
Abstract
Bolt nut connections are widely used in the industry. To ensure the safety of structures, both good anti-loosening performance and high fatigue are needed. In previous studies, it has been proven that by enlarging the root radii of bolt nut connections or introducing a pitch difference between the bolt and the nut, the fatigue life can be improved significantly. Based on this, in this study, the anti-loosening performance of the root enlarged bolt nut connections are studied. The prevailing torque and the loosening process of M16 bolt nut connections are simulated by FEM analysis. It is found that even though the anti-loosening performance of the bolt nut connections decreases, introducing suitable pitch differences improves the anti-loosening performance compared to a common bolt nut connection.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Bolt nut connections are one of the essential elements used in the industry. When subjected to impacts or dynamic loads, fatigue failure or self-loosening of bolted joints may happen and even leading to a disaster. The fatigue life of bolted joints can be improved by changing materials, using different manufacturing methods or special after effect to deal with the bolts and nuts, or changing the geometry of the threads [1,2,3,4,5]. There are many pieces of research on the anti-loosening of bolted joints. Prevailing torque is a commonly used method to prevent self-loosening of bolted joints. Nylon inserted nuts can generate a prevailing torque to resist loosening, but shows little loosening resistance after several repetitive usages [6]. Table 1 shows the prevailing torques of different anti-loosening nuts that can be obtained from the market. Wakabayashi designed a nut pair named Hard Lock, which has witnessed the success of Japan Shinkansen for several decades [7].
To ensure the safety of structures under complex working environment, both good anti-loosening performance and high fatigue strength are needed. However, there are few pieces of research on improving fatigue strength and anti-loosening performance at the same time. In the authors’ previous studies, it has been found that when introducing a pitch difference between the bolt and the nut, both fatigue life and anti-loosening performance were improved [8,9,10].
In this study, based on the previous researches on pitch difference, the effect of root radius on pitch difference bolt nut connections is studied. When increasing the root radii of bolt nut connections, the stress concentration factor will reduce. Thus, fatigue life and fatigue strength can be improved. Moreover, the anti-loosening performance can also be expected according to the FEM analysis.
2 Fatigue Experiments and Analysis
2.1 Specimen
For a common high strength Japanese Industrial Standards (JIS B1181 1xd), the height of the M16 nut is 16 mm. In this study, the height of the nuts is 16 mm. Figure 1 shows the sketch of an M16 bolt nut connection used in this study. For a common coarse thread bolt nut connection, both the pitch of the bolt and the nut are 2000 μm. The clearance between the thread of the bolt and the nut in the axial direction is 72 μm. In this study, to obtain a better anti-loosening performance and higher fatigue life of the bolt nut connections, the pitch of the nut is α larger than that of the bolt. In this study, the pitch difference α is chosen as 0, 15, and 33 μm. Owing to the existence of chamfer at two ends of the nut, the outer sides thread of the nut does not contact with the bolt.

Schematic illustration for a bolt nut connection
For a common JIS M16 bolt, the bolt root radius is ρ0 = 0.29 mm. Previous studies have proven that fatigue strength can be enhanced by decrease of stress concentration [9, 11]. Therefore, the fatigue limit of a bolt nut connection can be improved by enlarging the root radius of the bolt. Two kinds of bolt root radii ρ = ρ0 = 0.29 mm, ρ = 2ρ0= 0.58 mm, as shown in Fig. 2, are introduced in this study. To examine the improvement of fatigue strength with respect to ordinary bolts and nuts, here we consider the stress concentration factor Kt of a round bar with a circumferential 60° notch since detailed studies are available [12, 13]. When enlarging the root radius from ρ = ρ0 to ρ = 2ρ0, the stress concentration factor will reduce significantly, from Kt = 4.53 (ρ = ρ0) to Kt = 2.90 (ρ = 2ρ0).

Schematic illustration for special bolt nut connections having pitch difference
2.2 Fatigue Experimental Results and FEM Analytical Results
The materials used for the bolt and the nut are SCM435 and S45C, respectively, and the stress–strain relationships for the two materials are shown in Table 2. A 40-ton servo fatigue testing machine is used in this test, and the frequency of the loading is 10 Hz. The fatigue limit was set at repetitive stress of 2 × 106 cycles. In the fatigue experiments, the mean load along the axial direction was set as 30 kN, and the stress amplitude was set from 8.5 to 22.6 kN.
From Fig. 3, it can be seen that the fatigue life for bolt nut connections increases with the increasing of pitch difference and then decrease. It should be noted that, for M16, even the fatigue life of α = 33 μm is shorter compared to that of when α = 15 μm, it is still much longer than the common bolt connections.

S–N curve for the bolt-nut with the pitch difference of α = 0 μm, α = 15 μm, and α = 33 μm, when the radius of the roots ρ = ρ0
Figure 4 shows the S–N curve for common bolt nut connections and bolt nut connections with enlarged root radius and pitch difference.

S–N curve for different bolt root radii and pitch differences
As it can be seen from Fig. 4, when the root radius of the bolt is 2ρ0, the fatigue life of the bolt is about 2.2 times longer than of a normal bolt. Meanwhile, the fatigue limit of the bolt is increased by 30% from 60 to 80 MPa. In the case of ρ = 2ρ0, the fatigue life of the bolt joints with a pitch difference of α = 15 μm is about 2.4 times longer than of bolt joints without pitch difference. Moreover, when α = 15 μm, the fatigue limit reaches about 100 MPa, and it has been improved by 30% with respect to α = 0 μm. The fatigue life and fatigue limit at α = 15 μm, ρ = 2ρ0 are 2.2 times and 65% higher than those at α = 0 μm, ρ = ρ0, respectively.
Figure 5 shows the crack locations under the stress amplitude of 100 MPa when α = 0 μm and under the stress amplitude 130 MPa, when α = 15 μm. From Fig. 5a, cracks can be seen only at No. 1 and No. 2 threads since the pitch difference do not exist. From Fig. 5b, the final fracture can be seen at No. 2 and No. 3 threads also when α = 15 μm. However, the cracks also can be seen between No. 3 and No. 6 threads due to the pitch difference. The pitch difference causes higher stress at both ends of the bolt, and the maximum stress appears at No. 6 thread. Therefore, crack occurs at No. 6 thread first, then crack occurs from right to left one by one, and final fracture occurs between No. 2 and No. 3 thread as explained in [14].

Crack position observed from the surface of the specimen
To figure out the reason for the crack differences for the bolt nut connections with and without pitch differences, the stresses at the bolt roots are analyzed by FE analysis. The boundary conditions are shown in Fig. 1, the left side of the clamped body is fixed, and the bolt head subjects to an axial tensile load F. The stresses of the bolt roots were simulated by elastoplastic analysis, using the FEM axis-symmetric model. When cyclic axial force F = 30 ± 14.1 kN, the corresponding mean stress and stress amplitude at the bolt roots are 213 MPa and 100 MPa, respectively. The simulation results are shown in the form of a durability diagram.
Figure 6 shows the stress amplitude and mean stress at each root of the bolt with different root radii. From Fig. 6a, it can be seen that when there is no pitch difference, the maximum mean stress and stress amplitude occurs at the No. 2 root, and this coincides with the experimental result as shown in Fig. 5a. Moreover, by increasing the bolt root radius, the stress amplitude decreases significantly at each root, and the stress amplitude at No. 2 root at ρ = 2ρ0 is 30% smaller than that of ρ = ρ0. Figure 6b shows the simulation results under different root radius with a pitch difference of α = 15 μm. It can be seen that when there is a pitch difference between the bolt and nut, the maximum stress amplitude and the maximum mean stress occurs at the root of No. 6 and No. 7 thread, respectively, rather than occurs at the root of the No. 2 thread. By comparing the results with the cracks in the experiment in Fig. 5b, it can be seen that the simulation results are in good agreement with the experimental results. Therefore, it can be assumed that the first crack occurs at No. 6 threads, then the crack happens from right to left one by one, and the failure happens between No. 2 and No. 3 thread eventually. Moreover, the mean stresses and the stress amplitudes at No. 6 thread and No. 7 thread decreased significantly as well when increasing the root radii from ρ = ρ0 to ρ = 2ρ0.

Endurance limit diagram for different root radii and pitch difference
3 Loosening Experiment
3.1 Prevailing Torque
For a common bolt nut connection, the pitch of the bolt and the nut is the same, which means before the nut contacts the clamped body, there will no inner force occur between the bolt and the nut. However, with increasing the pitch difference of a bolt nut connection, a torque will occur before the nut contact with the clamped body. The torque is the so-called prevailing torque \({\mathrm{T}}_{\mathrm{p}}\), which is commonly used for anti-loosening [15].
3.2 Loosening Experiment Results
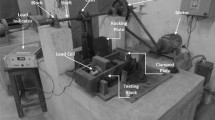
The loosening experimental device used is based on NAS3350 (National Aerospace Standard). The bolt nut connection is subjected to a transverse loading, which is perpendicular to the bolt axis loosening experiment. The frequency of the load is 30 Hz. If the vibration cycles are over 30,000, which is the specified life of the bolt nut connection, one can think the anti-loosening performance of the connection is good enough. Therefore, the experiments stop at a loading cycle of 30,000 if the nut does not drop. For all the bolt nut connections, the nuts are tightened under the same torque of 70 N⋅m. The experimental results are shown in Table 3.
From the results, we can see that when the pitch difference is 0 or 15 μm, the nut drops while the vibration numbers are nearly 1000 cycles. That is to say, when increasing the pitch difference from 0 to15 μm, for which pitch difference, there will be no prevailing torque in the tightening process, the loosening performance of the bolt nut connection almost remains the same. However, for α = 33 μm, the nut does not drop before 30,000 cycles of vibration. Meanwhile, the axial force decreases from 24 to 20 kN, which means the clamping ability decreased by about 16.7%, which is acceptable for the actual application. When the pitch difference reaches a value, a prevailing torque will occur in the tightening process; along with the increase of the pitch difference, the axial force will decrease. Therefore, considering both anti-loosening performance and clamping ability, α = 33 μm can be regarded as the most suitable pitch difference for anti-loosening.
3.3 FEM Results of the Anti-loosening Analysis
In the loosening experiments mentioned above, the transverse load changes over time. Thus, it is hard to simulate this loosening process. The Junker test is the commonly used method to evaluate the anti-loosening performances of threaded fasteners. In this paper, a simplified Junker test FE model shown in Fig. 7 is used to evaluate the anti-loosening performance of root radius enlarged bolt nut connection with and without pitch differencesV.

Sketch of Junker loosening test model
The material of the moveable plate is set as SCM435 in this analysis. The bolt head is fixed, and the surface at the bolt head side of the moveable plate cannot move in the axial direction; the cyclic displacement is\(\pm 0.4\,\mathrm{ mm}\). When using MoS2 as the oil lubrication, the under-head coefficient \({\upmu }_{\mathrm{w}}\) between the moveable plate and the nut is between 0.16 and 0.18, and the thread friction coefficient \({\upmu }_{\mathrm{s}}\) is between 0.11 and 0.14 [16]. In this simulation, the under-head coefficient \({\upmu }_{\mathrm{w}}\) and the thread friction coefficient \({\upmu }_{\mathrm{s}}\) are set as \({\upmu }_{\mathrm{w}}=0.17\) and\({\upmu }_{\mathrm{s}}=0.12\), respectively. Bilinear elastic–plastic stress–strain relations are applied instead of multi-linear relations to save the calculation time. The Newton–Raphson approach is used to solve nonlinear problems. The elements number and the nodes number for ρ = ρ0, \(\mathrm{\alpha }=0\) μm are about 2.6 × 104 and 8.4 × 104, respectively. In these FE analyses, the nuts are tightened to 25% of the yield load of\(\mathrm{F}={\mathrm{F}}_{25\mathrm{ \%}}\); thus, the tightening clamp load is 28.8 kN. The prevailing torque for ρ = ρ0, \(\mathrm{\alpha }=33 \) μm and ρ = 2ρ0, \(\mathrm{\alpha }=33 \) μm are 39.1 N⋅m and 19.3 N⋅m, respectively.
From Fig. 8, it can be seen that for ρ = ρ0, \(\mathrm{\alpha }=0 \) μm; ρ = ρ0, \(\mathrm{\alpha }=33 \) μm; ρ = 2ρ0, \(\mathrm{\alpha }=0 \) μm and ρ = 2ρ0, \(\mathrm{\alpha }=33 \) μm, the average residual clamp load is 42.5%, 93.3%, 29.8%, and 71.7%, respectively. The residual clamp load for ρ = ρ0, \(\mathrm{\alpha }=0 \) μm is 12.2% larger than that of ρ = 2ρ0, \(\mathrm{\alpha }=0 \) μm, compared to the initial clamp load, this indicates that the anti-loosening performance for the bolt nut connections will decrease, when increasing the root radius from ρ = ρ0 to ρ = 2ρ0. The residual clamp load for ρ = 2ρ0, \(\mathrm{\alpha }=0 \) μm is 41.9% smaller than that of ρ = 2ρ0, \(\mathrm{\alpha }=33\) μm, compared to the initial clamp load, this indicates that the anti-loosening performance for the bolt nut connections can be increased, when introducing a pitch difference of \(\mathrm{\alpha }=33 \) μm between the bolt and the nut.

Residual clamp load and its percentage after 20 cycles of vibration
Moreover, the residual clamp load for ρ = 2ρ0, \(\mathrm{\alpha }=33 \) μm is 29.2% larger than that of ρ = ρ0, \(\mathrm{\alpha }=0 \) μm, compared to the initial clamp load. Thus, we can make a conclusion that the anti-loosening performance of the bolt nut connections could be increased by introducing a large pitch difference between the bolt and the nut even the root radius is enlarged at the same time.
4 Conclusions
In this study, the influence of the pitch difference on anti-loosening performance and fatigue life and the bolt root radius on fatigue life are analyzed by experiments and FEM analysis. Three kinds of pitch differences and bolt root radii for M16 bolt nut connections are used in this study. The conclusions can be summarized as follows:
-
(1)
For M16 bolt nut connections, both fatigue life and anti-loosening performance can be improved by increasing the root radius from ρ = ρ0 to ρ = 2ρ0 and introducing a pitch difference of α = 33 μm, between the bolt and the nut.
-
(2)
The fatigue life can be improved by introducing a pitch difference between the bolt and the nut. Moreover, both the fatigue and fatigue limit can be improved by enlarging the root radius. The fatigue life and fatigue limit at α = 15 μm, ρ = 2ρ0 are 2.2 times longer and 65% higher than those at α = 0 μm, ρ = ρ0, respectively.
-
(3)
When the pitch difference is large enough, a prevailing torque will occur, and the anti-loosening performance becomes quite good, when the pitch difference is large.
References
A.I. Yakushev. Effect of Manufacturing Technology and Basic Thread Parameters on the Strength of Threaded Connections. Department of Scientific and Industrial Research by Pergamon (1964)
K. Maruyama, Trans. Japan Soc. Mech. Eng. 41(348), 2292 (1975) (in Japanese)
S.I. Nishida, C. Urashima, H. Tamasaki, Eur. Struct. Integrity Soc. 22, 215 (1997)
M. Amiri, M.M. Khonsari, J. Fail. Anal. Prev. 13(2), 183 (2013)
X. Shen, L. Lu, D. Zeng, M. Zhang, Eng. Struct. 210, 110359 (2020)
N. Sase, S. Koga, K. Nishioka, H. Fujii, J. Mater. Process. Technol. 56(1–4), 321 (1996)
K. Wakabayashi, Hard Lock Nut. Japan Patent. Hard Lock Kogyo. 195236 (2002)
X. Chen, N.A. Noda, W.M. Abdel, A. Yuichiro, Y. Sano, Y. Takase, G. Fekete, Acta Polytechnica Hungarica. 12(8), 61 (2015)
N.A. Noda, X. Chen, Y. Sano, M.A. Wahab, H. Maruyama, R. Fujisawa, Y. Takase, Mater. Des. 96, 476 (2016)
X. Chen, N.A. Noda, M.A. Wahab, Y. Sano, H. Maruyama, H. Wang, R. Fujisawa, Y. Takase, J. Chine Soc. Mech. Eng. 37(1), 11 (2016)
H.A. Ly, H. Inoue, Y. Irie, J. Solid Mech. Mater. Eng. 6(4), 299 (2012)
A.M. El-Batahgy, Mater. Lett. 21(5–6), 415 (1994)
X. Chen, N.A. Noda, M.A. Wahab, Y.I. Akaishi, Y. Sano, Y. Takase, G. Fekete, Acta Polytechnica Hungarica. 12, 61 (2015)
N.A. Noda, Y. Takase, Int. J. Fatigue 28, 151 (2006)
W. Eccles, I. Sherrington, R.D. Arnell, Proceedings of the Institution of Mechanical Engineers. Part C: J. Mech. Eng. Sci. 224(2), 483 (2010)
K.S. Udagawa. J. Japan Res. Inst. Screw Threads Fasteners 13(5), 165 (1982) (in Japanese).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Kawano, R. et al. (2021). Effect of Pitch Difference and Root Radius on Anti-Loosening Performance of Bolt Nut Connections. In: Parinov, I.A., Chang, SH., Kim, YH., Noda, NA. (eds) Physics and Mechanics of New Materials and Their Applications. PHENMA 2021. Springer Proceedings in Materials, vol 10. Springer, Cham. https://doi.org/10.1007/978-3-030-76481-4_31
Download citation
DOI: https://doi.org/10.1007/978-3-030-76481-4_31
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-76480-7
Online ISBN: 978-3-030-76481-4
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)