
Abstract
Carbonation of concrete, consuming Ca(OH)2 and lowering concrete alkalinity, will lead to reinforcement corrosion and therefore is one of the major causes of concrete deterioration. Most research mainly focuses on the carbonation of concrete without mechanical load. However, concrete structures will bear load in practice, which has a significant influence on CO2 transport and carbonation rate. So, studies on carbonation in combination with mechanical load are of great importance for optimizing service life prediction models. In this review paper, it is discussed how imposed load affects the carbonation of concrete and how a dedicated experimental setup is achieved in the lab. The advantages and disadvantages of existing devices are discussed in terms of specimen size, loading frame, method for applying load and stress compensation. Finally, changes in cracks and pore structure induced by compressive loads at different levels are analyzed with respect to gas permeability and carbonation depth.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
Carbonation of concrete is one of the major causes of reinforced concrete deterioration. When the surface of reinforced concrete is exposed to the atmosphere, CO2 in the air will penetrate into the concrete through pores and through cracks which are possibly formed during the hydration process which causes shrinkage. In the presence of moisture, CO2 will dissolve in the pore solution and form \({\mathrm{HCO}}_{3}^{-}\) and \({\mathrm{CO}}_{3}^{2-}\) ions. Then \({\mathrm{HCO}}_{3}^{-}\) and \({\mathrm{CO}}_{3}^{2-}\) ions will react with Ca2+ from the hydration products of concrete, such as portlandite (Ca(OH)2) and calcium silicate hydrates (C–S–H), and form different polymorphs of CaCO3 including calcite, vaterite and aragonite. At high alkalinity, the Ca2+ is mainly from the dissolution of portlandite. With the continuous consumption of Ca(OH)2, the alkalinity of concrete will be reduced and lead to the neutralization of concrete and depassivation of steel reinforcement. Finally, reinforcement corrosion may happen, which shortens the service life of reinforced concrete structures. Therefore, as an important issue, the carbonation of concrete has been widely investigated.
The carbonation process is greatly influenced by several factors. Some key factors, including material composition, carbonation condition and curing, determine the carbonation rate and carbonation products. Based on the process from the beginning of CO2 diffusion to the end of CO2 reaction, 2 individual processes can be discerned: the physical transport and chemical reaction of CO2. It should be noted that these 2 processes are not completely independent, for example, the reaction between CO2 and hydration products also affects the microstructure and hence the subsequent transport [1, 2] of CO2. All factors influence these 2 processes more or less. For example, material composition is no doubt one of the key factors which determine the rate, reaction products and mechanism of concrete carbonation. A lower water/cement ratio results in a lower capillary porosity and slows down the diffusion of CO2 [3]. The replacement of cement by supplementary cementitious materials not only changes the porosity of concrete and the tortuosity of the pore system [4] but also reduces the amount of Ca(OH)2. Moreover, when the carbonation process is accelerated in laboratory conditions, by applying a higher CO2 concentration than in the natural atmosphere, the porosity of OPC decreases and the amount of different carbonation products varies [5].
However, most research mainly focuses on the carbonation of concrete without mechanical load. Concrete structures will bear load in practice, which has a significant influence on CO2 transport, and thereby has a great impact on carbonation rate. Under different load levels, the concrete microstructure may change and the number, orientation and position of the induced cracks can be different. So, studies on carbonation in combination with mechanical load are of great importance for optimizing service life prediction models.
In this paper, it is discussed how a dedicated experimental setup is achieved for investigating concrete under combined mechanical load and carbonation, through comparison of test methods given in different articles. Then, changes in crack formation and pore structure caused by compressive loads at different levels are analyzed with respect to gas permeability and carbonation depth.
2 Test Method for Carbonation of Concrete Under Compressive Load
There is no standard test method for carbonation of concrete in combination with mechanical load. So different test apparatus and test procedures have been designed to achieve sustained compressive load, and different specimen sizes have been used.
2.1 Specimen Size
Even though a larger specimen size can ensure even distribution of coarse aggregate and a large enough uniformly distributed stress zone, the size of the specimens should not be taken too large. Firstly, the size of specimens is limited by the size of the CO2 chamber available for accelerated carbonation testing. A strong enough frame designed to transfer uniaxial compressive loads on specimens of size 100 * 100 * 400 mm, may have a total height of over 600 mm. Moreover, during the experiment, specimens may need to be moved out of the CO2 chamber at certain ages for testing carbonation depth or compensating stress losses. It is difficult for a large CO2 chamber to maintain the relative humidity and CO2 concentration, especially for experiments in which a high CO2 level is required, for example, 20% CO2 concentration according to the Chinese standard. In most studies, prismatic specimens have been adopted, for example, 100 * 100 * 400 mm [6], 100 * 100 * 300 mm [7] and 40 * 40 * 160 mm [8].
2.2 Loading Devices
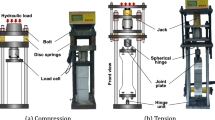
The loading frame which provides and maintains sustained load is similar to a post-tensioning system for prestressed concrete. Usually threaded bar tendons are used so compressive stress can be provided. The bar tendons can be designed both inside or outside of the specimens. The typical loading devices for applying uniaxial compressive load [9] and flexural compressive load [10] (3-point bending) by use of external bar tendons are shown in Fig. 1a, b. Such a loading frame with external threaded bar tendons can provide more even and accurate load through adjusting four nuts.

Besides, based on the loading setups mentioned above, some researchers added springs on the bar tendons [14]. In this case, the load is transmitted through the springs and not merely through the bar tendons. So, when inevitable stress losses happen, the applied external load will not decrease too much because of the buffering effect of the spring. Nevertheless, to provide large enough load with a slight strain, very strong springs are required (Fig. 1c), which will greatly increase the total size and weight of the setup. The applied load should never exceed the limit of springs. If the springs are not strong enough, the level of the applied stress is limited [15], especially for compressive stress. In order to keep the total weight as light as possible and allow for a compact design, disc springs (Belleville washers) which can support very large loads with a small installation space are used in several articles (Fig. 1d).
However, the main shortcoming of external bar tendons is that the loading frame may be too large and heavy, which makes it difficult to be manually transported and put into the CO2 chamber, especially for the loading frames in which springs are added. Therefore, an alternative can be to use internal unbonded bar tendons. As shown in Fig. 1e, a circular duct is precast in the concrete for the bar tendon. Obviously, loading with internal bar tendons greatly reduces both the size and weight of the loading setup. But the accuracy and stability of the load still needs further investigation. Besides, Fig. 1f shows a loading frame developed in the Magnel-Vandepitte Laboratory at Ghent University based on the loading frame design in China Building Materials Academy. Disc springs and a sphere are added for reducing the effect of stress loss and load eccentricity respectively.
2.3 Load Application and Compensation
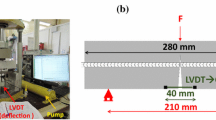
Hydraulics and torque wrenches [16] can be used to apply load. Applying load through hydraulics is more accurate but the operator should pay attention when anchoring with nuts to avoid unexpected prestressing losses. Applying loads through a torque wrench is less accurate because the measured torque is derived from the friction between the nut and screw which highly depends on the nut and screw specifications and even whether it is free of rust and lubricated. But it is still a simple way to apply a relatively low load. Moreover, through gluing strain gauges on the specimen, the operator can also apply the load with a wrench manually according to the resulting strain.
After the load is applied through the loading frame, the load always drops with time. This inevitable phenomenon of stress relaxation is caused by shrinkage, creep and bolt loosening. When the designed stress level is relatively low, regularly releasing the load and reloading is a solution. However, when the load level is over 54% of the failure load, the apparent Poisson’s ratio starts to change clearly, which means irreversible plastic deformation happened [17]. In this case, reloading will cause unexpected cracks. Besides, as mentioned before, designed springs can make sure the stress will not drop too much when specimens need to be loaded for a long time.
In the case of prestressed concrete, slightly excessive load (3–5% of designed load) will be applied [18, 19] for the following reasons: first, the stress will decrease greatly after the removal of hydraulics because of the elasticity of the loading frame; second, the shrinkage and creep of concrete will lead to the continuous decrease of stress. Therefore, applying excessive load is essential in prestressed concrete for the structural safety. However, in fact, this can only keep the average stress near or above the design value but not mitigate the effect of shrinkage and creep. Since there is no requirement for structural safety in a loading setup for laboratory tests, more measures are needed to avoid too much stress loss owing to shrinkage and creep. For example, measuring the length variation of springs regularly during carbonation and controlling the length of springs through adjusting the bolts.
3 Effect of Sustained Compressive Load on Carbonation of Concrete
When compressive loads are applied, the microstructure of the concrete may be affected and cracks will change in number, length, width and pattern. The variation in crack pattern and geometry has a great impact on carbonation [20]. A denser concrete structure will slow down the diffusion of CO2 while a less dense concrete structure contains more pores and cracks which act as flow channels of CO2 and accelerate the diffusion of CO2. A larger crack not only makes CO2 diffusion easier but also provides more room for carbonation product formation. Several researchers investigated the influence of sustained load on the transport properties and carbonation of concrete.
The effect of applied compressive load on a concrete structure highly depends on the applied stress level. Lim [21] investigated the crack patterns under different stress levels through microscopic observation. According to his research on concrete crack length after compressive load, bond cracks occur at the aggregate-mortar interface when the stress level is above 0.3 times the failure stress and the total crack length increases significantly when the stress level exceeds 0.5. Notable isolated mortar cracks occur at a stress level of 0.7 and interconnect with bond cracks at 0.9 stress level. Although the crack opening displacement reduces after the load is completely removed [22], it is helpful to understand the transport properties of concrete under sustained compressive load.
When the stress level reaches a certain threshold, crack growth goes to another stage and the crack pattern changes greatly. Other researchers also identified a threshold stress level for permeability tests on concrete. Banthia [23, 24] found that the threshold for both plain concrete and fiber-reinforced concrete appears to be approximately 0.3 times the failure stress according to the results of water permeability experiments. In addition to mix proportion, the exact threshold also depends on the age and loading history [25]. Tang found that the gas permeability of unloaded samples obtained through Autoclam method is higher than for samples at 0.3 stress level and lower than for samples at 0.6 stress level (oven dried, air pressure: 500 mBar, specimen size: 100 * 100 * 400 mm) [26], which shows that a threshold for gas permeability may also occur between 0.3 and 0.6 stress level (Fig. 2). For both gas and water permeability, the permeability decreases if the applied compressive stress is below the threshold, while the permeability increases significantly after exceeding the threshold. This phenomenon occurs because the concrete structure becomes denser when a relatively low compressive load is applied. Some of the cracks and micro-cracks generated during hydration will be closed due to the external stress.

Gas permeability coefficient under sustained uniaxial compressive loads being 0, 0.3 or 0.6 times the failure load [26]
The typical effect of compressive load on carbonation rate is shown in Fig. 3 (CO2 level: 20%, relative humidity: 70%, specimen size: 100 * 100 * 300 mm). The threshold of the sustained compressive load seems to be higher than the threshold for gas and water permeability. Comparing with unloaded specimens, different authors have found that the carbonation rate under sustained uniaxial compressive load is lower when a fraction of 0.4 [15], 0.5 [27, 28] and even 0.75 [29] of the failure stress is reached. On the one hand, the pressure in the permeability test is much higher than the atmospheric pressure in the carbonation test, which will absolutely cause a discrepancy in the results. On the other hand, carbonation itself may play an important role. The formation of carbonation products caused by the chemical reaction between CO2 and hydration products of OPC can block the path of CO2 transport, which has a great impact on CO2 transport properties in turn. And these are probably the reasons for the difference in threshold between permeability and carbonation.

Typical effect of compressive load on carbonation rate [30]
However, Jinzhi [12] and Koh [9] observed a threshold of sustained compressive load for carbonation at around 0.2 stress level. Interestingly, the size of the specimens (100 * 100 * 50 mm and 100 * 100 * 40 mm respectively and in both cases 100 mm high in the direction of compressive load) in their study is much smaller than the size in the previously described research (usually 100 * 100 * 400 and 400 mm high in the direction of compressive load). The height of 100 mm is usually not large enough to provide a uniform distribution of compressive stress according to the results of finite element analysis. With a lower specimen height, more cracks are generated and may concentrate only on a thin outer layer under compressive load [31], which probably makes the threshold occur at a lower stress level.
4 Conclusions
In this paper, the test methods for studying the carbonation of concrete under sustained compressive load are compared and discussed. Then the effect of mechanical load on carbonation is discussed. The applied compressive load can densify concrete at a low loading level. The carbonation rate will be reduced because of the closure of cracks and pores. However, when the applied compressive load exceeds a certain threshold, microcracks connect and the carbonation rate significantly increases.
Future research should be carried out to gain a deeper understanding of the coupled effect of mechanical load and carbonation: The key factors for the threshold load above which the carbonation rate increases, remain uncertain according to existing research. Efforts should be made to determine the threshold stress. It is of great importance for improving the service life of reinforced concrete. Besides, further work is needed to understand how the crack pattern influences CO2 transport, which is of great help in establishing a theoretical model for service life prediction in practice.
References
Auroy, M., Poyet, S., Le Bescop, P., et al.: Impact of carbonation on unsaturated water transport properties of cement-based materials. Cem. Concr. Res. 74, 44–58 (2015)
Claisse, P.A., El-Sayad, H., Shaaban, I.G.: Permeability and pore volume of carbonated concrete. ACI Mater. J. 96, 378–381 (1999)
Shah, V., Bishnoi, S.: Carbonation resistance of cements containing supplementary cementitious materials and its relation to various parameters of concrete. Constr. Build. Mater. 178, 219–232 (2018)
Van den Heede, P., Gruyaert, E., De Belie, N.: Transport properties of high-volume fly ash concrete: capillary water sorption, water sorption under vacuum and gas permeability. Cement Concr. Compos. 32(10), 749–756 (2010)
Van den Heede, P., De Schepper, M., De Belie, N.: Accelerated and natural carbonation of concrete with high volumes of fly ash: chemical, mineralogical and microstructural effects. Royal Soc. Open Sci. 6(1), 181665 (2019)
Liu, X.: Study on Carbonization and Chlorine Ion Penetration Corrosion Regularity of Coastal Concrete Bridge Under Load in Service (in Chinese). Qingdao Technological University (2010)
Chen, J., Song, X., Zhao, T., et al.: Service life prediction of lining concrete of subsea tunnel under combined compressive load and carbonation. J. Wuhan Univ. Technol. Mater. Sci. Ed. 25(6), 1061–1064 (2010)
Jin, Z., Sun, W., Zhang, Y., et al.: Study on carbonation of concrete under loading (in Chinese). J. Build. Mater. 8(2), 179–183 (2005)
Koh, T.-H., Kim, M.-K., Yang, K.-H., et al.: Service life evaluation of RC T-girder under carbonation considering cold joint and loading effects. Constr. Build. Mater. 226, 106–116 (2019)
Castel, A., Francois, R., Arliguie, G.: Effect of loading on carbonation penetration in reinforced concrete elements. Cem. Concr. Res. 29(4), 561–565 (1999)
Zheng, J., Huang, L.: Experimental study on carbonation of self-compacting concrete under tensile and compressive stresses (in Chinese). Jianzhu Cailiao Xuebao/J. Build. Mater. 16(1), 115–120 (2013)
Tang, J., Wu, J., Zou, Z., et al.: Influence of axial loading and carbonation age on the carbonation resistance of recycled aggregate concrete. Constr. Build. Mater. 173, 707–717 (2018)
Wang, W., Lu, C., Li, Y., et al.: Effects of stress and high temperature on the carbonation resistance of fly ash concrete. Constr. Build. Mater. 138, 486–495 (2017)
Wan, X., Wittmann, F., Zhao, T.-J.: Influence of mechanical load on service life of reinforced concrete structures under dominant influence of carbonation. Restor. Build. Monuments 17(2), 103–110 (2011)
Wang, Y., Jiang, X., Wang, S., et al.: Influence of axial loads on CO2 and Cl−transport in concrete phases: paste, mortar and ITZ. Constr. Build. Mater. 204, 875–883 (2019)
Carević, V., Ignjatović, I.: Influence of loading cracks on the carbonation resistance of RC elements. Constr. Build. Mater. 227, 116–583 (2019)
Wan, X., Zhao, T., Jiang, F., et al.: Experimental Research on Carbonation Performance of Mechanical Loaded Concrete. In: Proceedings of the Fifth Symposium on Strait Crossings, p. 525 (2009)
Wang, H., Lu, C., Jin, W., et al.: Effect of external loads on chloride transport in concrete. J. Mater. Civ. Eng. 23(7), 1043–1049 (2011)
Zhang, Y., Sun, W., Chen, S., et al.: Multi-dimensional carbonation and service life prediction model of fly ash concrete subjected to flexural stress and CO2 attack (in Chinese). J. Southeast Univ. (Nat. Sci. Ed.) S2, 226–233 (2006)
Van Mullem, T., De Meyst, L., Handoyo, J.P., et al.: Influence of crack geometry and crack width on carbonation of high-volume fly Ash (HVFA) mortar. In: The Third RILEM Spring Convention and Conference, Guimaraes, Portugal (2020)
Lim, C., Gowripalan, N., Sirivivatnanon, V.: Microcracking and chloride permeability of concrete under uniaxial compression. Cement Concr. Compos. 22(5), 353–360 (2000)
Wang, K., Jansen, D.C., Shah, S.P., et al.: Permeability study of cracked concrete. Cem. Concr. Res. 27(3), 381–393 (1997)
Bhargava, A., Banthia, N.: Measurement of concrete permeability under stress. Exp. Tech. 30(5), 28–31 (2006)
Banthia, N., Bhargava, A.: Permeability of stressed concrete and role of fiber reinforcement. ACI Mater. J. 104(1), 70 (2007)
Banthia, N., Biparva, A., Mindess, S.: Permeability of concrete under stress. Cem. Concr. Res. 35(9), 1651–1655 (2005)
Tang, G., Yao, Y., Wang, L., et al.: Relation of damage variable and gas permeability coefficient of concrete under stress. J. Wuhan Univ. Technol. Mater. Sci. Ed. 33(6), 1481–1485 (2018)
Tian, H., Li, G., Liu, J., et al.: Experimental research on carbonation of forced concrete specimens (in Chinese). J. Tongji Univ. (Nat. Sci.) 38(2), 200–204+213 (2010)
Wang, M.: Carbonization and Chlorine Ion Erosion Test and Theoretical Analysis of Steamed Prestressed Concrete (in Chinese). Central South University (2012)
Luo, X., Zou, H., Shi, Q.: Experimental study on durability of concrete carbonation at different stress states (in Chinese). J. Build. Mater. 21(2), 194–199 (2012)
Liu, Y., Ren, J., Li, Z., et al.: Carbonization resistance of reinforced concrete under bending load. Frattura ed Integrità Strutturale 13(49), 714–724 (2019)
Van Vliet, M.A., Van Mier, J.M.: Experimental investigation of concrete fracture under uniaxial compression. Mech. Cohesive Frictional Mater. Int. J. Exp. Model. Comput. Mater. Struct. 1(1), 115–127 (1996)
Acknowledgements
These results have been obtained in the framework of a Bilateral Scientific Research Cooperation Project between the Research Foundation—Flanders (FWO) and the National Natural Science Foundation of China (NSFC). The authors are grateful to FWO for the financial support (project number G0F3619N). Philip Van den Heede is a postdoctoral research fellow of the Research Foundation—Flanders (FWO) (project No. 3E013917). The financial support of FWO is gratefully acknowledged.
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Liu, Z., Van den Heede, P., De Belie, N. (2021). The Effect of Mechanical Load on Carbonation of Concrete: Discussion on Test Methods and Results. In: Valente, I.B., Ventura Gouveia, A., Dias, S.S. (eds) Proceedings of the 3rd RILEM Spring Convention and Conference (RSCC 2020). RSCC 2020. RILEM Bookseries, vol 33. Springer, Cham. https://doi.org/10.1007/978-3-030-76551-4_36
Download citation
DOI: https://doi.org/10.1007/978-3-030-76551-4_36
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-76550-7
Online ISBN: 978-3-030-76551-4
eBook Packages: EngineeringEngineering (R0)