
Abstract
In machine tool spindles, train and automobile wheel hubs, gearboxes in heavy industries and aircraft widely used the single row angular contact ball bearings, because It can withstand a combination of high axial and radial loads. All above applications require precision rotary motion with a higher degree of stiffness and positional accuracy. So that, the preload must be applied during assembly to remove excess play of bearing. The preload of bearing increases the stiffness of the assembly, decreases noise and improves rotational accuracy, but also increases starting torque. The starting torque of bearing relates directly to power loss and stability of a rotating system. This paper presents the influence of the preload on the starting torque for a pair single row angular contact ball bearings on the spindle unit of lathe CNC in laboratory conditions. The results show that the loss due to starting friction on the spindle bearing is significant and varies up to 75% during the operating cycle of the machine. The starting torque of the spindle of the mini CNC lathe will be reduced by 40% when the shifting hierarchy creates preload.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
There may be some applications as: machine-tool head spindles, hypoid-gear pinion shaft in automotive differential, shaft in electric motors … and other similar where the bearing arrangement need to be often preloaded. This preload increase bearing stiffness and reduce as far as possible undesirable bearing displacement when loads applied. Machine tool spindles widely used a pair single row angular contact ball bearings, because It can withstand a combination of high axial and radial loads and have got the precision rotary motion with a higher stiffened and positional accuracy. So that, the preload must be applied during assembly to remove excess play of bearing in head spindles of machine-tool. But also, the preload of bearing increases starting torque, run torque, temperature, power loss and reduce the stability of a rotating spindles systems of machine-tool.
The amount of preload depends on the bearing series, the contact angle, the internal geometry, surface quality of rolling elements, cooling, lubrication, misalignment, size of the bearing and applies to bearing sets in back-to-back or face-to-face or tandem arrangements. Bearings series are manufactured to four different preload classes: Class A, extra light preload; Class B, light preload; Class C, moderate preload; Class D, heavy preload. In applications where high speeds take precedence over the degree of rigidity, the following additional preload classes are available: Class L, reduced light preload for asymmetrical bearing sets; Class M, reduced moderate preload for asymmetrical bearing sets; Class F, reduced heavy preload for asymmetrical bearing sets [1].
The studying about the starting torque, run torque, and stiffness of CNC machine-tool head spindles depended on preload was done. Momir Šarenac [2] has chosen the suitable structure and preload for the machine tool spindle unit to achieve the stiffness to maintain and improve the machining accuracy. Tri Prakosa et al. [3] has studied in-depth on how to set the preload, the drive distance, and the number of drives to increase the stiffness of main spindles. It increases the machining accuracy of machine tools. The study to determine the relationship between the stiffness and the vibration of the main spindles was done by Holroyd et al. [4] based on choosing the integrated bearings of them. Rastegari. A et al.’s research [5] showed that the wear of the main spindles reduced preload displacement, which was the cause of reduced stiffness of the machine tool spindle unit. Van-Canh Tong et al. [6] investigates the running torque of TRBs with angular misalignment under a constant displacement preload. The angular misalignment increases the running torque. Chi Zhang et al. [7] was presented an equation for calculating the frictional torque of a dry-lubricated tapered roller bearing for two representative preload methods: axial force preload and axial displacement preload. H. Matsuyama and S. Kamamoto [8] have experimented with the frictional torque generated in the raceway contacts of tapered roller bearings. The result has been compared with the prediction from the EHL theory. As a result, a new formula for calculating frictional torque has been proposed. The above studies only mention that increasing preloads will increase stiffness, maintain, and improve machining accuracy, calculating frictional torque without considering that the increase of frictional torque of a bearing relates directly to the power loss of a machine-tool spindles system.
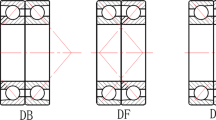
The head spindles of lathes CNC mini have got a pair single row angular contact ball bearings 7210C, which are mounted Back-to-Back arrangement (DB) shown in Fig. 1a. Axial preload in an adjusted bearing arrangement is produced by displacing one bearing ring axially, relative to the other, by an amount corresponding to the desired preload force. This paper presents research on starting torque behavior of head spindles of mini CNC lathes when preload changes with the DB arranged bearing. The relationship between the starting torque and preload by axial displacement is also discussed below.
2 Method and Experimental Apparatus
2.1 Preload Method for Head Spindle of Machine Tool
There are two mains types of preloading methods: Preload with a constant force and Preload by axial displacement.
Preload with a constant force [9, 10]: The constant preload force (Spring Preload) is very important within precision, high-speed applications (Fig. 1b). The calibrated linear springs are typically used between the bearing outer ring and housing shoulder. In this case, the bearing arrangement has got a lower stiffened than an arrangement using axial displacement to set the preload. The spindles on internal grinders machine used often spring preload method. The using spring preload forces don’t increases axial rigidity and operating temperatures at high rotational speed.

Preload method
Preload by axial displacement [9, 10]: This preload method (Position Preload) is usually obtained by adjusting: The bearing rings relative to each other in the axial direction or the thickness of spacers rings between two bearings arranged back-to-back or face-to-face, when used in sets of two or more bearings (Fig. 1c). The main advantage of this type is that the degree of rigidity is much higher. Fix preload method is widely used for head spindle of machining centres, milling machines, lathes and drills. It is usually applied to improve the stiffness and precise axial guidance especially when alternating axial loads occur. During operation, an additional increase in preload can also be perhaps grown.
2.2 Calculating Method the Frictional Moment with Preloaded Bearing
The model [9] for calculating the frictional moment uses equation:
Where: \({M}_{s}: \) Spin friction for contact angle a centered on the shaft.
-
\({\mu }_{s}\): Contact-surface slip friction coefficient;
-
Q: Load on rolling elements (N);
-
a: (1/2) of contact-ellipse major axis (mm);
-
\(E\left(k\right)\): With \(k=\sqrt{1-{\left(\frac{b}{a}\right)}^{2}}\)
As the population parameter, second class complete ellipsoidal integration.
-
\(b\): (1/2) of contact-ellipse minor axis (mm);
-
Z: Number of ball;
-
\(\alpha \): Contact angle (\(^\circ )\)
As a general rule, a medium preload should be adopted for spindle of lathers requiring rigidity. The starting torque of 7210 C bearing of head spindles for mini CNC lathes is determined [1]: MST ~ 40 mN.m while a preload should be 590 N.
2.3 Measurement Method for Starting Torque
Measurement method for starting torque is common. It is possible to stop adjustment when a frictional moment corresponding to the desired preload has been reached. This method obtained by measuring the tangential force of spindle by either using a spring balang or rotary torque devise as showed in Fig. 2a [10]. It can be influenced by the oil film formation in the contact area. It is best suite to machining centres, milling machines, lathes and drills. Which have got high preload.

Measurement method for starting torque
2.4 Experimental Apparatus
The basing on Fig. 2a can built the starting torque measurement schema for 7210 C bearing of mini CNC lathes, it’s shown in Fig. 2b. The experimental apparatus use a pair single row angular contact bearings 7210 C, which are mounted DB arrangement same as head spindle of mini CNC lathes (show in Fig. 1a). Axial displacement to set the preload performed by tightening the nut on the inner ring and displacement value determined by the dial indicator, with an accuracy of 0.001 μm. The starting tangential force of bearing is determined by the weight of the weight.
Test sequence: Tightening nut A to make the inner ring move a certain distance, applying the tangential load to rotate the bearings. The values of the weights are the starting tangential force of them. Each experiment repeated three times to ensure the measurement accuracy.
3 Results and Discussion
The measurement result of starting torque for the main spindle of lathe depends on preload by axial displacement, are listed in Table 1.
Based on the data in Table 1, a graph of the variation of the fictional starting torque and the axial displacement of bearings in lathes spindles is shown in Fig. 6.

The relationship of the starting rotary torque of bearing in lather spindles and step of axial displacement
Creating preload by moving the relative rings in the bearing is consistent with the structure of the CNC machine spindle unit. However, it is difficult to adjust precisely the displacement amount to a few µm, and an adjustment jump that exceeds the requirements may occur. If the preload is larger than necessary, abnormal heat generation increased friction torque, reduced fatigue life, and so on may occur. The amount of the preload should be determined carefully considering the operating conditions and purpose of the preload.
Figure 6 shows that the frictional starting torque of bearings always nonlinearly increases with the position preload. Comparing the experimental results with the calculation indicates that the calculated starting friction torque value is only ~80% of the test friction torque.
The mini CNC lathes when using 7210 C, position preload max is [δC] = 31µm. During working, the main bearings are wear lead to the reduction of the amount of axial displacement. When the displacement amount is reduced to about 15 µm = [δB] (~ Class B), it is necessary to adjust the position preload again to restore Class C. Thus, the starting torque changes to 75%. In the common case, adjust the bearings once after a running cycle when axial wear is up to 16 µm. Hence the friction loss on main bearings is significant, and it changes significantly during the machine's operating cycle at the adjustable preload level.
Figure 6 illustrates the effect of the axial displacement preload on the frictional starting torque of main spindles. It is possible to reduce the starting friction on the main spindles but still ensure the stiffness within the class C range. Divide the class C position preload into two ranges of values:
Where
-
[δC] - preload by axial displacement for Class C;
-
[δB] - preload by axial displacement for Class B.
During the cycle of the spindles, bearings adjust the preload twice. The first time to fix the displacement is δCB = 8 µm + δB, the second time is 8 µm. Thus, based on the graph in Fig. 6, the starting friction torque of the spindle of the mini CNC lathes is reduced to 40%, and the fluctuation is about ~30%. Hence, the time meet controls will decline, and the spindles will have a more stable speed.
In case of classifying the group of rough-machines and finishing machines: The finishing machines, adjusted to create a preload at the upper range in accordance with small cutting deep, cutting power, high accuracy and rigidity requirements. Rough-Machines which adjusted to lower range of preloaded that is suitable for large cutting deep, cutting power, and does not require high accuracy, rigidity. Then, the machine efficiency will be best due to the compensation of friction and cutting power.
4 Conclusions
The research results on starting rotary torque of bearing on spindles of mini CNC lathes when preload by axial displacement changed have given the following conclusions:
-
1.
The starting rotary torque of bearing on the spindles determination system has been developed based on preload by axial displacement. The preload by axial displacement generation is easier to implement than the preload with a constant force.
-
2.
Fictional starting torque of bearing on spindles depends on the nonlinearity of the preload by axial displacement. With class C for bearings on spindles on mini CNC lathes, starting rotary torque is significant, preload needs to be adjusted under long cycle operating conditions.
-
3.
Proposing a solution to reduce the friction loss of the mini CNC lathe spindle unit by segmenting preload by axial displacement into two parts on a class B basis. Then, a low-level adjustment will be performed twice in the machine's duty cycle with the corresponding amount of travel.
-
4.
In case it is necessary to maintain the stiffness of the spindle unit stable in a higher region suitable for precision machining, it is possible to segment the preload by axial displacement in the opposite direction. Then the main bearing friction losses are in a large area.
-
5.
Preload by axial displacement can be adjusted according to the rough and finishing groups to satisfy the machine accuracy and productivity while increasing machine efficiency.
References
Rolling bearings for industrial machinery; NSK (2016)
Šarenac, M.: Stiffness of machine tool spindle as a main factor for treatment accuracy. Sci. J. Facta Universitatis 1(6), 656 (1999)
Prakosa, T., Wibowo, R.I.A.: Optimizing static and dynamic stiffness of machine tools spindle shaft, for improving machining product quality. J. KONES Powertrain Transp. 20(4), 363–370 (2013)
Holroyd, P., Crinela and Ford, Geoffrey, D.G.: Determination of stiffness and damping sensitivity for computer numerically controlled machine tool drives. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 1165–1177 (2003). ISSN 0954-4062
Rastegari, A., Mobin, M., Archenti, A.: Condition based maintenance of machine tools: vibration monitoring of spindle units. In: IEEE 63nd Annual Reliability and Maintainability Symposium (2017)
Canh Tong, V., et al.: The effect of regular misalignment on the running torques of tapered roller bearings. Tribol. Int. 95, 76–85 (2016)
Zhang, C., Gu, L., Mao, Y., Wang, L.: Modeling the frictional toque of a dry -lubricated tapered roller bearing considering the roller skewing. Friction 7(6), 551–563 (2019)
Matsuyama, H., Kamamoto, S.: Analysis of frictional torque in raceway contacts of tapered roller bearings. Koyo Eng. J. English Edition No 159E (2001)
López de Lacalle, L.N., Lamikiz, A.: Machine tool for high pẻrformance machining. Springer (2009)
Machine tool spindle bearing selection & mounting guide, NSK
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Thuy, D.N., Tri, D.N., Van, H.P. (2021). Influence of the Preload on the Starting Torques of a Pair Angular Contact Bearings of CNC Lathes Spindle. In: Long, B.T., Kim, YH., Ishizaki, K., Toan, N.D., Parinov, I.A., Vu, N.P. (eds) Proceedings of the 2nd Annual International Conference on Material, Machines and Methods for Sustainable Development (MMMS2020). MMMS 2020. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-69610-8_58
Download citation
DOI: https://doi.org/10.1007/978-3-030-69610-8_58
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-69609-2
Online ISBN: 978-3-030-69610-8
eBook Packages: EngineeringEngineering (R0)