
Abstract
Intelligent manufacturing is the new, emerging trend in Industry4.0, reflecting the impact of cutting edge technologies like Internet of Things, Big-data, Artificial intelligence(AI), Cloud Networking. In order to increase productivity and to explore new ways to modernise the manufacturing technologies and supply chain logistics, the digital transformation of Industries is the need of the hour. More innovative and competitive applications are in practice to meet the customer expectations and to reduce the complexity in the global supply chain. Industrial Internet of Things (IIoT) is a way of digital transformation in manufacturing. The ‘Industrial Internet of Things’ is the new paradigm, which is the application of Internet of Things (IoT) in Industries especially in manufacturing, using sensor data from machine-to machine (M2M) communication with the help of automation technologies. This chapter addresses the various methodologies of IIoT, in industrial sector with proper use cases. The latest application of this IIoT is Digital Twin, which is very useful in simulation of the machines, has been clearly dealt in this chapter.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
- IoT
- IIoT
- Industry4.0
- Intelligent manufacturing
- Smart manufacturing
- Digital twins
- Smart logistics
- Smart supply chain management
1 Introduction
Making the industrial world smarter with the help of connectivity and networking through sensors, is the priority in the current scenario. Decisions are done on the global level by interconnecting users and machines. We called this phenomenal technology the Internet of Things (IoT). Its applications range from home automation, wearable, precision agriculture, smart grid infrastructure, connected transportation and intelligent manufacturing. Another derivative of IoT is Industrial IoT (IIoT) which gets widely familiarized through Industry4.0.
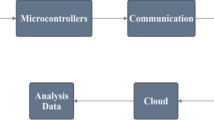
This is characterised by interfacing various industrial systems through their communication modules, data analytics to monitor and improving their performance to benefit the industrial sector. The systems which get connected through sensors and actuators to solve complex problems is termed as “Cyber Physical System” as shown in the Fig. 1. The performance gets bigger by combining big data with machine learning algorithms to gain deep understanding of data analytics.

IIoT framework
Adaptability is the major concern for all the industrial systems. Current advancements are done in the industrial systems to adapt to their own environment and monitor their performance and failures. Scheduling their maintenance through various control algorithms, communicating with floor counterparts and implementing auto-tracking technologies are considered as the major challenges in industry 4.0. These methodologies can be implemented, but at what cost? Sharing the data and analysing it for future decision making is considered as one of the biggest advantages of industrial IoT. For example, in the process of condition monitoring of an asset, the acquired data is analysed to prevent catastrophic failures. These data will be processed to check, when the critical error happened, loss of monetary benefits and life. These data have to be monitored continuously to take smarter decisions for smarter machines. This problem can be solved using IIoT, which was not feasible in the previous industry era. Innovation and complexity tends to be directly proportional in the IIoT environment which the company’s responsibility to optimise it.
The challenges which we had seen previously are more complex regarding the internet connectivity when compared to consumer and domestic internet. Both the categories involve various connected systems in the global level, but IIoT pertains to very constrained requirements to its networks for bandwidth connectivity. Another important aspect in IIoT is working with precision machines [1]. The failure by milli-second will give considerable loss in health and safety of the operator, machine and the most important is business. When compared to traditional design, here in this Industrial IoT- the conditions required for critical decision making are made available through standard interface and the adaptable control algorithms are designed to collect and correlate the data to enhance the efficiency and to prevent the system downtime [2].
In most end to end communication systems, the solution acts as a black box due to its restricted communication protocol. Most of the communication protocols are uniforms and can be shared easily across their defined devices. The requirement of the update and their compatibility issues makes the engineer to face many adaptability issues which may not be able to process the entire system and to create a new one. This is one of the essential reasons to implement adaptability, scalability and functionality, so that it’s integration with the overall system becomes feasible. This also helps to reduce the complexity of the system without compromising the innovation [3].
An enormous system network gets processed online, so that the system can interface and communicate with other devices within an enterprise over a very long distance. Securing the systems and communication is a billion dollar questions for the assets management system. This leads to creation of smart grid architecture as a part of IIoT. The grid is designed to make the information more accessible without any security breach. Autonomous modifications and maintenance with ever changing functionality have to be incorporated within the architecture [4]. Adding more functionality and capability to the system leads to the formation of tangled web phenomena which comprises various interconnected components. This web not only shares with original designated systems, but also with all others in remote locations.
The investment done in the IIoT environment for developing and deploying the systems will be very massive in nature. In order to meet the demands of today and tomorrow, creating the grid with more flexibility is important. Creating this is not an easy task, removing the complexity of hardware interface is a major challenge. Instead, complexity and optimisation can be done in software tools to form a powerful platform that bridges the hardwares and software is the best unified approach. This scenario focuses more on innovation in application rather than hardware and software.
The platform needs to be a user friendly operating system which must be secured and configured to authenticate the users. This is very essential to integrating the systems and maximising its availability and capability. The platform must be an open operating system which makes all the global level experts take part in the developmental operations in the field of embedded and cyber security [5]. It must also possess standard Ethernet technologies to form passivity in IIoT latency and other bandwidth requirements with the aim to inter-operable between IoT system providers and consumers using IoT.
There are various open organisations like Industrial Internet Consortium (IIC), which was formed to escalate the development by adopting the use of connecting the constituent machines, devices and other intelligent data analytics. Various testbeds were developing by IIC to simulate the real world scenario of industrial IoT solutions.
Track and Trace testbed aims in efficient usage of shop floor tools, preventing from misuse and collecting other data analytics like their performance and usage status. Bosch, Cisco, National Instruments and Tech Mahindra were responsible for developing software tools, precise location identification, interconnectivity and other application programming.
Communication and Control testbed is developed for simulating and designing power grid systems for micro grid applications. This integrates various renewable energy sources and technology like solar and wind. National instruments, Cisco and Duke Energy were responsible for creating the architecture for micro grid applications.
Asset Efficiency Testbed aims to develop various solutions regarding assets, their performance, maintenance, overhauling and replacements using data analytics collected in a real time environment. Bosch, General Electric, Intel, National Instruments, Infosys and PTC were responsible for developing the solutions.
Other testbeds like Edge Intelligence testbeds, Factory operations Visibility and Intelligence Testbeds, High speed Network Infrastructure testbeds, Industrial Digital Thread Testbed, Condition Monitoring and Predictive Maintenance Testbed and Smart Airline Baggage Management Testbed. These advancements focus more on Industrial internet solution markets, connectivity and reliability with the significance towards the pursuit of digital transformation and deployment of IoT enabled devices in the Industrial environment.
2 Methods
This IIoT technology is growing exponentially, almost one billion IIoT enabled manufacturing machines are in use, which is 400% higher than in 2015. IIoT centric ‘Smart Factory’ builds flexibility in the manufacturing process to optimize the performance and forecasting. There is an opinion among the manufacturers; the commercial landscape is being transformed by IIoT, in attracting investments towards the Industry.
The application areas of IIoT are (1) Warehousing, (2) Supply Chain management and (3) Document management
The major benefits are
-
Inventory Forecasting and stock levels
-
Assets, Maintenance and the extension of its lifetime
-
Increase production capacity, consistency in operations and reduced downtime of Machines
-
Efficiency of the worker, reducing the human error and throughput
-
Quality of materials, output and reduction in the number of defective products
-
Waste reduction and overall usage of facilities
-
Shorter lead times for customers
Based on the applications as shown in Fig. 2 of IIoT, this chapter is discussed under the following 5 headings, to explain the role of IoT technology in Smart manufacturing [6].

Application areas of IIoT
-
1.
Predictive maintenance
-
2.
Remote control and monitoring in production
-
3.
Asset tracking
-
4.
Logistics and supply chain management
-
5.
Digital twin technology
3 Discussion
The application areas of IIoT are (1) Warehousing, (2).Supply Chain management and (3).Document management
The major benefits are
-
Inventory Forecasting and stock levels
-
Assets, Maintenance and the extension of its lifetime
-
Increase production capacity, consistency in operations and reduced downtime of Machines
-
Efficiency of the worker, reducing the human error and throughput
-
Quality of materials, output and reduction in the number of defective products
-
Waste reduction and overall usage of facilities
-
Shorter lead times for customers
3.1 Predictive Maintenance
Unlike Periodical, planned Preventive maintenance, predictive maintenance is in practice, which depends on the condition of the asset, only when it is necessary. When there is a risk of equipment failure is predicted, the predictive maintenance is performed. Although the cost for predictive maintenance is comparatively higher than preventive maintenance, in the long run unnecessary maintenance is avoided.
As shown in Fig. 3, IIoT makes it possible to predict the health of the machinery and continuous condition-based monitoring. Incredibly easy and affordable predictive maintenance has four key trends as described in the following. When we experience all these technologies as separate applications, they are useful and valuable. But, altogether as IIoT, they flip the world of Industry [7].

Predictive maintenance infrastructure
-
1.
Wireless Connectivity: The affordable wireless sensors make the data collection automatic and cost effective using pervasive wireless/mobile networks.
-
2.
Inexpensive Sensors: With the advent of readily available, low cost. Miniaturized wireless MEMS sensors, the upfront investment on predictive maintenance becomes more affordable.
-
3.
Cloud Computing: The backbone of the IIoT is Cloud computing, which is a robust technology with higher degree of data security and can be started small and up-scale whenever there is a need.
-
4.
Artificial Intelligence (AI): AI becomes an essential part of IIoT, serves as the effective digital assistant to react on sensors’ data.
As per the report of PwC, the IoT enabled factories can
-
Reduce costs by 12%
-
Improve uptime by 9%
-
Reduce safety, health, environment, and quality risks by 14%
-
Extend the lifetime of an aging asset by 20%
3.1.1 Reduce Maintenance Costs
The Machineries are the functional assets of the factory, which should be maintained without failure at any point of time. In order to achieve failure-free machines, the maintenance is the key, which incurs multiple associated costs. Instead of pre-scheduled maintenance, the predictive maintenance saves a lot of money, time and manpower. The quantum of saving in maintenance depends on the population of assets, i.e., denser the machinery, larger the savings [8]. IoT technology associated with data analytics yields more accurate predictions from historical data sets about the health of the machine, expected failure of machines in a time frame. This IoT based prediction leads to proactive services, inspection, and also avoids unplanned, unnecessary downtime, and business loss.
3.1.2 Increase Asset Utilization
The profitability depends largely on costs incurred in maintenance, downtime of machines and manpower towards repair and service. As IoT based predictive maintenance, precisely predicting machine failures in a time frame, can help to fix-up the priority of service and estimation of cost to initiate the maintenance. This system provides early warnings about the health of machines/equipment which will improve the availability of machines, reliability and their performance. This will certainly increase the utilization of the asset [9].
3.1.3 Extend Asset Life
The scheduled maintenance not only costlier but changes the good spare parts of a machine unnecessarily. But, IoT sensors continuously monitor the health condition of the machines in real time, helping you to predict the failures and easily identify the parts that need replacement [10]. Therefore, predictive maintenance identifies the events before they occur, which enables us to take necessary actions to extend the life of assets.
3.1.4 Improve Field Crew Efficiency
As the IoT based monitoring provides warnings prior, unplanned downtime of the machines, engagement of field service personnel to address the issue can be avoided. Hiring of machines, relocation of machines, purchasing the spares/components for service can be planned in advance, which avoids last minute unrest of the floor managers. As a whole, this IIoT is a boon to floor managers to maintain the production line failure-free and active always.
3.1.5 Improve Safety and Compliance
The next major advantage of having IIoT on board is Safety and Compliance of workers. Integration of human capital protocols with the IIOT environment, will give alarms whenever there is a deviation in the preset threshold values [11]. These predictive alerts protect the workers from the safety risks. The analytics on these data can identify the potential hazardous conditions for a particular industry and the compliance safety report can be generated to keep the risk levels under the threshold values in accordance with the safety regulations and statutory requirements.
3.2 Remote Control and Monitoring in Production
Industry 4.0 is the new digital face of traditional industry [12], and the production floor machines are exchanging their data with each other and these machines can be controlled remotely. There is a healthy competition between companies in adopting automation, and IoT in all domains of their business. The plant managers can easily access the plant data in their mobile phone anytime, anywhere and control the production on a single touch from their gadgets. Thanks to modern IIoT, in operating the factories 24 × 7.During this COVID-19 pandemic, the industries with flexible technologies like IoT are running with minimal human intervention. Now, there is a potential demand among companies in capitalising, remotely operable technologies.
The following are the advantages of remote production control [13].
-
1.
Prompt problem solving
The connected machines can be monitored, repaired remotely, even from other countries with the help of IoT sensors. It gives alerts about the health of the machines to the staff for instance awareness and attention. Thus, it is possible to solve the issues immediately and avoid major problems before they happen. This will reduce the downtime of the machines, and increase the productivity.
-
2.
Access and recovery of data
When some critical incidents happen in the production line, it is necessary to analyse the data, like a black box in a plane, to identify the root cause of the problem and to early detection of such kind of issues in future. Machine learning algorithms on historical big data can give the traceability and predict possibility of the next such occurrence. Modern production floors have programmable smart instruments, regulators and electro mechanical valves. These configurable equipment can be easily reset without much cost to factory defaults immediately after such an incident.
-
3.
Access valuable data anywhere
The data analysis on the collected data from different plants of the same kind derives the best possible way of operating the production lines to increase the productivity with minimal cost. We need a common platform to store the huge amount of plant data, to analyse and provide the suggestions. Cloud based IIoT is the only solution to store and access the real time data anytime and anywhere. Additionally, based on the information, the comparative performance report can be generated to maximise the profitability.
-
4.
Capacity and vision for growth
The software based effective decisions, with vision, prepare the companies globally competitive and foresee the opportunities and challenges. This will improve the operations and production processes. As a whole, this software makes the companies more autonomous and takes control over all the processes.
-
5.
Increase efficiency
The automation enables agile, flexible and scalable processes by eliminating manual commands which are prone to human errors. The flexibility and scalability gives agility in production depending on demand. This increases the efficiency and productivity.
3.2.1 Challenges of Remote Industrial Operations
The major reasons for distributed production and outsourcing units are
-
1.
Cost on logistics
-
2.
Employee unions and conflicts
-
3.
Complexity in supply chain
-
4.
Reduction in operational costs
In distributed manufacturing facilities, remote monitoring is essential due to manufacturing and production standards, employee safety and product quality.
IIoT addresses the following limitations of the traditional industry in maintaining the distributed and outsourced manufacturing facilities [14].
-
1.
Remote facility monitoring
-
2.
Reliability of the equipment
-
3.
Quality assurance of the finished products
-
4.
Inventory management
-
5.
Employee safety
3.2.1.1 Remote Facility Monitoring
IIoT driven, connected machines can leverage the efficient and centralised monitoring of the remote production facilities and outsourced manufacturing units. The sensors read the performance of the machines, utilization and calculate the productivity and it allows the manager to look into, second-by second operations. This will help the manager to access the data in real time, from the centralised location, about machine status, up and down time, etc.,
3.2.1.2 Reliability of the Equipment
Predictive maintenance ensures the good health of the machines and gives forecasts about the failures well in advance. This cuts the cost of a permanent, dedicated in house service team at all the production units. A common service team is sufficient to do the maintenance at all the units, based on the predictive alerts.
The predictive solution takes the inputs of different sensors and analyses the operational condition. For example, in an extruder machine, if the barrel temperature exceeds the preset threshold temperature, immediately it gives alert and activates the stopping mechanism. Suppose, the supplied power is lesser or the power factor is lesser, it will stop the machine and be intimate to the floor manager.
3.2.1.3 Quality Assurance of the Finished Products
Due to the introduction of the technologies, the quality of the end product never compromised. On the other hand, the quality practices are stringent and uniform to all distributed manufacturing units and out sourced units. IIoT network discovers the quality issues at the earliest and avoids the human error in quality assurance. The entire data of quality testing is stored in the cloud and the critical data is informed to the quality managers immediately [15]. IIoT not only reveals the quality issues but also does root cause analysis of the poor quality. An IIoT solution identifies if current equipment condition and operational parameters are likely to deter product quality, and notifies an operator.
3.2.1.4 Maintaining Optimal Inventory Levels
In the geographically distributed manufacturing facilities, the inventory management is really a challenging task. We need to balance the inventory across all the units and assure the continuous availability of raw materials for the production. None other than IIoT technology is the solution. All the inventory items are identified with its location and track their movements in the shop floor. This data will be useful in maintaining minimal inventory to facilitate all the manufacturing units smoothly run.
3.2.1.5 Employee Safety
IIoT network monitors the employees too. The health related parameters like heart rate, temperature, galvanic skin response, etc., are analysed in real time and detects the unusual patterns and reports the safety threat to prevent the employees. It also analyses the flaws in the compliance with safety standards and reports.
3.3 Asset Tracking
Tracking the valuable assets and stock is highly challenging in the manufacturing industry due to many technical and practical reasons, but it is a critical requirement in any business. IoT makes this job simple using sensors and wireless connectivity. The wireless tracking enables you to track the equipment and fleet remotely, which reduces a lot of overheads, time, waste of money and risks.
Using this IoT enabled Asset tracking we can achieve the following [16].
-
1.
Smarter and accurate business decisions.
-
2.
Timely refilling of Inventory to maximise the profit.
-
3.
Reduction of negative impact among stakeholders.
-
4.
Customer satisfaction by providing the service in time.
-
5.
Theft prevention and recovery
3.3.1 Components of IoT Asset Tracking
Even though there are many variants in IoT enabled Asset Tracking and Management System (ATMS),the following are the more common components [17].
Tracking devices: The tracking devices are selected and deployed, depending on the objects to be tracked. Unlike one way RFIDs, straight forward tracking tags for multi functional usage, black boxes with vehicle dash cameras are in practice.
Connectivity: The backbone of asset tracking is the network which connects the trackers with the management platform. Many IIoT applications use cellular mobile networks using eSIM modules.
Management platform: As shown in the Fig. 4, the control station is to monitor the movements, manage the connectivity, and access the location and to process the collected data. This platform integrates all types of services related to IIoT.

Asset management platform
Many different IoT applications, devices and platforms are in practise by replacing barcode scanners, serial number tags, etc., Nowadays, all IoT devices are identified by their IP addresses, and communicate through the internet with IoT gateways and sensors. When these connected devices share their location in terms of positional coordinates with the central intelligence platform, these are transformed into trackable devices. This digital transformation as trackable objects or assets makes it easier to monitor them remotely in real time by the asset management system, even in larger warehouses. This concept is called Smart Warehousing, in which IoT plays a major role. On the top of IoT, Data Analytics, Artificial Intelligence and Machine learning present unimaginable solutions and predictions to run the manufacturing industries more profitably.
3.3.2 Real Time Audit and Asset Tracking at in House and Vendor Location
During the health audit of assets like Jigs, Fixtures, dies, tools etc., locating the assets in the production floor or in vendor shops are painful and tiresome. The timelines fixed for such manual auditing may not be met and the collected data may not be accurate. But, the trackable objects’ audits can be done on a single click of the mouse [18].
3.3.2.1 Benefits
-
1.
Online trackable assets, reduces the time and overall cost of t asset audit.
-
2.
It enables 24 × 7 monitoring and preventing the misuse of assets and in turn revenue.
-
3.
Accurate localization of assets makes the operation of the shop floor easier and ensures securing stakeholders interest.
3.3.3 Material Handling Management Solutions
Raw Material handling, loading and unloading is another challenge in the production floor. Normally forklifts are used for this purpose but not in an effective way. In many industries, the utilization of forklifts is not optimised due to the lack of resource management. But, the optimization techniques applied in intelligent manufacturing gives a simple solution to this issue. Based on the data available about the location of materials within the production floor the forklifts paths are optimized to supply the materials for production effectively. This will largely reduce the cost of either new forklift procurement or rental [19].
3.3.3.1 Business Benefits
-
1.
Using the historical data and its analysis the material handling and fleet usage is optimized.
-
2.
With help of IoT Sensors, the forklifts can identify the exact location of materials available and relocate it to machines for production. This will reduce the hectic work involved in searching for material and time.
3.3.4 Inventory Tracking System
Inventories need not be maintained in a single location, but the inventory register should show the current status, in terms of numbers available and location. Using a static, software based inventory management, this issue can not be resolved. But, the Intelligent Inventory Tracking System(IITS), can give a precise, updated solution, even though the warehouses are located across the globe. Cloud based inventory servers and IoT are in place, to connect the warehouses and factories, to maximize the productivity and alert the stakeholders before the stock gets emptied [20].
3.4 Logistics and Supply Chain Management
Till the recent past, the supply chain and logistics were managed by RF technologies and infrared, involved tedious installation, and costly receivers and transmitters. But, IoT gives a lot of flexibility in asset tracking as shown in Fig. 5, with greater accuracy in location and comparably 10 times lesser cost than RF counterparts [21]. The following are the use cases of IoT applications in Logistics and supply chain management.

Logistics and supply chain management
3.4.1 Track Deliveries from the Vendor to the Manufacturing Facility
Raw materials should reach the manufacturing facility in time, and is really a challenging factor in any business. It is very difficult to track the vendor vehicles, to know the exact time of delivery. In order to reduce the dispatch delays due to untracked vehicles, IoT based vehicle tracking is in practice now [22].
3.4.1.1 Benefits
-
(a)
Timely supply of raw materials to the manufacturing facility.
-
(b)
Productivity and operational efficiency is more.
-
(c)
In case of delays, the real time dashboards will be useful to track and monitor the process.
-
(d)
It improves productivity and security.
3.4.2 Track Deliveries, Materials Inside and Around Manufacturing Facilities
Truck drivers can deliver the materials with the use of IoT, precisely at the exact location. Again, the dash boards will monitor and guide the loading/unloading process and often avoid misplacement of shipments in the manufacturing facility [23]. Within the manufacturing facility or warehouses, the misplacement of materials slows down the manufacturing which leads to customer dissatisfaction.
3.4.3 Monitor Sensitive Goods to Avoid Damage or Loss
The perishable shipments require specific ambience, humidity and temperature conditions to maintain the quality. IoT applications can monitor the atmospheric conditions, shock and vibration levels even during the transit. This capability of IoT enabled supply chain management system, enables us to ship perishable products like eggs, milk, flower etc., and glass products too [24]. The vendors can be notified about the damaged shipments even before they reach the manufacturing facility, and initiate the logistics of new consignments.
3.4.4 Real-Time Fleet Management
GPS coordinates along with other telematics collected from the sensors of the vehicles are the most popular solution in the fleet management system. This telemetric data can be used to monitor the driver’s compliance and behaviour [25], which ensures the safety of driver, consignments, fuel consumption and delivery schedules. Based on the driver’s profile, the training programs can be arranged to the drivers to improve their professional development.
3.4.5 End-to-End Delivery Tracking
IoT powered sensors and devices, collect a huge amount of diverse data from different stages of logistics. The generation of web dashboards, integrate all these data in a single cloud based supply chain management application. Even though it is a challenging one, it gives flexible data in your fingertips to optimise the logistics. This will reduce the hectic work involved in maintaining the fleet and saves time, which in turn increases the quality of service offered by the industry [26].
3.4.6 Last-Mile Delivery Innovations
Nowadays, with the help of mobile applications, the manufactured products are being delivered on the same day itself. Especially, in the food industry the ordered foods to be delivered within an hour. Many companies are providing this service with extra premium and their customers are ready to pay extra for that. This is the most promising trend now, by using the technology which automates the end-to-end logistical operations. As soon as the backbone logistical operations are digitized, there will be even more opportunities for faster last-mile delivery by using mobile applications, predictive replenishment, smart buttons, and drones [27].
3.5 Digital Twin Technology
Gartner Inc., a leading research and advisory company, listed the Digital Twin Technology among top 10 Strategies of business trends in 2017. As shown in Fig. 6, Digital twins are virtual assets and replicas of physical machines, using sensors [28]. Even before the making of physical assets these digital duplicates can be created. The researchers create these digital twins using the historical data acquired from various sources of physical machines, equipment, and sites. The analytics softwares are much useful to collect and synthesize these operational data. With all these data and precise insights of analytics software, the digital twins are virtually modelled. The integrated AI algorithms play a major role in this virtual model to get the exact insight about the physical asset [29]. More or less the digital twins act as a live physical asset and give the optimised, best possible business solutions. Thus, digital twins are the complete digital footprint of any product from design phase to deployment phase.

Digital Twin technology framework
These IoT based digital twins, generate data in real time, to help the businesses in a better way and predict the problems well in advance to give early warnings, prevent downtime, develop new opportunities and even plan better products for the future at lower costs by using simulations in lesser cost. Digital twins are incorporation of IoT with Big Data, AI and Machine learning, which are the main factors of Industry 4.0 [30].
Digital twin concept is a boon to the business sectors, which helps in predicting the future of physical assets by analyzing their digital counterparts. Digital twins are a new eye-opener to the organizations, to improve their products, customer service and strategic business decisions. The major application domains are addressed here [31].
-
Manufacturing: Digital Twins changed the way of product design, prototyping, manufacturing and maintenance as well. They convert the manufacturing as intelligent manufacturing, by making high throughput with optimal resource management.
-
Automobile: The main beneficiary of the Digital twin technology, is the automobile industry. The virtual twin captures the operational and critical data of the connected physical vehicle like the oil level, engine health, temperature of radiator fluid, the health of charging circuit and battery, etc., Thus it analyses the overall performance of the connected vehicle, and assures delivering a truly personalised service to the users on the ply.
-
Retail: The virtual twins can change the experience of every customer in the retail market. This can navigate the customer towards their selected product racks, and helps in picking their choice. It helps interior planning of the retail market, security and energy management in an efficient way.
-
Healthcare: IoT data used in digital twins hugely reduces the cost in patient monitoring, maintenance by providing personalised health care.
-
Smart Cities: The major advantage of using digital twins is Smart cities planning and its management. These virtual models simulate the traffic and predict the challenges in handling the traffic. Digital twins are highly intelligent in revenue generation, waste management, ecological footprint, etc., It helps the city planners and policy makers to create a smart city to improve the quality of a citizen’s life. The accumulated data over a period can be useful in predictive management of the smart city.
-
Industrial IoT: Industries are now becoming smarter by the introduction of IoT and digital twins. The entire factory can be monitored, controlled and tracked remotely with the help sensors and actuators used in IoT. It collects not only operational data but also the ambience data, which are useful in predicting future operations and to remove anomalies.
3.5.1 Digital Twins in the Industry 4.0
Industry4.0 is smart and intelligent with the help of automation, IoT, AI, data exchange between connected machines. The manufacturing technologies are evolved in a better way as Digital twin centric, which brings a lot of possibilities in simulation and prototyping. The traditional approach in manufacturing has been flipped, more virtual based design processes are in practice to develop an efficient outcome. As the predictions are arrived based on the historical big data, they are more precise and accurate, by understanding critical issues, performance and unique features [32]. Any worker can be transformed as a skillful architect, using virtual digital twin training, without any trainer. Nowadays the production line machines become autonomous with the help of AI and machine learning.
In a decade from today, the factories will become fully autonomous; the autonomy of machines will reach the next level. The digital twin will be useful in evolving the autonomous industry as self-diagnosing, self-healing/repairing, self-awareness, self-optimizing, with the minimal involvement of manual operators [33]. No wonder, we can witness the machines will be speaking to each other on the production floor, by exchanging their data and health records.
4 Conclusion
IIoT is the disruptive technology, allowing industries to make data- driven decisions, to produce successful models for better productivity by using the industrial assets in an optimized way. It is proven that IIoT is the best suitable technology to transform manufacturing into intelligent manufacturing. It provides real time visibility into the remote distributed production facilities. However, rolling out an IIoT solution is not fast and easy. In order to harvest benefits, an industry should consider possible limitations and work out optimal ways to address them. In order to change the traditional practices and transform into IIoT technology, the companies have to review the operational constraints and customer engagement aspects. Definitely, the change that will go beyond anything we’ve seen in our lifetimes, and will demand a deep and broad transformation of the enterprise.
References
Online material available at, http://dbz.164.myftpupload.com/2019/02/iot-applications-and-examples.
Online material available at, https://breadware.com/2019/02/iot-applications-and-examples.
Online material available at, https://iiot-world.com/industrial-iot/connected-industry/5-challenges-of-remote-industrial-operations-solved-with-iiot.
Online material available at, https://www.thalesgroup.com/en/markets/digital-identity-and-security/iot/inspired/smart-manufacturing.
Online material available at, https://www.hitachi.com/rev/archive/2016/r2016_08/pdf/r2016_08_103.pdf.
Online material available at, https://www.byteant.com/blog/5-best-use-cases-of-iot-in-manufacturing.
Industrial IoT: How connected things are changing manufacturing|WIRED. Retrieved from 2018/07/industrial-iot-how-connected-things-are-changing-manufacturing.
What is predictive maintenance and what are it’s benefits? Retrieved from https://www.itconvergence.com/blog/5-benefits-iot-based-predictive–maintenance.
IoT for predictive maintenance: essence, architecture, applications. Retrieved from https://www.scnsoft.com/blog/iot-predictive-maintenance-guide.
Unleash the power of IoT-based predictive maintenance. Retrieved from https://iiot-world.com/predictive-analytics/predictive-maintenance/unleash-the-power-of-iot-based-predictive-maintenance/.
Industrial IoT for predictive maintenance|HIOTRON. Retrieved from https://www.hiotron.com/industrial-iot-for-predictive-maintenance.
Online material available at, https://nexusintegra.io/advantages-remote-production-control.
Online material available at, https://calrec.com/wp-content/uploads/2018/04/Remote-Production-White-Paper-2018-v3.pdf.
Online material available at, https://www.inhandnetworks.com/solutions/remote-cnc-machine-monitoring.html.
From remote to predictive maintenance: How IoT refines a classic M2M concept. Retrieved from https://blog.bosch-si.com/industry40/from-remote-to-predictive-maintenance-how-iot-refines-a-classic-m2m-concept.
What Is IoT and how is it helpful in asset management?—Asset infinity. Retrieved from https://www.assetinfinity.com/blog/what-is-iot-and-how-is-it-helpful-in-asset-management.
How IoT is transforming asset tracking. Retrieved from https://blog.jtiot.com/iot-transforming-asset-tracking.
IoT Asset Tracking Systems|Telit. Retrieved from https://www.telit.com/industries-solutions/telematics-transport/asset-tracking/.
The evolution of IoT asset tracking devices—Help Net Security. Retrieved from https://www.helpnetsecurity.com/2020/08/25/the-evolution-of-iot-asset-tracking-devices/.
5 powerful asset tracking examples that use IoT | QuicSolv. Retrieved from https://www.quicsolv.com/blog/internet-of-things/5-powerful-asset-tracking-examples-use-iot.
The top six IoT applications in logistics|Articles|Chief Innovation Officer|Innovation Enterprise. Retrieved from https://channels.theinnovationenterprise.com/articles/how-the-internet-of-things-will-revolutionize-the-logistics-industry.
6 Widespread Applications of IoT in logistics industry. Retrieved from https://www.biz4intellia.com/blog/6-widespread-applications-of-iot-in-logistics-industry/.
How IoT in logistics revolutionizes the supply chain management. Retrieved from https://transmetrics.eu/blog/iot-logistics-revolutionizes-supply-chain-management.
5 IoT applications in logistics & supply chain management. Retrieved from https://www.airfinder.com/blog/iot-applications-in-logistics.
Top 8 IoT applications for logistics. Retrieved from https://www.kaaproject.org/blog/iot-applications-for-logistics.
Applications of IoT in transportation and logistics business. Retrieved from https://truckguru.co.in/blog/applications-of-iot-in-transportation-and-logistics-business/.
IoT in logistics: Warehousing, fleet management & smart containers—Container xchange. Retrieved from https://container-xchange.com/blog/iot-in-logistics.
What is digital twin technology and how does it work?—TWI. Retrieved from https://www.twi-global.com/technical-knowledge/faqs/what-is-digital-twin.
What is Digital Twin Concept|pplications—Happiest minds. Retrieved from https://www.happiestminds.com/insights/digital-twins/.
Cheat sheet: What is Digital Twin? Retrieved from https://www.ibm.com/blogs/internet-of-things/iot-cheat-sheet-digital-twin/.
What is a Digital Twin|IBM. Retrieved from https://www.ibm.com/topics/what-is-a-digital-twin.
What is Digital Twin technology and what this concept means. Retrieved from https://www.challenge.org/insights/what-is-digital-twin/.
What is a Digital Twin?|GE Digital. Retrieved from https://www.ge.com/digital/blog/what-digital-twin.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

Cite this chapter
Rajarajan, S., Renukadevi, S., Mohammed Abu Basim, N. (2021). Industrial IoT and Intelligent Manufacturing. In: Palanikumar, K., Natarajan, E., Sengottuvelu, R., Davim, J.P. (eds) Futuristic Trends in Intelligent Manufacturing. Materials Forming, Machining and Tribology. Springer, Cham. https://doi.org/10.1007/978-3-030-70009-6_12
Download citation
DOI: https://doi.org/10.1007/978-3-030-70009-6_12
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-70008-9
Online ISBN: 978-3-030-70009-6
eBook Packages: EngineeringEngineering (R0)