
Abstract
Machining AISI 304 austenitic stainless steel is well-known as it is very challenging due to its low thermal conductivity and hardening tendency. High-cutting forces are one of the common problems encountered during the machining of this kind of hard-to-cut materials. An attempt to improve its machinability while ensuring environmentally friendly conditions has been made. This experimental study was conducted from the perspective of performance assessment of machining parameters in turning AISI 304 under dry, minimum quantity lubrication (MQL), and nanofluid MQL conditions with consideration of the cutting forces. Additionally, as a methodology, the response surface methodology (RSM) and quantitative evaluation based on the primary effects plot were used. The study revealed that nanofluid MQL offered encouraging results compared to the MQL and dry conditions. Ultimately, the desirability function optimization method (DF) has been successfully executed to determine the best optimal machining responses under different cutting cooling conditions.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
In recent years, the need to meet the machining field’s ecological and environmentally friendly aspects has become an increasingly relevant theme in research trends. Researchers have attempted a number of sustainable machining methods, such as dry, minimum quantity lubrication (MQL), and nanofluid-MQL cooling. Therefore, some investigations have been undertaken on this issue, particularly in the machining of difficult-to-cut materials such as AISI 304 stainless steel, Ni-based alloys, and Ti-based alloys. Based on the previous studies, eco-friendly sustainable machining has greatly increased its importance in the metal-cutting industry, especially in difficult-to-cut materials. Apart from that, an experimental investigation was carried out in this paper on the straight turning of AISI 304 stainless steel to statistically investigate the effect of cutting speed, feed, and cooling/lubricating conditions including dry, MQL, and nanofluid MQL on the main cutting and thrust forces.
2 Literature Review
Elbah et al. [1] performed AISI 4140 high-strength-low-alloy (HSLA) steel turning tests. Researchers studied the influence of cutting parameters such as cutting speed, feed, depth of cut and cutting radius, and dry, wet, and MQL machining environments on cutting force components. As a result, greater enhancement of the resulting cutting force was achieved under MQL machining compared to wet and dry machining environments. In their study, Rajmohan et al. [2] used a tow form of cutting fluids when turning of AISI 316L stainless steel. The authors observed that the cooling and lubricating properties of cutting fluid had been enhanced due to the inclusion of nano-particles, and the feed greatly impacted the cutting forces. Das et al. [3] carried out the hard turning experiments of HSLA steel using three different nanofluids and compared the results in terms of cutting force. The experimental findings concluded that copper oxide (CuO) nanofluid performed better than other nanofluids in terms of cutting force. Nouioua et al. [4] experimentally investigated the machinability issue of X210Cr12 steel under dry, wet, and MQL cooling conditions. It was achieved that better results in terms of cutting forces were observed for the MQL method than wet and dry machining. Bedi et al. [5] studied the effect of cutting speed on machining performance of AISI 304 under MQL conditions. Researchers examined the application potential of coconut oil and rice bran oil as cutting fluids.
Response surface methodology (RSM) -modeling method- has been widely used in the machining process. It has been proven to be effective for establishing productive models. For instance, in the study reported by Nouioua et al. [4], cutting force models were developed using the RSM approach. Based on the results, RSM models were found to be suitable for predicting cutting forces with accurate goodness of fit. In another investigation, Tebassi et al. [6] applied the RSM technique to predict cutting forces during the turning of Inconel 718. Researchers found out that RSM-generated models present a satisfactory agreement between actual values of cutting forces and estimated ones.
Likewise, finding the optimum cutting parameters has been considered a necessity in the machining process field to prevent poor quality characteristics. Therefore, various alternative computational methods such as Desirability Function (DF) have been applied successfully to optimize process parameters. Touggui et al. [7] optimized the cutting parameters during dry turning AISI 316L. The authors found that cutting speed of 212.84 m/min, feed of 0.08 mm/rev, and depth of cut of 0.1 mm were determined to minimize cutting force. Similarly, Selaimia et al. [8] experimentally explored the influence of design variables on cutting force in milling of AISI 304L and optimized the DF method’s outcomes. From experimental results, a cutting force was impacted by the depth of cut followed by feed. In their study, Laghari et al. [9] used the DF approach to optimize cutting forces in turning hard-to-cut material. In literature [10, 11], it was reported that the DF technique was successfully implemented to determine the ideal solutions under different nano-cutting cooling environments. Notably, Pavlenko et al. [12, 13] applied artificial neural networks for parameter identification of cutting forces. The influence of the contact zone’s parameters on the turning of stainless steels was studied by Klimenko et al. [14]. Recently, the optimization of process parameters for reducing cutting forces while turning of AISI 316L was investigated by Touggui et al. [15].
3 Research Methodology
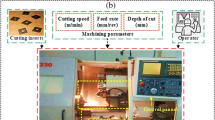
Straight turning experiments of AISI 304 with an axial length of 300 mm and diameter of 70 mm were carried out on a CNC lathe under dry, minimum quantity lubrication (MQL) nanofluid MQL cutting conditions. The cutting inserts were used as coated carbide inserts which are designated as ISO specification, namely TNMG 160408-MM 2025 supplied by Sandvik. In the MQL method, a commercial vegetable cutting fluid was used. In the nanofluid MQL method, graphene particles were added to the vegetable cutting fluid at 0.1% wt. During the turning operation, the metal-working lubricant was sprayed by a nozzle to the rake face at a flow rate of 30 ml/h and a pressure of 0.5 MPa using the MQL system. Cutting forces measurements were performed by utilizing Kistler piezoelectric dynamometer (type 9257B), which was attached to the charge amplifier, and LabVIEW software for measuring the sampling frequency and recording the force’s database. The experimental set-up is given in Fig. 1. Twenty-seven experimental tests were conducted according to Taguchi’s L27 orthogonal array. The parameters tested and their levels are given in Table 1.

Experimental set-up.
4 Results
Experimental findings associated with turning AISI 304 under various cutting conditions are discussed in this section. The first set of 9 experiments was conducted under dry conditions, the second set of 9 under MQL, and the next 9 under nanofluid MQL condition using nanographene as a cooling and lubricating agent. The results of main and thrust cutting forces are depicted in Figs. 2 and 3.

Main cutting force in dry, MQL, and nanofluid MQL straight turning.

Thrust force in dry, MQL, and nanofluid MQL straight turning.
It can be observed that the nanofluid MQL condition provided the best results in terms of cutting forces (Fy and Fz) compared to dry and MQL approaches. In comparison, the MQL offered improved results than the dry machining tests. This is primarily due to the cooling and lubricating capabilities of both nanofluid MQL and MQL methods to significantly minimize the intense rubbing between the cutting and machined steel. In addition, the mist used tends to prevent the thermal shock process and therefore balances the thermal softening happening to the cutting tool [16, 17]. The lowest cutting force values were found in the cutting test No. 21, which was conducted at a cutting speed of 220 m/min and feed of 0.12 mm/rev when nanofluid MQL was used, compared to MQL and dry conditions with an improvement of 5.80% and 11.65%, respectively.
In this study, the RSM was used to formulate a regression model between turning process responses and the design factors. The regression model for response parameters is expressed by Eq. 1:
The established models for Fy (main cutting force) and Fz (thrust force) under dry, MQL, and nanofluid MQL are given in Eqs. 2–4 and 5–7. The correlation coefficients of all proposed models were greater than 0.98. Besides, these constructed models will be used in the multi-objective optimization process case.
The main effects plot shows each control factor’s importance, such as cutting speed, feed, and cooling/lubricating condition on Fy and Fz. The effects of the studied turning process parameters on the main cutting and thrust forces are seen in Figs. 4 and 5 and discussed as follows:
The Effect of Cutting Speed
The cutting speed affects the cutting forces (Fy and Fz), particularly the main cutting force (Fy). The increase in cutting speed results in the reduction of Fy and Fz. It was observed that the lowest cutting forces could be attained by turning AISI 304 with the highest cutting speed (220 m/min). With the increase in cutting speed, a higher temperature is generated in the chip contact area. As a consequence of this, thermal softening takes place in the cutting area [18]. As a result, the chip becomes thinner and reduces the cutting forces [19].
The Effect of the Feed
The feed shows a strong effect on the cutting forces Fy and Fz. It is evident that, with the rise in feed, the cutting force tends to increase. This can be clarified as due to the long-chip contact region on the rake face [18]. Hence, an increase in the tool-chip section is a function of increased feed, leading to increased cutting forces. Other researchers have also outlined that feed is the most contributing parameter for cutting force [2, 20].
The Effect of Cooling and Lubricating Condition
The cooling and lubricating conditions also substantially affect cutting forces, especially on the thrust force (Fz) (shown in Figs. 6 and 7). Interestingly, the findings demonstrate that graphene-based nanofluid MQL exhibits efficiency in reducing main cutting and thrust forces. The explanation for this was attributed to the nanoscale structure (platelets) and lubrication properties of graphene, which could reduce friction between the tool and the workpiece [21], thus minimizing cutting forces and improving the dimensional accuracy of the workpiece.
Among the studied factors, including cutting speed, feed, and cutting condition, the feed has the most significant effect on Fy and Fz, followed by cooling and lubricating conditions.

Main effect plots for main cutting force (Fy).

Main effect plots for thrust force (Fz).
The normal probability plots of RSM-derived Fy and Fz models were given in Fig. 6. It was clear that most data points were fallen close to the straight-line trend. It may also be suggested that the assumptions of normality have been verified [22]. The estimated RSM values were compared with the experimental values and obtained in good agreement, as shown in Fig. 7.
In this study, the desirability function (DF) is performed using Design-Expert (10) software to accomplish the multi-objective purpose.

Normal probability plots for a) Fy and b) Fz.

Cutting force comparisons between experimental and RSM estimated values of Fy and Fz.
The best optimum cutting setting determined by multi-objective optimization using DF to minimize Fy and Fz was also found to be similar to the cutting setting in cutting test No. 21, when the lowest Fy and Fz were achieved during turning with the highest cutting speed (220 m/min) and smallest feed (0.12 mm/rev) under nanofluid MQL condition as shown in Fig. 8. Thus, there is no need to do a confirmation test.

Ramp function graph of the combined optimization.
5 Conclusions
In the current experimental research, an attempt was made to investigate the effects of turning process parameters on the main cutting and thrust forces when turning AISI 304 stainless steel. The considered turning process parameters were taken as cutting speed, feed, and cooling/lubricating condition. The RSM and main effects plots were used to develop the mathematical predictive models and assess the effect of various factor variables on responses. The desirability function was employed for the optimization of the responses. Based on the results, the following conclusions can be drawn:
-
The nanofluid MQL gave promising results for the reduction of cutting forces relative to dry and MQL techniques. This is mainly accredited to the cooling/lubricating capability of the nanofluid MQL to reduce the intensity of the high heat produced in the shear plan region.
-
The rise in cutting speed contributes to a decrease in cutting forces (Fy and Fz). This is due to the rise in cutting temperature in the cutting zone, which leads to the thermal softening of the manufactured material.
-
The cutting forces (Fy and Fz) tend to increase with the increase in feed attributed to a large tool-chip contact area due to increased feed.
-
The lowest Fy and Fz were obtained while turning at the highest cutting speed (220 m/min) and smallest feed (0.12 mm/rev) under nanofluid MQL.
In further research, more focus will be given to investigate and compare the effect of different solid lubricants concentration and their hybrids on machining AISI 304 stainless steel in terms of surface roughness, temperature, and chip morphology.
References
Elbah, M., Laouici, H., Benlahmidi, S., Nouioua, M., Yallese, M.A.: Comparative assessment of machining environments (dry, wet and MQL) in hard turning of AISI 4140 steel with CC6050 tools. Int. J. Adv. Manuf. Technol. 105(5–6), 2581–2597 (2019). https://doi.org/10.1007/s00170-019-04403-9
Rajmohan, T., Sathishkumar, S.D., Palanikumar, K., Ranganathan, S.: Modeling and analysis of cutting force in turning of AISI 316L stainless steel under nano cutting environment. Appl. Mech. Mater. 766–767, 949–955 (2015)
Das, A., Kumar Patel, S., Das, S.R.: Performance comparison of vegetable oil based nanofluids towards machinability improvement in hard turning of HSLA steel using minimum quantity lubrication. Mech. Ind. 20, 506 (2019)
Nouioua, M., Yallese, M.A., Khettabi, R., Belhadi, S., Mabrouki, T.: Comparative assessment of cooling conditions, including MQL technology on machining factors in an environmentally friendly approach. Int. J. Adv. Manuf. Technol. 91(9–12), 3079–3094 (2017). https://doi.org/10.1007/s00170-016-9958-5
Bedi, S.S., Behera, G.C., Datta, S.: Effects of cutting speed on MQL machining performance of AISI 304 stainless steel using uncoated carbide insert: application potential of coconut oil and rice bran oil as cutting fluids. Arab. J. Sci. Eng. 45, 8877–8893 (2020)
Tebassi, H., Yallese, M.A., Meddour, I., Girardin, F., Mabrouki, T.: On the modeling of surface roughness and cutting force when turning of Inconel 718 using artificial neural network and response surface methodology: accuracy and benefit. Period. Polytech. Mech. Eng. 61(1), 1–11 (2017)
Touggui, Y., Belhadi, S., Mechraoui, S.E., Yallese, M.A., Temmar, M.: Statistical study and multi-response optimization of cutting parameters for dry turning stainless steel AISI 316L using cermet tool. Adv. Eng. Forum 36, 28–46 (2020)
Selaimia, A., Yallese, M.A., Bensouilah, H., Meddour, I.K., Khattabi, R., Mabrouki, T.: Modeling and optimization in dry face milling of X2CrNi18-9 austenitic stainless steel using RMS and Desirability approach. Measurement 107(1), 53–67 (2017)
Laghari, R.A., Li, J., Mia, M.: Effects of turning parameters and Parametric optimization of the cutting forces in machining SiCp/Al 45 wt% composite. Metals 10, 840 (2020)
Gupta, M.K., et al.: Performance evaluation of vegetable oil-based nano-cutting fluids in environmentally friendly machining of Inconel-800 alloy. Materials 12, 2792 (2019)
Öndin, O., Kıvak, T., Sarıkaya, M., Yıldırım, Ç.V.: Investigation of the influence of MWCNTs mixed nanofluid on the machinability characteristics of PH 13–8 Mo stainless steel. Tribol. Int. 148, 106323 (2020)
Pavlenko, I., et al.: Parameter identification of cutting forces in crankshaft grinding using artificial neural networks. Materials 13(23), 5357 (2020). https://doi.org/10.3390/ma13235357
Pavlenko, I., Trojanowska, J., Ivanov, V., Liaposhchenko, O.: Parameter identification of hydro-mechanical processes using artificial intelligence systems. Int. J. Mechatron. Appl. Mech. 2019(5), 19–26 (2019)
Klimenko, S.A., Klimenko, S.An., Manokhin, A.S., Mel’nichuk, Yu.A., Kopieikina, M.Yu., Chumak, A.A.: Contact stresses on the rake face of cutting tools with PCBN in turning of hardened steel. J. Eng. Sci. 4(1), F8–E14 (2017). https://doi.org/10.21272/jes.2017.4(1).f2
Touggui, Y., Belhadi, S., Uysal, A., Temmar, M., Yallese, M.A.: A comparative study on performance of cermet and coated carbide inserts in straight turning AISI 316L austenitic stainless steel. Int. J. Adv. Manuf. Technol. 112(1–2), 241–260 (2020). https://doi.org/10.1007/s00170-020-06385-5
Hegab, H., Umer, U., Deiab, I., Kishawy, H.: Performance evaluation of Ti-6Al-4V machining using nano-cutting fluids under minimum quantity lubrication. Int. J. Adv. Manuf. Technol. 95, 4229–4241 (2018)
Hegab, H., Kishawy, H.A., Umer, U., Mohany, A.: A model for machining with nano-additives based minimum quantity lubrication. Int. J. Adv. Manuf. Technol. 102(5–8), 2013–2028 (2019). https://doi.org/10.1007/s00170-019-03294-0
Sied Ahmed, Y., Youssef, H., El-Hofy, H., Ahmed, M.: Prediction and optimization of drilling parameters in drilling of AISI 304 and AISI 2205 steels with PVD monolayer and multilayer coated drills. J. Manuf. Mater. Process. 2(1), 1–16 (2018)
Seid Ahmed, Y., Paiva, J., Covelli, D., Veldhuis, S.: Investigation of coated cutting tool performance during machining of super duplex stainless steels through 3D wear evaluations. Coatings 7, 127 (2017)
Nur, R., Noordin, M.Y., Izman, S., Kurniawn, D.: Machining parameters effect in dry turning of AISI 316L stainless steel using coated carbide tools. J. Process Mech. Eng. 231(1), 676–683 (2017)
Xu, Y., Peng, Y., Dearn, K.D., Zheng, X., Yao, L., Hu, X.: Synergistic lubricating behaviors of graphene and MoS2 dispersed in esterified bio-oil for steel/steel contact. Wear 342–343, 297–309 (2015)
Mia, M., et al.: Effect of time-controlled MQL pulsing on surface roughness in hard turning by statistical analysis and artificial neural network. Int. J. Adv. Manuf. Technol. 91(9–12), 3211–3223 (2017). https://doi.org/10.1007/s00170-016-9978-1
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Touggui, Y., Uysal, A., Emiroglu, U., Dzhemilov, E. (2021). An Experimental and Statistical Investigation on Cutting Forces in Turning of AISI 304 Stainless Steel Under Dry, MQL and Nanofluid MQL Conditions. In: Ivanov, V., Trojanowska, J., Pavlenko, I., Zajac, J., Peraković, D. (eds) Advances in Design, Simulation and Manufacturing IV. DSMIE 2021. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-77719-7_51
Download citation
DOI: https://doi.org/10.1007/978-3-030-77719-7_51
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-77718-0
Online ISBN: 978-3-030-77719-7
eBook Packages: EngineeringEngineering (R0)