
Abstract
The twenty-first century will be named in its history as a highly destructive period of the planet if we fail to take proper action and to aware our people about efficient energy and water utilisation, pollution control and waste management. According to the World Bank report (Kaza et al., 2018), the projected global municipal solid waste generation in 2030 and 2050 is 2.59 and 3.40 billion tonnes respectively. However, the waste collection rates for high income, upper-middle-income, lower-middle-income and low-income countries are 96, 82, 51 and 39% respectively. The surprising fact is almost 40% of global waste is disposed of in landfills and about 19% of waste is recovered through recycling and composting. Textile waste is one of the important categories of waste and needs special attention. Textiles are the second most important thing for a human being to live and be protected from different weather conditions. However, with increasing population, the need for textiles is also increased. The developments in regenerated and synthetic fibres, new functional finishes and finishing techniques, range of new shades, stitching styles and fashion demands, developments and automation of textile manufacturing machines for higher production contributed in increased consumption of textiles (Wang, 2006). The average consumption of textiles per person has been increased from 7 kg in 1992 to 13 kg in 2013. As consumption of textiles increased, the corresponding textile waste also increased. It has been anticipated that total fashion waste in 2030 will be 148 million tonnes, which would be equivalent to an annual waste of 17.5 kg per capita across the planet. Also, more than 150 million tonnes of clothing would be landfilled or burned in 2050 (Ellen Macarthur Foundation, 2014). Textile wastes are broadly classified as pre-consumer waste and post-consumer waste. The pre-consumer wastes are generated during textile manufacturing and which includes fibre waste during spinning, fabric wastes generated at different stages of manufacturing etc. The post-consumer wastes are those who have served their useful life (Wang, 2006).
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


1 Introduction
The twenty-first century will be named in its history as a highly destructive period of the planet if we fail to take proper action and to aware our people about efficient energy and water utilisation, pollution control and waste management. According to the World Bank report (Kaza et al., 2018), the projected global municipal solid waste generation in 2030 and 2050 is 2.59 and 3.40 billion tonnes respectively. However, the waste collection rates for high income, upper-middle-income, lower-middle-income and low-income countries are 96, 82, 51 and 39% respectively. The surprising fact is almost 40% of global waste is disposed of in landfills and about 19% of waste is recovered through recycling and composting. Textile waste is one of the important categories of waste and needs special attention. Textiles are the second most important thing for a human being to live and be protected from different weather conditions. However, with increasing population, the need for textiles is also increased. The developments in regenerated and synthetic fibres, new functional finishes and finishing techniques, range of new shades, stitching styles and fashion demands, developments and automation of textile manufacturing machines for higher production contributed in increased consumption of textiles (Wang, 2006). The average consumption of textiles per person has been increased from 7 kg in 1992 to 13 kg in 2013. As consumption of textiles increased, the corresponding textile waste also increased. It has been anticipated that total fashion waste in 2030 will be 148 million tonnes, which would be equivalent to an annual waste of 17.5 kg per capita across the planet. Also, more than 150 million tonnes of clothing would be landfilled or burned in 2050 (Ellen Macarthur Foundation, 2014). Textile wastes are broadly classified as pre-consumer waste and post-consumer waste. The pre-consumer wastes are generated during textile manufacturing and which includes fibre waste during spinning, fabric wastes generated at different stages of manufacturing etc. The post-consumer wastes are those who have served their useful life (Wang, 2006).
Variety of products such as sound insulation material (Seddeq et al., 2013), thermal insulation material (Hassanin et al., 2018; Wazna et al., 2019), nonwoven fabrics as agricultural mulching (Abidi et al., 2019), yarns, fabrics to develop school blazer fabrics, drapes, doormats, prayer rugs, blankets, bedsheets etc. (Handique, 2010), can be developed by using textile wastes. Textile waste reinforced composite is one of the unique products to efficiently realise the true potential of waste textiles (Baillie et al., 2011; Meng et al., 2020). Further, the mechanical properties of the epoxy composites get improved upon the addition of the graphite oxide as a filler (Liu et al., 2012; Tang et al., 2013; Wan et al., 2014; Wei et al., 2015; Tshai et al., 2016). Rafiee et al. (2009) report a 40% increase in tensile strength of epoxy nanocomposites at 0.1 wt% of graphene platelets loading. However, the textile waste reinforced thermoset composites filled with graphite oxide filler are not reported much. Furthermore, textile waste reinforced composites can be used for applications such as items of furniture materials, automotive components etc. Thus, the cotton textile waste reinforced composites help to reduce the tree cuttings and virgin materials consumption. Therefore, this study is focused on the development of composite materials reinforced with cotton textile wastes and filled with rGO nanoparticles. The present research reports extraction of cotton shoddy from waste textiles, production of carded web and then developing thermoset composites using the carded web as reinforcement material. No other study than authors previous study (Kamble and Behera, 2020) reports a similar type of composites development process as per the best of author’s knowledge. Further, this study reported the addition of rGO content on the weight of fibres in the composites. Whereas many other studies reported the addition of rGO content on the total weight or total volume of the composite. Further, these composites were characterised by mechanical properties such as tensile strength and modulus, flexural strength and modulus, izod impact strength and thermogravimetric analysis.
2 Materials and Methods
2.1 Materials
The cotton shoddy was used as reinforcement material for composite making. The cotton shoddy is a fibrous form obtained by tearing away cotton fabric waste by using the rag-tearing machine. The rag-tearing machine consists of rollers clothed with fine pins or wires which cuts and open the fabric pieces to fibre form. The cotton waste textiles are firstly cut into small pieces and then fed to the rag-tearing machine. The cotton shoddy obtained after the rag-tearing process and its microscopic view are shown in Fig. 1. A thermoset matrix material epoxy resin (CHS-EPOXY 520) and hardener (Telalit 0492) having a mixing ratio of 100:32 by weight as specified by the supplier, was purchased from SPOLCHEMIE, Czech Republic. The reduced graphite oxide (rGO) was purchased from TECHINSTRO, India and it was used as supplied. The particle size of rGO particles sonicated in hardener was measured by using particles size analyser. It has been observed that 90% of the rGO particles have an average size of 445 nm. The thickness of rGO particles is 8-10 nm.

Cotton shoddy obtained after rag tearing (a) and its microscopic view (b).
2.2 Development of Thermoset Nanocomposites
2.2.1 Preparation of Carded Web
The shoddy was processed on roller carding machine at 200 rpm of the cylinder to produce fibre web. The carding speed was optimised by the authors in their earlier study to get maximum tensile strength (Kamble and Behera, 2020). The single-layer of fibre web, produced by using the carding machine as shown in Fig. 2(a), has an average areal density of 27 grams per square meter. The web areal density is measured by using ASTM D3776-96 standards. The fibre web delivered by a carding machine was subsequently wound onto a wooden roller to get a multilayer web. The top and the cross-sectional view of the multi-layered carded web is shown in Fig. 2(b) and (c) respectively. The multilayer web was used as a preform for thermoset composite specimen production.

A piece of a single layer of the fibre web (a), multi-layered carded web (b) and its cross-sectional view (c).
2.2.2 Development of Thermoset Nanocomposite Specimens
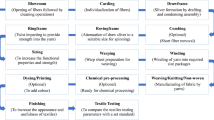
The composite development process as shown in Fig. 3 is divided into three stages namely carded web preparation, rGO particles exfoliation into the epoxy resin and nanocomposite development. The stainless steel mould, having dimension 25 cm × 20 cm × 0.3 cm was fabricated. According to the mould’s dimension, the multi-layer fibre web was first cut. The web of desired weight as per fibre volume fraction desired in the composite was taken. Here, it must be noted that the carded web areal density is independent of composite fibre volume fraction. The weighted multi-layer web was then divided into six parts having an equal number of layers. To incorporate the rGO nanoparticles into the composite, a weighed quantity of rGO nanoparticles was first sonicated in hardener for one hour. The hardener was then mixed with epoxy resin as shown in Fig. 4. The resin and hardener were further mixed by hand stirring and then degassed to alleviate any air bubbles before applying it on to the fibre web. The composites were produced by using compression moulding technique and the composites making process was same as explained above. The thermoset nanocomposites with four different rGO contents namely 0.1, 0.3, 0.5 and 1.0% on the weight of fibres in the composite were developed. The fibre volume fraction and thickness of all nanocomposites were 0.3 and 3 mm respectively.

Cotton shoddy reinforced epoxy nanocomposite development process.

Maximum tensile stress of composites with different rGO contents.
2.3 Characterisation of Composite Specimens
2.3.1 Characterisation of Mechanical Properties
The composite specimens were characterised by tensile , three-point bending and notched izod impact strength properties. These tests were performed to assess the suitability of these composite materials for applications such as items of furniture materials and automotive components etc. The tensile properties of composite specimens were characterised according to ASTM D3039/ASTM D3039M standards (ASTM International 2017). The composite specimen for a tensile strength test has dimension 250 mm × 25 mm × 3 mm, which was tested on Autograph universal strength tester. The maximum tensile stress and Young’s modulus were determined. The composite specimens were characterised by flexural strength according to ASTM D7264/ASTM D7264M-15 (ASTM International 2007) standards in a three-point bending mode on Autograph universal strength tester. The standard span-to-thickness ratio of 32:1 was chosen. Therefore, the span length was 96 mm and the dimensions of the flexural test specimen were 115 mm × 13 mm × 3 mm. The test speed was maintained at 2 mm/min. The maximum flexural stress was determined. Further, the composite specimens were characterised by notched izod impact strength test according to ISO 180:2000 standards (Indian standards 2018). The tests were performed on Toyoseiki digital impact tester with specimen dimensions 80 mm × 10 mm × 3 mm. The five specimens each for tensile, flexural strength and notched izod impact strength are tested to determine the average value.
2.3.2 Thermogravimetric Analysis (TGA)
The thermogravimetric analysis of composite specimens was performed on the thermogravimetric analyser to understand the thermal response of composites. The composite specimens of weight 6–9 mg were used for the test. The tests were performed for the temperature range of room temperature to 600°C at a constant heating rate of 20°C per minute in a nitrogen atmosphere.
2.3.3 Scanning Electron Microscopy (SEM)
The tensile and izod impact fractured surfaces of the composite specimens were analysed for fibre and matrix interface and the failure modes of the composites by using a Zeiss EVO18 scanning electron microscope at 20 kV acceleration voltage.
3 Results and Discussion
Effect of rGO content on mechanical properties of the nanocomposites
3.1 Tensile Test
It has been observed that the addition of rGO nanoparticles improves the maximum tensile stress of the composites. Rafiee et al. (Rafiee et al., 2009) reported a crack deflection mechanism of tensile strength improvement in epoxy composites reinforced with graphene platelets. The crack deflection is the process in which the initial crack gets tilted or twisted due to the presence of nanoparticles during tensile loading. However, the crack deflection mechanism alone is not justifiable when there is an interphase zone, fibres and chemical bonding between filler and matrix are also present in the composite. Monteserín et al. (2017) reported that the functional groups present on the rGO surface enhance its uniform dispersion within the matrix. The chemical interaction of these functional groups with epoxy resin as shown in Fig. 5, increases the interphase strength. Therefore, the rGO nanoparticles along with the cotton fibres bear the load transferred by a matrix which in turn enhances the mechanical properties of the nanocomposite. As shown in Fig. 4, the maximum tensile stress for composite without rGO and with rGO content of 0.1, 0.3, 0.5 and 1% was 82.79, 92.14, 92, 89 and 87.67 MPa respectively. With an increase in rGO content from 0 to 0.1, 0.1 to 0.3, 0.3 to 0.5 and 0.5 to 1%, the maximum tensile stress on the composite increases by 11.3, 11.1, 7.5 and 5.8% respectively. The decrease in the improvement of maximum tensile stress with an increase in rGO content is due to agglomeration rGO particles. The exfoliated and agglomerated rGO sheets observed in TEM image are shown in Fig. 6. This agglomeration of rGO nanoparticles results into decrease in interface area and it also acts as stress concentration point (Tshai et al., 2016). The tensile modulus of the composites without filler and filled with 0.1, 0.3, 0.5 and 1% rGO were 3.39, 3.87, 3.86, 3.30 and 3.1 GPa respectively. Further, the scanning electron microscope images of tensile fractured specimens are shown in Fig. 7 and which indicates that the tensile failures of the nanocomposite are mainly due to fibre matrix de-bonding, fibre pull-out and fibre breakage.

Proposed curing mechanism of GO- and rGO-modified epoxy systems (Monteserín et al., 2017).

TEM image of agglomerated rGO sheets (a) and exfoliated rGO sheets (b).

Scanning electron microscope image of tensile fractured specimen.
3.2 Flexural Strength
As shown in Fig. 8, with an increase in rGO content, increases from 0 to 0.3% the maximum flexural stress increases from 95.2 MPa to 154.02 MPa respectively and then decreases for 0.5 and 1% rGO content. The maximum flexural stress for composite with 0.1, 0.5 and 1% rGO content were 134.79, 132.75 and 125.06 MPa respectively. With an increase in rGO content from 0 to 0.1, 0.1 to 0.3, 0.3 to 0.5 and 0.5 to 1%, the maximum flexural strength of the composite increases by 41.6, 61.8, 39.3 and 31.3% respectively. The addition of rGO nanoparticles leads to an increased matrix interface, which results in higher load transfer from the matrix to the reinforcement. However, due to an increase in the agglomeration of rGO nanoparticles for 0.5 and 1% content, the interface area of rGO with the epoxy matrix decreases and thus the flexural stress decreases (Tshai et al., 2016).

Maximum flexural stress of composites with different rGO contents.
3.3 Izod Impact Strength
As shown in Fig. 9, as rGO content increases from 0 to 0.3% the izod impact strength increases from 10.13 to 13.88 kJ/m2 respectively. The izod impact strength was decreased for rGO content of 0.5% and 1%. This may be attributed to the agglomeration of rGO nanoparticles within the matrix. The izod impact strength for composite with 0.1, 0.5 and 1% rGO content were 11.16, 11.45 and 10.83 kJ/m2 respectively. The improvement in izod impact strength with increase in rGO content from 0 to 0.1, 0.1 to 0.3, 0.3 to 0.5 and 0.5 to 1% is 10.2, 36.8, 13 and 6.9% respectively. The failure of the composites under impact load was majorly due to fibre matrix de-bonding, fibre pull-out and fibre breakage as shown in Fig. 10. The mechanical properties of the composites without filler and filled with rGO nanoparticles were found comparable to that of industrial particle board and medium-density fibreboard products (Ross and USDA Forest Service, 2010) and rubberwood epoxy composites (Prakash et al., 2019). A composite to be used as automotive dashboard panel should have density, Young’s modulus and a tensile strength greater than 1.18 gm/cm3, 2.3 GPa and 25 MPa respectively (Sapuan et al., 2011). The composites developed in the present research shows mechanical properties higher than required for an automotive dashboard panel and therefore these composites are potential materials for automotive dashboard panel manufacturing. Furthermore, typical values of the mechanical properties for automotive applications (Müssig, 2008) and values obtained from the developed composites are shown in Table 1.

Izod impact strength of composites with different rGO.

Scanning electron microscope image of izod impact fractured specimen.
3.4 Thermogravimetric Analysis (TGA) of Composites Filled with Different Graphite Oxide Content
As shown in Fig. 11, the composites filled with rGO and without rGO shows a nearly similar trend of weight loss. The onset temperatures for composite without rGO and filled with 0.1, 0.3, 0.5 and 1% rGO were 319, 319, 316, 321 and 281°C respectively. The half weight loss temperature of composites without rGO and filled with 0.1, 0.3, 0.5 and 1.0% rGO were 379, 375, 376, 383 and 372°C. The half weight loss temperature decreases with an increase in rGO content. This is attributed to the fact that the rGO nanoparticles have low specific heat and high thermal conductivity as compared to cotton fibres and epoxy matrix (Wan and Zarins, 2003; Bastiurea et al., 2015), as a result, the heat absorbed by rGO nanoparticles causes degradation of fibres and epoxy matrix surrounded by it. The maximum weight loss rate for all composites was observed between temperatures 250°C to 450°C. This is attributed to thermal decomposition of cellulose in the fibres which occurs between temperatures 255°C and 340°C (Silva et al., 2012). The half weight loss temperature of the composite with 0.5% rGO is higher than others, which may be due to uneven distribution rGO within the composite. The thermogravimetric analysis of composite specimens confirms that the composites developed are enough thermally stable.

Thermogravimetric analysis of nanocomposites reinforced with different rGO content.
4 Conclusions
The cotton fibres extracted from textile waste can be successfully employed to reinforce the composite materials. The addition of rGO nanoparticles improves the mechanical properties of the composites. The composites developed in the present research shows required mechanical properties to be used in the items of furniture material and to develop some visible and non-visible automotive components. The composites developed with and without rGO nanoparticles are thermally enough stable. The improvement in even distribution of rGO nanoparticles within the composite specimen will further improve the mechanical properties of the composites. Furthermore, the techno-economic study of the developed composites for proposed applications is required to promote these composites in the market.
References
Abidi, H., Rana, S., Chaouch, W., Azouz, B., Aissa, I.B., Hassen, M.B. and Fangueiro, R. (2019). Accelerated weathering of textile waste nonwovens used as sustainable agricultural mulching. J Ind Text, doi: https://doi.org/10.1177/1528083719855326.
ASTM International (2017). ASTM-D3039/D3039M-17 standard test method for tensile properties of polymer matrix composite materials.
ASTM International (2007). ASTM-D7264/D7264M-07 standard test method for flexural properties of polymer matrix composite materials. Annu B ASTM Stand, 1–11. doi: https://doi.org/10.1520/D7264.
Baillie, C., Matovic, D., Thamae, T. and Vaja, S. (2011). Waste-based composites - Poverty reducing solutions to environmental problems. Resour Conserv Recycl, doi: https://doi.org/10.1016/j.resconrec.2011.05.006.
Bastiurea, M., Rodeanu, M.S., Andrei, G., Dima, D. and Cantaragiu, A. (2015). Correlation between graphene oxide/graphite content and thermal properties of polyester composites. Dig J Nanomater Biostructures, 110: 1569–1579.
Ellen Macarthur Foundation (2014). Towards the circular economy : Accelerating the scale-up across global supply chains.
Handique, M. (2010). https://www.livemint.com/Companies/x9tnCSRrdT3RSn3B XfRtON/Old-clothes-spin-a-new-yarn-in-India.html.
Hassanin, A.H., Candan, Z., Demirkir, C. and Hamouda, T. (2018). Thermal insulation properties of hybrid textile reinforced biocomposites from food packaging waste. J Ind Text, doi: https://doi.org/10.1177/1528083716657820.
Indian standards (2018). Plastics – Method of testing; Part 5: Mechanical properties; Section 4: Determination of izod impact strength.
Kamble, Z. and Behera, B.K. (2020). Mechanical properties and water absorption characteristics of composites reinforced with cotton fibres recovered from textile waste. J Eng Fiber Fabr, 15: 1–8. doi: https://doi.org/10.1177/1558925020901530.
Kaza, S., Yao, L., Bhada-Tata, P. and Van, W.F. (2018). What a waste 2.0: A global review of solid waste management to 2050.
Liu, Q., Zhou, X., Fan, X., Zhu, C., Yao, X., Liu, Q., Zhou, X., Fan, X., Zhu, C. and Yao, X. (2012). Mechanical and thermal properties of epoxy resin nanocomposites reinforced with graphene oxide. Polym Plast Technol Eng, 51: 251–256. doi: https://doi.org/10.1080/03602559.2011.625381.
Meng, X., Fan, W., Ma, Y., Wei, T., Dou, H., Yang, X., Tian, H., Yu, Y., Zhang, T. and Gao, L. (2020). Recycling of denim fabric wastes into high-performance composites using the needle-punching nonwoven fabrication route. Text Res J, 90: 695–709. doi: https://doi.org/10.1177/0040517519870317.
Monteserín, C., Blanco, M., Aranzabe, E., Aranzabe, A., Laza, J.M., Larrañaga-Varga, A. and Vilas, J.L. (2017). Effects of graphene oxide and chemically-reduced graphene oxide on the dynamic mechanical properties of epoxy amine composites. Polymers (Basel), 9: 1–16. doi: https://doi.org/10.3390/polym9090449.
Müssig, J. (2008). Cotton fibre-reinforced thermosets versus ramie composites: A comparative study using petrochemical- and agro-based resins. J Polym Environ, 16: 94–102. doi: https://doi.org/10.1007/s10924-008-0089-4.
Prakash, V., Bera, T. and Acharya, S.K. (2019). Mechanical and erosive wear behavior of rubber wood particulate reinforced epoxy composite. Mater Today Proc, doi: https://doi.org/10.1016/j.matpr.2019.06.708.
Rafiee, M.A., Rafiee, J., Wang, Z., Song, H., Yu, Z. and Koratkar, N. (2009). Enhanced mechanical properties of nanocomposites at low graphene content. Am Chem Soc, 3: 3884–3890.
Ross, R.J., USDA Forest Service. FPL (2010). Wood Handbook : Wood As An Engineering Material.
Sapuan, S.M., Kho, J.Y., Zainudin, E.S., Leman, Z., Ahmed Ali, B.A. and Hambali, A. (2011). Materials selection for natural fiber reinforced polymer composites using analytical hierarchy process. Indian J Eng Mater Sci, 18: 255–267.
Seddeq, H.S., Aly, N.M., Marwa, A.A. and Elshakankery, M.H. (2013). Investigation on sound absorption properties for recycled fibrous materials. J Ind Text. doi: https://doi.org/10.1177/1528083712446956.
Silva, C.G., Benaducci, D. and Frollini, E. (2012). Lyocell and cotton fibers as reinforcements for a thermoset polymer. BioResources, 7: 78–98.
Tang, L.C., Wan, Y.J., Yan, D., Pei, Y.B., Zhao, L., Li, Y.B., Wu, L.B., Jiang, J.X. and Lai, G.Q. (2013). The effect of graphene dispersion on the mechanical properties of graphene/epoxy composites. Carbon N Y. doi: https://doi.org/10.1016/j.carbon.2013.03.050.
Tshai, K.Y., Khalili, P., Kong, I., Yeoh, C.H. and Tshai, K.H. (2016). Synthesization of graphene and its incorporation into natural fiber reinforced thermosetting nanocomposite. ARPN J Eng Appl Sci, 11: 121–127.
Wan, P.J. and Zarins, Z.M. (2003). Specific heats of cottonseed and its co-products. J Am Oil Chem Soc, 80: 123–126. doi: https://doi.org/10.1007/s11746-003-0663-7.
Wan, Y.J., Tang, L.C., Gong, L.X., Yan, D., Li, Y.B., Wu, L.B., Jiang, J.X. and Lai, G.Q. (2014). Grafting of epoxy chains onto graphene oxide for epoxy composites with improved mechanical and thermal properties. Carbon N Y, 69: 467–480. doi: https://doi.org/10.1016/j.carbon.2013.12.050.
Wang, Y. (2006). Recycling in Textiles. Woodhead Publ. Limited, England, pp. 1–230.
Wazna, M.E.L., Gounni, A., Bouari, A.E.L., Alami, M.E.L. and Cherkaoui, O. (2019). Development, characterization and thermal performance of insulating nonwoven fabrics made from textile waste. J Ind Text. doi: https://doi.org/10.1177/1528083718757526.
Wei, J., Atif, R., Vo, T. and Inam, F. (2015). Graphene nanoplatelets in epoxy system: Dispersion, reaggregation, and mechanical properties of nanocomposites. J Nanomater, 1–12. doi: https://doi.org/10.1155/2015/561742.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
This research did not receive any specific grant from funding agencies in the public, commercial, or not-for-profit sectors.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Capital Publishing Company, New Delhi, India
About this chapter

Cite this chapter
Kamble, Z., Behera, B.K. (2021). Upcycling Textile Waste Towards Green Nanocomposites. In: Kalamdhad, A.S. (eds) Integrated Approaches Towards Solid Waste Management . Springer, Cham. https://doi.org/10.1007/978-3-030-70463-6_18
Download citation
DOI: https://doi.org/10.1007/978-3-030-70463-6_18
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-70462-9
Online ISBN: 978-3-030-70463-6
eBook Packages: Earth and Environmental ScienceEarth and Environmental Science (R0)