
Abstract
4D printing is a pioneer field to produce functional smart devices. The combination of 3D printing and smart material is called as 4D printing. The extra dimension refers to time in order to shape transformation of the printed part during time. FDM is a universal process to 3D printing of thermoplastic polymers. Therefore, for successful and typical 4D printing a deep understanding of every aspect of shape memory polymers especially thermoplastic polymers is necessary. So, in this chapter, shape memory polymers, printing preparation such as filament production and FDM printing parameters, finally applications, previous finding and functional printed parts by FDM have been studied detailed.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
Additive manufacturing (AM) or 3D printing is a type of manufacturing of solid part by layer-by-layer material deposition from a computer-aided design (CAD) model that have been sliced to number of layers in respect of its accuracy, surface roughness and resolution. A vast of AM processes have been developed for any type of materials such as metals, polymers, ceramics and their composites. Main 3D printing uses was for comprehensive prototyping at first but nowadays, researches and industries tried to use it as final part for aerospace, automotive, electronics and specially for customized uses for health care and biomedical applications such as stents, scaffolds, artificial tissues and etc. [9, 14, 18, 23]. Among of various techniques for printing polymers, fused deposition modeling (FDM) or fused filament fabrication (FFF) is most popular 3D printing technique in comparison with Polyjet and other liquid-AM techniques because of its low cost and easiness to use and maintenance so that even home version is available in market. In the FDM technique, a thermoplastic material filament is fed into a machine via a pinch roller mechanism then is melted in a heated liquefier and the solid portion of the filament acting as a piston to push the melt through a print nozzle [9, 18, 23, 28, 36]. Shape memory effect (SME) of some materials can be described as the ability of recover a deformation via some stimulus at a certain pre-defined condition and the common stimuluses are temperature, electricity, magnetic field, moisture, UV or light and etc. Among all the shape memory materials, SMPs and SMPCs are most popular due to light weight, higher deformation, higher tendency for strain recovery, lower and programing temperature, easier process ability, variety of materials, biocompatibility and biodegradability [10, 19, 20]. 4D printing is combination of 3D printing and SME that one more dimension is related to the time that is provided by dynamic shape changing of 3D printed part. In fact, 4D printed part can alter the shape, property, or functionality of a 3D printed structure as a function of time. 4D printing has benefits of 3D printing and beside that it has shape the ability to self-assembly, self-adaptation, actuating and sensing [14, 18, 20, 21]. As shown in Fig. 1, at least for successful 4D printing, we must have four condition that are best known for us. These are 3D printing facility, external stimulus, smart material and activation mechanism or programing.

Four necessary conditions for 4D printing [27]
2 Shape Memory Polymers
SMPs are a type of smart materials that exhibit SME. SMPs always can remind the original shape which has been created by initial forming process such as molding, extrusion, curing mold for thermosets. 3D printing process are composed by above-mentioned initial forming process like extrusion in FDM. In fact, shape memory polymers can fix deformation in a proper special thermomechanical condition that is named as temporary shape and can recover its initial before deformation shape in a special condition by an appropriate stimulus that is named as permanent shape. This behavior is an intrinsic property of this type of materials that is not covered to us and it has its special mechanisms that will discussed in next section [19]. It can be noted that all semi crystalline polymers exhibit SME but majority of then cannot exhibit strong SME and most of them need to be modified. The more common SMP type is thermal responsive one that temperature acts as trigger. Programing of temperature responsive SMPs consists of main four step as Fig. 2. The first step is rising of temperature above Ttrans make a deformation in material. In second step, the sample must be cooled under the Ttrans while the load is remained to fix the deformation then the load can be eliminated after quenching for the third step. In the final step, the temperature will be raised above Ttrans and the permanent shape is recovered. There are some parameters for quantification of fixing and recovery ability of the smart material that are named as shape fixing ratio (Rf) and shape recovery ratio (Rr), respectively. Based on data in Fig. 2:

The shape memory polymer programing [32]
Figure 3 shows the relation between temperature-strain and stress during programing of a SMP. Shape recovery ratio never get 100% and always there is unrecoverable hysteresis due to molecular architecture on smart polymer that discussed in the next section. In fact, in shape memory effect, an elastic force is saved to the material ad under proper stimulation, the saved elastic force releases and make recovery of deformation. The unrecoverable strain is related to the ability of molecular architecture to behave to the deformation as elastic with lowest relaxation tendency. However, whatever the tendency of relaxation of a polymer increase, the recovery ratio will decrease [25].

Temperature-strain-stress relation in SMP programing cycle [15]
2.1 Mechanisms
SMPSs consist of two main part, a part which is responsible for storing elastic energy without relaxation and keeps the permanent shape of the sample and the second one is responsible for keeps the stored energy and releases it with switching in concerning temperature change. This switching phase are the energy barriers. For storing the elastic deformation without significant relaxation, the polymer chains must be connected to each other. The connections are called as net points. A switching phase must exist to not let the elastic strain has been recovered before the switching phase has been removed. The net points or permanent network is called as hard segments because are responsible for retaining the permanent shape and does not change at the transition temperature and the switching phase is called as soft segment. This was the general concept of SMPs that can be seen in Fig. 4. As noted, good SME needs proper connection between chains to store the elastic deformation with a slight relaxation. It can be obtained by crosslinking which are two type of crosslinking. The first is chemical or covalent crosslinking that made by direct covalent bond between chains and the another is physical crosslinking that provide by crystallization and connects the tie molecules between crystalline. In fact, the “physical” refers to connection between chains without any chemical bonding that can be in the form of phase segregation in block copolymers or vast physical entanglement in high molecular weight polymers and any similar physical phenomenon. All the common net point formation phenomenon is shown in Fig. 4. With subdividing the crosslinking mechanisms into chemical and physical types, SMPs can be subdivided into thermoset and thermoplastic SMPs [11, 15].

Overall architecture of shape memory polymer mechanism
The switching phase, the most common transitions in polymers are glass transition temperature (Tg) and crystalline melting temperature (Tm). glass transition temperature is related to amorphous an irregular part of a polymer that below this temperature micro Brownian motions for altering the conformation of the chains will be restricted and polymer is in “glassy” state. Above the glass transition temperature, the elastic modulus of a polymer drops by three order of magnitude of ten and microscopic motions can happen. Melting transition temperature is related to the melting of ordered crystalline domains that depends on intermolecular forces, crystalline thickness and etc. [26]. So, with above-mentioned interpretations, all SMPs are classified in four categories as physically cross-linked thermoplastics with Ttrans = Tg; physically cross-linked thermoplastics with Ttrans = Tm; chemically cross-linked amorphous polymers with Ttrans = Tg; chemically cross-linked semi-crystalline polymer networks with Ttrans = Tm [15]. Figure 5 shows the microscopic model of SMPs mechanisms in different categories. The poly lactic acid (PLA) and thermoplastic polyurethane base SMPs (SMPUs) are the most familiar thermoplastic SMPs with physical crosslinking method. On the other hand, styrene based and epoxy SMPs are the most familiar thermoset SMPs with chemical crosslinking method.

Different molecular mechanisms of thermally-induced shape memory effect a block copolymer with transition of melting of crystalline (Tm of soft segment), b cross-linked polymer with transition of melting crystalline (Tm of soft segment), and c an amorphous polymer network with transition of glassy state to rubbery state (Tg) [1]
It must be noted that chemical cross-linked SMPs exhibits less creep, thus the irreversible deformation during shape recovery is less. The SMPs with glass transition temperature switching temperature exhibits lower recovery rate because of broader temperature range for glass transition in comparison with melting transition temperature, even the modulus of elasticity in rubbery state is higher than molten state and has more resistance for recovery. But the slower recovery rate of glass transition temperature based SMPs has its benefits in biomedical device field that for avoiding insertion-induced tissue damage and self-assembly applications [15]. It seems that both of shape recovery ratio and shape fixing ratio can be improved when the degree of crystallinity increases because it can cause more elastic strain storing with heavy fixing function.
2.2 Reversible SMPs (Two-Way SME)
SMPs programing that discussed in the previous section needs to repeat the deformation for every cycle that is not practical in actuation applications such as hot programming that can be eliminates by cold programing. Thus, a new title was created under reversible SMPs or two-way SME that SMP can change its shape in two specific shape under and above transition temperature and by once deformation for the first programing, then can change its shape between two specific shape under the trigger, as reversible or two-way shape memory effect (TSME). Another common SMPs that needs re-deformation for programing new cycle are called as one-way shape memory effect (OSME). Figure 6 shows a comprehensive schematic of differences between two-way and one-way SME [10, 31].

Figure 7 shows a comprehensive schematic of constant pressure type TSME programing procedure and the differences with one-way SME. There are some parameters for characterization the TSMEs. Because of the development of reversible SMPs for actuation applications, a quantitative parameter, as actuation magnitude, Ract (σ) for any applied stress can be defined as the ratio of length difference between two specific shape over initial length of sample as below [24]:

Constant pressure type reversible (two-way) shape memory effects and its difference with one-way shape memory effect [29]
And the recovery ratio can be calculated as the ratio of length difference between two special shape after cooling (beginning of cycle) over length difference between two special shape warming up cooling (end of cycle) below [24]:
The second strategy to obtain reversible SMP is called as SMP laminate [7]. This strategy is based on thermal stress mismatch in thickness of a polymer ribbon that consists of two different layers [31]. In this strategy are included, two layers that one of them is OSMP like polyurethane-based SMP and the second one is an elastomer. The SMP layer should be stretched above Ttrans and quenched before the sticking of elastomer as second layer, and in this situation, the SMP just need to warming up to recover its original shape. Then the programed SMP layer is sticked to the elastomer layer. When the laminate sample is warmed up, the SMP layer want to recover and the elastomer layer restrict the complete recovery and an elastic energy is stored in elastomer layer. Then with cooling down the sample, the elastic energy that was stored in elastomer, released and make reprogram in SMP layer automatically. It must be noted that, the modulus of elasticity of elastomer drops above Ttrans can deform easily by large strain and below the Ttrans the elastomer modulus of elasticity increased while the SMP module is still small and elastomer layer can recover almost its elastic strain and reprogram the SMP layer. As it can be seen, the strategy is based on each layer is under stress in a specific temperature while another layer is almost in stress free condition. There is a hysteresis unrecoverable strain in the first programing cycle because the force recovery that was stored in the SMP layer cannot overcome quietly the elastomer and there is a remained unrecovered strain in SMP. But form cycle two, the two shape in low temperature and high temperature can be in fixed shape with specific strain hysteresis from primary shape in the first cycle due to self-adaptation [7, 37]. Figure 8 shows a reversible smart polymer laminate in the first and second cycle. The programming procedure is like the other TSMEs and just is by warming up and cooling down the sample.

2.3 Triple and Multi SME
One of the advancing researches in SMP belong to multi SMPs that started with a report of triple SME. The ordinary SMMs that is discussed previously, all have dual SME is defined as one permanent shape with one temporary shape in each programing cycle. In multiple SME, more than one temporary shape in a cycle in special distinct value of stimulus are seen. In fact, the multiple SME is the ability of a smart material that can memorize more than two distinct shape [6, 10]. Figure 9 shows the triple shape memory effect.

Triple shape memory effect of an epoxy resin composite bilayers [16]
The programing of dual-SMMs consists of one step deformation of sample above Ttrans and quenching then shape recovery by warming the sample up again, but, the deformation in triple SMPs programing consist of two steps, first deformation in specific highest temperature and another deformation in the middle temperature and then quenching below the middle temperature. Recovery process consists of two steps too. The first recovery step is warming sample up to middle temperature to gain the deformed shape at middle temperature and in another step, the temperature is raised above the highest temperature to obtain permanent shape [37]. Similar to dual-SMPs and reversible SME, triple and multiple SMPs need to quantitative parameters to be characterized. So, according to Fig. 10, Shape fixing ratio and shape recovery ratio must be calculated for each temporary shape.

Triple shape memory effect detailed programing procedure [13]
There are two main strategies to design a triple and multiple shape memory polymer. If we have two or more transition phases with distinct temperatures, so we could deform the sample in each transition temperature as two or more switch phase and the triple or multiple shape memory effect can be obtained. So, the first strategy is two or more distinct transition. The second one is a broad transition temperature e.g. broad glass transition temperature (Tg) or broad crystalline melting transition temperature (Tm) [14]. There are several common ways to obtain distinct transitions for multi shape memory effect that one of them in copolymerization that each monomer has its transition temperature and it is better the transition temperatures is far from one another. Another way to obtain distinct transition temperature is blending of two immiscible polymer that have two far transitions and net point must exist too [14] can be obtained by blending of two miscible polymers with so far transition temperature. Another way is broad melting temperature by crystallization in various size and melting temperature [14]. Gradient copolymerization is another way to obtain broad glass transition temperature with two type of monomer that has a faraway glass transition temperature.
2.4 Stimulation
In the SMPs switch phase types, the major type is related to thermal transition nature that is the main trigger for switching is temperature but there are some stimulation methods that have different transition nature. In the general subdividing of stimulation methods, there is two thermal and athermal stimulation types. The thermal transition stimulation methods depend on the Joule heating but athermal stimulation may have chemical nature or etc. [15].
2.4.1 Thermal Stimulation
The thermal stimulation methods are subdividing to direct and indirect thermal stimulation. The direct thermal stimulation can be obtained by increasing surrounding temperature directly with a hot medium like warm water or hot gas and etc. the indirect thermal stimulation is obtained by generating heat within the material via some physical phenomenon like electrical resistivity, alternative magnetic field, similar phenomenon. As most common stimulation methods, we can refer to electrical-induced SMP, magnetic-induced SMP, water and solution-induced SMP and photothermal-induced SMP as thermal indirectly stimulation. The majority of indirect thermal stimulation are related to raising the temperature by filler via external trigger like absorbing infrared light by carbon black to warm up for photothermal stimulation case. For transmitting generated the heat by the functional fillers, the design the microstructure of the composite should be in a way that a cluster of fillers are formed. A special concept is existed for solvent and moisture-induce SME that is related to drop the transition temperature to the ambient temperature for occurring the transition without any warming up but still it has a thermal nature. Also, some solvents can destroy the crystals for transition occurrence. For example, carbon base fillers and metallic powders can provide Joule heating by electrical resistivity and cause temperature rising. Therefore, the uses of SMP composites have been noticed. It must be noted that, using of functional fillers not only can provide us some indirect thermal stimulation or even athermal stimulation, but also can improve the mechanical and thermal properties of the SMP that was an issue for polymeric materials. Also, SMP composites can provide us multi functionality behavior devices that have been made of and can be use as strain sensor because the electrical resistivity of an electrically conductive sample can be altered by strain.
2.4.2 Athermal Stimulation
Photochemical-induced SMPs have photoactive groups that can make crosslinks when light of a special wavenumber light is applied. In fact, the crosslinks that are made during specific light emission can fix temporary shape and recovery can be occur when the wavenumber alters to a value that photochemical crosslinks are eliminated. In fact, photo-induced crosslinks act as the soft segment for switching. PH sensitive groups, such as amino, carboxyl and sulfonic are introduced into polymers to obtain pH-induced SMPs. PH-sensitive switching occurs via hydrogen bond interactions of pH sensitive groups in polymer. globule-to-coil transition can be done in response to changing in PH on solution in some cases and the sample turns to coil in lower PH due to excess H+ due to repulsion and on the other hands the chain can turn to globule due to attraction [6, 22]. Some advanced another chemical phenomenon are existed for athermal stimulation that is not in the scope of this chapter.
3 4D Printing by FDM
Main applications of SMPs and SMPCs was as sensor, mechanical actuator and multifunctional devices with self-adaptation, self-morphing, self-folding, self-bending, self-deployment and precisely shape controlling ability for mechatronic (soft robotics), personalized biomedical devices and drug delivery, smart textiles, electronics, aerospace, packing, micro and nano-electromechanics (MEMS) and automotive. Some exciting functionality can be given by SMPs structure such as self-folding boxes, interlocking components and active origamis and hinges. All above-mentioned applications are belonged to 4D printing too. Using 4D printing become important for SMP fabrication in the case of personalized, non-mass production, complex shapes and need to fabricate multi-material product [10, 18,19,20,21, 25, 34].
3.1 Challenges of 4D Printing by FDM
The researches on 4D printing by FDM was lower than other AM processes due to limited thermoplastic SMPs in order type of stimuluses and printability. It seems to be a good attempt to do more researches on extrusion base AM of thermoplastic SMPs due to greater mechanical behavior and durability than thermosets and cheapness of FDM process and materials. Some researches done for SMP filament preparation and printing conditions by discussing effective parameters in filament and part fabrication steps. Effective filament fabrication parameters consist of screw rotation speed (RPM), extruding temperature and winding speed. Mentioned parameters effect on the filament quality, density and diameter and filament quality influence on the printed part quality directly. Three common defects can be seen in filaments that are voids, coarseness and partial melted pellets. Voids cause by evaporation of trapped moisture and some voltaic component and can be eliminated by de-humidity of the pellets; screw rotation increase and extrusion temperature decrease. Partial melted pellets defect cause discontinuity in filament can be eliminated by screw rotation decrease and extrusion temperature increase. Coarseness of the filament surface cause by internal deformation of trapped air into the polymer filament in high temperature and can cause density reduction. So, the right choosing of extrusion parameters is necessary to obtain proper filament [18, 22]. Printing parameters and conditions can influence on the shape accuracy and shape memory behavior of the part. A specific pre-strain is created during material extrusion of nozzle and cause more shrinkage tendency of SMPs that exposed to high temperature for long time. Shrinkage tendency of SMPs must be controlled for accuracy and the only way is cooling that must be more for 4D printing by more air circulation that examined in previous researches. Reheating of each layer caused by depositing of new molten layer on the previous layer and contact of the hot nozzle. Lower printing speed causes more printing time and duration of the time that each layer is exposed to high temperature, on the other hands, higher printing speed causes deposition of next layer sooner and suppress the cooling of each layer. So, it seems to be an optimum value of printing speed for best dimensional accuracy and lower shrinkage of printed SMP that is in near to the middle of standard range of speed. Part density can be altered by printing temperature and printing speed. Trapped air between layers can be reduce by better deposition of each layer. Greater temperature causes lower viscosity and better deposition. Lower printing speed also causes lower viscosity and better deposition too [34]. Some of SMPs with glass transition temperature between 30 and 70 ℃ have own extrusion issues in printing procedure such as buckling below the roller because the roller temperature is above glass transition temperature to eliminate filament buckling during printing, the roller cooling, higher distance between roller and hot end, lower printing temperature can be effective due to lower thermal conduction [18, 34]. Printing parameters can be effective in SME like shape recovery rate. The lower air trapped between the layers causes more thermal conductivity and higher recovery rate. Higher printing temperature causes lower viscosity to better layer deposition with an optimum layer thickness causes minimum trapped air between layers and provide greater recovery rate [30]. Also printing parameters can affect on the physical properties of SMPC with functional filler. Higher trapped air also can affect on the electrical conductivity of the printed conductive sample with electrical stimulation. Lower electrical conductivity provides more Joule heat to active the transition due to higher electrical current that pass the sample. So, optimum layer thickness with higher printing temperature can be provide lower electrical conductivity and greater shape recovery rate of 4D printed SMPC sample [18].
4 Application
In this section, first, researches are presented in summary form in Table 1 and then, based on different applications, they are examined and discussed in more detail.
4.1 Self-folding
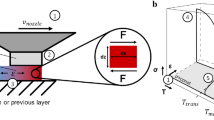
A novel approach to obtain self-folding behavior without any deformation after fabrication was achieved by the role of FDM process parameters manipulation. During the extrusion process, aligned chains stretch along the extrusion direction by compression behind them. As the compression be higher and temperature be lower, chain slippage is limited, and pre-strain is increased. This pre-strain recovery can cause macroscopic shrinkage. As it can be concluded, by extrusion of the filament on a platform, a significant pre-strain can be preserved and the tendency of SMPs for pre-strain in higher than conventional polymers for 3D printing. As you know hot programing of SMPs, the temporary shape stabilize step consists of warming up the sample and making a specific strain then finally cooling down the sample and unloading. By a simple comparison of printing process of a SMP and hot programing, it can be concluded that FDM process is very similar to hot programing. Higher temperature and slower printing speed, provide lower pre-strain due to more chain mobility and lower pressure behind the extruded raster. Much exposure to the higher temperature may provide a part of recovery energy besides the probability of relaxation and finally can decrease the pre-strain value. So, the pre-strain can release by heating the printed part. The left side of Fig. 11 shows a printed mono-layer raster leaf vessel-like geometry on a paper platform to make a flower-like PLA/paper composite and then printed part was heated up to release the pre-strain. The shape turns to a positive bend via stress mismatch between PLA printed pre-strained and paper and finally cooled down. Then the paper can be teared off and a 3D complex shape obtained. In fact, this designed 4D printed part exhibit a reversible behavior. Then by warming up again, the shape turns to flat by thermal expansion coefficient difference between PLA and paper which the thermal expansion coefficient of PLA is greater than those of paper. This is achievement to lightweight 3D reversible structure.

a The two-dimensional initial shape of the 3D-printed composite sheet. b The final flower-like three-dimensional shape achieved by a process of heating and cooling. c A complex structure fabricated by tearing off the paper from the flower-like 3D structure. d, e Helical structures with different degrees of spiral. f Corrugated structures by bidirectional folding [35]
4.2 Functionally Graded 4D Printing
In another research series, self-folding and self-coiling ability was achieved by programing during printing. The above-mentioned pre-strain during FDM process is different along the specimen printed thickness. The cooling rate of the bottom layer is lower due to printing new layers on top of them, thus they are in higher temperature for longer time and this fact cause decrease in pre-strain value. The cooling rate of top layer is highest because no layer is deposited on the top of it. However, the pre-strain is variable through the thickness. The pre-strain is higher than on the top. This type of 4D printing type named as functionally graded 4D printing. As mentioned, the SMPs are programed during FDM process and the pre-strain can be released by warming up the specimen above the transition temperature. In this special case, the stress mismatch causes the positive bend of the sample in along each raster. Figure 12 shows the self-bending feature of 4D printed part by FDM and the effect of printing speed and printing temperature on self-folding ability.

Functionally graded assisted by 4D printing: a straight beam printed with different printing speed and temperature, b curved configuration of the printed beam after heating-cooling process [2]
A different FG 4D printing have been adopted by different transition temperature in a specific direction of printed part by adding different amount of plasticizer for each section. With this FG adopted method, localized actuation and localized recovery can be achieved. By adopting mentioned method, it can be possible that the printed part be programmed in multi-SME manner to obtain multi shape memory effect via different transition temperature in each different location. In this method the specimen consists of three distinct part that was printed by three amount of plasticizer which are 0, 10 and 30%. Higher amount of plasticizer provides more chain movement and reduce spatial obstacle and can reduce glass transition temperature significantly [5, 27]. The main SMP material is PLA and polyethylene glycol were used as plasticizer.
4.3 UV-Assisted FDM
A novel 4D printing have been done to produce thermoset specimen by FDM. In this process crosslinking is done via UV during printing each layer. The crosslinking is occurred by embedding double bond in linear co-polyester that. The photo-crosslinking can be initiated by the irradiation of UV activation of photo-initiator. So, there is functional coupling agent in the linear copolyster with double bond that can be broken to make a chemical crosslinking by photo-initiator via UV radiation to make a network. The hard PLA phases is hard segment and PCL phases with strong low melting crystals is as soft segment and switching phase. The printing proper printing speed must be chosen considering PLA to PCL ratio. Because of the significant difference between printing temperature and crystallinity temperature of PCL, lower printing speed needed in higher PCL conte of Layer by layer photo-crosslinking can cause network formation between layers and more crosslinking efficiency because of crosslinking each thin layer separately. This is a feasible way to produce thermoset SMP with FDM. Two type of elbow protector for biomedical application have been designed and printed by this way.
4.4 Self-deployable
Tensegrity structures can be used in communication application such as antenna, solar array or other deployable structures. This deployment feature can reduce the risk of failure and less joining. The reliability and precision of deployment is an important thing in microgravity condition such as fixity, repeatability and reversibility. Another challenge is 4D printing feasibility in microgravity. The larger antennas will be folded in Vega launcher and deploy in space. So, self-deployment and printing in microgravity causes reduction of the failure probability, ease of transporting and lower dependence on earth therefore cheaper space missions can be obtained [20]. Figure 13 shows a deployable tensegrity structure with self-deployment feature.

Deployment of 6-strut spherical tensegrity. a Deployment of a spherical tensegrity using the partial folding strategy to improve reliability of deployment. b Positioning of three discrete pieces of surfaces into space. c Deployment of a continuous surface supported by the active tensegrity to form a tent [17]
4.5 Textile Applications
For textile applications, circular braided tube in single SMP material and silicone elastomer matrix multi-material form has been produced. The schematic of braided tube and thermal properties of PLA SMP that was printed by FDM is shown in Fig. 14. The influence of braiding angle, tube wall thickness and shape recovery temperature on shape memory behavior have been investigated. Inter or outer lock perform is the main application in textile smart parts. Three braiding angles as 20°, 30° and 40° with three wall thickness as two, three and five layers have been checked. Deformation temperature was 90 ℃ and three recovery temperature as 70, 80 and 90 ℃ was chosen. A silicone elastomer matrix has been added to the printed braided tube in order to increase recovery ratio and recovery force. The recovery ratio is greater in higher braiding angle due to higher circumferential reinforcement. As the wall thickness increase the recovery ratio decreases due to lower thermal conductivity in thicker wall case. Higher recovery temperature provides higher recovery rate. The recovery force was increased in silicone elastomer matrix case and the recovery ratio was reaches to 100% but recovery rate was decreased because of lower thermal conductivity of silicone.

Details of 3D circular braided tube model a yarn contour projection, b unit cell model, c tube geometrical model, d DSC curve and e TGA curve of SMP PLA filaments for 4D printing, f 4D printed circular braided tube preform, g enlarged optical image of preform surface and h 4D printed circular braided tube preform/silicone elastomer matrix composite [36]
4.6 Energy Absorber
4D printed sample can be in application of energy absorbing and recover to the original shape after energy absorption to re-use. A tunable meta-sandwich for reversible energy absorption is printed in the shape of Fig. 15 with dual extrusion FDM by four material types: polyurethane-based SMP, Flex pro elastomer filament, SMP/Flex pro elastomer multi-material and Flex pro/SMP elastomer multi-material. Using 3D printing and specially FDM cheap method is a favorable way to fabricate such this sophisticated multi-material structure. Energy can be absorbed by elastic and plastic deformation, mechanical instability and structural collapse. The SMP is elasto-plastic and Flex pro is elastomer. So, the absorbed energy and caused deformation in elasto-plastic material is irreversible and only SMP can be recovered to its original shape under heating. The combination of elastomer and SMP can exhibit good recovery force, lower deformation and beside good energy absorption. Under deformation, a non-linear stiffness behavior such as softening and then hardening can be seen as a result of snap-through buckling for softening and densification and contact between beam-like members for hardening. The Flex pro/SMP sample that majority of sample is Flex pro exhibit best absorbed energy because of lower hysteresis deformation due to elastomer besides significant yielded force due to elasto-plastic SMP [4]. Figure 16 shows energy absorption and recovery process of The Flex pro/SMP sample.

a Unit cell of auxetic geometry, b lattice schematic. Dual-material auxetics: c SMP-elastomer (FlexPro) composed of pattern orientation SMP followed by FlexPro, d elastomer (FlexPro)-SMP composed of FlexPro followed by SMP [4]

Elastomer(FlexPro)-SMP sample of meta-sandwich structure: a–g experimental and computational configuration, h force and displacement for loading-unloading and thermal shape recovery, i dissipated and absorbed energy [4]
5 Future Outlook
All above-mentioned process parameters show that 3D printing of shape memory polymers is sensitive to the processing conditions and parameters and the need of further study on the processing parameters of thermoplastic SMPs is needed to characterize the shape memory behavior of FDM printed parts. The hot programing of SMP during FDM process can be an advantage of 4D printed parts by FDM to exhibit spontaneous self-folding behavior to obtain 3D complex smart devices. 4D printing can uses for self-assembly in-body biomedical devices and self-adaptable devices specially for biomedical applications. Self-deployable smart structure can reduce the cost of transportation and failure and has a potential application in aerospace applications. 4D printing can provide freedom in design of robotic actuators and has a potential application in soft robotics too. The 4D printing also can provide us the freedom of designing multi-material design of a smart device to multi-activation and sophisticated meta-materials. The 4D printed composites can be used as sensor by monitoring physical properties changing during shape changing and reuse for further cycles.
6 Conclusion
4D printing is the combination of additive manufacturing (AM) and smart materials with an extra dimension of time that provides us a dynamic complex geometry. 4D printing is a pioneer filed that have a potential application in biomedical, smart textiles, electronics, aerospace, packing, micro and nano-electromechanics (MEMS) and automotive by self-adaptation, self-morphing, self-folding, self-bending, self-deployment behavior and also can be used as mechanical actuator and sensors. Shape memory polymer is a type of smart material that can memorize a permanent shape and can recover its original shape after any deformation by mean of temperature, electricity, magnetic field, moisture, light, PH and etc. fused deposition modeling (FDM) is an extrusion-based AM for polymers that is cheap and pervasive. We can just print thermoplastic materials in form of filament by FDM that is melted by a liquefier and deposits by extrusion through the nozzle. The majority of SMPs are thermosets and 4D printing of thermoplastics is sophisticated and rare but advantages of FDM encourage the researcher to work on it. For the successful 4D printing we need to know all aspects of SMPs first, such as SME mechanisms, the stimuluses, shape memory polymer composites, reversible (two-way) SMPs and multi-shape memory polymers. We must use all above-mentioned aspects of SMPs considering what is desired of final smart printed part.
References
Atzrodt J, Derdau V, Kerr W, Reid M (2017) Applications of hydrogen isotopes in the life sciences. Angew Chemie Int Ed 1–26. https://doi.org/10.1002/(ISSN)1521-3773
Bodaghi M, Damanpack AR, Liao WH (2017) Adaptive metamaterials by functionally graded 4D printing. Mater Des 135:26–36. https://doi.org/10.1016/j.matdes.2017.08.069
Bodaghi M, Damanpack AR, Liao WH (2018) Triple shape memory polymers by 4D printing. Smart Mater Struct 27:065010. https://doi.org/10.1088/1361-665X/aabc2a
Bodaghi M, Serjouei A, Zolfagharian A, Fotouhi M, Rahman H, Durand D (2020) Reversible energy absorbing meta-sandwiches by FDM 4D printing. Int J Mech Sci 173:105451. https://doi.org/10.1016/j.ijmecsci.2020.105451
Cai S, Sun YC, Ren J, Naguib HE (2017) Toward the low actuation temperature of flexible shape memory polymer composites with room temperature deformability via induced plasticizing effect. J Mater Chem B 5:8845–8853. https://doi.org/10.1039/c7tb02068f
Chen HM, Wang L, Zhou SB (2018) Recent progress in shape memory polymers for biomedical applications. Chinese J Polym Sci 36:905–917 (English ed)
Chen S, Hu J, Zhuo H, Zhu Y (2008) Two-way shape memory effect in polymer laminates. Mater Lett 62:4088–4090. https://doi.org/10.1016/j.matlet.2008.05.073
Cheng CY, Xie H, Xu ZY, Li L, Jiang MN, Tang L, Yang KK, Wang YZ (2020) 4D printing of shape memory aliphatic copolyester via UV-assisted FDM strategy for medical protective devices. Chem Eng J 396:125242. https://doi.org/10.1016/j.cej.2020.125242
Gebhardt A (2011) Understanding additive manufacturing. Carl Hanser Verlag GmbH & Co, KG
Hager MD, Bode S, Weber C, Schubert US (2015) Shape memory polymers: past, present and future developments. Prog Polym Sci 49–50:3–33
Hu J, Zhang C, Ji F, Li X, Han J, Wu Y (2016) Revealing the morphological architecture of a shape memory polyurethane by simulation. Sci Rep 6:1–9. https://doi.org/10.1038/srep29180
Jiyong H, Yinda Z, Hele Z, Yuanyuan G, Xudong Y (2017) Mixed effect of main electrospinning parameters on the β-phase crystallinity of electrospun PVDF nanofibers. Smart Mater Struct 26:085019. https://doi.org/10.1088/1361-665x/aa7245
Khademeh Molavi F, Ghasemi I, Messori M, Esfandeh M (2017) Nanocomposites based on poly(L-lactide)/poly(ε-caprolactone) blends with triple-shape memory behavior: effect of the incorporation of graphene nanoplatelets (GNps). Compos Sci Technol 151:219–227. https://doi.org/10.1016/j.compscitech.2017.08.021
Lee J, Kim HC, Choi JW, Lee IH (2017) A review on 3D printed smart devices for 4D printing. Int J Precis Eng Manuf-Green Technol 4:373–383
Leng J, Lan X, Liu Y, Du S (2011) Shape-memory polymers and their composites: stimulus methods and applications. Prog Mater Sci 56:1077–1135
Li X, Zhu Y, Dong Y, Liu M, Ni Q, Fu Y (2015) Epoxy resin composite bilayers with triple-shape memory effect. Hindawi Limited
Liu K, Wu J, Paulino GH, Qi HJ (2017) Programmable deployment of tensegrity structures by stimulus-responsive polymers. Sci Rep 7:1–8. https://doi.org/10.1038/s41598-017-03412-6
Ly ST, Kim JY (2017) 4D printing—fused deposition modeling printing with thermal-responsive shape memory polymers. Int J Precis Eng Manuf-Green Technol 4:267–272. https://doi.org/10.1007/s40684-017-0032-z
Meng H, Li G (2013) A review of stimuli-responsive shape memory polymer composites. Polymer (Guildf) 54:2199–2221
Mitchell A, Lafont U, Hołyńska M, Semprimoschnig C (2018) Additive manufacturing—a review of 4D printing and future applications. Addit Manuf 24:606–626
Momeni F, Mehdi Hassani.N MS, Liu X, Ni J (2017) A review of 4D printing. Mater Des 122:42–79. https://doi.org/10.1016/j.matdes.2017.02.068
Nadgorny M, Xiao Z, Chen C, Connal LA (2016) Three-dimensional printing of pH-responsive and functional polymers on an affordable desktop printer. ACS Appl Mater Interfaces 8:28946–28954. https://doi.org/10.1021/acsami.6b07388
Ngo TD, Kashani A, Imbalzano G, Nguyen KTQ, Hui D (2018) Additive manufacturing (3D printing): a review of materials, methods, applications and challenges. Compos Part B Eng 143:172–196
Pandini S, Baldi F, Paderni K, Messori M, Toselli M, Pilati F, Gianoncelli A, Brisotto M, Bontempi E, Riccò T (2013) One-way and two-way shape memory behaviour of semi-crystalline networks based on sol-gel cross-linked poly(ε-caprolactone). Polymer (Guildf) 54:4253–4265. https://doi.org/10.1016/j.polymer.2013.06.016
Rayate A, Jain PK (2018) A review on 4D printing material composites and their applications. In: Materials today: proceedings. Elsevier, Netherlands, pp 20474–20484
Sperling LH (2005) Introduction to physical polymer science: fourth edition. Wiley, New Jersey
Sun YC, Wan Y, Nam R, Chu M, Naguib HE (2019) 4D-printed hybrids with localized shape memory behaviour: implementation in a functionally graded structure. Sci Rep 9:1–13. https://doi.org/10.1038/s41598-019-55298-1
Turner BN, Strong R, Gold SA (2014) A review of melt extrusion additive manufacturing processes: I. Process design and modeling. Rapid Prototyp J 20:192–204
Westbrook KK, Mather PT, Parakh V, Dunn ML, Ge Q, Lee BM, Qi HJ (2011) Two-way reversible shape memory effects in a free-standing polymer composite. Smart Mater Struct 20:065010. https://doi.org/10.1088/0964-1726/20/6/065010
Wu W, Ye W, Wu Z, Geng P, Wang Y, Zhao J (2017) Influence of layer thickness, raster angle, deformation temperature and recovery temperature on the shape-memory effect of 3D-printed polylactic acid samples. Materials (Basel) 10:970. https://doi.org/10.3390/ma10080970
Wu X, Huang W, Zhao Y, Ding Z, Tang C, Zhang J (2013) Mechanisms of the shape memory effect in polymeric materials. Polymers (Basel) 5:1169–1202. https://doi.org/10.3390/polym5041169
Xin X, Liu L, Liu Y, Leng J (2019) Mechanical models, structures, and applications of shape-memory polymers and their composites. Acta Mech Solida Sin 32:535–565
Yang Y, Chen Y, Li Y, Zhiqiang Chen M (2016) 3D printing of variable stiffness hyper-redundant robotic arm. In: Proceedings—IEEE international conference on robotics and automation. institute of electrical and electronics engineers Inc., pp 3871–3877
Yang Y, Chen Y, Wei Y, Li Y (2016) 3D printing of shape memory polymer for functional part fabrication. Int J Adv Manuf Technol 84:2079–2095. https://doi.org/10.1007/s00170-015-7843-2
Zhang Q, Zhang K, Hu G (2016) Smart three-dimensional lightweight structure triggered from a thin composite sheet via 3D printing technique. Sci Rep 6:1–8. https://doi.org/10.1038/srep22431
Zhang W, Zhang F, Lan X, Leng J, Wu AS, Bryson TM, Cotton C, Gu B, Sun B, Chou TW (2018) Shape memory behavior and recovery force of 4D printed textile functional composites. Compos Sci Technol 160:224–230. https://doi.org/10.1016/j.compscitech.2018.03.037
Zhao Q, Qi HJ, Xie T (2015) Recent progress in shape memory polymer: new behavior, enabling materials, and mechanistic understanding. Prog Polym Sci 49–50:79–120
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

Cite this chapter
Aberoumand, M., Rahmatabadi, D., Aminzadeh, A., Moradi, M. (2021). 4D Printing by Fused Deposition Modeling (FDM). In: Dave, H.K., Davim, J.P. (eds) Fused Deposition Modeling Based 3D Printing. Materials Forming, Machining and Tribology. Springer, Cham. https://doi.org/10.1007/978-3-030-68024-4_20
Download citation
DOI: https://doi.org/10.1007/978-3-030-68024-4_20
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-68023-7
Online ISBN: 978-3-030-68024-4
eBook Packages: EngineeringEngineering (R0)