
Abstract
Autofocus systems are nowadays fundamental for camera modules and eventually for the success of any new smartphone. VCM (voice coil motor) is widely used for this purpose. In this chapter, a tunable lens, based on a MOEMS (Micro-Opto-Electro-Mechanical system) is proposed as an alternative to VCM, and it is described from the basic concept to the current implementation. The lens is basically a transparent membrane connected by a soft polymer to a rigid back window. Membrane curvature is changed by means of a piezoelectric actuator. By mean of piezoelectric actuation, the main advantages of the described tunable lens are the speed and the low power consumption.
The fundamentals of technology platform allowing the fabrication of this device is described as well, emphasizing all the most important process steps and parameter. Simulation and test results are finally presented and discussed, also showing the trade-offs between actuation range, die size, lens aperture, and image quality (i.e., wavefront error).
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
- MOEMS (Micro-Opto-Electro-Mechanical system)
- Tunable lens
- Autofocus
- Camera module
- Piezoelectric actuators
- Membranes
- VCM (voice coil motor)
- Optical polymer
- Antireflective coating (ARC)
- Optical power
- Wavefront error
1 Tunable Lenses and Voice Coil Motor
Autofocus technologies are nowadays fundamental for mobile camera and having compact, reliable, and high performance tunable optical systems is mandatory for the success of any smartphone.
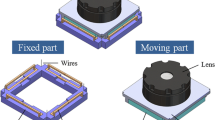
Voice coil motor (VCM) technology is the main technology in the market for such kind of systems [1]. VCMs are moving the entire lens stack with respect to the sensor to create the focusing mechanism as described in Figs. 21.1 and 21.2.

Illustration of VCM when object is far away from the camera

Illustration of VCM when object is at close distance from the camera
Figure 21.1 shows the position of the imaging lens stack for an object located at far distance from the first lens #1 (far distance from the camera module or the phone in example), while Fig. 21.2 is representing the position of the imaging lens stack for an object at close distance (10 cm) from the camera.
The VCM has been introduced in the mobile camera as early as the resolution of the sensor started to increase over 3 megapixels, and the F number has reached values as low as F/2.8. Indeed, a focusing mechanism was needed to increase the imaging quality of pictures taken from infinity to close distances.
The VCM technology was first used in the CD player head, where focusing of the optical reader head was needed to keep focus on the CD and secure reading the data accurately. Introducing it to mobile camera was an obvious and natural step. Despite the challenges it has created to the camera module supply chain, the VCM has been introduced and gradually improved to successfully take more and more market share. The more recent introduction of the phase detection (PD) capability has helped reducing the limitations related to the focusing speed inherent to the VCMs [2, 3]. The earlier autofocus (AF) algorithms were based on a full scan search and contrast hill climbing method, which for VCM required at least 15–20 frames/image acquisitions to reach the focus, resulting in a time to focus in the best case of around 500 ms. With the PD sensor, the time to focus using the same VCM has been reduced to a few frames/image acquisitions and capable to focus in less than 200 ms, which makes a quasi-instant focus for the human eye.
Despite many attempts to introduce alternative solutions, the VCM technology has established itself as predominant and most widely used in the mobile phone cameras, providing the best compromise between maturity, reliability, performance, and cost [1]. Technologies like liquid lens based on electrowetting, developed originally by Varicotic, the liquid crystal technology developed by LensVector, as well as non-tunable lens technologies like the one developed by Siimple, have not succeeded to compete with VCM for different reasons, despite some clear performances or cost advantages [1]. The liquid crystal technology had the potential to offer a cost competitive solution, but the thermal behavior and image quality could not reach the always raising performance requirement in terms of image quality. The electrowetting technology had hard time to compete with VCM from the point of view of the cost/performance’s ratio. Simple was based on a MEMS actuator for moving only the first plastic lens element of the entire lens stack (as opposed to VCM that moves the entire lens stack made of 4–6 lens elements) and had therefore a potential to be cost competitive, fast, and with low power consumption. But the technology did not come through because the required image quality could not be reached. The concentricity of the moving lens with the other lenses in the stack needed to be around 1–2 micrometers, which turned out to be very challenging.
poLight® has developed a novel technology and a products family (TLens®), based on polymer optical material and piezoelectric PZT MEMS actuators, which offers a cost competitive solution that can compete with the VCM by offering higher performances, in terms of autofocus speed, power consumption, compactness, non-magnetic interference, as well as a good robustness and long lifetime (number of autofocus cycles). poLight® is a registered trademark in European Union, India, Japan,, Norway, South Korea (KR), Taiwan, and the United States, and TLens® is a registered trademark in China, European Union, India, Japan, Norway, South Korea (KR), and the United States.
The TLens® response time is 2–3 ms (about 5 time less than typical VCM), which enables instant focus even without PD (phase detection) imaging sensor or other telemeter technology.
TLens® low power consumption when focusing has been evaluated to around 5 to 6 mW, compared to 200–250 mW for VCM. The low power consumption is key for wearable devices and video applications.
The constant field of view associated with the non-magnetic interference as well as no field of view change while changing focus (unlike VCM) make the TLens® one of the most promising options for multi-camera solutions where image stability is important to secure image stacking and image fusion.
2 TLens® Concept
The current poLight® TLens® is based on a thin-film piezoelectric MOEMS element, which is placed on a thin-glass membrane, and plays the role of an actuator. A patented soft polymer is sandwiched between this thin glass and another high-quality rigid window lens. Under voltage application, the piezoelectric material changes shape depending on the applied voltage, forcing the thin-glass membrane to bend and, consequently, to change the shape of the polymer. This leads to the variation of the optical power (OP) of the lens, allowing focusing at a therefore voltage-dependent distance. As better detailed in Sect. 21.3.3, the optical power is the inverse of the distance of focus from the lens, and it is measured in diopters (dpt, 1/m): e.g., if focus is far from lens OP~0dpt, if is at 10 cm from the lens OP = 10dpt.
The working principle is given as follows; simplification has been made for easiness and clarity. When the piezo actuator is in standby mode, no force is applied to the thin glass, and light passes through the two elements of glass and the polymer without deviation (Fig. 21.3). When a voltage is applied, the piezo actuator will immediately force the thin-glass membrane to bend accordingly (Figs. 21.4 and 21.5).

Working principle with no voltage applied to Piezo of the TLens® (0 V)

Working principle with voltage applied to Piezo of the TLens® (20 V)

Working principle with voltage applied to Piezo of the TLens® (40 V)
Membrane bending results in a change of curvature radius of one side of the lens.
The following graph represents the typical behavior of the optical power versus the voltage measured at ambient temperature. There is a hysteresis in the OP(V) curve mainly coming from hysteresis of the piezoelectric material used for the membrane actuation. (Fig. 21.6)

Typical behavior of poLight® tunable lens optical power versus voltage applied to PZT material OP(V)
3 Focusing Tunable Lens and Optical Components
3.1 Introduction
Since the TLens® is an optical component which is integrated in addition to other lenses (fixed focus or imaging lens), it has to comply with optical performance requirements, as well as offer a focusing range capability that competes with the already existing solutions in the market (mainly VCM). Standard requirements for reliability and product lifetime performances must be considered since the early phase of the development.
In the simplest configuration, the focusing functionality will be implemented on a camera module by adding the focusing TLens® in addition to the fixed focus camera. When the object is located at different distance from the camera, the TLens® can refocus and secure a sharp image on the sensor. (Fig. 21.7a shows a schematic representation of a typical Camera module with TLens®.)

Camera module with TLens®
3.2 The Basic Optical Performances
In general, the image quality is very subjective but still it can be quantified through:
-
The estimation of contrast of the image
-
The color fidelity
-
The overall artifacts performances like ghost, or flair
-
As well as geometrical distortion which usually can be compensated up to a certain level, thanks to image processing capability of the platform
The following paragraph provides simple explanations about the way TLens® requirements have been established. The reader is recommended to refer to optical engineering books for more detailed explanations and better understanding [4, 5].
The image contrast is the result of combined effects coming from different contributors. Therefore, to secure a good image contrast, the lens will have to be compliant with specification in terms of:
-
(a)
Optical cosmetic: Scattering due to inclusions/bubbles in optical material and scratches on glass surface over the useful aperture in the optical path can affect the contrast and degrade the optical quality. The optical cosmetic needs to be specified and tested such that the lens will minimize its impact.
-
(b)
Wavefront error (WFE): The sharpness of the image is quantified in terms of MTF (Modulation Transfer Function of the lens stack), and it is related to WFE of single optical components and accuracy/performances of the focusing actuator. Please refer to reference below for theory and correlation between MTF and WFE.
-
(c)
Scattering: The scattering can reduce the contrast of the image and therefore should be specified for any optical components like TLens®.
The color fidelity is related to the stability of the spectral transmittance as well as reflectance of the optical component that the light is propagating into. The TLens® will not affect the color transmittance when its own transmittance over the spectral range is constant and over 96%. The color fidelity is also of importance when creating an imaging system, and any component added shall not affect the spectral transmittance of the system over the visible spectral range.
In general, the below parameters will also affect the global image quality due to the lack of good transmittance:
-
(a)
Ghost and stray light: The image artifacts (ghost and stray light) can be generated by the lack of lens stack baffling and lack of antireflective coating on every single lens component used in the lens stack.
-
(b)
Scattering/optical cosmetic: The scattering by small inclusion will generate scattered light. Since scattering of light is dependent on 1/λ4 (Mie scattering mode [4]), the spectral transmittance may be affected by scattering). Since blue will be more scattered than red when small particles and inclusions are present, it may affect the color fidelity of the image. This is a requirement to consider for the product design.
-
(c)
Antireflective coating (ARC): When adding an optical component in an optical stack, special care must be taken to avoid creating parasitic reflection when light is transiting from air to the optical material. Antireflective coating is in general a stack of multiple layers whose thicknesses and reflective indexes are chosen in order to minimize reflection of the surface in a certain range of wavelength. Indeed, without ARC, 4% of the light will be reflected by every glass to air and air to glass interface. Thus, it is mandatory to apply ARC on each of these interfaces. The ARC requirement shall also be part of the basic requirements for the TLens®.
Also the geometrical distortion has to be controlled and must be considered at system level, rather than at lens level. Among the sources of geometrical distortion, there is the optical axis stability, which includes the gravity effect, which is a well-known weakness of VCM. The tilt generated by VCM is wide enough to require very specific processing and calibration, which could lead to non-robust image solution/low-quality image when it comes to image stacking/computational photography applications. TLens® shows significant advantage with respect VCM in terms of optical axis stability.
3.3 Main Mechanical Features for an Autofocus System
In the previous paragraph, we have mentioned the optical performances that a tunable lens must guarantee. It is also important to guarantee focusing performances of the tunable lens.
Equation 21.1 expresses the relationship between the equivalent stroke of VCM for a given optical power variation for a typical camera module that has a lens with a given effective focal length EFL or field of view and the optical power variation OP of a tunable lens to perform the equivalent refocus or defocus.
where VCM is the stroke of VCM (m), OP is the optical power variation (in diopter or 1/m), and EFL is the effective focal length of the imaging lens (mm).
Considering d1 as the minimum distance of an object from the camera that system can focus, while d2 the maximum distance, ∆OP can be written as:
Considering a typical condition where EFL is 4 mm, d1 = 10cm and d2 = ∞, the equivalent stroke of the VCM is 160 μm.
On the other hand, in the case of poLight® TLens®, the OP change is given by the change of curvature of the glass membrane R c, as shown in Figs. 21.2, 21.3, 21.4, and 21.5. Following the well-known Lens Maker’s [5], it is possible to write the optical power OP as:
where d is the distance of the object to be focused, n l is the refractive index of the lens, and R 0 is the curvature radius of the glass support which is infinite.
The aperture diameter of a tunable lens is important too, since it could affect the so-called F-number FN of the system:
where EFL is the effective focal length of the lens stack and Ø is the minimum useful diameter of the imaging lens aperture.
Allowing small F-number, i.e., having large lens aperture, is fundamental to get picture in dark condition, since it allows to capture more light given a certain focal length.
Finally, another important parameter for a camera is the field of view α, which is defined in Fig. 21.7b and is fundamental to guarantee the capture of a scene as wide as possible. Field of view can be written in terms of focal length and image sensor diagonal D, assuming of course that lens aperture/lens stop does not limit it:

Simplified sketch of a camera module showing the relation between EFL, FOV, and lens and TLens® Stop
Thus, allowing large diameter lenses helps also to keep high field of view.
4 TLens® Product Architecture
4.1 TLens® Components
The autofocus system developed by poLight®, i.e., the TLens®, is made of three components, a MOEMS actuator, the poLight® polymer, and the back window, as illustrated in Fig. 21.8.

Exploded view of a TLens®
The final product is the result of the assembly of the three components, which are manufactured by different suppliers and poLight®. The manufacturing of the MOEMS part, called front-end operation, is done by ST Microelectronics. The final assembly of the different components, called the back-end operation, is made by a specialized company.
The MEMS actuator is made of a piezoelectric layer deposited on a thin-glass membrane that is attached to a silicon wall. The polymer is attached to the membrane as well as the glass window at back-end.
The simplified assembly process flow of the TLens® is shown in Fig. 21.9.

Simplified process flow of the TLens® assembly
After the assembly, a customized final test is performed on all lenses. The final test has been designed specifically to guarantee the optical and focusing performances of the TLens®. As the TLens® is a new product, with new functionalities, no standard equipment was available when the development started. poLight® has developed dedicated test processes and equipment together with commercial equipment vendors.
poLight® has developed the TLens® with a package (Fig. 21.10) to facilitate the integration of the TLens® on a camera module, with minimized mechanical stress impact on the MEMS actuator from external forces. It guarantees optimum TLens® performance over the operating temperature range and storage conditions, as well as mechanical robustness to withstand tests according to the most demanding mobile phone requirements [6].

Essential parts of packaged TLens® (example)
It goes without mentioning that the performances of the MEMS actuator will be fundamental to enable high product performances. Indeed, the high optical quality, low power consumption, fast focus speed, high optical axis stability, and low hysteresis are key performances enabled by the MOEMS design and the materials used.
To secure the optical performances, the TLens® has been designed such that the actuation-induced deformation of the glass membrane is as spherical as possible, generating a high-quality plano-concave or convex lens (low WFE), while providing an optimum optical power variation range.
The optical index of refraction matching between the glass membrane, the polymer, the supporting glass (referred as back-window), and the antireflective coating ensures that the optical transmittance is optimized for the visible spectrum. If needed, the antireflective coating could be tuned to other wavelength range, for example, infrared (IR). This coating is embedded and part of the MEMS structure, as described later in the chapter, but it may also be deposited on the lens later in the process.
The characteristics of the piezo element enable a change of focus in the lens within a millisecond (ms). As the piezo element is controlled by voltage and is electrically equivalent to a small capacitor, the power consumption is extremely low, compared with existing VCM, since there is only consumption related to charge/discharge of a capacitor.
Such an architecture exhibits a good thermal stability, which is needed to enable a stable focusing mechanism over a wide operating temperature range.
The basic architecture of the TLens® and different important features of the device have been patented [7].
4.2 TLens® Target Specifications
The table below summarizes the list of parameters to be considered for design and process optimizations to create a robust and competitive product family. Typical target performances for an example TLens® are summarized in Table 21.1 as example.
The TLens® has been designed and developed to comply with demands of a mission profile specific to applications like camera for mobile phones. Table 21.2 gives a summary of the minimum environmental tests that any optical component shall comply with for the mobile phone application.
5 Thin-Film PZT MEMS Technology for Tunable Lens
5.1 The MEMS Actuator: General Considerations
Several different actuator principles and technologies have been investigated at the early stage of the product development. Electromagnetic actuators (like VCM) have the advantage of large displacements and are therefore widely used in the mobile industry. They have however important limitations related to size, power consumption, and speed. A few linear actuators based on conventional electromagnetic or piezoelectric actuation have been considered but were discarded as too bulky. Thermal actuators are usually slow and have high power consumption (more than 100 mW) ([8, 9]). Microscale hydraulic and pneumatic actuators have also been demonstrated ([9, 10]), but they have serious limitations in terms of reliability, low speed, and high thermal sensitivity. Electrostatic actuators, widely used in microdevices, have been tested at early stage ([11, 12]), but discarded very quickly by poLight® because the achievable forces were too weak, which constitutes a serious limitation for the TLens®.
Based on experiments and early testing, the thin-film piezoelectric actuation has been identified as the best option for the TLens® actuator, due to its advantage in terms of speed and power consumption. This choice has driven the design of the product architecture since the early stage of the development.
The need of a transparent membrane was also a clear requirement. Furthermore, mechanical properties of the membrane are fundamental since its stiffness affects the actuation range and it will secure the required optical surface sphericity that the polymer alone could not have secured. This has been a key constraint. Considerable effort has been made to find a material that could offer the correct mechanical and optical performances, as well as a good compatibility with the MEMS processes in general, as well as the specifics of the thin-film piezoelectric material and processes, which usually involve relatively high temperatures. More information about this topic can be found in [13].
Many iterations have been required to eventually converge to a material and structure that could guarantee the lifetime of the product over the operating condition of mobile devices.
Indeed, the stability, over the operating temperature range, as well as extreme humidity conditions, must be guaranteed. The evolution of the mobile phone design, increasingly more compact, thinner, stiffer, and harder, has driven the need of increasingly high shock resistance for all mobile phone components. The accelerations applied to the mobile phone component has raised from a 5000G in the 2008 to currently over 40000G, which creates significant challenge for mechanical robustness. poLight® has implemented solutions that are patent pending. The reader will find the description of the feature that has been added to improve the drop test resistance in [14].
5.2 MEMS Actuator Architecture
The selected architecture of the MEMS actuator is shown schematically in Figs. 21.10 and 21.11, and described later in this paragraph. All features and layers have been implemented to guarantee performances and robustness of the manufacturing processes. poLight® has patented the key MEMS architecture [14].

TLens® actuator layout and cross-section line
Because of the mechanical stresses of the different layers and because of drift phenomena and temperature-induced effects, the glass membrane is usually not entirely flat for zero actuation voltage. When the membrane is bent upwards, the TLens® presents a positive optical power (OP), and when the membrane is bent downwards, the optical power of the lens is negative. The amplitude and the sign of the membrane deflection in non-actuated stage are mainly related to the stresses induced by the different materials and processes used to manufacture the MEMS actuator.
At system level (camera module level), it is important that focus on infinity (i.e., zero optical power) is always achievable over the entire operating temperature range and over the lifetime of the device. The architecture of the MEMS design is therefore made such that it is always possible to achieve this condition by actuation within the voltage range available. Since the piezoelectric actuation using a single piezoelectric layer as shown in Fig. 21.12 is basically monodirectional, bending the membrane upwards, the room temperature optical power at zero voltage (offset) for the as-fabricated actuator shall be negative, i.e., downward bent membrane. Consider that also contributions from the camera module (not illustrated in the figure) must be considered when the whole system is analyzed.


TLens® actuator cross section and color code

Top view of tunable lens: main components are highlighted
Since the actuator has to be used under voltage, electrical connection and pad areas have been included in the layout. The reader will note the presence of redundant contact pads, since only two electrodes are needed, and that the contact pads are not located on top of the active piezoelectric material. Such implementation allows robust electrical connection for final testing as well as electrical connection in any device, without altering the reliability under extreme operating and humidity conditions.
As described earlier, an antireflective coating (ARC) shall be applied on any glass/air interface, to minimize the reflections over the visible wavelength range. The ARC layer is deposited by common wafer fab methods. It consists of a multiple stack of alternatively high and low index of refraction materials for which the thickness has been optimized to create an antireflective function. More information about the ARC coating is given in [15].
From an optical point of view, the antireflective coating deposited on top of the actuator chip is one of the most important parts, designed to avoid ghost images. The choice of materials was determined by the materials and processes available at the fabrication site. The layers thicknesses have been chosen considering the process capability, for stable performance.
The top ARC covers as much of the chip as possible. It is only removed from the pads, where electrical contact to the metal is needed, and at the chip edges, in the dicing area.
The capability to manage the stress in each material and layer is usually a key point for a MEMS process and this is even more true for the TLens®, since any stress and thickness variation in the material stack of the basic elements, such as the piezo, the glass membrane, and the silicon frame, will be translated in variability of the glass membrane bending, meaning variation of the optical power of the non-actuated TLens® eventually. Furthermore, intrinsic stresses, especially the one of the membrane can affect also the structure stiffness and thus the actuation range. Consequently, poLight® and ST engineers have optimized the TLens® architecture to minimize the influence of stress variations.
To obtain the target specification in terms of typical optical power OP of the non-actuated lens (i.e., at 0 V), thickness and stress of the passivation layer in Fig. 21.12 have been properly chosen, so that this layer has both passivation and compensation function. In particular, to guarantee a negative OP at 0 V, the layer stress is compressive, so that it drives downwards the membrane.
Since this layer also performs a passivation function, it covers as much of the chip as possible. It is removed from the aperture area, out of optical considerations (since it is not transparent), from the pads area where electrical contact to the metal is needed, and at the chip edges, in the dicing area. In this way, the membrane deflection at zero applied voltage is downward and the room temperature offset is negative.
The deposition conditions of the layers have been optimized to improve the stability of the film with respect to humidity (i.e., the stability of the stress in the layer and consequently the stability of the offset).
5.3 Thin-Film PZT MEMS: The Front-End Processing
The front-end processing of a tunable lens MEMS can be divided in four main process steps performed on a standard silicon wafer substrate:
-
Thin-glass membrane deposition
-
PZT stack fabrication
-
Passivation and antireflective coating of the lens
-
Cavity patterning and membrane release
5.3.1 Thin-Glass Membrane Deposition
The so-called glass membrane is designed to have a thickness in the range of tens of microns and it is composed of different dielectrics layers. The whole membrane stack is part of the tunable lens itself and therefore needs to fulfill demanding optical requirements, such as high transmittance in the visible range and high-level optical quality (no micro defectiveness, low roughness). A dielectric material was chosen as the main component of the stack. Its thickness is higher than standard dielectrics deposited by CVD (chemical vapor deposition) techniques commonly used in MEMS technology, and it is not difficult to understand that its uniformity and quality are of crucial importance. The dielectric thickness, intrinsic stress, and its stability strongly influence the final lens performance: in particular, the deflection of the non-actuated lens, the optical power range as well as the wavefront error WFE (please refer to the design chapter for more details).
Considering the peculiarity of the application, this process needed a long optimization to match both the design requirements and to find a stable working device.
The material needs to fulfill strict average stress requirements together with extreme thickness uniformity and a very low defectiveness. The gas flows during the CVD growth must be closely controlled. Such a deposition step must be supported by a subsequent thermal procedure to stabilize the layer itself. The integration of additional dielectric films is another important point. The introduction of a moisture barrier is mandatory to guarantee the lens membrane film stress stability over time. The sequence of dielectrics layer involves different deposition techniques together with annealing procedure. The combination of such dielectrics films is able not only to prevent moisture to diffuse inside the glass membrane but also to guarantee a combination of thickness and stress that matches the lens deflection requirement, directly related to the optical performances. The integration of this specific sequence required a particular care in order not to impact the lens optical quality (refer to Sect. 21.3.2). As a matter of fact, the substrate surface and the wafer bevel status can strongly impact the layer growth quality inducing defectiveness and nonuniformity.
5.3.2 PZT Stack Fabrication
Thin-film piezo technology is the chosen platform for the tunable lens actuator, considering its easy integration on silicon wafer and the low power consumption. The current piezo stack is made of two metallic layers (Pt as bottom electrode and TiW as top electrode) with a PZT layer deposited by sol-gel between them (Fig. 21.14). The details of deposition and patterning of such stack are illustrated in the dedicated chapter as well as the piezo figure of merit and the physical/chemical characterization techniques.

Tunable lens cross section after PZT stack fabrication
In the tunable lens process, the PZT stack is integrated on top of the glass membrane. Being fabricated via sol gel deposition, the defectivity of the layer beneath needs to be closely controlled to guarantee the good quality of piezo film.
As mentioned in the design chapter, the stress and thickness of such stack impacts the deflection of the non-actuated membrane and the OP(0 V) eventually. The intra-wafer stress and the wafer-to-wafer variability impact the device performance and the tunable lens design must be robust enough to allow all these tolerances.
The PZT layer is grown on the bottom electrode and the piezo crystallographic orientation is closely linked to the electrode properties. As explained in the dedicated chapter, the sol-gel layer needs to undergo several annealing steps to properly crystallize. The PZT layer stress is crosslinked to the bottom electrode, as the intrinsic stress is generated by the mismatch of the deformation of the two different materials during the previously mentioned annealing steps. The top electrode intrinsic stress is also influenced by the substrate on which is deposited, i.e., the PZT stack or a dielectric layer. Following such considerations, the PZT actuator stack may be considered as a unique complex system made of three different interconnected materials.
5.3.3 Passivation and Antireflective Coating of the Lens
The passivation layer has multiple purposes. As in all MEMS actuators based on PZT technology, the piezo actuator needs to be passivated with a pre-metal deposition (PMD) stack which acts as a protection during the following process steps and as an electrical insulator between electrodes and metal routing (see Fig. 21.15). The passivation layer includes dielectric materials either as single layers or a plurality of layers stacked. The metallic stack for electrical connection is deposited by PVD sputtering (physical vapor deposition) and subsequently patterned via dry etching. The dry etching recipe is optimized to have a good selectivity over the passivation layer and to guarantee no residues and low final roughness, especially in the lens area, for a good image contrast and color fidelity.

Tunable lens cross section after passivation and ARC deposition
As explained in Sect. 21.4.2, the final product has also a specific mission profile, and a barrier against potential detrimental effects of the atmosphere, in particular due to humidity, is in general mandatory. For tunable lenses, those protective films, deposited on top of the metal routing, play an important role in the device functioning, due to its compensating role of the static deflection, as shown in Sect. 21.5.2. A retuning of target thickness of about 20% in the moisture barrier, for example, can impact the optical power as much as more than 1 diopter. The device functioning is even more sensitive to other layer characteristics: the same optical performance variation can be obtained with less than 15% of intrinsic stress variation. A specific equipment management procedure was implemented to better control the “as depo” properties of such material. As explained in Sect. 21.5.2, the deep knowledge of the product sensitivity to this passivation layer has allowed to adapt its thickness and layout to properly tune the OP (0 V). Such dielectric material, which acts as moisture barrier as well as compensation layer, is removed by dry etching from the lens area, from the scribe lines to facilitate the dicing process and from the metal pads for electrical connection.
Another fundamental goal of machining a MEMS lens is to increase the transmittance spectrum intensity in the wavelength range required by application (visible light in this case). Therefrom a sequence of dielectrics layers deposited by PECVD (plasma-enhanced chemical vapor deposition) was developed to match the desired optical requirements at glass/air interface. The films sequence includes oxide layers based on silicon and nitrogen that were specifically chosen (i.e., with proper refractive index mismatch) to reduce the light reflection. The thickness of such oxides needs to be strictly controlled (tolerance +/− 10%) to guarantee the performance. The ARC (antireflective coating) stack covers the whole die, apart from metal pads for electrical connection.
5.3.4 Cavity Patterning and Membrane Release
To allow a very robust optical path and a simple implementation of the tunable lens, the final device thickness is limited to few hundreds of microns. After the actuator is machined, the fabrication flow involves wafer thinning. The silicon substrate undergoes a silicon grinding procedure followed by a final stress release step. Thickness measurements are performed to check that the target value is matched. Further process steps are required to pattern the cavity and release the dielectrics membrane. Figure 21.16 shows a view of the device after cavity etch.

Backside view of the tunable lens device after cavity patterning (optical microscope)
To carry out such fabrication, a sequence of lithography, deep silicon dry etching (hundreds of microns), and cleaning steps is performed. The previously mentioned procedures involve reverse-side wafer processing. To preserve the integrity of the top layers, particularly focusing on the lens surface optical quality, the wafer frontside needs to be protected during the patterning of the backside. The integration of a protective layer in the final steps of the fabrication of a tunable lens device is sophisticated and challenging.
The selected procedure needs to fulfill many requirements. First, the protective layer needs to be robust in order to prevent the frontside surface from scratches and from particles that could be eventually embedded in the functional layers during the reversed wafer processing. Such a layer will be the contact surface of many handling tools; therefore its impact on the different chucks needs to be carefully evaluated as well as its influence on wafer manufacturability. The protective layer needs to withstand high temperature procedure, remaining as stable as possible to not impact the wafer handling feasibility. The bow of the wafer after thinning can be strongly impacted by any additional layer and should be carefully managed. Finally, this support layer is removed with a sequence of cleaning steps properly selected to address both the chemical compatibility with the layers on the wafer and the final cleanliness. The surface needs to be clean and with the same optical performances as designed, particularly no residues that can cause light scattering should be present, and the ARC layer must be preserved.
The backside etching step is a delicate phase of the process and it has a huge impact on many features of the final device. During this machining, a significant part of the silicon substrate is removed, leaving a fragile wafer where the main part of the device is the thin membrane (<20 um thickness) as shown in Fig. 21.17. The backside mask layout was properly modified to improve the robustness of the etched wafer (see Fig. 21.18, with the “cross” where silicon is not removed), which needs to be handled during the following procedures (resist stripping, cleanings, metrology steps, automatic optical inspection). Firstly, a fine-tuning process was needed to guarantee high uniformity of the cavity dimensions within the wafer. It should be noted that the discontinuous pattern (thick silicon cross), introduced to reduce the wafer fragility, strongly influences the etching uniformity. The process recipe was optimized to guarantee the cavity dimensions specification. Another crucial point is the oxide landing layer of the silicon etching. As a matter of fact, the residual oxide thickness impacts the lens performance, and it should be uniform from die to die. Many efforts are put in place from an industrial point of view: equipment control procedures, preventive maintenance routine, logic test management, and process control strategies. A detail of the typical appearance of the back of the wafer after cavity patterning can be seen in Fig. 21.19.

Simplified sketch of a die after backside etching (drawing not to scale)

Wafer backside after cavity patterning with the typical thick silicon cross

Cavity array appearance at scanning electron microscope (SEM)
Furthermore, the cavity inside status, both silicon sidewalls and oxide upper surface, has an impact on the final delicate procedure of lens assembly. Silicon sidewall defects created during a non-optimized etching step or any undesired residues (polymers, photoresist, particles) can negatively influence the back-end process during which the polymer is encapsulated between the back window and the actuator itself. Examples of residues due to not optimized cleaning sequence are shown in Fig. 21.20.

Dark field optical microscope inspection of lens area: example of residues due to not optimized cleaning sequence (left), optimized cleaning sequence (right)
Surface wettability, as determined by the final cleanings, may induce from one side polymer overflow or, on the opposite, a totally inefficient coupling with the dielectric membrane. The consequence would be a lens nonconformity or may eventually evolve in a die failure. Following the previous considerations, some options of final resist and polymer removal steps had to be discharged. The final cleanings were therefrom optimized including a combination of oxygen plasma and organic cleaning and excluding water-based solution.
6 Design and Simulations of the Actuator
Finite element modelling and physics simulations by COMSOL software have been used to model the entire TLens®. Detailed layers geometry and physical properties have been implemented to simulate the actuator performances as well as optical performances of the TLens®.
Main parameters that could be extracted by simulations are OP(V), i.e., optical power as a function of V and WFE(V), i.e., wavefront error as a function of V. OP(V) can be calculated by using Eq. (21.3) where the curvature radius is extracted by deflected shape from FEM simulations. WFE can be extracted also from simulations, by calculating the rms error of deflected shape of the lens with respect to ideal spherical deformation, which leads to a nonspherical wavefront of the focused light. Figure 21.21 shows a typical deflected shape of the lens (complete of polymer and back-window).

Simulated deflected shape of TLens® a) at 0 V actuation b) at 50 V actuation. One quart of the geometry only is simulated exploiting geometry symmetry axis
At a first stage, the model was used to predict the nominal performances of the TLens® and to tune/optimize the TLens® actuators. This tuning was done in communication with the MEMS Fab to set the nominal parameter of each layer, as well as the target tolerances for each of the critical parameters to control. The model has also been used to widen the TLens® product family, targeting larger aperture products. The chip size and the membrane thickness were the main parameters to play with, for an optimum size/performance trade-off. The graph in Fig. 21.22 shows the simulated maximum optical power range as a function of the diameter of the clear aperture, for a set of parameters that are in line with the nominal processes and material parameters in use at the MEMS fab. Obviously, the die size increases with the clear aperture size. At the same time, the maximum optical power (obtainable for a given maximum actuation voltage) decreases (Fig. 21.22) and the WFE RMS increases (Fig. 21.23). It means that the available focusing range increases and the WFE RMS decreases when the useful aperture decreases. As a rule of thumb, the actuator size is about 1.5 mm larger than the diameter of the useful aperture. Note also that the optical power of the non-actuated TLens® approaches zero as the aperture size increases (Fig. 21.24).

Optical power range and chip size versus TLens® diameter

Actuator size and WFE at 50 V versus useful aperture diameter

Optical power in non-actuated state (@0 V) versus the useful aperture size of the TLens®
For big apertures, the focusing range is mainly limited by the maximum WFE acceptable (larger as the membrane deflection increases). If optical quality requirements can be relaxed, TLens® can be optimized differently and exhibit larger optical power range.
Expected behavior has been validated by measurements, and impact of temperature has been evaluated as well. Figure 21.25 shows typical measured curves describing the OP of the TLens® over the actuation voltage range at different temperatures, while Fig. 21.26 shows behavior of WFE over actuation voltage and temperature.

Typical optical power versus voltage behavior for TLens® over temperature

Typical WFE over voltage range for TLens® over temperature
7 TLens® Real Performances Versus Simulations: Tolerance Analysis
The mechanical properties of the different layers with their tolerances must be considered to estimate the spread of the product performances in production. Based on preliminary sensitivity analysis, some parameters have not been considered in the tolerance analysis, as their effect is negligible compared to the other parameters.
For most layers, the thickness variation is within +/−10% of the nominal thickness, according to inline measurements.
The nominal values of the mechanical stress in the different layers were calculated from wafer bow measurements on test wafers, representing the average values across a wafer. The given tolerances windows cover mostly wafer-to-wafer and batch-to-batch variations. The stress variations within a wafer have been estimated by measuring the deflection of test structures specifically designed for this purpose (i.e., TLens®-like devices with only a few of the constituent layers), which are distributed across the wafer. Still this method provides just a first assessment, since the test structures contain more than just one layer, so that some assumptions should be done to extract parameters. By comparing the results of this tolerance analysis with statistical data from production, first assessment has been verified and refined.
Among the process parameters, stress variations of piezo material and glass membrane are expected to have a significant impact on the variations of lens optical performance. Making a pareto analysis, the glass membrane stress variation is the main contributor to the OP range variation, while piezoelectric material stress variability plays a significant to role in OP(0) spread.
A Monte Carlo analysis has been performed using COMSOL, considering, as input for parameters distribution, inline measurements for layer thickness variability, while layer stress distribution was derived from a combination of wafer-to-wafer average value variability coming from inline bow measurements and in-wafer variation coming from test structure. Piezo coefficient distribution has been estimated by inline measurements on some dedicated test structures.
Figure 21.27 shows a comparison between the simulated and the measured distributions of optical power at the minimum and the maximum actuation voltages, OP(V min ) and OP(V max ), respectively. Production data from almost 63,000 lenses have been used for comparing to simulation data.

Comparison between simulated and measured distributions of optical power. (a) is representing the distribution of optical power at Vmin (V = 0) result of the Mote Carlo simulation. (b) is representing the distribution of optical power at Vmin (V = 0) measured on 60K parts TLens®. (c) is representing the distribution of optical power at Vmax (V = 50 V) result of the Mote Carlo simulation. (d) is representing the distribution of optical power at Vmax (V = 50 V) measured on 60K parts TLens®
In general, the tolerance analysis results are relatively well aligned with the production data. It is also important to note that the included measured data are coming only from the dies that have passed all final test criteria. The only significant difference between the simulated and the measured values is the wider distribution of the simulated OP(0 V). On the other hand, the fit is good for OP(Vmax).
Table 21.3 presents some statistical values from the simulated and measured distributions.
The tolerance analysis has helped to confirm the following:
For OP(0 V) (defined by the deflection of the non-actuated membrane), the parameters with the largest effect on it are the passivation layer thickness and stress (larger offset for thicker layer and for larger compressive stress), the stress and thickness of the glass membrane (smaller offset for thicker membrane and larger tensile stress), and the stress in the piezo material (smaller offset for larger tensile stress).
The optical power range is given by the achievable membrane deflection when actuated compared to its non-actuated position. It is mostly affected by the glass membrane stress and thickness (range decreases for higher tensile stress, i.e., stiffer membrane and for thicker membrane) and by the piezo coefficient.
The parameters with the largest impact on the WFE are the glass membrane thickness and stress. This is mostly due to the effect on the spherical aberration. Aberration components can be extracted by writing the wavefront as the sum of Zernike polynomials [16]. The stiffer the membrane (thicker membrane and/or larger tensile stress), the lower the optical aberrations. It means there is a trade-off between the achievable optical power and the image quality.
8 Conclusions
We have presented the basic principle of work and technology for a poLight® Tunable lens (TLens®) with the associated fabrication process for the MEMS actuator. A system-level optical performance analysis has been performed for a typical camera module to establish the key parameters and optical performances to be achieved. Those system level target performances have been used as guide for the design and the development of such a product.
The design of the TLens® architecture and of its fabrication process flow is based on detailed finite element analyses (FEA/FEM), using, as input data, process parameters distributions (essentially layer thicknesses and stresses) coming partly from inline measurements, partly from characterization of dedicated test structures.
The developed simulation models were subsequently also used for extending the TLens® product family with tunable lenses with different useful apertures.
The effect of the MEMS process tolerances on the optical performance of the TLens® has been simulated. Overall, the analysis shows good fit to production data.
It is also important to note that the FEM and the tolerances analysis will be key for potential further process improvement activities and an important tool to improve production yield.
The selected MEMS architecture and material choice leads to several advantages:
-
(i)
Instant focus – enabling recording of several images, to be combined into one for all-in-focus image, featuring instant focus above and beyond competing technologies. The TLens® is up to 10 times faster than competing technologies.
-
(ii)
Constant field of view – provides smooth and accurate focusing as the image or video is recorded, so that the zoom effect is not visible as focus changes. Constant field of view significantly reduces the complexity of image stitching and bracketing, which is relevant for both single- and multi-camera systems.
-
(iii)
Extremely low power consumption – is an important quality for new applications in smartphones and wearables. TLens® power consumption is in the range of a few mW, where others have up to 500 mW power consumption. TLens® will therefore affect less the image sensor’s temperature when focusing, which leads to better image quality.
-
(iv)
No magnetic interference – as the TLens® does not have coils or springs, the magnetic interference is negligible.
Despite all the listed TLens® advantages, the VCM is still the most used technology and there are applications where TLens® will not be able to compete with the VCM. This is true when it comes to cost/performances balance, where the very mature VCM technology is still far ahead, benefitting from the economy of high volumes production, in which TLens® does not have yet.
In 2019 poLight® entered mass production with the two TLens® products and reached the consumer market in January 2020 (camera for a smartwatch phone), as well as industrial market in September 2020. Continuing successful market penetration will improve the competitiveness towards VCM.
9 Potential Future and Improvement
The piezo material and process are in constant evolution, and the use of new or improved piezo material enabling larger actuation range, lower hysteresis, and higher breakdown voltage is obviously a path to improve performance of the TLens®.
The recent development of camera module add in concepts, for which the TLens is placed inside the lens stack, enables a very compact solution. Such solution is a good match for the current front facing smartphone cameras, under the screen camera, screen size trends and WFOV back-camera.
In combination with lens design optimization, further piezo material improvement and process will be an interesting path to generate new TLens® structure, it will enable bigger Tlens® for a wide variety of mobile camera.
It is also interesting to observe that there are other applications, such as Augmented Reality, medical, industrial application, where small size, low power consumption, no magnetic interference and high focus speed are key performances, and as such TLens® is a promising solution and has the capability to take the lead.
In addition, poLight® key technology platform, combining optical polymers and actuators, could be enriched by other functionalities like optical image stabilization (OIS) and beam steering, which could give further opportunities to improve and enable better performances cameras.
References
Galstain, T. (2013). Smart mini cameras. CRC Press. ISBN 978-1-4665-1293-1.
Chan, C., & Huang, S., & Chen, H. H. (2017). Enhancement of phase detection for autofocus, 2017 IEEE International Conference on Image Processing (ICIP), Beijing, China, 2017, pp. 41–45.
Hamada, M. Imaging device for phase difference detection. Patent US 9,525,833, 2016.
Waren, J. S. (2008). Modern optical engineering (4th ed.). MacGrayHill.
DiMarzio, C. A. (2012). Optics for engineers. CRC Press. ISBN 978-1-4398-0725-5.
Ole-Morten Ruud, V. K. (2016). Packaging of a Tuneable Lens. In J. Kutilainen (Ed.), IMAPS- International Microelectronics and Packaging Society, Nordic. Tonsberg, Norway.
poLight® Patents, 1. l. (2020). Patent No. 8724198, ZL2007800346046, 2074465, 5581053, 5323704, 101496157, 078347507, 8199410, 037943602, 6897995, 2313798, ZL2016108066627, 2313798, 2313798, 5580819, 101372042, 2313798.
Ashtiani, A. O., & Jiang, H. “Thermally actuated liquid tunable microlens with embedded thermoelectric driver and sub-second response time,” 2013 Transducers & Eurosensors XXVII: The 17th International Conference on Solid-State Sensors, Actuators and Microsystems (TRANSDUCERS & EUROSENSORS XXVII), Barcelona, Spain, 2013, pp. 2604–2607.
Lee, J.-K., Park, K.-W., Lim, G.-B., Kim, H.-R., & Kong, S.-H. (2012). Variable-focus liquid lens based on a laterally-integrated thermopneumatic actuator. J. Opt. Soc. Korea, 16, 22–28.
Hoshino, K., & Shimoyama, I. An elastic thin-film microlens array with a pneumatic actuator," Technical Digest. MEMS 2001. 14th IEEE International Conference on Micro Electro Mechanical Systems (Cat. No.01CH37090), Interlaken, Switzerland, 2001, pp. 321–324.
Koga, A., Suzumori, K., Sudo, H., Iikura, S., & Kimura, M. (1999 Jan). Electrostatic linear microactuator mechanism for focusing a CCD camera. Journal of Lightwave Technology, 17(1), 43–47.
Pouydebasque, A. et al., Process optimization and performance analysis of an electrostatically actuated varifocal liquid lens, 2011 16th International Solid-State Sensors, Actuators and Microsystems Conference, Beijing, China, 2011, pp. 578–581.
Vladislav Vasilyev, G. K. (n.d.). Review—Mechanical Stress in Chemically Vapor Phase Deposited Boron- and Phosphorus-Contained Silicate Glass Thin Films: A Review. ECS Journal of Solid State Science and Technology, 2020 9 043003.
Henriksen, L., Kartashov, V., & Kilpinen, J. (2018). Europe Patent No. WO2019224367A1.
Nicolas Tallaron, L. H. (2018). Europe Patent No. EP3170037A1 PIEZOELECTRICALLY ACTUATED OPTICAL LENS.
Wyant, J., & Creath, K. (1992). Basic wavefront aberration theory for optical metrology. Appl Optics Optical Eng, 11.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Costantini, S., Martini, I., Paci, D., Cozma, A., Kittilsland, G., Craen, P. (2022). Tunable Lenses for Autofocus. In: Vigna, B., Ferrari, P., Villa, F.F., Lasalandra, E., Zerbini, S. (eds) Silicon Sensors and Actuators. Springer, Cham. https://doi.org/10.1007/978-3-030-80135-9_21
Download citation
DOI: https://doi.org/10.1007/978-3-030-80135-9_21
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-80134-2
Online ISBN: 978-3-030-80135-9
eBook Packages: EngineeringEngineering (R0)