
Abstract
In this study, polylactic acid (PLA)/banana fiber (BF) composites were prepared by melt blending method. The BF was conjugated onto PLA chains through the use of a coupling agent and chemical modification. Consequently, the thermal stability and mechanical properties of the PLA were dramatically elevated through the incorporation of BF. Mechanical tests showed that the tensile and flexural strengths of the composites markedly increased with the fiber content, reaching 78.6 and 65.4 MPa when reinforced with 40 phr fiber, approximately 2 and 1.66 times higher, produced by pristine PLA. However, the impact strengths of composites are somewhat decreased with the increased content of fibers. The addition of 40 phr BF into the composite increased the HDT of pure PLA from 62 °C to 139 °C; an improvement of about 122%. Apart from enhancing the mechanical properties and thermal stability, the incorporation of BF can reduce the production cost of materials while meeting the demands of environmental protection agencies.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Crude oil prices have soared in recent years, doubling between 2003 (USD 28.1 a barrel) and 2006 (USD 61.24). Accordingly, the cost of products derived from crude oil, such as synthetic fibers, has increasingly risen. The continuous price elevation of synthetic fibers has put serious financial pressure on companies. Taiwan’s agricultural skills have been well developed and hence there exist an abundance of agricultural products. On the other hand, investigations have determined that the total agricultural waste generated each year in Taiwan amounts to approximately 23 million tons. Recently, many countries are making every effort to develop natural fibers to replace synthetic fibers. Natural fibers are not only inexpensive, but are hypoallergenic. Moreover, the advantages of such fibers over man-made fibers include low density, low cost, recyclability, and biodegradability [1–3]. These advantages make natural fibers a potential replacement for glass fibers in composite materials, and as a result, several researchers have investigated the strengthening effects on the natural filler reinforced polymer composites [4–11].
Recently, the development of biodegradable polymers has been a subject of great interest for materials science from both an ecological and biomedical perspective. One such biodegradable polymer is poly (lactic acid) (PLA), a thermoplastic, high-strength, high-modulus polymer for use in either the industrial packaging field or the biocompatible/bioabsorbable medical device market [12, 13]. However, the low thermal deformation temperature and the high price of PLA currently limit its application, spurring considerable efforts to improve the drawbacks of the polymer [14–21]. Incorporating plant fibers into biodegradable polymers can not only enhance thermal and mechanical properties, but also reduce the cost of the materials while forming a totally natural green composite [22–26]. In our previous research, it was found that the mechanical and thermal properties of polybutylene succinate [27], PLA [28, 29] and epoxy [30] were all improved by the addition of plant fiber.
In this study, we actively developed a process for manufacturing high performance banana fiber reinforced PLA. Banana fiber (BF) was conjugated onto PLA chains using a coupling agent and a chemical modification in order to improve the compatibility between BF and PLA, to reinforce the mechanical strength of the materials, raise the thermal stability, lower the cost of the materials, and conform to the request of eco-friendly composites.
Experimental procedure
Materials
The poly(lactic acid) (PLA, PLA2002DTM) used in this experiment was supplied by Nature-WorksLLC. The sheath of the banana plant (Formosana, No. 218, AAA) was kindly supplied by the Taiwan Banana Research Institute. The raw banana fiber (BF) obtained by a mechanical separation of the fiber from the stem was subjected to various surface chemical modifications. The procedures for the surface chemical modifications were as follows: The BF was washed with a 2% detergent solution at 60 °C for 1 h, then washed with distilled water and finally dried in a vacuum oven at 80 °C. The washed fiber was treated with 4% NaOH solution for 45 min, washed in running tap water and then distilled water until the pH value reached 7.0. It was then oven dried to obtain the alkali treated banana fiber. The fiber was then chopped and screened to obtain an average fiber diameter of 20 μm at 1 cm length, and subsequently treated using a silane coupling agent (Triethoxy-vinylsilane, supplied by Dow Corning Co.) to obtain the modified banana fiber (MBF). Surface treatment of dried fiber was carried out in the acetone solution of silane. Fiber (5 g) and silane (0.5 g) were put in a flask with the proper volume of acetone. After agitation for half an hour, the flask was sealed with a polytetrafluoroethylene film and then kept for 12 h at room temperature. Then the samples were washed with acetone to remove compounds not covalently bonded to the fiber, and then dried at 80°C in an oven to constant weight.
Preparation of the composites
The PLA, BF and MBF were dried in an air oven at 100 °C for 4 h under reduced pressure, until the moisture content was below 1.0 wt%. Immediately after drying, the PLA was melt blended with fiber and dicumyl peroxide (supplied by Aldrich Co.) for 15 min at 170 °C in a counter-rotating internal mixer (Brabender PL2000, Duisburg, Germany) with a rotation speed of 60 rpm. The fiber quantities were 20, 40, 60 phr based on the weight of the PLA. The formulations for the samples are shown in Table 1. In this stage, the conjugation reaction (Scheme 1) was designed to graft the fibers onto the side chains of the PLA and thus form fiber-reinforced plastics. Samples for the investigations were prepared using compression molding (0.5 mm thick) at 185 °C and then solidified by quenching to an ambient temperature. The annealed samples were prepared from the quenched ones by annealing at 130 °C for 1.5 h in order to allow the crystallization to complete.

The reactions of a coupling agent and fiber b PLA and modified fiber
Instruments
The infrared spectra were obtained with a FTIR spectrometer (PERKIN ELMER Paragon 500) with a resolution of 2 cm−1 that scanned 50 times from 300 to 4000 cm−1 at room temperature. All film samples were taken using the conventional NaCl disk method. Phase transition behavior was analyzed by a differential scanning calorimeter (DSC; TA Instruments’ DSC Q20). Thermal behavior was determined using a TA Instruments’ TGA Q50 thermogravimetric analyzer (TGA). A mechanical testing machine, the Hung TA HT9102, was used to measure the tensile property in accordance with ASTM D 638 standards. A GT-HV 2000 analyzer was used to measure the heat deflection temperature (HDT) of the composites with a load of 66 psi, as specified by ASTM D648. All of the results were taken as the average value of five samples. A Hitachi scanning electron microscope (SEM; model S-3000 N) was used to evaluate the fiber morphologies and fractured surfaces of pure PLA and the composites.
Results and discussion
FTIR spectrum
As shown in Fig. 1(a), a peak at 1602 cm−1 was determined for the coupling agent. This is the characteristic absorption peak of C=C that results from the coupling agent. The characteristic silane absorption peaks were also found at 962 and 1167 cm−1. This can be attributed to the presence of asymmetric stretching in the Si-OEt bond [31, 32]. A peak at 3396 cm−1 (Fig. 1(b)) was found for the untreated fiber. This is the characteristic absorption peak for -OH resulting from the cellulose. It is important to note that the peaks were found at 1603, 1161 and 1074 cm−1 for the MBF (Fig. 1(c)). This may be attributed to the presence of C=C, Si-OEt, Si-O-Si, indicating the existence of polysiloxanes deposited on the fiber and the occurrence of a condensation reaction between the silane coupling agent and the fiber.

FTIR spectrum of a coupling agent (Z- 6300) b un-treated BF c MBF
DSC analysis
Table 2 shows the DSC results for samples recorded during the heating scan at a rate of 10°C/min. The results show that Tgs (61.7, 64.1, 59.3, 61.9°C) of the composites are slightly larger than that (54.9°C) of the pristine PLA. This result reveals that the fiber may restrict the mobility of the polymer chain and lead to a higher transition temperature. However, the Tg of the PLA60 is smaller than that of the PLA40, indicating that the adhesion of the fiber/matrix in the PLA60 composite had deteriorated. Botev et al. found that the incorporation of untreated short basalt fibers in a matrix of PP decreased its Tg as a result of poor fiber/matrix adhesion [33]. In addition, Sandi et al. reported that a higher glass transition temperature for lower fiber content was obtained due to better adhesion [34]. This is also consistent with our previous study [29].
The Tms (151.7, 147.2, 145.3, 150.7°C) of the composites are all smaller than that (155.0°C) of the pristine PLA. Moreover, the values of ΔHm decreased with the addition of the fiber. This indicates that the fiber may disrupt the crystallite formation of PLA, and lead to lower levels of crystallinity and a lower Tm of the composites than was shown in the pristine PLA [35].
TGA analysis
The TGA results of the various samples under nitrogen are shown as Fig. 2 and Table 3. The decomposition temperatures (T5, T25, T50 and T75) of the fiber reinforced composites at different weight-loss (5, 25, 50 and 75%) are all smaller than those of the pristine PLA. Similar with the decomposition behavior of other plant fibers, such as the bamboo fiber and the recycled newspaper fiber [36, 37], plant fibers release absorbed moisture at about 40–140 °C, and advance the degradation process in cellulosic substances such as hemicelluloses and cellulose at about 140–370 °C [38]. Therefore, the onset temperature of thermal degradation of the composites reduces when compared with the pure PLA. However, the char yields of fiber reinforced composites (Table 3) are all larger than those of the pristine PLA. These results reveal that the addition of fiber to PLA effectively raises the char yields of the samples. As previously reported [39–41], char yield is directly correlated to the potency of flame retardation in the polymers. Increasing char formation can limit the production of combustible gases, decrease the exothermicity of the pyrolysis reaction, and inhibit the thermal conductivity of the burning materials [42]. Table 3 also shows that the decomposition temperatures of 20 phr untreated-fiber containing composite PLA20* at different levels of weight-loss were all smaller than those of 20 phr MBF containing a single PLA20. This indicates that the heat resistance of fiber can be effectively elevated after treatment by a silane coupling agent.

TGA thermograms of PLA and their composites
Heat deflection temperature
Table 4 shows the values of heat deflection temperatures for the PLA and composites. The heat deflection temperature showed a significant increase of about 68.1 ~ 76.4 °C (from 62.6 to 130.7 ~ 139.0 °C) with the addition of MBF. In particular, PLA40, the increment of HDT was 122.1% of the neat PLA, and reached temperatures of up to 139.0°C. However, the HDT of the 20 phr untreated-fiber containing composite (PLA20*) was smaller than that of the pristine PLA. This implies that grafting MBF onto a PLA chain can effectively elevate the heat deflection temperatures of PLA. Because HDT is a key property in the selection of materials for commercial and industrial applications, improving a composite’s HDT could open up new uses for PLA.
Tensile properties
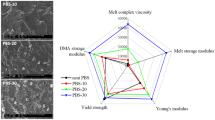
Table 5 shows that the tensile strength and modulus of MBF reinforced PLA composites are all higher than those of pristine PLA. This is especially true of PLA40, with a tensile strength (78.6 MPa) 2 times higher than that of neat PLA (39.3 MPa). However, the tensile strength of PLA60 is somewhat less than that of PLA40, indicating that the adhesion of fiber/matrix in the PLA60 composite deteriorated. So, this particular morphology, or the aggregation resulting from the high content of fibers, may subsequently influence the mechanical properties of the composites. Moreover, the tensile strength of PLA 20 was superior to that of PLA 20*. This indicates that grafting MBF onto a PLA chain can effectively improve the tensile strength of PLA. However, the tensile modulus of PLA 60 is the largest, and the tensile modulus of PLA20* is larger than that of PLA20. This is due to the fact that the strain of PLA60 is the smallest (elongation at break: 0.08%), and the strain of PLA20* (elongation at break: 0.23%) is far smaller than that of PLA20 (elongation at break: 1.29%). It indicates that the adhesion of fiber/matrix is improved via grafting MBF onto a PLA chain, and the strain of composites is less decreased by the addition of modified fibers than the untreated ones.
Flexural and impact strengths
Table 5 shows that the flexural strengths of MBF reinforced PLA composites are all higher than that of pristine PLA, and is also especially true of PLA40, with a flexural strength (65.4 MPa) 1.66 times higher than that of neat PLA (39.4 MPa). However, the impact strengths of composites are decreased with the increased content of fibers. This is consistent with the tendency of decreased strain, indicating that the rigidness of PLA is improved by the addition of fibers, but leading to the brittleness.
SEM analysis
The SEM photographs of untreated, alkali-treated, and chemically modified banana fibers are shown in Fig. 3. The surface of untreated fiber was covered with impurities and was thus not as smooth (Fig. 3(a)). The alkali-treated fiber exhibited a cleaner and neater appearance (Fig. 3(b)), and a larger aspect ratio in comparison with the untreated fiber. Figure 3(c) reveals that the chemically modified fiber was muffled by a thin layer of silane coupling agent.

SEM micrographs of the a untreated fiber b alkali-treated fiber c MBF
The SEM photograph of the fracture surface of PLA is shown in Fig. 4(a). The highly smooth texture reveals the brittle nature of PLA. The SEM photograph of the untreated fiber reinforced PLA matrix is shown in Fig. 4(b). The compatibility of the untreated fiber and the PLA matrix is poor, as evidenced by the presence of voids and pull-out fibers on the fracture surface which led to its weak thermal and mechanical properties. On the other hand, a densely knitted texture was found in Fig. 4(c), indicating that the compatibility between fiber and the PLA matrix is improved when the fiber is treated with silane coupling agents. However, the exposed fibers, aggregated fibers and the void caused by the pulled-out fibers were discovered in Fig. 4(d), implying that the adhesion between the fiber and polymer matrix will deteriorate when the content of the silane-treated fiber is as large as 60 phr. This corroborates the results of the thermal and mechanical analysis which determined that poor adhesion in the fiber/matrix decreases both the Tg, HDT and the strength of the composite.

SEM micrographs of the fracture surface of a PLA b PLA20* c PLA40 d PLA60
Conclusions
As a result, when the MBF are conjugated to the main chain of the PLA, the compatibility and stability of PLA can be substantially raised. Furthermore, the thermal stability and mechanical properties of PLA can be effectively elevated. The rates of increase in both the thermal deformation temperature and the tensile strength can exceed 100%. This MBF-reinforced PLA composite can not only reduce domestic dependence on synthetic fibers, but can also relieve cost pressure in industrial circles. In addition, because reinforced PLA can endure higher stress changes and be applied to products under high temperature, such as containers for hot food or cases for electronic and photoelectronic products, both applicability and an extra premium are added to the materials. Moreover, because of the innate biodegradability of banana fiber, this type of reinforced PLA is more environmental friendly than man-made reinforced fibers.
References
Mohanty AK, Wibowo A, Misra AM et al (2003) Composites: Part A 35:363
Baley C (2002) Composites: Part A 33:939
van Voorn B, Smit HHG, Sinke RJ et al (2001) Composites: Part A 32:1271
Hill CAS, Khalil HPS (2000) J Appl Polym Sci 78:1685
Deshpande AP, Rao MB, Rao CL (2000) J Appl Polym Sci 76:83
Oksman KL, Berglund WLA (2002) J Appl Polym Sci 84:2358
Thwe MM, Liao K (2002) Composites: Part A 33:43
Stael GC, Tavares MIB (2000) Polym Test 19:251
Pothan LA, Oommen Z, Thomas S (2003) Comp Sci Technol 63:283
Pothan LA, Thomas S (2003) Comp Sci Technol 63:1231
Rong MZ, Zhang MQ, Liu Y et al (2001) Comp Sci Technol 61:1437
Garlotta D (2001) J Polym Environ 9:63
Hartmann HM (1998) High molecular weight polylactic acid polymers. In: Kaplan DL (ed) Biopolymers from renewable resources. Springer-Verlag, Berlin, p 367
Wu TM, Wu CY (2006) Polym Degrad Stab 91:2198
Wu CS (2005) Macromol Biosci 5:352
Pluta M (2004) Polymer 45:8239
Kulinski Z, Piorkowska E (2005) Polymer 46:10290
Pluta M, Paul MA, Alexandre M et al (2002) J Appl Polym Sci 86:1497
Ray SS, Yamada K, Ogami A et al (2002) Macromol Rapid Commun 23:943
Ray SS, Yamada K, Okamoto M et al (2002) Nano Lett 2:1093
Ray SS, Yamada K, Okamoto M et al (2003) Polymer 44:857
Masirek R, Kulinski Z, Chionna D et al (2007) J Appl Polym Sci 105:255
Plackett D, Andersen TL, Pedersen WB et al (2003) Comp Sci Technol 63:1287
Shibata M, Ozawa K, Teramoto N et al (2003) Macromol Mater Eng 288:35
Pan P, Zhu B, Kai W et al (2007) J Appl Polym Sci 105:1511
Huda MS, Drza LTl, Mohanty AK et al (2008) Comp Sci Technol 68:424
Shih YF, Lee WC, Jeng RJ et al (2006) J Appl Polym Sci 99:188
Wang KH, Wu TM, Shih YF et al (2008) Polym Eng Sci 48:1833
Shih YF, Huang CC, Chen PW (2010) Mater Sci Eng A 527:1516
Shih YF (2007) Mater Sci Eng A 445–446:289–295
Britcher L, Kehoe D, Matisons T et al (1995) Macromolecules 28:3110
Pouchert CJ, (Ed.) (1985) The Aldrich Library of infrared spectra, 3rd edn. Aldrich Chemical Company, Milwaukee: 62(123): 1535.
Botev M, Betchev H, Bikiaris D et al (1999) J Appl Polym Sci 74:523
Sandi AR, Caulfield DF, Stark NM et al. (1999) In Proceedings of Fifth International Conference on Wood Fiber-Plastic Composites. Forest products Society: Madison, WI
Fornes TD, Paul DR (2003) Polymer 44:3945
Huda MS, Drzal LT, Misra M, Mohanty AK, Williams K, Mielewski DF (2005) Ind Eng Chem Res 44:5593
Kori Y, Kitagawa K, Hamada H (2005) J Appl Polym Sci 98:603
Pan P, Zhu B, Kai W et al (2007) J Appl Polym Sci 105:1511
Shih YF, Jeng RJ (2002) J Appl Polym Sci 86:1904
Wu CS, Liu YL, Hsu KL (2003) Polymer 44:565
Shih YF, Wang YT, Jeng RJ et al (2004) Polym Degrad Stab 86:339
Pearce EM, Leipins R (1975) Environ Health Perspect 11:59
Acknowledgements
The authors thank the National Science Council of Taiwan for its financial support (NSC 97-2221-E-324-001). We are also very thankful to the Taiwan Banana Research Institute for supplying the banana fibers used in this study.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Shih, YF., Huang, CC. Polylactic acid (PLA)/banana fiber (BF) biodegradable green composites. J Polym Res 18, 2335–2340 (2011). https://doi.org/10.1007/s10965-011-9646-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10965-011-9646-y