
Abstract
Intermetallic titanium aluminide (TiAl) alloys are considered attractive materials for high-temperature applications in aerospace, automotive, and energy industries. Additive manufacturing is a promising way of producing complex TiAl-alloy parts; however, it remains challenging due to brittleness of this alloy. While high-temperature preheating can mitigate cracking during selective laser melting, the microstructure of TiAl-alloys still needs to be optimized to achieve better mechanical performance. In this work, multiple laser exposures were used during selective laser melting of TiAl-based alloy to tailor its microstructure. Applying additional laser exposure of up to 20 times per layer induced an in situ heat treatment, which allowed to modify volume fraction and size of different phases. Microstructure, phase and chemical composition, and hardness of TiAl-alloys were investigsated with regards to several laser exposures during the selective laser melting process.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
Introduction
Gamma TiAl-based intermetallic alloys are promising materials for manufacturing lightweight components of aerospace and automotive engines due to their high strength at elevated temperatures, low density, good oxidation, and creep resistance [1, 2]. These properties make them promising candidates for replacing nickel-based superalloys currently used in gas turbine engines [3, 4]. TiAl-based alloys possess very low room temperature ductility and poor hot deformability and are prone to cracking during conventional processing methods. This makes manufacturing parts from TiAl-based alloys very expensive and time consuming. Existing conventional methods, for example, extrusion or casting and isothermal forging, have extremely high costs and results in heterogeneous microstructure. On the other hand, additive manufacturing (AM) processes offer a possibility to produce net-shaped parts with a complex geometry. AM technologies, such as selective laser melting (SLM) and electron beam melting (EBM), allow the fabrication of complex-shaped components with high mechanical properties from powder feedstock [5].
High cooling rates typical for powder bed AM techniques lead to high residual stresses which make it difficult to produce crack-free intermetallic parts [6]. Utilizing a high-temperature powder bed preheating allows to fabricate crack-free titanium aluminide alloy samples [7]. Microstructure and mechanical properties of TiAl-based alloys strongly depend on processing temperature and cooling rates. TiAl-alloys fabricated by AM techniques might require postprocessing by means of heat treatment to obtain an optimal microstructure depending on the application requirements. Depending on annealing temperature, a wide range of microstructures can be obtained, for example, nearly lamellar, fully lamellar, duplex, and near gamma [8].
Using a specific set of processing parameters during AM, heat input, and cooling rates can be adjusted to achieve a required microstructure. For example, Xu. W, et al. showed [9] that by adjusting SLM process parameters, Ti-6Al-4V martensite can be decomposed into (α + β)-phases. In [10], in situ heat treatment was realized for 420 steel alloy during the SLM process by adjusting laser energy input. Multiple scan strategy was used in [11] to tailor the microstructure of TiAl-based alloy during the EBM process. Addition multiple scanning with low energy electron beam resulted in aluminum loss and formation of new phases with optimized properties.
In this work, Ti-48Al-2Cr-2Nb alloy was fabricated by SLM process using high-temperature platform preheating. Additional multiple laser scans were used to realize in situ heat treatment and tailor the microstructure of the TiAl-based alloy. The microstructures, phase composition, and microhardness of the fabricated samples were investigated.
Materials and Methods
Gas-atomized powder of Ti-48Al-2Cr-2Nb (at. %) alloy (AMC Powders, China) was used in the SLM process to produce the specimens. The particle size distribution of the powder can be characterized as following: d10 = 17.4 µm, d50 = 33.8 µm, d90 = 60.5 µm. As shown in Fig. 1, the powder particles have spherical shape and dendritic microstructure typical for the gas atomization process.

BSE-SEM images of the Ti-48Al-2Cr-2Nb alloy powder showing a surface morphology and b cross-section of a particle
AconityMIDI SLM system was used to fabricate bulk samples. The system is equipped with 1000 W fiber laser with 1060 nm wavelength. An inductive heating element was utilized to preheat a titanium base plate to 900 ℃. During the SLM process, the process chamber was purged with Argon gas. The values for laser power, layer thickness and hatching distance used to fabricate the sample are shown in Table 1. The process parameters values were chosen based on the preliminary experiments using titanium aluminide alloy [12, 13]. Chessboard scanning strategy with 5 × 5 mm field size was used. X1 sample was produced using only one laser scanning per layer, while samples X5, X10, and X20 were additionally scanned with a defocused laser beam after the first scan with 5, 10, and 20 additional scans per layer, respectively.
Cylindrical samples with 10 mm height and 10 mm diameter were produced for further investigation.
The as-fabricated samples were cut and polished along the build direction (BD) for the microstructural characterization using a standard metallographic technique. TESCAN Mira 3 LMU scanning electron microscope (SEM) with backscattered electrons (BSE) mode was utilized for the microstructural characterization. Energy dispersive spectroscopy (EDS) was used for the chemical analysis of the samples. The phase composition was analyzed with a Bruker D8 advance X-ray diffraction (XRD) meter using Cu-Kα (λ = 1,5418 Å) irradiation. The microhardness of the samples was measured using a Buehler VH1150 testing machine with 300 g load and 10 s dwell time.
Results and Discussion
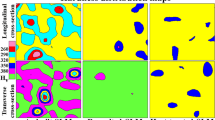
Figure 2 shows microstructural images of the TiAl-alloy samples fabricated using no additional laser exposure and 5, 10, 20 additional laser scans during the SLM process. When no addition laser scan was used, the microstructure consists of the fine lamellar α2/γ colonies as can be seen in Fig. 2a. The XRD results (Fig. 3) confirm that the alloy consists mainly of γ phase (TiAl) and α2 (Ti3Al) phase. Applying additional laser scanning resulted in microstructural modifications depending on the number of laser scans. In case of five additional laser scans, the volume fraction of lamellar α2/γ colonies reduced and equiaxed γ phase grains formed as a result of additional laser exposure. Lamellar α2/γ colonies are located mostly around the γ-grains. Increasing the number of additional laser scans to 10 times led to an increased volume fraction of equiaxed γ-grains (Fig. 2c). At the same time, the lamellar spacing of α2/γ colonies also increased indicating that the sample was heated to a higher temperature when a higher number of laser scans was used. Further increasing the number of laser scans to 20 times in case of X20 sample did not lead to any significant changes in the microstructure compared to X10 sample.

BSE-SEM images of the fabricated TiAl-alloy samples: a X1, b X5, c X10, d X20

XRD patterns of the fabricated TiAl-alloy samples. (Color figure online)
In general, SLM process involves cyclic heating and cooling of the material. When additional laser scans are used, the solidified material is heated to a certain temperature resulting in an in situ heat treatment during the SLM process. Microstructure of TiAl-based alloys can be significantly modified depending on the heat treatment temperature [14]. In case of SLM-ed TiAl-alloy, additional laser scanning resulted in a duplex microstructure indicating that after the solidification, the samples were subsequently heated in the α + γ phase region. As shown in [15], heat treatment in the α + γ region results in the duplex microstructure containing equiaxed γ-TiAl grains, which is in agreement with the obtained results.
Table 2 shows the aluminum content in the produced samples measured by EDS. There is a slight loss of aluminum compared to the feedstock powder indicating that aluminum evaporation occurred during the SLM process. Applying five additional laser scans resulted in a loss of around 2% at. aluminum; however, further increasing the number of laser scans did not change the aluminum content significantly.
As shown in Fig. 3, there are no significant changes in the XRD patterns depending of the number of additional laser exposures. The phase composition of the samples corresponds to γ and α2 phases.
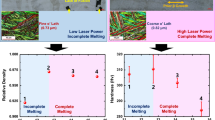
As shown in Fig. 4, applying multiple laser exposure during the SLM of TiAl-alloy resulted in microhardness change. When the volume fraction of equiaxed γ-grains increased with an increase of number of scans, microhardness of the alloy decreased. This is in agreement with the results of [16] where it was shown that α2 phase has higher hardness compared to γ phase. A decreased microhardness can also be attributed to an increased lamellar spacing of α2/γ colonies.

Microhardness of TiAl samples produced by SLM with different number of additional laser exposures. (Color figure online)
Conclusions
In this study, TiAl-based alloy samples were fabricated using SLM with the high-temperature platform preheating and a scanning strategy with multiple laser exposure. Applying additional laser scanning with a defocused laser beam immediately after the main laser exposure and solidification resulted in an in situ heat treatment and microstructural changes of the TiAl-based alloy.
Multiple laser scans allowed to transform the microstructure from lamellar α2/γ to duplex microstructure with equiaxed γ-grains surrounded with lamellar colonies of α2/γ. The change in microstructure resulted in a decreased microhardness of the alloy. A further investigation of mechanical properties will be further carried out to evaluate the effect of multiple laser exposure.
References
Murr LE, Gaytan SM, Ceylan A, Martinez E, Martinez JL, Hernandez DH, Machado BI, Ramirez DA, Medina F, Collins S (2010) Characterization of titanium aluminide alloy components fabricated by additive manufacturing using electron beam melting. Acta Mater 58:1887–1894. https://doi.org/10.1016/j.actamat.2009.11.032
Bystrzanowski S, Bartels A, Clemens H, Gerling R, Schimansky FP, Dehm G, Kestler H (2005) Creep behaviour and related high temperature microstructural stability of Ti–46Al–9Nb sheet material. Intermetallics 13:515–524. https://doi.org/10.1016/j.intermet.2004.09.001
Bartolotta P, Barrett J, Kelly T, Smashey R (1997) The use of cast Ti−48Al−2Cr−2Nb in jet engines. JOM 49:48–50. https://doi.org/10.1007/BF02914685
Popovich VA, Borisov EV, Sufiyarov VS, Popovich AA (2019) Tailoring the properties in functionally graded alloy inconel 718 using additive technologies. Met Sci Heat Treat 60:701–709
Baudana G, Biamino S, Klöden B, Kirchner A, Weißgärber T, Kieback B, Pavese M, Ugues D, Fino P, Badini C (2016) Electron beam melting of Ti-48Al-2Nb-0.7Cr-0.3Si: feasibility investigation. Intermetallics 73:43–49. https://doi.org/10.1016/j.intermet.2016.03.001
Doubenskaia M, Domashenkov A, Smurov I, Petrovskiy P (2018) Study of selective laser melting of intermetallic TiAl powder using integral analysis. Int J Mach Tools Manuf 129:1–14. https://doi.org/10.1016/j.ijmachtools.2018.02.003
Gussone J, Hagedorn Y-C, Gherekhloo H, Kasperovich G, Merzouk T, Hausmann J (2015) Microstructure of γ-titanium aluminide processed by selected laser melting at elevated temperatures. Intermetallics 66:133–140. https://doi.org/10.1016/j.intermet.2015.07.005
Kim Y-K, Hong JK, Lee K-A (2020) Enhancing the creep resistance of electron beam melted gamma Ti–48Al–2Cr–2Nb alloy by using two-step heat treatment. Intermetallics 121:106771. https://doi.org/10.1016/j.intermet.2020.106771
Xu W, Brandt M, Sun S, Elambasseril J, Liu Q, Latham K, Xia K, Qian M (2015) Additive manufacturing of strong and ductile Ti–6Al–4V by selective laser melting via in situ martensite decomposition. Acta Mater 85:74–84. https://doi.org/10.1016/j.actamat.2014.11.028
Krakhmalev P, Yadroitsava I, Fredriksson G, Yadroitsev I (2015) In situ heat treatment in selective laser melted martensitic AISI 420 stainless steels. Mater Des 87:380–385. https://doi.org/10.1016/j.matdes.2015.08.045
Zhou J, Li H, Yu Y, Li Y, Qian Y, Firouzian K, Lin F (2020) Fabrication of functionally graded materials from a single material by selective evaporation in electron beam powder bed fusion. Mater Sci Eng A 793:139827. https://doi.org/10.1016/j.msea.2020.139827
Polozov I, Popovich V, Razumov N, Makhmutov T, Popovich A (2020) Gamma-titanium intermetallic alloy produced by selective laser melting using mechanically alloyed and plasma spheroidized powders. In: TMS 2020 149th annual meeting & exhibition supplemental proceedings. The minerals, metals & materials series. Springer, berlin, pp 375–383
Polozov I, Sufiiarov V, Kantyukov A, Razumov N, Goncharov I, Makhmutov T, Silin A, Kim A, Starikov K, Shamshurin A, Popovich A (2020) Microstructure, densification, and mechanical properties of titanium intermetallic alloy manufactured by laser powder bed fusion additive manufacturing with high-temperature preheating using gas atomized and mechanically alloyed plasma spheroidized powder. Addit Manuf 34:101374. https://doi.org/10.1016/j.addma.2020.101374
Kościelna A, Szkliniarz W (2009) Effect of cyclic heat treatment parameters on the grain refinement of Ti–48Al–2Cr–2Nb alloy. Mater Charact 60:1158–1162. https://doi.org/10.1016/j.matchar.2009.03.008
Hoosain SE, Pityana SL, Tlotleng M, Legopeng T (2017) A comparative study on laser processing of commercially available titanium aluminide (TI-48AL-2CR-2NB) and in-situ alloying of titanium aluminide. In: 18th annual international rapid product development association of South Africa (RAPDASA), 7–10 November 2017, Durban ICC, South Africa
Schloffer M, Iqbal F, Gabrisch H, Schwaighofer E, Schimansky F-P, Mayer S, Stark A, Lippmann T, Göken M, Pyczak F, Clemens H (2012) Microstructure development and hardness of a powder metallurgical multi phase γ-TiAl based alloy. Intermetallics 22:231–240. https://doi.org/10.1016/j.intermet.2011.11.015
Acknowledgements
This research was supported by Russian Science Foundation grant (project No 19-79-30002).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Polozov, I., Kantyukov, A., Popovich, A., Popovich, V. (2021). Tailoring Microstructure of Selective Laser Melted TiAl-Alloy with In-Situ Heat Treatment via Multiple Laser Exposure. In: TMS 2021 150th Annual Meeting & Exhibition Supplemental Proceedings. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-65261-6_18
Download citation
DOI: https://doi.org/10.1007/978-3-030-65261-6_18
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-65260-9
Online ISBN: 978-3-030-65261-6
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)