
Abstract
In metal machining, minimum quantity lubrication (MQL) refers to supply of an optimal amount of cutting fluid into tool-work interfacial region. As compared to traditional dry machining, machining process executed under MQL has several advantages. Properties of cutting fluid play important role toward machining performance. In the present work, application potential of rice bran oil is compared with coconut oil in the context of MQL machining of AISI 304 stainless steel. Cutting force magnitude, approximate tool-tip temperature, flank wear depth, etc., are studied as machining performance indicators. In addition, different tool wear mechanisms, chip morphology, and surface roughness of the machined work part are studied in detail. It is experienced that MQL (rice bran oil) outperforms MQL (coconut oil). MQL (rice bran oil) exhibits lower cutting force, lesser tool-tip temperature, reduced extent of tool wear, and better machined surface finish than dry as well as MQL (coconut oil) machining.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Research Background
AISI 304SS (stainless steel) is an austenitic stainless steel having wide range of industrial applications. This is due to its outstanding corrosion resistance property. However, it exhibits strong work-hardening tendency and possesses poor thermal conductivity. Severe tool wear, and hence, disappointing surface finish of the machined work part are common problems. Low thermal conductivity of this material causes evolution of huge cutting temperature and causes aggressive cutting environment [1].
During machining process, huge amount of heat is generated at the cutting zone. In order to remove the heat, cooling agents/cutting fluids are used. Application of cutting fluid (especially, mineral and synthetic oils) may be harmful for the environment and as well as operator’s health; it also causes increased machining cost. Many researchers attempted to execute machining operation without cutting fluid, i.e., in dry condition. However, dry machining has many challenges like extreme cutting heat, detrimental tool wear, inferior surface finish, etc.
Korkut et al. [1] determined an optimal cutting speed to ensure sound machining performance of AISI 304 austenitic stainless by using cemented carbide tool. Authors observed that increase in cutting speed truncated tool wear as well as surface roughness of the machined work part. Agrawal et al. [2] attempted machining of cast austenitic stainless steel; authors reported that TiN-coated carbide tool exhibited higher cutting force than uncoated tool. Coated tool was affected by formation of deep crater at rake face through diffusion wear along with formation of built-up edge (BUE). It was concluded that workpiece composition greatly influenced machinability. Ezugwu and Olajire [3] attempted dry as well as wet machining of martensitic stainless steel using chemical vapor deposition (CVD) Ti(C, N)/TiC/Al2O3 and physical vapor deposition (PVD) TiN-coated carbide tools. Authors studied effects of tool substrate and coating materials on machining performance. Conventional coolant was found helpful toward improving tool life of CVD multilayered coated tool. On the contrary, PVD-coated tool failed (sharp cutting edge of the tool fractured) due to its lower hardness at extreme cutting temperature, pitting corrosion, and hammering. O’Sullivan and Cotterell [4] examined aspects of work-hardening phenomenon during machining of stainless steel SS303.
Ciftci [5] reported dry machining performance of AISI 304 and AISI 316 austenitic stainless steel using CVD multilayered coated cemented carbide insert. Authors used TiC/TiCN/TiN- and TiCN/TiC/Al2O3-coated tools. Authors investigated effects of cutting speed, work material properties, and properties of uppermost coating layer of the tool on cutting force magnitude and surface roughness. Kurniawan et al. [6] studied machining performance of martensitic stainless steel using TiAlN wiper-coated carbide tool. Tool performance was evaluated in purview of tool life and roughness of the machined surface. Wagh et al. [7] studied aspects of machinability of AISI 304 workpiece using AlCrN/TiAlN-coated carbide insert. Authors studied influence of machining parameters on cutting force, temperature of the cutting zone, and surface finish of the end product. In the context of dry machining, thermal stability of AlCrN/TiAlN coating favored machining performance as it could withstand high cutting temperature owing to low thermal conductivity of the workpiece.
Yin et al. [8] studied modes of tool wear and cutting performance during machining of austenitic stainless steel using Al2O3/TiC micro–nanocomposite ceramic insert. It was observed that micro–nanocomposite ceramic tool exhibited better wear resistance than alumina-based ceramic (reinforced by microsized TiC particles). Macro–nanoceramic tool was found affected by cutting edge fracture, and peeling off tool material mainly, because of crack propagation in the tool. Sobiyi and Sigalas [9] studied performance of polycrystalline cubic boron nitride (PcBN) tool during machining of AISI 440B stainless steel. It was concluded that PcBN tool offered good surface finish as well as dimensional accuracy similar to grinding. Xu et al. [10] studied ultrasonic vibration-assisted turning (UAT) performance of ASS 304 austenitic stainless steel. Authors experienced better machining performance under UAT than conventional machining. Effects of amplitude (of ultrasonic vibration), cutting speed, feed, and depth of cut on cutting force, tool wear, and surface quality of the machined work part were extensively studied. Rajaguru and Arunachalam [11] studied dry machining performance of super duplex stainless steels using coated tools. Cutting performance was assessed in purview of cutting force, cutting temperature, tool wear, and machined work part surface integrity. TiN-[MT-TiCN]-Al2O3 coating exhibited poor performance in terms of severe tool wear and degraded surface finish. Zerti et al. [12] studied effects of cutting parameters on cutting force, power consumption, material removal efficiency, and machined work part surface roughness during machining of AISI 420 martensitic stainless steel (treated at 59 HRC) using coated mixed-ceramic insert. It was observed that coated ceramic offered excellent surface finish (Ra < 0.4 μm) which was comparable to grinding process. Hoier et al. [13] studied effects of microstructural variation of 316 L austenitic stainless steel on cutting tool wear. It was observed that cutting tool was severely affected by dissolution/diffusion wear mechanisms.
Though use of advanced tool material and coatings is preferred in the context of dry machining; coated tool often causes elevated cost of tooling. On the other hand, in some situations, requirement of lubricants cannot be totally avoided, especially, in case of hard-to-cut metals and alloys [14]. Hence, cutting fluids are employed to provide favorable machining environments: cryogenic cooling, flood cooling, minimum quantity lubrication (MQL), etc. As discussed by El Baradie [15], selection of appropriate cutting fluid must be based on following three basic factors: type of machining process, work material, and material of the cutting tool.
Hong and Broomer [16] studied cryogenic machining performance of AISI 304 austenitic stainless steel. Authors achieved improved tool life in cryogenic machining as compared to conventional emulsion cooling. Cryogenic machining was recommended for improved productivity and lower production cost. Ahmed et al. [17] experienced improved machining performance by supplying high-pressure coolant supply during machining of AISI 304 austenitic stainless steel when compared to dry machining and conventional coolant supply. Authors experienced that tool wear directly influenced chip shape and chip segmentation type. Elmunafi et al. [18] studied effects of cutting parameters on hard turning performance of hardened stainless steel under MQL condition. Authors explored application potential of castor oil as cutting fluid. Dureja et al. [19] studied application potential of MQL machining of stainless steel using coated carbide tool. Superior machining performance in purview of minimal flank wear depth as well as machined work part surface roughness was achieved under MQL environment while compared to wet as well as dry turning. Xu et al. [20] studied influence of cooling condition: dry, MQL, and cold wind on cutting force and cutting temperature, during machining of 022Cr17Ni12Mo2 stainless steel. MQL condition exhibited lower wear rate when compared to dry and cold wind lubrication conditions. Sivaiah and Chakradhar [21] reported application potential of cryogenic machining over dry, wet, and MQL conditions during machining of PH SS steel. Machining performance was assessed in purview of cutting zone temperature, tool wear, surface integrity of the finished product, and chip morphology. Bonfá et al. [22] examined performance of vegetable-based MQL system (supplied at three different directions) during turning of AISI D6 hardened steel using PcBN tool with alumina ceramic binder and TiN coating. MQL supply at tool flank face exhibited better result than dry machining. Abrasion and adhesion were found as dominating tool wear mechanisms.
Flood cooling is disadvantageous due to increased cost of lubricant and huge spoilage of cutting fluid. Moreover, oil vapor often causes operators’ health hazards. The technique is also not environment friendly. Flood cooling is involved with huge cost of disposal of used oil (waste). As per literature, cutting fluid disposal cost comes around 7–17% of the entire machining cost [23, 24]. Most of the conventional cutting fluids are toxic and nonbiodegradable. In order to promote sustainability in the machining operation, it seems indeed a necessity to replace conventional cutting fluids by environment friendly cutting fluids. The literature also depicts that approximately 80% of the reported cases involving diseases (skin diseases) due to occupational health hazards were connected to the cutting fluids [25].
Instead of flood cooling, MQL technique consumes very tiny quantity of cutting fluid, supplied at the cutting zone in the form of air-oil mist [26]. This is also termed as near-dry machining (NDM). MQL technique atomizes the cutting fluid (50–500 ml/h) through a specially designed supply system [27]. The process is more economical and minimizes adverse effects on the environment as well as operators’ health. MQL technique is basically a sustainable manufacturing route which adheres the concept of green manufacturing. Aspects of MQL machining are well described in the literature [28,29,30,31,32,33,34,35]. However, thermophysical and tribological properties of cutting fluid including thermal conductivity, viscosity, wettability, spreadability, surface tension, and lubricity play vital role on influencing machining performance. Cutting fluid not only helps in evacuating chips and thus removes cutting heat but also reduces friction at tool–chip and tool–work interfacial regions [36]. Other parameters that influence MQL performance are air pressure, nozzle diameter (through which mist is supplied), and nozzle angle.
In the context of MQL machining, due to increased environmental awareness, and Govt. regulations, industries are looking toward viable alternatives of mineral as well as synthetic oil. Vegetable oils are readily biodegradable and cause negligible effect on exposed operators as well as environment. Hence, use of vegetable oil-based cutting fluids like canola oil, palm oil, sesame oil, sunflower oil, etc., is being documented in the machining literature [37]. Table 1 articulates summary of research publications on application of vegetable oil-based MQL turning in steel sector. Keeping in view that coconut oil and rice bran oil are a valuable natural resource, it becomes necessary to identify its footprint in sectors of metal cutting machining. In this context, the present work investigates performance of rice bran oil and coconut oil, respectively, during machining of AISI 304 SS under MQL environment. Objectives of the present work are pointed out below.
-
To study effects of cutting speed on cutting force, torque, tool-tip temperature, tool wear, and chip morphology (micro/macro) during machining of AISI 304SS.
-
To study different modes and mechanisms of tool wear (wear morphology).
-
To study quantitative parameters of chip’s micromorphology.
-
Performance of rice bran oil is compared to that of coconut oil under MQL machining.
2 Materials and Method
In this work, a round bar (Ø 95.67 mm) of AISI 304 SS is used as workpiece. Chemical composition and properties of AISI 304 stainless steel are provided in Tables 2 and 3, respectively. Metal cutting is performed by using an uncoated WC–Co (TTS 66 grade) insert designated by SNMG120408. Substrate microstructure of the insert is described in Fig. 1. In general, WC is available in the form of fine gray powder, and the insert is given shape through sintering process (powder metallurgy route). WC–Co tool is composed of mainly WC which is spread uniformly (harder phase) and cobalt (Co) which acts as binder (softer phase, ductile in nature). WC possesses higher stiffness (twice than that of steel). It has high hardness and high melting point (2870 °C) which are desired properties for the cutting insert. Soft cobalt metallic binder stabilizes with WC which provides sufficient strength to withstand against aggressive cutting condition like higher cutting speed and elevated cutting temperature. The present microstructural study of WC–Co tool substrate reveals the presence of hexagonal structured WC phase. Similar observation was reported by Gill et al. [44]. In addition, the presence of γ-phase (mainly cubic carbides) is observed non-uniformly distributed within binder matrix. WC phase appears ‘white’ in color.

Microstructure of as-received uncoated WC–Co tool substrate
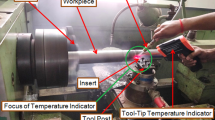
The insert is fitted with PSBNR2020K12 type tool holder. Tool geometrical parameters are: − 6° inclination angle, − 6° rake angle, 75° principle cutting edge angle, and 0.8 mm nose radius. Machining is performed in high-speed precision lathe (HMT, India). Snapshot of experimental setup is provided in Fig. 2. Four different cutting speed (Vc) values: 66 m/min, 146 m/min, 190 m/min, and 247 m/min along with 0.1 mm/rev feed, and 0.35 mm depth of cut, are used. For each experiment, a fresh cutting edge is used, and machining is executed up to 40 s duration. Turning operations are performed under MQL environment using cutting fluids: commercially available rice bran oil and coconut oil, separately. Results are compared to that obtained in dry machining.

Experimental setup for machining under NFMQL
Rice bran oil is extracted from the hard outer brown layer of rice called chaff (rice husk). Rice bran oil has high smoke point of 232 °C. Rice bran oil composed of 38% monounsaturated, 37% polyunsaturated, and 25% saturated fatty acids.
Coconut oil (also called copra oil) is an edible oil extracted from the kernel (or meat) of mature coconuts harvested from the coconut palm. Coconut oil has high levels of saturated fat content; it is prone to slow oxidization and thus resists rancidification. Coconut oil contains variety of fatty acids like lauric acid, myristic acid, caprilic acid, palmitic acid, oleic acid, capric acid, and stearic acid with varied fraction percentage. Approximate smoke point of coconut oil is 232 °C and density: 924.27 kg/m3.
Tangential cutting force and torque are recorded through KISTLER 9272 dynamometer (Kistler Instrument AG, CH-8408 Winterthur, Switzerland). Maximum tool-tip temperature (generated during machining) is measured using noncontact-type digital tool-tip temperature indicator. This temperature indicator is basically a noncontact-type infrared thermometer which is used to measure surface temperature of an object. During measurement, a laser beam is focused at the tool tip (approximately at the chip–tool interface), and the maximum temperature reading is noted down. After experimentation, the worn-out inserts are observed under optical microscope and scanning electron microscope. Chip macro/micromorphology is studied through optical microscopy as well as scanning electron microscopy. Elemental analysis and phase analysis of the worn-out inserts are carried out through energy-dispersive X-ray spectroscopy (EDS) and X-ray diffraction spectroscopy (XRD).
3 Results and Discussion
Figure 3 exhibits variation of tangential component of cutting force (Fz) with respect to cutting speed, as recorded under MQL machining in which rice bran oil and coconut oil, respectively, are used as cutting fluid. In comparison with dry cutting, MQL environment experiences lower cutting force due to effective cooling, and lubrication effects of the cutting fluid employed. Cutting fluid not only helps in reducing cutting zone temperature but also facilitates chip evacuation from the machining zone. High-pressure MQL jet reaches tool–chip and tool–work interfacial regions. Cutting fluid, thus, forms a hydrodynamic tribo-film into interfacial regions which in turn reduce frictional effects and lowers tool-tip temperature. In general, variation of cutting force is mainly affected by cutting tool geometry, cutting zone temperature, cutting environment (dry, wet, etc.), and properties of tool as well as work material. With the increase in cutting speed, cutting force assumes steeply increasing trend in case of MQL (coconut oil) than MQL (rice bran oil). This happens due to evolution of higher cutting heat that causes deformation of the tool cutting edge and adequate work hardening of the workpiece. Hence, high cutting force is necessary for shearing action [11]. At minimum cutting speed (Vc = 66 m/min), difference in cutting force between MQL (coconut oil) and MQL (rice bran oil) appears negligible. In case of MQL (rice bran oil), cutting force is decreased initially to somewhat up to Vc = 146 m/min; afterwards it increases due to alteration in tool geometry with rapid tool wear rate. Coconut oil has higher viscous property as compared to rice bran oil; therefore, coconut oil faces difficulties to penetrate adequately through tool–work, tool–chip interfacial regions and thus requires higher cutting force. Similar explanation was documented by Katna et al. [45].

Effect of cutting speed on tangential cutting force (Fz)
Figure 4 exhibits variation of tool-tip temperature with respect to cutting speed during machining under dry as well as two MQL conditions. Dry cutting environment produces maximum heat due to immerse friction at tool–work interfacial regions. With the increase in cutting speed, cutting temperature is also increased [46]. Due to lower viscous property of rice bran oil, with progression of machining duration, lubricant is easily available on cutting zone which causes machining easier with induction of lower cutting zone temperature. Rice bran oil possesses favorable chemical stability (due to antioxidant property) which causes less deformation of cutting tool. Density of coconut oil is 924.27 kg/m3; it is higher than rice bran oil (919.74 kg/m3). Since density is directly related to friction, higher friction is attributed to tool–work contact surfaces in case of MQL (coconut oil) than MQL (rice bran oil) which induces higher temperature at tool–chip interface. Tool-tip temperature gradually increases with the increase in cutting speed; however, temperature difference between coconut oil (MQL) and rice bran oil (MQL) diminishes; at the highest cutting speed, both MQL environments exhibit nearly equal temperature at the tool-tip. With the increase in temperature, thermo-physical properties of cutting fluids are altered, and vaporization of cutting fluid may degrade efficiency of MQL jet.

Effect of cutting speed on tool-tip temperature
Figure 5 demonstrates progression depth of flank wear at varied cutting speed and varied cutting environments: MQL (coconut oil) and MQL (rice bran oil), respectively. Extent of flank wear depends on tool geometry, work-hardening tendency of work material, and cutting temperature. Flank wear is observed at tool flank face due to sliding or abrasive action of hard particles present within workpiece. With the increase in cutting speed, depth of flank wear is increased for both MQL (rice bran oil) and MQL (coconut oil) conditions. Such increasing trend of flank wear depth with increased cutting speed was also demonstrated by Kaynak et al. [47]. Extreme cutting zone temperature at higher cutting speed reduces strength of the tool cutting edge, which further causes more deformation of the cutting tool, and increase in cutting speed leads to rapid tool wear rate. Flank wear depth in case of MQL (rice bran oil) appears lesser as compared to MQL (coconut oil). This is due to lesser heat evolution and better tribological properties (lower friction) of rice bran oil. On the contrary, it is observed that dry cutting condition corresponds to maximum depth of flank wear than MQL machining employing both coconut oil and rice bran oil, respectively.

Optical micrographs exhibiting flank wear progression as experienced under different cutting conditions
Figure 6 exhibits wear morphology as observed in worn-out uncoated carbide tool at Vc = 66 m/min under dry condition. Abrasion, adhesion, and attrition wear mechanisms are experienced by the tool. Crater and flank wear are identified as dominant tool wear modes corresponding to rake face as well as flank face of the tool. Similar results were published by Diniz et al. [48]. Abrasion is due to inclusion of hard particles (carbides, oxides, and nonmetallic inclusion) within workpiece which slide against the tool face during progression of machining. Due to heat generation and high stress developed at tool–chip interface, chip welding (formation of fused or burnt chip) takes place on tool face. At low cutting speed, cutting zone temperature is not enough for plastic deformation which results in adhesion, causing irregular flow of chips over the tool face [49]. Due to irregular flow of chips, at low cutting speed, some work material gets stuck on the tool cutting edge and thus forms built-up edge (BUE). Generally, BUE is observed at low cutting speed under dry machining environment [50]. With progression of machining duration, due to severe sliding action of chips over the BUEs, small fragments of tool substrate are carried away from the tool face. This causes attrition wear. Abrasion scratches are formed due to frictional effect between tool and workpiece. Besides aforementioned tool wear mechanisms, flaking is also noticed. Flaking degrades tool face and promotes rapid flank wear. Results of EDS analysis made on BUE zone are shown in Fig. 7 which ensures residues of work material in major extent than tool material. On the other hand, EDS analysis made on attrition wear-affected zone of worn-out tool face exhibits major contribution of tool substrate material than workpiece constituents (Fig. 8).

Wear morphology as observed in worn-out insert: Vc = 66 m/min, dry condition

EDS analysis made on built-up edge obtained under dry condition (Vc = 66 m/min)

EDS analysis made on attrition wear-affected zone under dry condition (Vc = 66 m/min)
Figure 9 shows tool wear morphology at Vc = 66 m/min under MQL (coconut oil). Use of cutting fluid reduces tool wear as compared to dry machining. With coolant application, several tool wear modes as prominently observed in dry cutting: BUE, flaking, etc., are found absent due to decreased cutting temperature. Mainly, tool is found to be affected by adhesion and abrasion. Also intensity of attrition wear under MQL (coconut oil) appears lesser as compared to dry cutting. This is due to less frictional effect with application of coolant. Zone of oxidation is detected at tool rake face due to chemical instability of lubricant which was also reported by Liao and Lin [51]. In general, oxidation reaction takes place in moist atmosphere. After getting oxidized, oxidized material (chips) deposits on rake face of the tool which is clearly visualized in Fig. 9. This is further verified through EDS analysis made on oxidation wear-affected zone of the tool face. Elemental analysis detects maximum contribution of oxygen (Fig. 10). Also, EDS analysis made on adhered layer at tool rake face detects residues of work material elements as Fe, Cr, and Ni with major proportions (Fig. 11).

Wear morphology as observed in worn-out insert: Vc = 66 m/min, MQL (coconut oil)

EDS analysis made on burnt chips deposited on rake face of worn-out insert: Vc = 66 m/min, MQL (coconut oil)

EDS analysis made on adhered work material on rake face of worn-out insert: Vc = 66 m/min, MQL (coconut oil)
Figure 12 describes detailed wear morphology as observed in worn-out uncoated carbide tool at Vc = 146 m/min under MQL (coconut oil) condition. Abrasion and adhesion wear mechanisms are found more prominent therein. Besides these, tool is also affected by pitting. Possibility of adhesion appears more at this medium cutting speed due to increased cutting temperature and pressure. Pitting is basically the indentation occurred at the tool surface which may be due to impact force. Also, pitting is reported as the initial phase of tool chipping (or tool breakage) by Kasim et al. [52].

Wear morphology as observed in worn-out insert: Vc = 146 m/min, MQL (coconut oil)
Results of XRD analysis made on worn-out tool-tip operated at Vc = 247 m/min under MQL (coconut oil) are furnished in Fig. 13. Peaks of WC (tool substrate) are detected along with peaks of few other compounds like Ni2.9Cr0.7Fe0.36 and Fe0.9280O. Oxides are generally formed due to oxidation of metallic constituents of workpiece. Peaks of Ni2.9Cr0.7Fe0.36 (nickel–chromium–iron) clearly confirm adhesion wear at tool face.

Results of XRD analysis made on worn-out tool-tip operated at Vc = 247 m/min under MQL (coconut oil)
Tool wear morphology as retrieved from worn-out tool at Vc = 66 m/min, operated under MQL (rice bran oil) is illustrated in Fig. 14. Abrasion and adhesion are prominently traced out. Use of rice bran oil (as cutting fluid) significantly diminishes tool wear when compared to dry machining and machining under MQL (coconut oil). This is due to significant reduction in cutting zone temperature. Effects of abrasion and adhesion wear are found truncated due to low frictional effect. Eroded surface obtained on tool face is due to irregular flow of chips. Chip sticking is also observed on tool rake face. During machining, intense heat evolution causes sticking of hot chip fragments on tool face which is termed as chip sticking. Amongst dry, MQL (coconut oil), and MQL (rice bran oil), rice bran oil performs better as cutting tool is affected by lower tool wear and reduced tool–chip interface temperature.

Wear morphology as observed in worn-out insert: Vc = 66 m/min, MQL (rice bran oil)
Results of XRD analysis made on worn-out tool-tip operated at Vc = 247 m/min, under MQL (rice bran oil) are presented in Fig. 15. In addition to peaks of WC (tool substrate), peaks of (FeO)0.798(MnO)0.202 confirm the presence of hot chip fragments stuck on tool face.

Results of XRD analysis made on worn-out tool-tip operated at Vc = 247 m/min under MQL (rice bran oil)
Figure 16 shows different types of chips obtained at varied cutting speeds, under MQL (coconut oil) and MQL (rice bran oil), respectively, at Vc = 66 m/min. In case of MQL (coconut oil), chips are found washer type, and at Vc = 247 m/min, snarled-typed chips are obtained. Snarled-typed chips tend to affect machined surface adversely as reported by Maruda et al. [53]. In case of MQL (rice bran oil), at lower cutting speed, chips are found short and helical; at higher cutting speed, continuous ribbon-typed chips are obtained. Formation of ribbon-typed chips is due to excessive heat generation at higher cutting speed which softens work material and imparts ductility. As compared to lower cutting speed, chip color is changed at higher cutting speed. Higher cutting speed produces dark blue colored chips due to extreme cutting zone temperature causing chip burning. Similar observation was documented by Das et al. [54]. As compared to MQL (coconut oil), chip curling appears less under MQL (rice bran oil). This is due to lower cutting zone temperature resulted from lesser friction. Helical chips are obtained due to uneven heating and cooling during progression of machining operation.

Types of chip produced at different cutting conditions
Figures 17 and 18 describe morphology of chip’s free and back (underside) under MQL (coconut oil) and MQL (rice bran oil), respectively, at varied cutting speeds. Formation of lamella structure over free surface of chips is due to high degree of deformation during machining. Excessive heat generation and increased strain rate result in intense adiabatic shear deformation at higher cutting speed which causes increased chip serration (segmentation) as explained by Li et al. [55]. Shear cracks lead to chip serration. Side flow is caused due to secondary deformation. During machining, chip’s back surface slides over tool rake face resulting traces of feed marks (also called friction tracks). At higher cutting speed, adhesion of work material on chip’s back surface is observed which tends to deteriorate machined surface finish. As compared to lower cutting speed, enormous friction tracks are observed at higher cutting speed, under MQL (coconut oil) environment (Fig. 17).

Morphology of free surface, and back (underside) surface of chips obtained under MQL (coconut oil): a and b free surface; c and d back surface obtained at different cutting speeds

Morphology of free surface, and back (underside) surface of chips obtained under MQL (rice bran oil): a and b free surface; c and d back surface obtained at different cutting speeds
Figure 18 shows chip’s free and back surface obtained under MQL (rice bran oil) at varied cutting speeds. Lamella structure of chips gets wider at higher cutting speed than lower cutting speed. As compared to MQL (coconut oil), lesser extent of side flow is observed under MQL (rice bran oil) which is due to lower heat generation at the cutting zone. Feed marks are found apparently diminished due to lesser frictional effect of MQL (rice bran oil) when compared to MQL (coconut oil). In case of MQL (rice bran oil), adhesion work material is found almost nil over chip’s back surface which in turn causes relatively smooth appearance of the chip’s back surface.
Figure 19 shows optical micrograph of serrated (segmented) sawtoothed chip profile. Important parameters of chip’s micromorphology including pitch \(\left( {\Delta S_{\text{chip}} } \right)\), equivalent chip thickness \(\left( {T_{\text{c}} } \right)\), degree of chip segmentation, sawtooth included angle \(\left( \varphi \right)\), shear angle \(\left( \theta \right)\), chip segmentation frequency \(\left( {F_{\text{chs}} } \right)\) are furnished in Fig. 20.

Chip’s micromorphology (parametric values): Chips obtained at Vc = 247 m/min under a MQL (coconut oil), and b MQL (rice brain oil)

Quantitative parameters of chip’s micromorphology: chip collected at Vc = 66 m/min, under MQL (coconut oil) condition
Pitch or sawtooth spacing is the distance between two adjacent sawtooth segments in cross section of chips. Pitch is affected by cutting speed, machining duration, and tool wear. Pitch observed under MQL (rice bran oil) appears reduced when compared to MQL (coconut oil) condition (Fig. 19). This is due to lesser severity of tool wear under MQL (rice bran oil). Lower tool wear tends to decrease sawtooth spacing which is also documented by Morehead et al. [56]. Lesser heat generation at tool-tip interface under MQL (rice bran oil) causes lesser extent of cutting tool deformation which causes reduced tool wear. Higher pitch indicates high fracture intensity to form segments.
Equivalent chip thickness is the average of maximum height of chip \(\left( H \right)\) and minimum height of chip \(\left( h \right)\).
In comparison with MQL (coconut oil), equivalent chip thickness appears lower (thinner chip) in case of MQL (rice bran oil). This is due to better cooling and lubricity properties of rice bran oil [57]. Lower friction at tool–chip interface and reduced tool wear, in case of MQL (rice bran oil), cause formation of thinner chips.
Per unit time, number of segments formed in sawtoothed chip profile is termed as chip segmentation frequency. Chip segmentation frequency is reciprocal of the pitch (or sawtooth spacing) and mainly depends on factors like thermal softening and degree of material deformation. With progress of tool wear, chip segmentation frequency is increased which is also explained by Morehead et al. [56]. Low viscous rice bran oil makes itself adequately available in the machining zone which causes easier machining (as discussed earlier) with lower cutting zone temperature. This results in intense chip segmentation. Due to higher viscosity of coconut oil, it faces difficulties to penetrate effectively into interfacial regions. This leads to high magnitude of cutting force. High cutting force often causes tool/work vibration; it may affect chip segmentation frequency [58]. Fluctuation of cutting force also affects chip segmentation frequency.
here \(f\) = feed, [mm/rev], \(d\) = depth of cut, [mm], \(V_{\text{c}}\) = cutting speed, [m/min], \(V_{\text{chip}}\) = chip flow velocity, [m/min], \(w_{\text{chip}}\) = chip width, [µm], \(\Delta S_{\text{chip}}\) = pitch, [µm], \(F_{\text{chs}}\) = Frequency of chip segmentation, [kHz].
Degree of chip segmentation is the ratio of difference in maximum height of chip \(\left( H \right)\) and minimum height of chip \(\left( h \right)\) to maximum height of chip \(\left( H \right)\). In general, degree of chip segmentation indicates extent of deformation during machining. According to Joshi et al. [58], maximum height of chip \(\left( H \right)\) represents strength of material in terms of rate of deformation during formation of segments, while minimum height of chip \(\left( h \right)\) represents methodology to form segmentation through plastic strain or cracks. Also, degree of chip segmentation depends on thermal softening and strain hardening factors. During machining, under MQL (coconut oil), heat generation appears more when compared to MQL (rice bran oil). Therefore, degree of chip segmentation seems higher in case of MQL (coconut oil) than MQL (rice bran oil). Thermal softening increases degree of chip segmentation as reported by Su et al. [59].
Formation of chips is due to shear deformation of workpiece prior to cutting edge of tool. Shear angle is one of the main parameters inferring machining efficiency. Shear angle is the angle between plane of shear and cutting velocity direction. Effect of shear angle of segmented chips can be explained by considering chip thickness. Thakur et al. [60] observed that with the increase in cutting speed, shear angle is increased which causes reduction in cutting force. In the present study, both MQL conditions (coconut oil, and rice bran oil) and shear angles appear nearly same. This may be due to machining error or effects of noise factors.
Sawtooth included angle mainly depends on strain rate. As earlier discussed, rice bran oil performs better as compared to coconut oil due to its low viscosity. Rice bran oil makes machining easier with less deformation of tool cutting edge. This leads to uniformity in serrated chips which causes wider sawtooth included angle. Also, at higher cutting speeds, sawtooth included angle is increased.
Surface roughness (Ra) of the machined work part increases with the increase in cutting speed (Fig. 21). This is due to generation of cutting heat and excessive friction at tool–work interface which in turn alter tool geometry. Thermal softening of cutting edge diminishes strength of the cutting edge. In addition, excessive chip sticking and BUE formation due to inefficient chip evacuation degrade machined surface integrity. Machining without coolant (dry cutting) causes aggressive cutting environment characterized by evolution of excessive cutting heat and rapid tool wear. Hence, inferior surface finish is obtained. On the other hand, cooling and lubrication properties of cutting fluid, under MQL environment, significantly reduce tool wear and facilitate cutting tool to retain its strength and edge sharpness for longer machining duration. Hence, MQL application produces better surface finish. It is also noticed that MQL (rice bran oil) offers better surface finish that that of obtained under MQL (coconut oil). This is due to better thermophysical and tribological properties of rice bran oil when compared to coconut oil. Surprisingly, it is noticed at higher cutting speeds, MQL (coconut oil) produces rough surface approximately equal to that obtained under dry environment (Fig. 20). This may be due to the fact that at higher cutting speed, evolution of excessive cutting heat vaporizes coconut oil. This hampers penetration of adequate amount of oil into tool–chip and tool–work interfacial regions; thus, cooling as well as lubrication effect of the cutting fluid becomes inadequate. This in turn causes disappointing surface finish of the end product.

Effect of cutting speed on surface roughness of the machined work part
4 Conclusions
-
Dry cutting generates higher cutting force than MQL. As compared to MQL (coconut oil), lower cutting force is attributed to MQL (rice bran oil). It is estimated that 31.43% and 29.2% reduction in cutting force is attributed to machining under MQL (rice bran oil) as compared to machining under dry as well as MQL (coconut oil), respectively, at Vc = 146 m/min.
-
Excessive friction followed by rapid tool wear causes intense tool-tip temperature under dry cutting. On the contrary, MQL significantly reduces cutting zone temperature. MQL (rice bran oil) causes lower tool-tip temperature than MQL (coconut oil). It is noticed that 17.2% and 14% reduction in tool-tip temperature is attributed to machining under MQL (rice bran oil) as compared to machining under dry as well as MQL (coconut oil), respectively, at Vc = 66 m/min.
-
As compared to MQL (coconut oil), depth of flank wear appears truncated in case of MQL (rice bran oil).
-
Abrasion, adhesion, attrition, flaking, and chip burning are dominant tool wear mechanisms under dry cutting. In contrast to this, MQL environment corresponds to lesser degree of severity of attrition wear without any trace of pitting wear. MQL (coconut oil) causes oxidation wear of the tool insert.
-
XRD analysis detects formation of Ni2.9Cr0.7Fe0.36, (FeO)0.798(MnO)0.202, and Fe0.9280O compounds over worn-out tool insert. This is due oxidation of chips as well as adhesion of work material over tool face.
-
As compared to MQL (coconut oil), chip’s back surface morphology appears relatively smoother in case of MQL (rice bran oil) with less severe friction tracks, and no trace of adhered work material.
-
MQL (rice bran oil) produces thinner chips (less chip thickness) with closely spaced peaks (in sawtoothed chip profile) and more chip segmentation frequency as compared to MQL (coconut oil).
-
Surface finish appears extremely inferior in case of dry cutting environment. MQL produces comparatively better surface finish of the machined work part. MQL (rice bran oil) causes lower surface roughness than MQL (coconut oil). It is experienced that 19.18% and 14.5% reduction in surface roughness is attributed to machining under MQL (rice bran oil) as compared to machining under dry as well as MQL (coconut oil), respectively, at Vc = 66 m/min.
References
Korkut, I.; Kasap, M.; Ciftci, I.; Seker, U.: Determination of optimum cutting parameters during machining of AISI 304 austenitic stainless steel. Mater. Des. 25(4), 303–305 (2004)
Agrawal, S.; Chakrabarti, A.K.; Chattopadhyay, A.B.: A study of the machining of cast austenitic stainless-steels with carbide tools. J. Mater. Proc. Technol. 52(2–4), 610–620 (1995)
Ezugwu, E.O.; Olajire, K.A.: Evaluation of machining performance of martensitic stainless steel (JETHETE). Tribol. Lett. 12(3), 183–187 (2002)
O’Sullivan, D.; Cotterell, M.: Machinability of austenitic stainless steel SS303. J. Mater. Proc. Technol. 124(1–2), 153–159 (2002)
Ciftci, I.: Machining of austenitic stainless steels using CVD multi-layer coated cemented carbide tools. Tribol. Int. 39(6), 565–569 (2006)
Kurniawan, D.; Yusof, N.M.; Sharif, S.: Hard machining of stainless steel using wiper coated carbide: tool life and surface integrity. Mater. Manuf. Proc. 25(6), 370–377 (2010)
Wagh, S.S.; Kulkarni, A.P.; Sargade, V.G.: Machinability studies of austenitic stainless steel (AISI 304) using PVD cathodic arc evaporation (CAE) system deposited AlCrN/TiAlN coated carbide inserts. Procedia Eng. 64, 907–914 (2013)
Yin, Z.; Huang, C.; Yuan, J.; Zou, B.; Liu, H.; Zhu, H.: Cutting performance and life prediction of an Al2O3/TiC micro–nano-composite ceramic tool when machining austenitic stainless steel. Ceram. Int. 41(5), 7059–7065 (2015)
Sobiyi, K.; Sigalas, I.: High-speed machining of martensitic stainless steel using PcBN. J. Superhard Mater. 38(1), 34–39 (2016)
Xu, Y.; Zou, P.; He, Y.; Chen, S.; Tian, Y.; Gao, X.: Comparative experimental research in turning of 304 austenitic stainless steel with and without ultrasonic vibration. Proc. Inst. Mech. Eng. Part C: J. Mech. Eng. Sci. 231(15), 2885–2901 (2017)
Rajaguru, J.; Arunachalam, N.: Coated tool performance in dry turning of super duplex stainless steel. Procedia Manuf. 10, 601–611 (2017)
Zerti, A.; Yallese, M.A.; Meddour, I.; Belhadi, S.; Haddad, A.; Mabrouki, T.: Modeling and multi-objective optimization for minimizing surface roughness, cutting force, and power, and maximizing productivity for tempered stainless steel AISI 420 in turning operations. Int. J. Adv. Manuf. Technol. 102(1–4), 135–157 (2019)
Hoier, P.; Malakizadi, A.; Friebe, S.; Klement, U.; Krajnik, P.: Microstructural variations in 316L austenitic stainless steel and their influence on tool wear in machining. Wear 428–429, 315–327 (2019)
Courbon, C.; Kramar, D.; Krajnik, P.; Pusavec, F.; Rech, J.; Kopac, J.: Investigation of machining performance in high-pressure jet assisted turning of Inconel 718. An experimental study. Int. J. Mach. Tool Manuf. 49(14), 1114–1125 (2009)
El Baradie, M.A.: Cutting fluids, Part I: characterisation. J. Mater. Process. Technol. 56(1–4), 786–797 (1996)
Hong, S.Y.; Broomer, M.: Economical and ecological cryogenic machining of AISI 304 austenitic stainless steel. Clean Prod. Proc. 2(3), 157–166 (2000)
Ahmed, Y.S.; Paiva, J.M.; Veldhuis, S.C.: Characterization and prediction of chip formation dynamics in machining austenitic stainless steel through supply of a high-pressure coolant. Int. J. Adv. Manuf. Technol. 102(5–8), 1671–1688 (2019)
Elmunafi, M.H.S.; Yusof, N.M.; Kurniawan, D.: Effect of cutting speed and feed in turning hardened stainless steel using coated carbide cutting tool under minimum quantity lubrication using castor oil. Adv. Mech. Eng. 7(8), 1–7 (2015)
Dureja, J.S.; Singh, R.; Singh, T.; Singh, P.; Dogra, M.; Bhatti, M.S.: Performance evaluation of coated carbide tool in machining of stainless steel (AISI 202) under minimum quantity lubrication (MQL). Int. J. Precis. Eng. Manuf. Green Technol. 2(2), 123–129 (2015)
Xu, C.; Xu, T.; Li, H.; Shi, Z.; Jing, H.; Liu, M.: Friction, wear, and cutting tests on 022Cr17Ni12Mo2 stainless steel under minimum quantity lubrication conditions. Int. J. Adv. Manuf. Technol. 90(1–4), 677–689 (2017)
Sivaiah, P.; Chakradhar, D.: Effect of cryogenic coolant on turning performance characteristics during machining of 17-4 PH stainless steel: a comparison with MQL, wet, dry machining. CIRP J. Manuf. Sci. Technol. 21, 86–96 (2018)
Bonfá, M.M.; Costa, É.S.; Sales, W.F.; Amorim, F.L.; Maia, L.H.A.; Machado, Á.R.: Evaluation of tool life and workpiece surface roughness in turning of AISI D6 hardened steel using PCBN tools and minimum quantity of lubricant (MQL) applied at different directions. Int. J. Adv. Manuf. Technol. 103(1–4), 971–984 (2019)
Klocke, F.; Eisenblatter, G.: Dry cutting. CIRP Ann. Manuf. Technol. 46(2), 519–526 (1997)
Marksberry, P.W.: Micro-flood (MF) technology for sustainable manufacturing operations that are coolant less and occupationally friendly. J. Clean. Prod. 15(10), 958–971 (2007)
Lawal, S.A.; Choudhury, I.A.; Nukman, Y.: A critical assessment of lubrication techniques in machining processes: a case for minimum quantity lubrication using vegetable oil-based lubricant. J. Clean. Prod. 41, 210–221 (2013)
Weinert, K.; Inasaki, I.; Sutherland, J.W.; Wakabayashi, T.: Dry machining and minimum quantity lubrication. CIRP Ann. Manuf. Technol. 53(2), 511–537 (2004)
Autret, R.; Liang, S.Y.: Minimum quantity lubrication in finish hard turning. In: Proceedings of International Conference on Humanoid, Nanotechnology, Information Technology, Communication and Control, Environment, and Management, Manila (2003)
Davim, J.P.; Sreejith, P.S.; Silva, J.: Turning of brasses using minimum quantity of lubricant (MQL) and flooded lubricant conditions. Mater. Manuf. Proc. 22(1), 45–50 (2007)
Davim, J.P.; Sreejith, P.S.; Gomes, R.; Peixoto, C.: Experimental studies on drilling of aluminium (AA1050) under dry, minimum quantity of lubricant, and flood-lubricated conditions. Proc. Inst. Mech. Eng. Part B: J. Mech. Eng. Sci. 220(10), 1605–1611 (2006)
Gaitonde, V.N.; Karnik, S.R.; Davim, J.P.: Optimal MQL and cutting conditions determination for desired surface roughness in turning of brass using genetic algorithms. Mach. Sci. Technol. Int. J. 16(2), 304–320 (2012)
Carou, D.; Rubio, E.; Davim, J.P.: A note on the use of the minimum quantity lubrication (MQL) system in turning. Ind. Lubr. Tribol. 67(3), 256–261 (2015)
Carou, D.; Rubio, E.H.; Lauro, C.H.; Davim, J.P.: The effect of minimum quantity lubrication in the intermittent turning of magnesium based on vibration signals. Measurement 94, 338–343 (2016)
Gupta, K.; Laubscher, R.F.; Davim, J.P.; Jain, N.K.: Recent developments in sustainable manufacturing of gears: a review. J. Clean. Prod. 112(4), 3320–3330 (2016)
Davim, J.P. (ed.): Sustainable Manufacturing. ISTE-Wiley, London (2010)
Davim, J.P. (ed.): Green Manufacturing Processes and Systems. Springer, Heidelberg (2013)
Drlička, R.; Kročko, V.; Matúš, M.: Machinability improvement using high pressure cooling in turning. Res. Agric. Eng. 60, s70–s76 (2014)
Debnath, S.; Reddy, M.M.; Yi, Q.S.: Environmental friendly cutting fluids and cooling techniques in machining: a review. J. Clean. Prod. 83, 33–47 (2014)
Lawal, S.A.; Choudhury, I.A.; Nukman, Y.: Evaluation of vegetable and mineral oil-in-water emulsion cutting fluids in turning AISI 4340 steel with coated carbide tools. J. Clean. Prod. 66, 610–618 (2014)
Ojolo, S.; Amuda, M.; Ogunmola, O.; Ononiwu, C.: Experimental determination of the effect of some straight biological oils on cutting force during cylindrical turning. Matéria (Rio de Janeiro) 13(4), 650–663 (2008)
Xavior, M.A.; Adithan, M.: Determining the influence of cutting fluids on tool wear and surface roughness during turning of AISI 304 austenitic stainless steel. J. Mater. Proc. Technol. 209(2), 900–909 (2009)
Khan, M.M.A.; Mithu, M.A.H.; Dhar, N.R.: Effects of minimum quantity lubrication on turning AISI 9310 alloy steel using vegetable oil-based cutting fluid. J. Mater. Proc. Technol. 209(15–16), 5573–5583 (2009)
Krishna, P.V.; Srikant, R.R.; Rao, D.N.: Experimental investigation on the performance of nanoboric acid suspensions in SAE-40 and coconut oil during turning of AISI 1040 steel. Int. J. Mach. Tools Manuf. 50(10), 911–916 (2010)
Ojolo, S.J.; Ohunakin, O.S.: Study of rake face action on cutting using palm-kernel oil as lubricant. J. Emerg. Trends Eng. Appl. Sci. 2(1), 30–35 (2011)
Gill, S.S.; Singh, J.; Singh, H.; Singh, R.: Metallurgical and mechanical characteristics of cryogenically treated tungsten carbide (WC–Co). Int. J. Adv. Manuf. Technol. 58(1–4), 119–131 (2012)
Katna, R.; Suhaib, M.; Agrawal, N.; Singh, K.; Jain, S.; Maji, S.: Green machining: studying the impact of viscosity of green cutting fluid on surface quality in straight turning. J. Phys. Conf. Ser. 1276(1), 012036 (2019)
Lawal, S.A.; Choudhury, I.A.; Nukman, Y.: Application of vegetable oil-based metalworking fluids in machining ferrous metals—a review. Int. J. Mach. Tools Manuf. 52(1), 1–12 (2012)
Kaynak, Y.; Karaca, H.E.; Noebe, R.D.; Jawahir, I.S.: Tool-wear analysis in cryogenic machining of NiTi shape memory alloys: a comparison of tool-wear performance with dry and MQL machining. Wear 306(1–2), 51–63 (2013)
Diniz, A.E.; Machado, Á.R.; Corrêa, J.G.: Tool wear mechanisms in the machining of steels and stainless steels. Int. J. Adv. Manuf. Technol. 87(9–12), 3157–3168 (2016)
Singh, D.; Rao, P.V.: Flank wear prediction of ceramic tools in hard turning. Int. J. Adv. Manuf. Technol. 50(5–8), 479–493 (2010)
Dhar, N.R.; Kamruzzaman, M.; Ahmed, M.: Effect of minimum quantity lubrication (MQL) on tool wear and surface roughness in turning AISI-4340 steel. J. Mater. Proc. Technol. 172(2), 299–304 (2006)
Liao, Y.S.; Lin, H.M.: Mechanism of minimum quantity lubrication in high-speed milling of hardened steel. Int. J. Mach. Tools Manuf. 47(11), 1660–1666 (2007)
Kasim, M.S.; Haron, C.C.; Ghani, J.A.; Sulaiman, M.A.; Yazid, M.Z.A.: Wear mechanism and notch wear location prediction model in ball nose end milling of Inconel 718. Wear 302(1–2), 1171–1179 (2013)
Maruda, R.W.; Krolczyk, G.M.; Niesłony, P.; Krolczyk, J.B.; Legutko, S.: Chip formation zone analysis during the turning of austenitic stainless steel 316L under MQCL cooling condition. Procedia Eng. 149, 297–304 (2016)
Das, R.K.; Sahoo, A.K.; Mishra, P.C.; Kumar, R.; Panda, A.: Comparative machinability performance of heat treated 4340 Steel under dry and minimum quantity lubrication surroundings. Procedia Manuf. 20, 377–385 (2018)
Li, P.; Qiu, X.; Zhang, L.; Tang, S.: Study on serrated chip formation and tool wear of cermet tools for milling stainless steel 3Cr13Cu. Int. J. Adv. Manuf. Technol. 77(1–4), 461–467 (2015)
Morehead, M.D.; Huang, Y.; Luo, J.: Chip morphology characterization and modeling in machining hardened 52100 steels. Mach. Sci. Technol. 11(3), 335–354 (2007)
Shyha, I.; Gariani, S.; El-Sayed, M.; Huo, D.: Analysis of microstructure and chip formation when machining Ti–6Al–4V. Metals 8(3), 185 (2018). https://doi.org/10.3390/met8030185
Joshi, S.; Tewari, A.; Joshi, S.S.: Microstructural characterization of chip segmentation under different machining environments in orthogonal machining of Ti6Al4V. J. Eng. Mater. Technol. 137(1), 011005 (2015)
Su, G.; Liu, Z.; Li, L.; Wang, B.: Influences of chip serration on micro-topography of machined surface in high-speed cutting. Int. J. Mach. Tools Manuf. 89, 202–207 (2015)
Thakur, D.G.; Ramamoorthy, B.; Vijayaraghavan, L.: Machinability investigation of Inconel 718 in high-speed turning. Int. J. Adv. Manuf. Technol. 45(5–6), 421–429 (2009)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Bedi, S.S., Behera, G.C. & Datta, S. Effects of Cutting Speed on MQL Machining Performance of AISI 304 Stainless Steel Using Uncoated Carbide Insert: Application Potential of Coconut Oil and Rice Bran Oil as Cutting Fluids. Arab J Sci Eng 45, 8877–8893 (2020). https://doi.org/10.1007/s13369-020-04554-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13369-020-04554-y