
Abstract
The use of pulsating water jet as a minimal invasive method for disintegration of bone cement requires optimal determination of its machine settings which effects the erosion depth. The volume of fluid required and the distance of the nozzle from the bone cement surface during its disintegration are one of the important machine settings for its in-vivo applications. Moreover, controlling of the technology during its action without effecting the phenomenon responsible for erosion is a challenging task. Therefore, in this study influence of variation of the nozzle diameter and standoff distance on the disintegration depth have been studied. Acoustic emission signals in form of acceleration values, recorded during the disintegration process are analyzed and correlated with the achieved groove depth trends. The results showed similar trend of acceleration values and disintegration depth when varying the nozzle diameter or standoff distance. Both the acceleration and disintegration depth, increases with an increase in the standoff distance till an optimal limit and decreases after it. Also, with the increase in the nozzle diameter, disintegration depth and acceleration value increase due to increase in the water flow rate. The analogy of recorded acoustic emission signals with the depth values achieved during the process can be used in further studies for controlling of the water jet process.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Bone cement or Polymethylmethacrylate (PMMA) is an important constituent for many joint arthroplasty surgeries or operations. It is majorly used in cemented arthroplasty, where it acts as a transfer medium of the body weight and loads during movement from implants to the bone [1]. The load-carrying capacity and the stability of the whole prothesis-bone cement-bone system increases. Bone cement is used to create a compact space between the implant and the affected bone [2]. It is commercially available as two separate components. One being the polymer powder, and the other is the liquid monomer. Powder component contains initiators of the polymerization process, some agents which are opaque to X-rays and antibiotics if required. The liquid monomer contains accelerators, stabilizers, and coloring agents for easier visual access. These two components are usually mixed in a ratio of 2:1 or else as prescribed by the manufacturer [3]. Proper techniques for mixing of the cement is required, which is important for the longevity of the service life and load-carrying capacity of the bone cement. The primary joint arthroplasty surgeries are majorly failed due to infection [4], aseptic loosening [5], and cement bone interface failure of the prothesis-bone cement-bone system [6]. This medical condition requires a revision arthroplasty surgery in which the damaged component in which case of hip arthroplasty can be either the acetabular or the femoral component [7]. In both cases, the components have to be taken out of their position and replaced with a new one. The removal of the fixed components from its position is the major bottleneck of the whole revision joint arthroplasty procedure. It involves disintegration and extraction of the well-fixed or hardened bone cement without destroying or damaging the adjacent bone [8]. The bone present is compromised, and the properties of the bone change depending upon the age of the person undergoing the revision surgery. Various methods for extraction of bone cement have been discovered and also being used in which mechanical tools and means are most commonly used [9]. Currently, mechanical tools like chisels, high-speed burrs, hammers, and oscillating saws are most commonly used in practice. However, chances of damage to the femoral shaft, compromises its strength and post-surgery fractures increases [10]. Another method in which mechanical tools are employed is the segmental extraction of bone cement [9]. This method is applied when the defect is in the femoral component and is tightly fixed to the surrounding cement. Therefore, the entire bone cement is extracted in segments to allow direct access to the femoral channel. The drawback of this approach is that it can only be done through the posterior approach during the revision surgery [11]. Cortical windowing and extended trochanteric osteotomy approaches are also used in some cases, but more blood and time loss is observed [12]. Cement in cement technique is used [13] to overcome these limitations. In this technique, entire old bone cement is not extracted. New cement is inserted in the femoral canal, where it mixes with the old intact cement. It shows good results in terms of stability and strength of the whole bone-bone cement-implant system. However, the presence of blood and debris in the interface of the new and old cement can reduce the strength of the bond [14]. The next area of exploration for the extraction of bone cement is using ultrasonic or high energy waves. Extracorporeal shock wave lithotripter [15] and ultrasonically driven chiseling system [16] are the examples of technique which uses ultrasonic energy to disintegrate the cement mantle by melting it. The use of ultrasound waves to melt the bone cement has also been researched [17]. The main disadvantage of this method is the generation of high temperatures for the melting of the bone cement, which causes the induction of heat into the adjacent bone and tissues causing thermal necrosis [18]. The use of laser is also explored for extraction and removal of bone cement from the femoral canal. Solid-state lasers such as excimer, Nd:YaG lasers have been experimented to disintegrate the bone cement [19]. The demerits of these lasers are a slow disintegration rate and not deeper disintegration grooves. CO2 laser showed a higher disintegration rate [20] but was accompanied by a wider thermal necrosis region and generation of toxic fumes at the operation site during the process [21]. The next form of energy that was explored was the use of hydrodynamic energy generated by the high-speed flow of liquid and impacting the material ahead of it [22]. The first use of pure water jet for the disintegration of bone cement was carried out by Honl et al. [23]. The experiments showed promising results by the use of water jet for extraction of bone cement. The motivation for using water jet for the disintegration of bone cement is because it is a cold cutting process, which eliminates the negative effect of thermal necrosis of neighboring bone and tissues [24]. Due to the property of liquid to travel in a less resistive path, selective cutting can be performed based on the mechanical properties of the materials [25]. Furthermore, the use of flexible tubing allows regions to be reached that cannot be reached with other rigid tools cannot reach [23]. As it is a continuous flow of liquid, so always a clean and new cutting edge is achievable [16]. Pure waterjet and abrasive waterjet were used in past studies to predict the feasibility of this technology to be used in vivo. Honl M. et al. [23] performed a study for disintegration of bone cement and bone with pure water jet and abrasive water jet. Using pure water jet, visible disintegration grooves were formed with a minimum pressure of 40 MPa. Whereas, while using abrasive water jet, water pressure of 20 MPa was sufficient for disintegration of bone cement. Kraaij G. et al. [26] used pure water jet for cutting of periprosthetic tissue. Minimum water pressure of 10 MPa with 0.2 mm nozzle diameter and 5 MPa with 0.6 mm nozzle diameter was sufficient to disintegrate the tissue. Honl M. et al. [25] further compared pure water jet and abrasive water jet erosion ability to disintegrate bone cement with different pressure levels. Rough cutting traces were observed while disintegrating with pure water jet as compared to deeper and uniform traces when abrasive water jet was used. However, with these advantages of disintegration of bone cement or bone with pure water jet and abrasive water jet, some limitations of the processes are also associated with it. High flow rate of water is required for appropriate disintegration rate [26]. Also, non-biocompatible abrasives are also not advisable to use during cutting of bone cement because of chances of infections [27]. Moreover, estimation and controlling of the disintegration depth during the water jet process has been rarely studied in past. Overcoming these limitations, a hybrid version of water jet technology with ultrasonic technology known as pulsating water jet has been developed at Institute of Geonics Czech Republic [28]. The modified liquid is generated due to induction of pressure fluctuation in the high velocity stream after it enters into the high-pressure acoustic chamber. These pressure fluctuations are produced by the sonotrode which is ultrasonically excited with help of piezoelectric crystal transducer [29]. These pressure fluctuations are tuned in the high-pressure chamber by varying the length of the chamber [30]. Standing waves are produced in the chamber whose amplitude increase towards the nozzle exit due to the shape of the chamber. When it exits the nozzle, these pressure fluctuations are transformed in variable axial velocity fluctuation which causes the continuous jet to bunch up alternatively with regions of higher and lower density of water cluster at some specific distances from the nozzle [31]. These water bunches or slugs impact the surface of the material repeatedly causing damage to the material by water hammer effect. These repetitive impingement of the water droplet initiates erosion in the material with low technological input in terms of flow rate or water pressure required [32]. The erosion of the material depends on different machine settings such as pressure, traverse speed of the nozzle, nozzle diameter, standoff distance, acoustic chamber length, frequency and power of the sonotrode. The influence of these input parameters can be observed in form of erosion depth created by the action of PWJ at different input parameters. However, to control or determine the erosion caused during the process can be measured using on-line monitoring system such as recording of acoustics emission signals [33]. Acoustic emission monitoring [34] gives information about the dynamic events appearing during the deformation or disintegration of the material without affecting the phenomenon responsible for erosion. The acoustic sensors measure the surface energy generating due to formation of surface cracks and slips inside the material due to the action of the impact of the jet in form of acceleration of the material. These signals and values of the acceleration can be used for controlling the technology during the disintegration process by the operator to achieve desired erosion results.
In past literature, the influence of the input parameters on the disintegration of both engineering and biomedical material has been studied, which confirms the hypothesis that this technological modification of the water jet can be used for various applications and needs further in-depth investigation. This paper deals with the study of the influence of different nozzle diameter (d = 0.25 mm, 0.3 mm, 0.35 mm, and 0.4 mm) and the standoff distance (z = 1–19 mm) on groove depth formed during the disintegration of bone cement. The depth measured was further correlated with the acceleration value of the acoustic emission signals detected on the bone cement during the experiments. This correlation between the actual depth achieved and the acceleration values can lead to on-line control of the technology while disintegrating bone cement.
2 Experimental Setup
C-ment 1 bone cement manufactured by Leader Biomedical was used during the experiments [35]. It has a standard viscosity. Both components of the bone cement i.e. the monomer liquid and polymer powder, are mixed manually. Heat is produced during the polymerization process with a maximum of 70 °C. Dough formation starts after approximately 1 min of mixing, and it ultimately sets within 8 min in the desired shape or pattern. This bone cement was used for its better compressive strength (93 MPa), bending strength (65 MPa), and intrusion depth for long-lasting results.
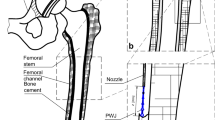
The experiments were conducted using Hammelmann HDP 253 high-pressure pump with maximum operating conditions as 160 MPa at 67 l/min. A robot manipulator (IRB 6640-180) arm was used for the movement of the nozzle head. A circular nozzle of varying diameters d = 0.25 mm, 0.3 mm, 0.35 mm, 0.4 mm was used to study the influence of the groove depth created during the process. The trajectory of the robotic arm with the nozzle head was programmed to follow a stair trajectory starting with 1 mm standoff distance with a consecutive step height distance 2 mm and a horizontal distance of 15 mm in between the steps till 19 mm standoff distance (Fig. 1). The other machine settings were kept constant and have been mentioned in Table 1. Ecoson WJ-UG 630-40 ultrasonic generator was used to actuate the piezoelectric crystals, which further transfers the oscillation to the sonotrode for the formation of pressure fluctuations. The mean oscillating frequency of the vibrating sonotrode was kept at 20.20 kHz (Fig. 2).
For the on-line measurement of the acceleration values during the experiments, NI PXI-1031 measurement system was used. This system could work in the AC/DC module. Data collected were processed using LabView, sound and vibration measurement suite, spectral measurement toolkit, and advanced signal processing toolkit. Accelerometers used for detecting the vibrations were PCB-352A60 with frequency ranging from 5–60,000 Hz. 10 acceleration values for each standoff distance and experimental conditions were used for statistical correctness and plotted against standoff distance (Fig. 3).

Schematic representation of experimental setup with disintegrated bone cement material at specific conditions.

Actual experimental setup with the different nozzles of varying diameters and accelerometer used.
For depth measurement, the disintegrated material was scanned using MicroProf FRT, and the scanned files were processed for depth measurement by SPIP software. Three depth measurements (located at 5 mm distant from each other) for each standoff distance were considered for calculating the mean depth and its deviation from the mean value for statistical correctness (Fig. 4).
3 Results and Discussion
Figure 3 and Fig. 4 shows variation in the acceleration (ACC) and disintegration depth (h) values with variation in the machine settings (d = 0.25 mm–0.4 mm and z = 1 to 19 mm), respectively. Acceleration values recorded during the process shows an increasing nature till certain standoff distance depending upon the nozzle diameters used during the experimental run. After reaching the maximal value, it decreases until the maximum standoff distance. With an increase in the d from 0.25 mm to 0.4 mm, the overall acceleration values increase for the entire range of standoff distance z – 1 mm to 19 mm. This increase in acceleration (ACC = 3.55 m/s2, 5.75 m/s2, 10.03 m/s2 and 14.01 m/s2 for d = 0.25 mm, 0.3 mm, 0.35 mm and 0.4 mm respectively at z = 3 mm) values depicts faster movement of the disintegrated cement particles during the experimental run. Higher acceleration values depict higher erosion phenomenon when the material particles undergo stresses induced in it higher than its ultimate strength (93 MPa), resulting in disintegration and tearing out of small particles from the bulk material creating grooves. This is attributed to the increase in the volume of water interacting with the bone cement surface such as while using a nozzle with d = 0.25 mm, 0.38 l/min volume of water is used as compared to d = 0.4 mm where 0.96 l/min volume of water impacts the surface. For each nozzle diameter, the acceleration trend is similar to increasing standoff distance (z = 1 mm to 19 mm). The increasing phase of the acceleration values is due to the gradual formation of increasing amplitude of axial velocity of the jet with an increase in the standoff distance [36]. After reaching a certain standoff distance, the acceleration values begin to decrease till the entire range of standoff distance selected for the study. The decrease is due to the aerodynamic resistance caused by the surrounding air to the pulsed water jet. This resistance decreases the effective energy of the jet with which it impacts the surface of the bone cement resulting in lesser movement of the material particles and lesser values of acceleration. For d = 0.4 mm, ACC = 10.37 m/s2, 14.01 m/s2 and 8.18 m/s2 at z = 1 mm, 3 mm and 19 mm respectively.

Variation of acoustic emission acceleration (ACC) values with variation of nozzle diameter (d) and standoff distance (z).

Variation of disintegrated depth (h) with changing nozzle diameter (d) and standoff distance (z).
Figure 4 shows the depth of the grooves created during the experimental runs using selected parameters. The depth curve shows typical groove depth variation generated by PWJ with increasing standoff distance keeping all other parameters same. The depth values increase up to a certain standoff distance then decreases gradually. Groove depth was measured from the starting value of standoff distance z = 1 mm, for each experimental run. The values of the disintegrated depth increase with an increase in the nozzle diameter from d = 0.25 mm to 0.4 mm for the entire selected standoff distance range z = mm to 19 mm. This is attributed to the increase in the volume of water (0.38 l/min to 0.96 l/min) impacting the surface of the bone cement leading to the initiation and propagation of cracks into the material and finally detaching from the parent material (h = 577 µm, 625 µm, 699 µm and 772 µm for d = 0.25 mm, 0.3 mm, 0.35 mm and 0.4 mm respectively at z = 5 mm). For all nozzle diameter, the deepest groove depth is recorded for z = 5mm, where the amplitude of the variable axial velocity fluctuation is maximum, leading to the higher energy of the jet impacting the material. Beyond this standoff distance, the negative aerodynamic drag comes into a role and lowers the resultant energy of the jet interacting with bone cement. Therefore, the depth achieved at z = 1 mm, 5 mm, and 19 mm are 651 µm, 772 µm, and 534 µm, respectively, for d = 0.4 mm. The disintegration grooves formed by each nozzle diameter shows a uniform width throughout its trajectory path.
By comparing Fig. 3 and Fig. 4, it can be inferred that on-line monitoring of the process with the help of accelerometers and recording acceleration value can be used to predict the relative depth or other information about the process. It can be observed that the trend of both the curves is quite similar, with maximum values occurring at approximately the same standoff distance. For instance, depth curve and acceleration curve plotted for d = 0.25 mm and 0.3 mm has their respective maximum values at z = 5 mm (For d = 0.25 mm and 0.35 mm, ACC = 4.19 m/s2 and 6.11 m/s2 and h = 577.33 µm and 625.67 µm respectively). Also, the nature of the curve, which is increasing till z = 5 mm and the gradual decreasing is similar. However, for d = 0.35 mm and 0.4 mm, the maximal value of acceleration and depth occurs for different standoff distances (z = 5 mm for maximal depth and z = 3 mm for maximal acceleration value). This measurement difference may be due to some error in the acquiring sensors or while measurement of the depth profile. However, acquiring an acoustic signal during the process can be used to predict and control the groove depth. It can be also be used by the surgeons to adjust the machine settings under which they can achieve desirable results. Moreover, if some changes in the signals occur during the process influenced by the difference in the erosion nature, the operator or surgeon can control the process easily.
4 Conclusions
The main aim of the experiment was to determine similarity in the curves between the acceleration values recorded by acoustic emission sensors during the experimental run and the depth of the grove generated during the same experimental run. The result of the study concludes:
-
1)
The nature of both the acceleration curve (Fig. 3) and the groove depth curve (Fig. 4) shows a similar trend and can be correlated to each other.
-
2)
Acceleration values for a constant nozzle diameter, increases to certain standoff distance and then decreases with further increase in the standoff distance (For d = 0.35 mm, ACC = 6.70 m/s2, 10.03 m/s2 and 5.735 m/s2 at z = 1 mm, 3 mm and 19 mm respectively).
-
3)
Overall acceleration values of the bone cement subjected to water jet increase by increasing the nozzle diameter, resulting in larger volume of water interacting with the surface (For d = 0.25 mm and 0.3 mm, ACC = 4.19 m/s2 and 6.11 m/s2 respectively at z = 5 mm).
-
4)
Depth curves also show a similar nature when increasing to a certain standoff distance and then decreasing for higher standoff distances (For d = 0.3 mm, h = 618.67 µm, 699.33 µm and 456.33 µm at z = 1 mm, 5 mm and 19 mm respectively). Moreover, the groove depth increases with the use of larger nozzle diameter (For d = 0.25 mm and 0.3 mm, h = 577.33 µm and 625.67 µm respectively at z = 5 mm).
References
Hloch, S., Foldyna, J., Sitek, L., Zeleňák, M., Hlaváček, P., Hvizdoš, P., Kľoc, J., Monka, P., Monková, K., Kozak, D., Magurová, D.: Disintegration of bone cement by continuous and pulsating water jet. Tech. Gaz. 20, 593–598 (2013)
Lee, C.: The mechanical properties of PMMA bone cement. In: The Well-Cemented Total Hip Arthroplasty: Theory and Practice, pp. 60–66. Springer, Heidelberg (2005). https://doi.org/10.1007/3-540-28924-0_6
Deb, S., Koller, G.: Acrylic bone cement: genesis and evolution. In: Orthopaedic Bone Cements, pp. 167–182 (2008)
Reina, N., Delaunay, C., Chiron, P., Ramdane, N., Hamadouche, M.: Infection as a cause of primary total hip arthroplasty revision and its predictive factors. Orthop. Traumatol. Surg. Res. 99, 555–561 (2013)
Marcos, L., Buttaro, M., Comba, F., Piccaluga, F.: Femoral cement within cement technique in carefully selected aseptic revision arthroplasties. Int. Orthop. 33, 633–637 (2009). https://doi.org/10.1007/s00264-008-0516-0
Ulrich, S.D., Seyler, T.M., Bennett, D., Delanois, R.E., Saleh, K.J., Thongtrangan, I., Kuskowski, M., Cheng, E.Y., Sharkey, P.F., Parvizi, J., Stiehl, J.B., Mont, M.A.: Total hip arthroplasties: what are the reasons for revision? Int. Orthop. 32, 597–604 (2008). https://doi.org/10.1007/s00264-007-0364-3
Kavanagh, B.F., Ilstrup, D.M., Fitzgerald, J.R.H.: Revision total hip arthroplasty. J. Bone Joint Surg. Am. 67, 517–526 (1985)
Masri, B.A., Mitchell, P.A., Duncan, C.P.: Removal of solidly fixed implants during revision hip and knee arthroplasty. JAAOS-J. Am. Acad. Orthop. Surg. 13, 18–27 (2005)
Lombardi, A.V: Cement removal in revision total hip arthroplasty (1992). https://www.ncbi.nlm.nih.gov/pubmed/19997818. https://doi.org/10.3109/17453679209154735
Zweymüller, K., Steindl, M., Melmer, T.: Anterior windowing of the femur diaphysis for cement removal in revision surgery. Clin. Orthop. Relat. Res. 441, 227–236 (2005). https://doi.org/10.1097/01.blo.0000192042.05584.9c
Megas, P., Georgiou, C.S., Panagopoulos, A., Kouzelis, A.: Removal of well-fixed components in femoral revision arthroplasty with controlled segmentation of the proximal femur. J. Orthop. Surg. Res. 9, 137 (2014). https://doi.org/10.1186/s13018-014-0137-9
Chen, W.-M., McAuley, J.P., C Anderson Engh, J., Robert H Hopper, J., Engh, C.A.: Extended slide trochanteric osteotomy for revision total hip arthroplasty. J. Bone Jt. Surg. 82-A, 5 (2000)
Keeling, P., Prendergast, P.J., Lennon, A.B., Kenny, P.J.: Cement-in-cement revision hip arthroplasty: an analysis of clinical and biomechanical literature. Arch. Orthop. Trauma Surg. 128, 1193–1199 (2008)
Li, P.L.S., Ingle, P.J., Dowell, J.K.: Cement-within-cement revision hip arthroplasty; should it be done? J. Bone Jt. Surg. Br. 78, 809–811 (1996)
Weinstein, J.N., Oster, D.M., Park, J.B., Park, S.H., Loening, S.: The effect of the extracorporeal shock wave lithotriptor on the bone-cement interface in dogs. Clin. Orthop. Relat. Res. 235, 261–267 (1988)
Porsch, M., Schmidt, J.: Cement removal with an endoscopically controlled ballistically driven chiselling system. Arch. Orthop. Trauma Surg. 121(5), 274–277 (2001). https://doi.org/10.1007/s004020000233
Goldberg, S.H., Cohen, M.S., Young, M., Bradnock, B.: Thermal tissue damage caused by ultrasonic cement removal from the humerus. J. Bone Jt. Surg. - Ser. A. 87, 583–591 (2005). https://doi.org/10.2106/JBJS.D.01966
Gardiner, R., Hozack, W.J., Nelson, C., Keating, E.M.: Revision total hip arthroplasty using ultrasonically driven tools. J. Arthroplasty. 8, 517–521 (1993)
Zimmer, M., Klöbl, R., De Toma, G., Jansson, V., Refior, H.J., Heimkes, B., Kühne, J.-H.: Bone-cement removal with the excimer laser in revision arthroplasty. Arch. Orthop. Trauma Surg. 112, 15–17 (1992)
Scholz, C., Matthes, M., Kar, H., Boenick, U.: Die Knochenzemententfernung mit dem laser-bone cement removal with the laser. Biomed. Tech. Eng. 36, 120–128 (1991)
Sherk, H.H., Lane, G., Rhodes, A., Black, J.: Carbon dioxide laser removal of polymethylmethacrylate. Clin. Orthop. Relat. Res. 67–71 (1995)
Hreha, P., Hloch, S., Magurovd, D., Valicek, J., Kozak, D., Harnicdrovd, M., Rakin, M.: Water jet technology used in medicine. Teh. Vjesn. 17, 237–240 (2010)
Honl, M., Rentzsch, R., Müller, G., Brandt, C., Bluhm, A., Hille, E., Louis, H., Morlock, M.: The use of water-jetting technology in prostheses revision surgery - First results of parameter studies on bone and bone cement. J. Biomed. Mater. Res. 53, 781–790 (2000). https://doi.org/10.1002/1097-4636(2000)53:6%3c781::AID-JBM20%3e3.0.CO;2-G
Schmolke, S., Pude, F., Kirsch, L., Honl, M., Schwieger, K., Krömer, S.: Wärmeentwicklung bei der Wasser-Abrasivstrahl-Osteotomie/Temperature Measurements During Abrasive Water Jet Osteotomy. Biomed. Tech. Eng. 49, 18–21 (2004)
Honl, M., Dierk, O., Küster, J.R., Müller, G., Müller, V., Hille, E., Morlock, M.: Die Wasserstrahldiskotomie im mikroinvasiven Zugang-In-vitro-Testung und erste klinische Aspekte eines neuen Verfahrens. Z. Orthop. Ihre Grenzgeb. 139, 45–51 (2001)
Kraaij, G., Tuijthof, G.J.M., Dankelman, J., Nelissen, R.G.H.H., Valstar, E.R.: Waterjet cutting of periprosthetic interface tissue in loosened hip prostheses: an in vitro feasibility study. Med. Eng. Phys. 37, 245–250 (2015). https://doi.org/10.1016/j.medengphy.2014.12.009
Schwieger, K., Carrero, V., Rentzsch, R., Becker, A., Bishop, N., Hille, E., Louis, H., Morlock, M., Honl, M.: Abrasive water jet cutting as a new procedure for cutting cancellous bone—in vitro testing in comparison with the oscillating saw. J. Biomed. Mater. Res. Part B Appl. Biomater. 71, 223–228 (2004)
Foldyna, J., Svehla, B.: Method of generation of pressure pulsations and apparatus for implementation of this method (2010)
Nag, A., Hloch, S., Dixit, A.R., Cuha, D.: Investigation on pulsating liquid jet with physiological saline on aluminium surface. In: Advances in Manufacturing Engineering and Materials, pp. 63–71. Springer (2019)
Nag, A., Hloch, S., Čuha, D., Dixit, A.R., Tozan, H., Petrů, J., Hromasová, M., Müller, M.: Acoustic chamber length performance analysis in ultrasonic pulsating water jet erosion of ductile material. J. Manuf. Process. 47, 347–356 (2019)
Srivastava, M., Hloch, S., Tripathi, R., Kozak, D., Chattopadhyaya, S., Dixit, A.R., Foldyna, J., Hvizdos, P., Fides, M., Adamcik, P.: Ultrasonically generated pulsed water jet peening of austenitic stainless-steel surfaces. J. Manuf. Process. 32, 455–468 (2018). https://doi.org/10.1016/j.jmapro.2018.03.016
Hloch, S., Adamčík, P., Nag, A., Srivastava, M., Čuha, D., Müller, M., Hromasová, M., Klich, J.: Hydrodynamic ductile erosion of aluminium by a pulsed water jet moving in an inclined trajectory. Wear 428–429, 178–192 (2019). https://doi.org/10.1016/j.wear.2019.03.015
Hloch, S., Nag, A., Pude, F., Foldyna, J., Zeleňák, M.: On-line measurement and monitoring of pulsating saline and water jet disintegration of bone cement with frequency 20 kHz. Measurement. 147, 106828 (2019)
Hloch, S., Ruggiero, A.: Online monitoring and analysis of hydroabrasive cutting by vibration. Adv. Mech. Eng. 5, 894561 (2013)
Product Brochure | C-ment | Leader Biomedical. https://www.leaderbiomedical.com/brochure/c-ment-pmma-bone-cement/. Accessed 01 Feb 2020
Hloch, S., Srivastava, M., Nag, A., Muller, M., Hromasová, M., Svobodová, J., Kruml, T., Chlupová, A.: Effect of pressure of pulsating water jet moving along stair trajectory on erosion depth, surface morphology and microhardness. Wear. 452, 203278 (2020)
Acknowledgment
This study was supported by the Slovak Research and Development Agency under Contract No. APVV-17-0490.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Nag, A., Hloch, S., Dixit, A.R. (2021). On-Line Monitoring of In-Vitro Application of PWJ for Bone Cement Disintegration. In: Hloch, S., Klichová, D., Pude, F., Krolczyk, G.M., Chattopadhyaya, S. (eds) Advances in Manufacturing Engineering and Materials II. ICMEM 2021. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-71956-2_9
Download citation
DOI: https://doi.org/10.1007/978-3-030-71956-2_9
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-71955-5
Online ISBN: 978-3-030-71956-2
eBook Packages: EngineeringEngineering (R0)