes
- 1.
Apparently, N. Bulatov considered these formations in the clay matrix of the glazed vessels of the Selitrennoye and Tsarevskoye medieval cites to be an additive of crushed glass (Bulatov 1976).
References
al-Saad Ziad.: Chemical Composition and Manufacturing Technology of a Collection of Various Types of Islamic Glazes Excavated from Jordan. Journal of Archaeological Science 29, 803–810 (2002)
Bocharov, S. G.: Krasnoglinyanaya Ceramica s biryuzovoi glazuryu iz arkheologicheskikh issledovanii Tsarevskogo gorodishcha (Red clay pottery with turquoise glaze from the archaeological research of Tsarevskoye medieval city). Povolzhskaya arheologiya (Volga Region Archaeology) 2(32), 32–39 (2020) (In Russian)
Bulatov, N.M.: Klassifikatsiya krasnoglinyanoi polivnoi keramiki zolotoordynskikh gorodov (Classification of red clay glazed pottery of the Golden Horde cities). In: Srednevekovye pamyatniki Povolzhya (Medieval monuments of the Volga Region), 73–107. Nauka Publ., Moscow (1976) (In Russian)
Guseva, T. V.: Remeslennye masterskie v vostochnom prigorode Novogo Saraya (Craft workshops in the eastern suburbs of New Saray). Sovetskaya arheologiya (Soviet Archaeology) 3, 125–141 (1974) (In Russian)
Fedorov-Davydov, G. A., Vainer, I. C., Guseva, T. V.: Issledovanie trekh usadeb v vostochnom prigorode Novogo Saraya (Tsarevskogo gorodishcha) (Research of three estates in the eastern suburb of New Saray (Tsarevskoye)). In: Goroda Povolzhya v srednie veka (The cities of the Volga Region in the Middle Ages), 89–125. Nauka Publ., Moscow (1974) (In Russian)
Henshaw, C.M.: Early Islamic Ceramics and Glazes of Akhsiket, Uzbekistan, 315 p. (2010)
Henshaw, C., Reren, Th., Papachristou, O., Anarbaev, A. A.: Lead-glazed slipware of 10th – 11th-century Akhsiket, Uzbekistan. Archaeometric and Archaeological Approach to Ceramics. Papers presented at EMAC05, 8th European Meeting on Ancient Ceramics. Lion (2005) BAR International Series 1691, 145–148 (2007)
Hill, D. V.: The materials and technology of glazed ceramics from the Deh Luran plain, southwestern Iran, 49 p. Michigan (2004)
Kuznetsov, A. V., Shamanskii, I. I., Miropolskaia, G. L., Tumanova, E. S.: Formovochnye i stekolnye peski SSSR (USSR Molding and Glassmaking Sand), 192p. Nedra Publ., Moscow (1981) (In Russian)
Rehren, T., Yin, M.: Melt formation in lime-rich proto-porcelain glazes. Journal of Archaeological Science 39, 2969–2983 (2012)
Saiko, E. V.: Glazuri keramiki Srednei Asii VIII-XII vv. (Po materialam keramicheskikh kompleksov Khuttalya, Sogda, Fergany) (Glazes of pottery of Central Asia 8–12 centuries (According to of ceramic complexes of Kutalya, Sogd, Fergana), 140 p. Tadzik Academy of Science Publ., Dushanbe (1963) (In Russian)
Tite, M. S., Freestone, I. C., Mason, R., Molera, J., Vendrell–Saz, M., Wood, N.: Lead glazes in antiquity – methods of production and reasons for use. Archaeometry 40, 241–260 (1998)
Valiulina, S. I.: Steklo Volzhskoi Bulgarii (po materialam Bilyarskogo gorodishcha) (Glass of the Volga Bulgaria (based on materials from the Bilyar medieval town), 280 p.Kazan University Publ., Kazan (2005) (In Russian)
Acknowledgements
The study was carried out with the financial support of the RFBR, grant No.20-09-00240 “Tsarevskoye medieval city: research of materials from excavations of 1961–1968. From the funds of the Archaeological Museum of the Kazan Federal University and the Historical Museum.” We would like to express our gratitude to A. Trifonov.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Valiulina, S.I., Bocharov, S.G. (2022). Chemical and Technological Characteristics of Glazed Vessels from the Pottery Workshop of the Tsarevskoye Medieval City. In: Ankusheva, N., Chechushkov, I.V., Stepanov, I., Ankushev, M., Ankusheva, P. (eds) Geoarchaeology and Archaeological Mineralogy. Springer Proceedings in Earth and Environmental Sciences. Springer, Cham. https://doi.org/10.1007/978-3-030-86040-0_20
Download citation
DOI: https://doi.org/10.1007/978-3-030-86040-0_20
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-86039-4
Online ISBN: 978-3-030-86040-0
eBook Packages: Earth and Environmental ScienceEarth and Environmental Science (R0)