
Abstract
In this study, AA6082 and AA6005 aluminium alloys were joined using different rotation speeds (1200, 1500, and 1800 rpm) and feed rates (70,110, and 150 mm/min). Microstructures of welding joints were examined by an optical microscope and a scanning electron microscope (SEM). The surface fractures and possible welding defects were scanned via SEM. The best mechanical properties were obtained when conical helical shape stirrer pins were used.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
Introduction
In many industrial applications, components are often needed to be joined in order to produce a designed whole part. Those subcomponents to be joined may be made of either similar or dissimilar materials. Even though the number and length of the needed structural and non-structural joints are reduced considerably through a designation of large, integrated aluminum parts like single-piece sheet deep drawings, and extrusion with sophisticated cross-sections, for aluminum structures and mixed material designs, reliable and consistent joining methods are still needed [1].
Aluminum alloys are greatly utilized in several industries such as shipbuilding, marine, aerospace, and rail transport in various structural parts and several components thanks to their numerous desirable properties like great strength-to-weight ratio, improved fatigue strength, and good corrosion resistance [2]. Especially in the transportation and manufacturing area, an increase in the use of aluminum is predicted to continue all around the world [2]. For commercial and military aircrafts for nearly 80 years, lightweight aluminum alloys have been the main structural material because of their good mechanical behavior and developed manufacturing processes, and they will reserve their place with developing new-generation high strength aluminum alloys [2].
Main alloying elements in 6xxx are magnesium and silicon. They have excellent precipitation hardening capability as they construct a quasi-binary section with Mg2Si phase of the magnesium-silicon system. This capability also provides 6xxx alloys moderately higher strengths compared to non-heat treatable alloys, generally with a combination of great corrosion resistance [2].
Wayne Thomas and his colleagues from The Welding Institute (TWI) invented the solid state joining technique FSW in 1991 [3]. In FSW, a rotating, non-consumable tool having a special design of pin and shoulder is plunged into the adjacent edges of the workpieces to be joined until the tool shoulder touches the surface of the base metal and moves forward along the joint line [3].
FSW has the terms friction and stir, coming from the working principle of the process. The term friction arises from the heat source of the process; in order to soften the base metal, frictional heat is required. The term stir emphasizes the material movement in the plastic deformation form. Sound welds are produced through the combination of heat softening the BM and meanwhile, plastic deformation mixing the BM [4] (Fig. 1).

FSW process fixture [4]
FSW is accomplished with the specially designed tool with pin and shoulder having particular tasks during the process. The technique is illustrated in the figure. Conventional FSW process consists of three distinct steps: Tool plunge, dwell period, and welding. In tool plunge, a rotating tool pin is forced into the joint of the plates to be welded till the tool shoulder touches the surfaces of the workpiece, in the next step, which is dwell period, the tool rotates in the joint; however, does not traverse, with the purpose of initial heat generation for the plasticization of the material. After that, the rotating tool starts to move forward along the joint line and complete welding [5]. The rotating tool is retracted after completion of the welding, leaving a keyhole at the end.
Materials and Methods
Materials
In this study, two different plates are used: 6082 and 6005 series aluminum alloys, the size of the each plate to be welded are 200 × 90 × 3.9 mm; the plates are products of extrusion process, and prepared to the specified size in order to conduct FSW trials on CNC machine. The chemical composition of the aluminum alloys is stated in Tables 1, 2 and 3, respectively.
Fixture Design
Fixture is one of the crucial components of a successful FSW process. Baghel and Siddiquee [6] have stated that there are several key considerations when designing a fixture for FSW process. First of all, in FSW, tool is subjected to axial forces with an amount depending on several factors including the tool, workpiece material and thickness, welding speed, etc. This force must be in control in order to prevent deflection. Secondly, during plunge step, lateral loads arise and cause separation of the workpieces along the joint line; besides, thermal expansion/shrinkage on plates as tool passes increases the tendency to the separation, as a result of an in-plane moment. Therefore, lateral restraining of the plates and clamping at the plate end are significant for successful joining. However, this restraining may lead to the upward buckling of the plates, as a counteraction, the clamping should ensure application of out-of-plane loads, hindering buckling. Another point is prevention of the sliding of the plates longitudinally, which is especially critical for corner joints [6] (Fig. 2).

Welding fixture
The fixture used for this study is showed in the figure. AISI-1050 carbon steel is used for the fixture of the friction stir welding. Several cautions are taken for keeping the position of the workpieces fixed and secure in order to obtain successful welding processes. For both fixing and supporting purposes; additionally, groove in the dimensions of the aluminum plates to be welded were machined onto backing plate. By that way, the adverse effects of the lateral forces and possible deflections are aimed to be eliminated. Moreover, clamps were used not only for fastening the backing plate on the machine table of the milling machine, but also for fixing the workpiece onto backing plate. During the processing, it was observed that the fixture provided secure clamping of the workpiece.
Tool Design
Tool design has great effect on the process quality in friction stir welding. Emamian et al. have reported that research done recently on FSW showed that pin profile has very crucial effect on the flow of material and mechanical properties, also he observed that square pin profile, threaded cylinder, or threaded taper pins provide sound joints, and in almost all studies, threaded pins gave the most effective results in terms of tool performance [1].
In addition, Zhao et al. have concluded that threaded pins are better since they improve flow of the material by implying downward force on material, also more heat input will be obtained as a result of higher heat generation compared to thread-free pins [9]. Moreover, they concluded that among column screw, column pin, taper pin, and tapered screw tool pins, tapered screw tool pin resulted in 75% of the tensile strength of the base material. Venkateswarlu et al. have emphasized that apart from threaded pin profiles, concavity of the shoulder is another significant dimensions of the tool. Furthermore, Aissani et al. have reported that a cylindrical threaded pin with concave shoulder have been used by the majority of the researchers [Ai10]. Ullegaddi et al. stated that concave shoulder generates sufficient temperature to obtain good weld meanwhile ensuring that the temperature stays below the melting temperature of the base metal as a result of high normal force as compared with other tools, i.e. it softens the metal and forms good joint in comparison with other different tool shoulders [5] (Fig. 3).

Tool design
The tool material was selected as AISI-H13 hot work tool steel and the tool was heat-treated to obtain hardness approximately at 55 HRC. AISI-H13 has high strength at high temperature, high toughness, good thermal fatigue resistance, and good machinability.
Experimental Results
For this study, as explained in the test plan, friction stir welding was carried out for nineteen specimens, the main aim of the study was to find the optimal welding parameters for the friction stir welding of the 6000 series aluminum alloys; for this reason, the study has focused union the two of the most significant process parameters: Rotational speed and welding speed. Apart from those parameters, effect of the tilt angle and effect of the welding position for the dissimilar welding was investigated. For the determination of the weld quality, various tests were conducted. The tensile tests and microhardness tests were done for the investigation of the mechanical properties of the weld joints. The macrographs were taken in order to detect the visible flaws at the weld zone and to check the weld zone with the main lines. Microstructure of the weld was examined with both the optical microscope and the scanning electron microscope (SEM); in this way, the more accurate analysis and relations within the different testing methods were aimed to be obtained.
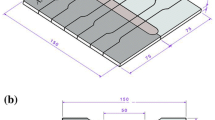
In the figure, the appearance of the weld seams for the dissimilar friction welding between 6082 and 6005 are shown. It can be observed that for all specimens there is no flash formation detected. It can also be seen that for the specimen 1, 2, and 3 at the exit hole of the weld, weld bead shows unsteady material flow, the reason can be that near the end point of weld bead at lower rotational speeds there is insufficient heat input, which results in inadequate flow of the material. This problem is apparently eliminated at the higher rotational speeds (Fig. 4).

The appearance of the weld seams for the dissimilar friction welding
Macrostructural Analysis
Macrographs were taken by Nikon SMZ 745 T stereomicroscope, the same etched specimens, which are prepared for microstructural analysis, were used in the macroscopic analysis. For the dissimilar welding between AA 6005-T6 and AA 6082-T6, the specimens numbers are from one to nine are shown in the figure (Fig. 5).

Macrostructural analysis
Severe void defects were observed at the specimen 1, 4, and 5, also small voids are detected at the specimen 2, 3, and 9. There can be several causes for this kind of defect; however, as it can be seen from the macrographs when the rotational speed is increased to 1800 rpm in specimen 7, 8, and 9, the voids disappeared; thus, it can be said that one of the primary reasons for this kind of defect is insufficient heat input since as the rotational speed decreases the heat input decreases and the necessary heat for the flow of the material could not be obtained, and voids as a result of inadequate material flow. Another distinguishable defect is incomplete root penetration; in other words, lack of penetration. Specimen 1, 4, and 5 shows clearly this flaw. Geometric defects such as lack of penetration defect, different from flow-related defects, occur as a result of inaccurate tool/joint adjustment/placement due to either mistaken pin length with respect to workpiece thickness or operator error [7]. However, in this study, the pin length is designed with consideration of several other studies from the literature; the length of the pin was 0.2–0.3 mm shorter than the workpiece thickness.
Microstructural Analysis
Microstructural analysis was done with optical microscope, Zeiss Axio Scope A.1. The analysis was done at certain regions of the welded joint. The figure shows the typical weld zones in FSW process, the micrographs were taken from those regions: Nugget zone (A), thermos-mechanically affected zone (B), and heat affected zone (C) (Figs. 6 and 7).

Formed zones in the weld cutaway in the FSW method

Microstructural analysis. (Color figure online)
The micrographs were shown in the figures, in general all regions can be detectable through micrographs. At stir zone (SZ) fine equiaxed grains were formed as a result of dynamic recrystallization. At lower welding speeds (70 and 110 mm/min) at 1200 and 1500 rpm, onion ring-like structure was observed at SZ. HAZ region of AA6005 at retreating side has finer grains as the rotating speed increased as shown in the figure.
Khodir and Shibayanagi have reported that onion ring patterns were identified by bands of varied sizes of the grain and non-uniform scattering of the alloying elements in stir zone independent of welding speed and position of the plates [8]. HAZ region of AA6082 material has similar grain texture, fibrous grain structure, as the base material as expected. TMAZ region was more distinguishable at advancing side of the weld. The interface between TMAZ and HAZ are sharper and TMAZ region is narrower in lower welding speeds as seen in specimens 1, 4, and 5. Bended grains in TMAZ due to plastic deformation observed more at higher welding speeds. In TMAZ region, fully recrystallization does not occur due to insufficient plastic strain.
Zhao et al. [9] related the distinct boundary between TMAZ and SZ with insufficient flow of material and higher levels of speed. The sharp boundary between TMAZ and SZ can be resulted here as well insufficient material flow at lower rotational speed (1200 and 1500 rpm) since the sharp interface between two regions disappeared at highest rotational speed (1800 rpm) due to higher heat input and improved stirring action and flow of material as shown in the figure.
Analysis with Scanning Electron Microscope (SEM)
The specimens, which were utilized in optical microscopy analysis, were used in the SEM analysis. In order to obtain better vision in SEM, previously etched specimens were mechanically grinded with finest abrasive SiC paper of 2400 grit, later they were polished roughly and finely. The polished specimens were coated with gold as a last preparation step prior to analysis as shown in the figure (b) (Fig. 8).

Scanning electron microscope. (Color figure online)
The working distance (WD) was 10 mm throughout the analysis; electron high tension (EHT) was set to 15 kV. The images were taken at magnification of 1.00 KX at nugget zone in the weld. The precipitates seen in the figure as white spots are analyzed through EDS (Energy Dispersive X-ray Spectroscopy) as stated in the next topic, and it was found out that the observable particles were intermetallic second phases existing in aluminum alloys in normal condition. Apart from strengthening precipitates, those intermetallic compounds have also effect on mechanical properties of the aluminum alloys. It is clear that when the specimen 3, 6, and 9 are observed, it is seen that the size of the intermetallic phases decreases with increasing rotational speed in spite of hotter weld conditions as a result of increased plastic deformation through stirring action. Moreover, it can be observed that as the welding speed increases the size of the precipitates usually decreases as a result of colder weld conditions (Figs. 9 and 10).

Nugget zone in the weld

Nugget zone in the weld EDS analysis. (Color figure online)
EDS analysis were carried out in order to see the composition of precipitates as seen in the figure. It was observed that white-colored precipitates existing in the Fe-, Mn-, Si-, and Cr-based second phases, listed starting from the highest composition, normally existing in the aluminum alloys. Strengthening precipitates such as Mg2Si is not observable through SEM; for this purpose, more detailed analysis should be carried out through TEM (Transmission Electron Microscopy) in order to see the effect of the precipitates on mechanical properties such as microhardness and tensile strength.
Compositions of the three spots from figure are shown on the table and the graphs in the Fig. 11. It could also be observed that as the rotational speed increases at constant welding speed, the hardness minima places further from weld center. In the figure, it is also noticeable that at 150 mm/min (specimen 3, 6, and 9), rotational speed lost its effect on microhardness. A similar situation is observed at the rotational rate of 1800 rpm since the hardness values are very close to each other in specimen 7, 8, and 9.

Compositions of the three spots. (Color figure online)
Conclusions
In general, in the study, it is observed that tensile test results only does not provide a realistic evaluation of the weld quality; thus, microscopic analysis and microhardness measurements should be carried out.
Li and Liu stated that when the welding speed increases gradually, the microhardness of TMAZ and HAZ increases because of restrictions in precipitate dissolution and grain growth as a result of less peak temperature and holding time [Li13]. Mishra and Mahoney stated that the faster weld shows higher hardness values in SZ and hardness minima in HAZ; moreover, in fast weld, the hardness minima is positioned further from weld centerline than in slow weld [Mis07]. At the rotational speed of 1200 rpm, it is observed that hardness increases with increasing welding speed; however, this trend could not be seen at other rotational speeds.
Another significant outcome of this study is that even though it is noted in the literature that proper usage of the tool with left-hand thread tool pin requires clockwise rotation of the tool; it is observed that counterclockwise rotation gives successful results in terms of the appearance and quality of the weld bead.
In order to understand the mechanism of the loss in mechanical properties, the strengthening precipitates apart from intermetallic second phases could be observed in detail, the use of SEM is not sufficient for this purpose; therefore, TEM should also be utilized, or the other techniques such as measuring the temperature in the plates should be applied in order to detect the state of the precipitates.
References
Aluminium in Commercial Vehicles Manual, European Aluminium Association (EAA), p.2, 2017.
Khan, N. Z.; Khan, Z. A.: Friction stir welding. Dissimilar aluminium alloys. Boca Raton: CRC Press Taylor & Francis Group, 2017.
Mathers, G.: The Welding of Aluminium and its Alloys, Woodhead Publishing Ltd., pp.5, 7–9, 2002.
Mishra, R. S.; Ma, Z. Y.: Friction stir welding and processing. In Materials Science and Engineering:R.Reports 50(1–2), pp.1–78, 2005.
Ullegaddi, K.; Murthy, V.; Harsha, R. N.; Manjunatha: Friction Stir Welding Tool Design and Their Effect on Welding of AA-6082 T6. In Materials Today: Proceedings 4 (8), pp. 7962–7970, 2017.
Baghel, P. K.; Siddiquee, A. N.: Design and development of Fixture for Friction Stir Welding, Innovative Systems Design and Engineering Vol 3, No.12, 2012.
Aissani, M.; Gachi, S.; Boubenider, F.; Benkedda, Y.: Design and Optimization of Friction Stir Welding Tool, Materials and Manufacturing Processes 25 (11), 2010.
Khodir, S.A.; Shibayanagi, T.: Friction Stir Welding of Dissimilar AA2024 and AA7075 Aluminum Alloys. Materials Science and Engineering B, 148, pp.82-87, 2008.
Zhao, Y.; Lin, S.; Wu, L.; Qu, F.: The influence of pin geometry on bonding and mechanical properties in friction stir weld 2014 Al alloy. In Materials Letters 59 (23), pp. 2948–2952, 2005
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Konar, M. et al. (2021). Investigation of Weld Quality for Friction Stir Welding of Extrued 6XXX Series Aluminium Alloys. In: Perander, L. (eds) Light Metals 2021. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-65396-5_32
Download citation
DOI: https://doi.org/10.1007/978-3-030-65396-5_32
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-65395-8
Online ISBN: 978-3-030-65396-5
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)