
Abstract
To understand the complete potential of Wire Arc Additive Manufacturing (WAAM), it is required to explore the relationship between process, the resultant microstructure, and mechanical integrity of the components. WAAM process has achieved a significant attention because of the possibility of fabricating small-medium metal components. Most of the structures made by WAAM process are exposed to cyclic loads and the fatigue performance of WAAM components compared to wrought and cast alloys is far less understood. In the present work, single layered wall was produced via Gas metal arc welded (GMAW) based WAAM process. The wall dimensions were 200 × 145 × 6 mm before machining and 180 × 135 × 3.5 mm after machining, respectively. Fatigue specimens were prepared from the wall component along the built direction. The fatigue characteristics of the WAAM processed 904L samples were correlated to their microstructure as well as the mechanical properties. The fractographs were captured to reveal the fracture morphology. Recent works on WAAM process along with the several influencing parameters on the fatigue behaviour reveals the need for thorough understanding of the fatigue performance of steel structures by this technique. Based on this fact, some of the gaps are discussed in relation with microstructure and mechanical properties for future research in WAAM process.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
24.1 Introduction
Austenitic stainless steels have been used in numerous industries due to their excellent corrosion performance and acceptable mechanical properties under elevated temperature. Super austenitic stainless steel (SS 904L) has excellent resistance to chloride attack, which makes it an ideal choice for application in the oil and gas refineries. The presence of copper in this grade of stainless steel makes it invulnerable to H2SO4 and other reducing agents, thus making it a good choice for chemical industries as well. SS 904L is considered as a best material to replace duplex stainless steel 2205 for certain applications.
Wire and Arc Additive Manufacturing (WAAM) can be a feasible option for medium to large scale products that have to be rapidly fabricated. This is because of the reason that WAAM using GMAW process with standard welding equipment is a very cost-effective method of manufacturing products which are otherwise very difficult to manufacture through conventional manufacturing methods. The buy-to-fly ratio of WAAM processed products are significantly lower than that of their counterparts from traditional machining.
Further, any advancements in the manufacturing aspect of engineering is to aid the use of the products in the industry. Most components in their applications are subjected to fatigue loads, rather than monotonic loads. This nature of loading decreases the life of the components used by a huge amount, as parts subjected to fatigue loading fail at stress levels far below the yield stress values of its material. Therefore, studying the behaviour of materials under such conditions is necessary to predict the fatigue life of the components.
24.2 Background of Research
Despite the noteworthy pros mentioned earlier, the fact remains that Additive Manufacturing, and WAAM is a comparatively unexplored area when austenitic stainless steels are taken into consideration in a research perspective, unlike the abundant research available for materials like Ti-6Al-4V, Inconel and similar alloys. Studies on fatigue behaviour of AM steels are usually on specimens manufactured through methods like Selective Laser Melting. Studies conducted by Lewandowski et al. [1] gives an insight that WAAM, a method of additive manufacturing of metals can be very cost effective as compared to conventional methods of production.
WAAM has been successfully demonstrated with many metals like Titanium, Aluminium, Steel, and Nickel based superalloys as discussed by Duraisamy et al. [2]. Various aspects like the cooling rate, process parameters, microstructure of the WAAM processed Titanium has been discussed by Martina et al. [3]. Gu et al. [4] have worked with cold metal transfer (CMT) process-based deposition and discussed the effects of post-deposition heat treatment on the CMT product. The influence of weld bead geometry for Aluminium-Copper alloys was also shown in the research. In the research conducted by Cong et al. [5] the porosity issues that rise during the creation of the AM Al-Cu alloy wall was clearly explained. SS 347 was explored with WAAM process exhibited heterogenous microchemistry across the build direction and reported the presence of oxides at elevated temperatures (Fe2O3 and Fe3O4) during dry sliding wear test [6].
Considering various stainless steels, very little research has been carried out with SS 904L using WAAM process. Gordon et al. [7] conducted research on the fatigue behaviour of SS 304 and found that though the E value was lesser than its wrought counterpart, the WAAM processed specimens showed better σY and σUTS values. It is also seen from the work of Grigorescu et al. [8] that among specimens taken from wrought SS 304L, 316L, and 904L, 904L displayed a higher number of life cycles due to its higher stability and slower α-martensite formation compared to the other two materials.
24.3 Experimentation
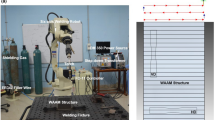
A single layered wall was constructed using GMAW based WAAM process with ER 904L consumable material (Fig. 24.1). The various stages during the fabrication of SS 904L plate via WAAM process as shown in fig. 24.2. The wall measured 200 × 145 × 6 mm before machining and its final dimensions were measured to be 180 × 135 × 3.5 mm. The welding parameters for the WAAM based deposition established through trial and error method and are given in Table 24.1.
The wall created was then machined to obtain a plate with necessary surface finish. Obtained plate was then subjected to Immersive type C Scan to reveal any defects if present. The parameters of the scan are provided in Table 24.2. Once cleared, specimens necessary for carrying out the fatigue analysis and tensile test were prepared according to ASTM E8/E8M-16a and ASTM E466-15 respectively. Fatigue testing samples were then mirror polished. Static tensile test of the sample showed that the Yield Stress σY value for the material was found to be 302.11 MPa along the build direction and 279.32 MPa perpendicular to it. As seen, the minimum required mechanical properties for the material according to ASTM A240 was met, and further experiments were conducted. The microstructure of the material was analysed with specimens prepared according to ASTM E3-11, in the as-built condition. Based on the value of σY, fatigue testing was carried out with different percentages (%) of σY as the mean stress σM and corresponding stress amplitude σA and load ratio R = 0.1. Fatigue testing was conducted with the frequency of loading being 15 Hz. The fractured samples were examined using Scanning Electron Microscope (SEM) to reveal the fracture morphology (Figs. 24.1 and 24.2).

WAAM setup

Various stages of the creation of a single layer wall through WAAM and the final plate obtained
24.4 Results and Discussion
The C scan results of the plate which was scanned was studied. Waveform images from different points on the plate are shown in Fig. 24.3. as an example. Observing the absence of disturbance between the front-wall and the back-wall waveform clearly indicates the absence of macro defects in the material. Analysis of the microstructure of the material revealed that it was mostly dendritic in nature. The layers had majority of equiaxed grains with clusters of columnar and equiaxed grains near the boundary layers which were re-melted. Nucleation of the columnar dendrites was seen at the interface and then transitioning into equiaxed grains towards the middle, as shown in Fig. 24.4. The equiaxed dendrites closer to the boundary were found to have increased spacing due to the re-melting, and the observation was found to be in line with earlier research [9]. The heterogeneous microstructure of the SS 904L is attributed to the complex cyclic thermal history (CCTH) [10]. Tensile tests were done on specimens prepared parallel and perpendicular to the build direction. The respective average σY values were 302.15 MPa and 279.37 MPa, with the average σUTS values being 595.3 MPa and 483.79 MPa, respectively (Table 24.3). Ductile failure was observed for the specimens as shown in Fig. 24.5. The tensile properties meet the standard requirements for pressure vessel and general applications as mentioned in ASTM A240/A240M-18.

Waveform results at various points across the fabricated SS 904L plate

Microstructure analysis images showing equiaxed and columnar dendrites and the overlapping layer in the SS 904L Plate

SEM image of failed tensile test specimen showing the surface as having dimples and voids, indicative of ductile failure
The fatigue test results and the S-N curve for the same are shown in Table 24.4 and Fig. 24.6. respectively. It is observed that there is a variation in the number of life cycles of the specimens for the same stress levels and alternating stresses. This leads us to attribute the variation to the difference in the microstructure at various points is because of the CCTH. The S-N curve drawn can be seen with a right arrow indicating runout specimen at 2 × 106 cycles. As compared to its wrought counterpart whose life cycle count was 2 × 106 at a stress amplitude of 200 MPa, we can see that the WAAM product has decreased fatigue strength and it can be associated with decreased ductility of the material. The R2 value of 0.9951 shows the quality of the material.

Stress-life diagram for the fatigue test results of WAAM processed SS 904L
Observing the fracture surfaces of the failed specimen, it was seen that the specimen which failed at the earlier part of the S-N curve, i.e. those having life cycles <105 had rough surfaces compared to those in the later part of the curve. The lower levels of stress experienced by the samples can be associated with the smooth fracture surfaces. The final ruptured surface, when observed, showed presence of voids and dimples, indicating ductile mode of fracture (Fig. 24.7), which was concurrent with earlier research [9]. Similar results can be seen in the work of Carneiro et al. [11] in their research with Additive Manufactured 17–4 PH stainless steel, even though the manufacturing process was not WAAM, i.e. AM product showed a fatigue limit of 300 MPa compared to CM product, which had a fatigue limit of 640 MPa.

Smooth fractured surface with fatigue striations observed for specimen at 70% YS (>105 cycles) and rupture surface showing presence of voids and dimples indicating ductile fracture
24.5 Conclusions
SS 904L is a viable material for WAAM with good weldability. The processed material has good quality with absence of any macro defects in it. The microstructure analysis showed the material to have equiaxed and columnar dendrites, with clusters of columnar dendrites towards the interlayer boundary. WAAM processed SS 904L showed better tensile strength than the wrought counterpart. However, the fatigue strength was comparatively a little low by approximately 25%. Specimens which failed at the earlier part of the S-N curve showed roughness whereas the ones in the later part of the curve was seen to have smooth surfaces.
References
Lewandowski, J.J., Seifi, M.: Metal additive manufacturing: a review of mechanical properties. Annu. Rev. Mater. Res. 46, 151–186 (2016)
Duraisamy, R., Kannan, A.R., Kumar, S.M., Shanmugam, N.S., Sankaranarayanasamy, K.: Reliability and sustainability of wire arc additive manufactured plates using ER 347 wire-mechanical and metallurgical perspectives. Proc. Inst. Mech. Eng., Part C: J. Mech. Eng. Sci. (2019)
Martina, F., Mehnen, J., Williams, S., Colegrove, P., Wang, F.: Investigation of the benefits of plasma deposition for the additive layer manufacture of Ti-6Al-4V. J. Mater. Process. Technol. 212, 1377–1386 (2012). https://doi.org/10.1016/j.jmatprotec.2012.02.002
Gu, J., Ding, J., Williams, S., Gu, H., Bai, J. Zhai, Y., Ma, P.: The strengthening effect of inter-layer cold working and post-deposition heat treatment on the additively manufactured Al-6.3Cu alloy. Mater. Sci. Eng.: A 651 (2015). https://doi.org/10.1016/j.msea.2015.10.101
Cong, B., Ouyang, R., Qi, B., Ding, J.: Influence of cold metal transfer process and its heat input on weld bead geometry and porosity of Aluminum-Copper alloy welds. Rare Met. Mater. Eng. 45, 606–611 (2016). https://doi.org/10.1016/S1875-5372(16)30080-7
Duraisamy, R., Kannan, A.R., Kumar, S.M., Shanmugam, N.S., Sankaranarayanasamy, K., Ramesh, M.R.: Tribological performance of wire arc additive manufactured 347 austenitic stainless steel under unlubricated conditions at elevated temperatures. J. Manuf. Process. 56(Part A), 306–321 (2020). ISSN 1526-6125
Gordon, J., Harlow, G.: Statistical modeling of wire and arc additive manufactured stainless steel 304: microstructure and fatigue. Int. J. Reliab., Qual. Saf. Eng. 26 (2019). https://doi.org/10.1142/S0218539319500165
Grigorescu, A., Hilgendorff, P.M., Zimmermann, M., Fritzen, C.P., Christ, H.J.: Fatigue behaviour of austenitic stainless steels in the VHCF regime. In: Christ, H.J. (eds.) Fatigue of Materials at Very High Numbers of Loading Cycles. Springer Spektrum, Wiesbade (2018)
Kannan, A.R., Kumar, S.M, Kumar, N.P., Shanmugam, N.S., Vishnu, A.S., Palguna, Y.: Process-microstructural features for tailoring fatigue strength of wire arc additive manufactured functionally graded material of SS904L and Hastelloy C-276. Mater. Lett. 274, 127968 (2020). ISSN 0167-577X
Kannan, A.R., Shanmugam, N.S., Rajkumar, V., Vishnukumar, M.: Insight into the microstructural features and corrosion properties of wire arc additive manufactured super duplex stainless steel (ER2594). Mater. Lett. 270, 127680 (2020). ISSN 0167-577X
Carneiro Junior, L., Jalalahmadi, B., Ashtekar, A., Jiang, Y.: Cyclic deformation and fatigue behavior of additively manufactured 17-4 PH stainless steel. Int. J. Fatigue 123, 22–30 (2019). https://doi.org/10.1016/j.ijfatigue.2019.02.006
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Rajendran, S., Kannan, A.R., Suresha, B., Shanmugam, N.S. (2022). Studies on the Fatigue Performance of Wire and Arc Additive Manufactured SS 904L. In: Pratap Singh, R., Tyagi, D.M., Panchal, D., Davim, J.P. (eds) Proceedings of the International Conference on Industrial and Manufacturing Systems (CIMS-2020). Lecture Notes on Multidisciplinary Industrial Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-73495-4_24
Download citation
DOI: https://doi.org/10.1007/978-3-030-73495-4_24
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-73494-7
Online ISBN: 978-3-030-73495-4
eBook Packages: EngineeringEngineering (R0)